压力容器制造单位检验责任工程师.doc
压力容器制造单位工艺责任工程师培训讲义

第1章 概述
1.1压力容器的定义及分类
从广义上说,凡承受流体介质压力的密闭壳体都可称 作压力容器。
按GB150《钢制压力容器》的规定,设计压力低于 0.1MPa的容器属于常压容器,而设计压力大于或等于 0.1MPa的容器则属于压力容器。
从安全角度看,单纯以压力高低定义压力容器不够全 面,因为压力不是表征安全性能的唯一指标。在相同压力 下,容器的容积越大,其积蓄的能量就越多,一旦发生破
6mm; Ⅱ.有2×4mm大气孔一处和三处夹渣,最大尺寸
为8×10mm; Ⅲ.焊缝中发现超出规范规定的硅酸盐夹渣,局
部有增碳引起的小裂纹。 Ⅳ.埋弧自动焊缝的裂口靠管板一侧,断裂起源
于焊缝根部未焊透处,并靠管板一侧沿着与轴成 为60°方向在焊缝中扩展,直至失效破环。
压力容器制造质量的重要性
从氨冷凝器的制造工艺和解剖发现的问 题,可以看出其焊接工艺是不合理的,在施 工中没有采用单面焊双面成型的特殊焊接工 艺和焊接方法,如氩弧焊封底等工艺方法来 防止末焊透,而采用了一般的焊接方法,并 用Ø4—5mm焊条进行封底,如此粗的焊条 作封底施焊必将发生未焊透。
- 中国机械工程学会压力容器制造分 委会----副主任委员
- 全国化学工业机械设备标准化技术 委员会委员----副主任委员
第1章 概述 第2章 压力容器法规、安全技术规范、标准 第3章 压力容器制造质量保证体系的建立及运行 第4章 压力容器制造的主要工序及装备 第5章 压力容器的检验及竣工资料 第6章 计算机技术在压力容器制造及工艺编制中的应用 第7章 压力容器制造专题 第8章 压力容器制造案例
压力容器制造单位工艺责任工程师
培训讲义
二0一四年五月
自我介绍
郝文生
Email:haowensheng@
压力容器制造单位质量保证工程师资格认可与管理办法_百度文库.
压力容器制造单位质量保证工程师资格认可与管理办法第一章总则第一条为了加强压力容器制造单位的管理,提高质量保证工程师的素质,确保压力容器的制造质量, 根据国家质量监督检验检疫总局《锅炉压力容器制造许可条件》的有关规定,制定本办法。
第二条凡担任或准备担任压力容器制造单位(以下简称制造单位质量保证工程师工作的人员, 必须按本办法的规定通过资格认可, 取得相应的质量保证工程师资格证书 (以下简称资格证书方可从事质量保证工程师的工作。
第三条未取得资格证书的人员,不得担任制造单位质量保证工程师的职务。
第四条申请或已取得制造单位许可证的单位,均可以推荐人选进行资格认可。
第五条质量保证工程师的资格级别分为:1. A1级系指超高压容器、高压容器;2. A2级系指第三类低,中压容器;3. A3级系指球形储罐现场组焊或球壳板制造;4. A4级系指非金属压力容器;5. A5级系指医用氧舱;6. B1级系指无缝气瓶;7. B2级系指焊接气瓶;8. B3级系指特种气瓶;9. C1级系指铁路罐车;10. C2级系指汽车罐车或长管拖车;11. C3级系指罐式集装箱;12. D1级系指第一类压力容器;13. D2级系指第二类低、中压容器。
第六条质量保证工程师申请与被批准的资格级别,必须与本单位申请或取得的制造资格相符。
第七条资格证书有效期为四年,取得资格证书的人员在压力容器制造行业内调动,须向发证单位办理变更手续,变更后证书仍然有效。
第二章质量保证工程师的条件和职责第八条质量保证工程师的基本条件1.熟悉 GB/T19000、 1SO9000《质量管理和质量保证》族质量体系标准。
2.熟悉有关压力容器法规、标准和技术条件,具有较全面的压力容器专业知识。
3.具备公正、廉洁、科学、严谨的工作作风。
第九条质量保证工程师的必备条件A 、B 、C 、D 级制造单位质量保证工程师必须由本单位从事压力容器技术工作或技术管理工作的具有工程师或以上技术职称的人员担任,并符合以下条件之一:(1具有化工机械专业大专或以上学历,并从事本专业工作 4年以上;(2具有化工机械专业中专学历,并从事本专业工作 6年以上;(3具有理工科(非化工机械专业大专或以上学历,并从事压力容器质量管理工作5年以上。
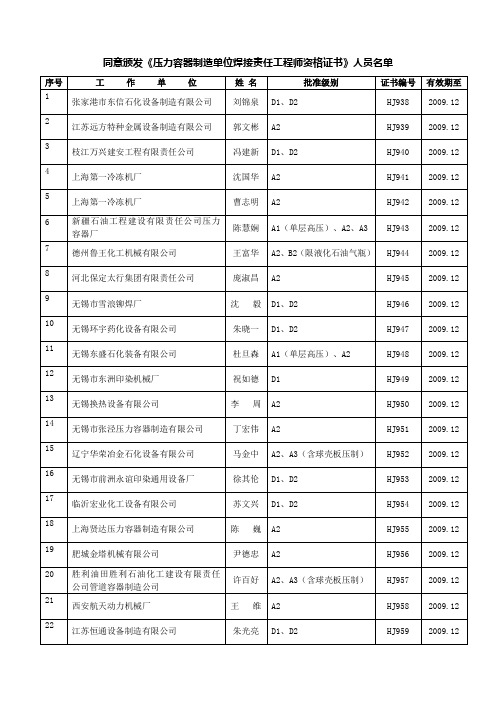
同意颁发《压力容器制造单位焊接责任工程师资格证书》人员
杨勇
A2、C2
HJ1036
2009.12
100
如皋市信和压力容器制造有限公司
李小群
D1、D2
HJ1037
2009.12
101
天津市瀚洋金属设备有限公司
梁云忠
A2
HJ1038
2009.12
102
四川石油天然气建设工程有限责任公司
韦开棣
A1(单层高压)、A2、A3
HJ1039
2009.12
34
淄博万昌化工设备有限公司
王素芹
A2
HJ971
2009.12
35
寿光市联盟化工机械工程有限公司
胡世友
A2
HJ972
2009.12
36
新疆东风锅炉制造安装有限责任公司
张少渠
A2
HJ973
2009.12
37
广东山峰化工机械有限公司
杨文莉
A2、A3(仅限封头压制)
HJ974
2009.12
38
杨志军
A1(高压容器)、A2、C1、C2(汽车罐车)
HJ1061
2009.12
125
扬州能通机械制造有限公司
齐秉治
A3(仅限封头压制)、D1、D2
HJ1062
2009.12
126
成都瑞奇石油化工工程有限公司
肖仕伟
A1(单层高压)、A2
HJ1063
2009.12
127
北京燕化正邦设备检修有限公司
武彦巧
杨志海
D1、D2
HJ1014
2009.12
78
中油吉林化建工程股份有限公司
压力容器的设计、制造和检验

压力容器的设计、制造和检验一、压力容器概述1.压力容器规范化早在19世纪末就有了对锅炉和压力容器规范化的要求。
20世纪最初的十年,发生了近一万起锅炉爆炸,造成了约一万人的死亡和约一万五千人的伤残。
这些血的教训使人们对压力容器制造和安装的规范化有了更清醒的认识。
1907年,美国Massachusetts州继1905年和1906年两次灾难性的锅炉爆炸之后,提出了世界上第一部锅炉制造和安装的法规。
循着Massachusetts州的范例,美国其他州和城市也制定出了蒸气锅炉制造、安装和检验的不同形式的法规或条例。
不同州的技术规范缺乏一致性,使得制造者无法制造出其他州可以接受的标准锅炉。
制造出的锅炉不能运出州界,一个州的有资格的锅炉检验员也得不到其他州的承认。
要求订出蒸气锅炉和压力容器制造的标准规范的呼声越来越强烈,为解决这个问题,美国机械工程师协会于1911年成立了一个专门委员会,后来被称为锅炉规范委员会。
美国机械工程师协会非燃火压力容器规范对压力容器没有给出定义。
压力容器一般是指装有加压流体用于完成某项过程的封闭容器,例如贮罐、热交换器、蒸发器和反应器等。
规范规定压力容器的范围还包括容器外的管线,终止于管线端焊连接的第一条焊缝、螺栓连接的第一个法兰面、或类似连接的第一个有连接迹象的点或面。
美国非燃火压力容器规范的短评U-1列出了超出规范权限的一些例外。
这些例外是必须的还是已被解除,不同地区有很大的不同。
有关这方面的细节,需要查阅“锅炉和压力容器的法规和条例说明书”,或向有管辖权的地方管理机构咨询。
非规范压力容器是指不能满足设计、制造、检验和鉴定规范的最低要求的容器。
这些容器不打印规范代号,除非有特殊的裁定,不得在接受美国机械工程师协会规范的区域安装。
目前,许多国家都设置了压力容器规范的立法和管理机构,颁布了各自的压力容器规范。
在我国,原国家劳动总局1979年颁布了《气瓶安全监察规程》;1980年颁布了《蒸汽锅炉安全监察规程》;1981年颁布了《压力容器安全监察规程》。
承压设备(压力容器)制造单位质量保证工程师投影1

承压设备(压力容器)制造单位质量保证工程师资格培训考核班质量管理知识教案投影片1、什么是压力容器制造单位的质量保证工程师?根据法规标准的要求,从事承压设备(压力容器)制造单位的企业法人,应授权和任命经资格培训考核合格、持有资格证书并在安全监察机构备案(注册)的高/中级工程师负责建立和健全并组织领导一个文件化的质量体系,贯彻实施法规标准质量手册的各项规定,对承压设备(压力容器)制造全过程的安全质量进行“策划、指导、协调、控制、保证、监督、检查、验证、评审、改进”,并对承压设备制造安全质量(具体)负全责的质量和技术及管理的专业工程师。
质量QQ Q 图1 质量标准示意图(ⅡW-Ⅴ)缺欠缺陷2、中华人民共和国国家质量监督检验检疫总局令第14号《锅炉压力容器压力管道特种设备安全监察行政处罚规定》已经2001年12月29日国家质量监督检验检疫总局局务会审议通过,现予发布,自2002年3月1日起施行。
局长:李长江2001年12月29日锅炉压力容器压力管道特种设备安全监察行政处罚规定第一条为规范锅炉、压力容器、压力管道及电梯、起重机械、厂内机动车辆、客运索道、游乐设施等特种设备(以下简称设备)安全监察行政处罚行为,保障设备安全监察工作的有效实施,依据质量监督与安全监察有关法律、法规,制定本规定。
第二条国家质量监督检验检疫总局和各地质量监督部门对设备设计、制造、安装、充装、检验、修理、改造、维修保养、化学清洗等违法行为实施行政处罚,应当遵守本规定。
3、图2 承压设备强制性制造许可证和安全质量监督检验制度1世界上要求最严、最复杂的第五种质量认证方法以技术法规、产品标准为基础的“产品质量认证”和以ISO9000质量管理标准为基础的“质量体系认证”是整个“质量认证”相辅相成的两个方面,“质量认证”是一种手段,其根本目的是加强企业管理和提高产品质量,并从“质量、价格(成本与效率)、交货期、以顾客需求和满意为中心的服务”等方面全方位不断增强企业市场竞争的活力。
批准颁发压力容器制造单位检验责任工程师合格

A1(高压容器限单层)、A2
JYⅢ196
2020.04
43.
中国石油乌鲁木齐石油化工总厂设备安装公司
杨露
A1(高压容器限单层)、A2
JYⅢ197
2020.04
44.
贵州航天乌江机电设备有限责任公司
王振华
A1(高压容器)、A2
JYⅢ198
2020.04
45.
中国石油天然气第七建设公司
周晓燕
A1(高压容器限单层)、A2、A3(球形储罐现场组焊)、球壳板制造
黄哲夫
A1(高压容器限单层)、A2、B1(无缝气瓶)、B3(特种气瓶)、C186
2020.04
33.
四川久远化工技术有限公司
邓靖
D1、D2
JYⅢ187
2020.04
34.
上海第一冷冻机厂有限公司
丁妮
A2
JYⅢ188
2020.04
35.
四川宜宾江源化工机械制造有限责任公司
附件:
批准颁发《压力容器制造单位检验责任工程师合格证书》人员名单
序号
单位名称
姓名
批准级别
证书编号
有效期
1.
中国石油辽阳石油化纤公司
杨晓雨
A1(高压容器限单层)、A2
JYⅢ155
2020.04
2.
海洋石油工程股份有限公司惠州分公司
杜庆臣
A2
JYⅢ156
2020.04
3.
内蒙古纳顺装备工程(集团)有限公司
周正亮
A2
JYⅢ164
2020.04
11.
无锡市军嶂化工设备有限公司
曹广花
A2
JYⅢ165
2020.04
压力容器相关人员岗位职责模版(3篇)
压力容器相关人员岗位职责模版一、单位主要负责人职责:压力容器使用单位法定代表人(主要负责人)是压力容器安全管理工作的第一责任人,应了解并认真贯彻执行有关压力容器安全方面的规定,依法履行安全管理领导责任。
对压力容器的购置、安装、使用、维修、改造、检验及事故处理等各环节的安全管理工作全面负责,具体做好以下工作:1、设置或指定压力容器安全管理机构,配备专职或兼职安全管理人员,全面负责压力容器的安全管理工作;2、按照《特种设备作业人员监督管理办法》的规定,组织压力容器操作人员进行安全教育和技术培训。
确保压力容器操作人员持证上岗;3、组织制定并批准压力容器各项安全管理制度、压力容器安全事故应急处理措施和救援预案;4、定期听取本单位压力容器安全管理机构及安全管理人员的工作汇报,定期到现场进行巡查,检查各项规章制度执行情况,及时消除安全隐患。
二、安全管理人员职责:压力容器安全管理人员应持证上岗,应熟悉有关压力容器安全方面的规定,依照法规、规章、标准及本单位的制度规定,履行压力容器安全管理工作责任,具体做好以下工作:1、编制或主持制定有关压力容器安全的各项管理制度、操作规程、事故应急处理措施及救援预案,报送本单位主管领导批准,并至少每月组织一次对在用压力容器进行检查;2、编制或主持制定压力容器定期检验计划、检修计划,并对检修的质量进行验收,保证设备完好;3、检查压力容器安全管理各项规章制度的执行情况,及时向本单位主管领导汇报、反映有关安全问题,消除安全隐患;4、负责组织压力容器操作人员的技术培训和安全教育;5、对压力容器安全管理上的重大问题(如事故、安全隐患等),向本单位主管领导报告,也可直接向特种设备安全监察机构报告。
三、操作人员职责压力容器操作人员应持证上岗,应熟悉压力容器的结构与特点,熟悉压力容器的操作规程,能够正确操作,确保压力容器的安全运行,并做好以下具体工作:1、正确、及时地进行压力容器的操作,确保压力容器安全运行。
(1)压力容器制造单位无损检测责任工程师培训考核管理...
前言1、教材(1)《压力容器制造单位无损检测责任工程师培训考核管理办法》(《压力容器制造单位焊接责任工程师培训考核管理办法》)(2)《压力容器制造单位质量保证人员培训考核教材》第一章第二章第七章(第一章、第二章、第五章)2、理论和答辨考试中必备(最低限度)法规标准如下:(1)特种设备安全监察条例(2)锅炉压力容器制造监督管理办法(国家局22号令)及三个附件(国质检锅[2003]第194号文)(3)99版《压力容器安全技术监察规程》(4)GB150-1998《钢制压力容器》(及一号修改单)(5)GB151-1999《管壳式换热器》(及一号修改单)(6)JB/T4730-2005《承压设备无损检测》(7)JB4708-2000《钢制压力容器焊接工艺评定》(8)JB/T4709-2000《钢制压力容器焊接规程》(9)JB4744—2000《钢制压力容器产品焊接试板的力学性能检验》(10)《锅炉压力容器压力管道焊工考试与管理规则》3、培训考核目的:共同完成国家质检总局授权协会的这期培训考核班,为造就一批又一批优秀的压力容器无损检测(焊接)责任工程师而努力。
第一章国内外相关压力容器制造(设计)法规与标准第一节国内法规和标准一、我国的法规体系框架宪法—法律—行政法规,地方性法规—政府规章(行政规章)—规范性文件—标准。
二、特种设备法规体系框架法律—行政法规—政府规章(行政规章)—安全技术规范—引用标准五个层次。
第一层次:法律根据宪法和立法法的规定,全国人民代表大会及其常委会制定法律。
如产品质量法、标准化法、安全生产法、劳动法以及正在争取立法的特种设备安全法等。
第二层次:行政法规按照《宪法》和《立法法》,全国人民代表大会及其常务委员会有权作出决定,授权国家最高行政机关国务院根据实际需要,对尚未制定法律的其中部分事项先制定行政法规。
省、自治区、直辖市以及省会市和较大市人大及其常委会根据实际需要制定地方性法规。
特种设备安全监察条例特种设备地方性法规第三层次:政府规章(行政规章)按照立法法有关规定,国务院各部、委、署和具有行政管理职能的直属机构,可以根据法律和国务院的行政法规、决定、命令,在本部门的权限范围内,制定规章。
批准颁发压力容器制造单位检验责任工程师合格证书.
A1(高压容器)、A2
JY637
2014.11
32
温岭市钱江化工机械有限公司
王建东
A2
JY638
2014.11
33
扬州秋源压力容器制造有限公司
姜金舟
A2
JY639
2014.11
34
扬州秋源压力容器制造有限公司
樊 飞
A2
JY640
2014.11
35
临沂宏业化工设备有限公司
陈朋娟
A2
JY641
2014.11
附件:
批准颁发《压力容器制造单位检验责任工程师合格证书》人员名单
序号
单 位 名 称
姓 名
批准级别
证书编号
有效期
1
苏州海陆重工股份有限公司
张展宇
A1(单层高压)、A2
JY607
2014.11
2
风凯换热器制造(常州)有限公司
丁茹月
A1(单层高压)、A2
JY608
2014.11
3
威海新元化工机械有限公司
孙 锋
55
南京奥能锅炉有限公司
李玉舟
A1(单层高压)、A2
JY661
2014.11
56
石家庄安瑞科1、C2、C3、B3
JY662
2014.11
57
石家庄市东方石油化工机械厂
宋丽欣
A1(单层高压)、A2
JY663
2014.11
58
张家港市科华化工设备制造有限公司
JY617
2014.11
12
张家港市华地机械装备有限公司
叶夏明
A2
JY618
2014.11
压力容器质量控制体系责任
压力容器质量控制体系责任人员任命书为了进一步建立、健全压力容器质量保证体系,并使其能够健康、有效地运行,为用户生产出安全可靠、性能优良、技术先进的产品,特任命下列人员为质量控制系统责任人员:李文东为设计、工艺责任工程师王国林为设计、工艺责任工程师唐丕金为材料责任工程师刘宝为材料质控负责人李梦贤为焊接责任工程师李梦贤为热处理责任工程师潘友忠为最终检验责任工程师柳阳为理化质控负责人孙奇富为无损检测责任工程师张如前为压力试验责任工程师孟庆厚为设备、计量质控负责人苏国良为车间质控负责人段勇为焊接试验室主任史志华为标准化质控负责人以上责任人员在质量保证体系运行中有明确职责和重要的责任,具有行使质量否决的权利及组织上不受任何干扰的独立性,以保证质量保证体系持续、有效、顺利运行。
特此任命总经理:二OO七年四月十八日1.3.1公司领导职责、权限1.3.1.1总经理(法人代表)职责1)是压力容器的安全质量的第一责任人;2)负责公司质量保证体系的建立、实施、保持和完善;任命质保工程师以及各专业责任工程;3)负责以期望的效率达到规定的质量目标;4)负责为质量管理工作人员授予充分的权限;5)负责为实施质量方针、达到质量目标配备必需的资源:a)配备符合要求的较高素质的管理人员、专业技术人员以及专业技能人员。
b)配置为保证压力容器设计、制造质量检验、试验和测量所必需的设备、仪器、仪表和计算机及软件等;c)为质保体系人员的学习、培训提供方便,确保其资质符合国家有关规定;d)签发批准公司压力容器制造《质量手册》以及产品质量证明书;e)主持或授权其代表对公司压力容器质量保证体系进行管理评审1.3.1.2质保工程师职责1)助总经理制订质量方针和目标,建立健全质量保证体系;2)领导和协调质量保证体系,充分发挥其质量职能,及时解决各环节中的重大质量问题,当意见有分歧时,应及时仲裁,做出解决。
3)组织贯彻、执行有关压力容器的法规、标准、技术规定;4)严格不合格品控制,建立健全内外质量信息反馈和处理系统;5)定期组织质量分析、质量审核,协助总经理组织管理评审工作;6)坚持“质量第一”原则,行使质量否决权,保障和支持质量保证体系工作人员的工作,有越级向上级行政主管、安全监察机构反映质量问题的权利和义务;7)对质量保证体系人员定期组织教育和培训。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力容器制造单位检验责任工程师
培训考核管理办法
第一章总则
第一条为了提高压力容器制造单位检验责任工程师(以下简称检验责任工程师)的素质,加强压力容器制造检验系统的质量控制,以保证压力容器产品的质量,特制定本办法。
第二条担任检验责任工程师工作的人员,应按本办法,经培训、考核取得相应的检验责任工程师资格证书(以下简称资格证书),以便更好地从事检验责任工程师的工作。
第三条资格证书有效期为四年,期满应重新进行考核、换证。
第四条取得资格证书的人员如在压力容器制造行业内调动,须向发证单位办理变更手续,变更后资格证书仍然有效。
第五条本办法适用于A1、A2、A3级; C级;D级压力容器制造单位。
第六条检验责任工程师的资格申请受理、培训、考核审批、发证及管理工作由中国化工装备协会负责。
第二章检验责任工程师的条件
第七条 A1、A2、A3级; C级压力容器制造单位检验责任工程师,应具有工程师或以上技术职称、本单位正式职工。
第八条 D级压力容器制造单位检验责任工程师,应具有助理工程师或以上技术职称、本单位正式职工。
第九条从事压力容器检验工作三年以上。
第十条能够严格贯彻执行国家有关法规和标准,具有组织、指导有关人员开展检验工作的能力。
第十一条熟悉有关压力容器法规、标准,具有全面的压力容器检验知识。
具有能对检验系统的质量工作进行控制和管理的能力。
第三章检验责任工程师资格申请、考核和审批
第十二条申请检验责任工程师人员资格,应由所在单位向中国化工装备协会(以下简称协会)提出申请,并提交压力容器制造单位检验责任工程师资
格申请表(以下简称申请表,详见附件一)一式两份;申报人的工作简历、学历证书复印件、技术职称证书复印件;所在单位压力容器制造许可证复印件;近期免冠照片各一份。
第十三条协会受理申请后,将受理意见及培训、考核事项行文通知申请单位。
第十四条协会组织具有压力容器检验经验的高级工程师,组成压力容器制造单位检验责任工程师资格考核组(以下简称考核组),进行考核工作。
第十五条考核组对申请人进行考核后在申请表有关栏目中签署考核成绩和意见,将考核结果报协会。
第十六条协会接到考核组的考核报告后,对考核合格的人员及时在申请表及资格证书有关栏目中签署批准意见后,行文通知申请单位。
第十七条《压力容器制造单位检验责任工程师资格证书》(以下简称资格证书,详见附件二)由协会签发,并向国家质量监督检验检疫总局特种设备安全监察局备案。
第十八条申请表及资格证书由协会统一印制。
第十九条取得资格证书的人员将由协会统一公布。
第二十条已取得资格证书的人员,如需换发资格证书,应按本办法第三、十二、十三、十四、十五、十六、十七条的规定,进行更换资格证书的申请和认可考核。
第四章培训考核内容、方法及结论
第二十一条检验责任工程师的考核,采取集中办班培训、考核的方法。
第二十二条培训采取面授讲课的方式,按照培训大纲进行(详见附件三)。
第二十三条检验责任工程师资格考核分为条件考核、理论考核和检验质量管理水平考核。
1.条件考核的内容见本办法第七条的规定。
2.理论考核内容为有关压力容器法规、标准知识;检验质量控制与管理。
3.检验质量管理水平的考核内容为对有关压力容器法规、标准熟悉理解的程度;压力容器检验专业知识掌握的程度;检验质量控制系统与管理的思路方法。
第二十四条条件考核采取审核应考人员申报资料的方式,判定应考人的条件是否与本办法第七条的规定相符;理论的考核采取限时开卷笔试的方法,
考试时间为3.5小时,由协会拟定试题,试题总分为100分;检验质量管理水平的考核采取答辩的方式进行。
第二十五条考核结论分为合格、不合格两种。
1.符合第七条规定条件的为条件考核合格。
2.理论考核成绩达60分以上(含60分)为理论考核合格。
3.检验质量管理水平的考核,以应考者能正确回答考核组人员所提出的有关问题为质量管理水平考核合格。
4.应考人员的条件、理论、检验质量管理水平三项考核均达到合格条件时,总结论定为合格,如其中一项不合格,总结论定为不合格。
第五章日常管理
第二十六条检验责任工程师因工作失误造成重大质量问题,则由协会吊销其资格证书,所在制造单位应负责将其资格证书上缴协会。
第二十七条在资格证书有效期内,协会将组织技术培训工作,检验责任工程师应按要求参加培训。
第二十八条在压力容器制造资格取证、换证、增项审查和有关工作检查中,将对检验责任工程师的资格及工作进行检查。
第二十九条在资格证书有效期内,检验责任工程师调入另一制造单位从事同样的工作时,须向协会办理单位变更手续,变更后证书有效。
第三十条办理变更单位手续时,应出示调入单位变更申请、调出单位同意调出证明及申请变更人员的相应证书。
第六章附则
第三十一条检验责任工程师资格考核工作所需费用由申请单位承担。
第三十二条本办法由中国化工装备协会秘书处组织实施。
第三十三条本办法由中国化工装备协会负责解释。
第三十四条本办法自发布之日起实施。