啤酒发酵罐设计
10万吨12°淡色啤酒发酵罐的设计
10万吨12°淡色啤酒发酵罐的设计淡色啤酒是一种受欢迎的酒类产品,而发酵罐是酿造啤酒过程中至关重要的设备。
本文将对10万吨12°淡色啤酒发酵罐的设计进行详细阐述。
首先,10万吨12°淡色啤酒是一种大规模生产的产品,因此发酵罐的设计应考虑生产效率和质量稳定性。
用于生产大规模啤酒的发酵罐通常采用圆筒形状,并具有较大的容量。
在本设计中,我们将采用直径为15米,高度为30米的圆筒形发酵罐,以满足10万吨12°淡色啤酒的生产需求。
在设计过程中,我们还要考虑发酵罐内的温度和压力控制。
淡色啤酒的酿造过程中,酵母菌在发酵罐中完成发酵过程,其中温度和压力的控制非常重要。
为了确保发酵进程顺利进行,我们将在发酵罐上安装温度和压力传感器,并连接到一个智能控制系统上,以监控和调节发酵罐内的温度和压力。
此外,发酵罐内的清洁和灭菌也是一项重要的考虑因素。
为了确保酿造过程的卫生和产品质量,我们将在发酵罐内设置喷淋系统,并使用恰当的清洁剂进行定期清洗。
此外,发酵罐还将配备灭菌设备,以确保酵母菌的活性和产品的稳定性。
关于材料选择,发酵罐的主体部分可以采用不锈钢材料。
不锈钢具有良好的耐腐蚀性和耐高温性能,非常适合用于酿造过程中的发酵罐。
与此同时,不锈钢材料也易于清洁和维护。
最后,发酵罐的维护和保养也是一项重要的工作。
为了延长发酵罐的使用寿命并保持其正常运行,我们将建议定期对发酵罐进行检修和保养工作。
这包括定期清洁、润滑、管道检查和主体结构的安全评估等。
总结起来,10万吨12°淡色啤酒的发酵罐设计应考虑生产效率、质量稳定性以及温度和压力控制等因素。
它应采用圆筒形状,并具有较大的容量。
发酵罐内应配备温度和压力传感器,以及智能控制系统来监控和调节发酵罐内的温度和压力。
此外,定期的清洁、灭菌和维护工作也是必不可少的。
通过合理的设计和维护,我们可以确保10万吨12°淡色啤酒的生产顺利进行,并保证产品的质量稳定性。
年产4万吨12°p啤酒厂设计(发酵罐)

武汉科技大学本科毕业设计摘要本设计是年产4万吨12°P啤酒发酵车间的工艺设计。
此啤酒的酿造方法采用采用下面发酵法,原料选取70%的麦芽,30%的大米,经过糊化、糖化、煮沸、过滤、冷却、发酵而成。
发酵设备采用圆筒体锥底发酵罐,体积为87m3,发酵周期为21天。
本设计内容主要包括:(1)参照大量的文献,设计出经济合理的12°P啤酒生产工艺路线。
(2)按照年生产能力40000 吨,对工艺流程进行优化,包括发酵的过程控制、啤酒的过滤和其它各工序工艺参数的优化选择。
(3)进行物料、水、热、蒸汽的衡算。
(4)对发酵过程中主要设备啤酒发酵罐进行工艺计算,并由计算结果选定设备型号。
(5)根据设计的工艺流程,对主要设备及相关管道进行布置,并作出相应图纸,包括发酵车间的工艺流程图,重点车间的平面图和重点设备发酵罐的装配图。
(6)“三废”处理和副产物综合利用的设计。
在核心设备上选用国际先进装置,在提高啤酒质量、降低生产成本方面相对现实的生产工艺具有较大优势,采用此设计流程年产量最大可达4万吨,符合生产设计任务要求。
关键词:啤酒;糖化;发酵;发酵罐AbstractThis design subject is annual output 40,000 tons, 12°P brewery.This beer picks 70% malt, 30% rice, the raw material processed the dextrinize, saccharification, filters, boils, cooling, and one set fermentation process.The fermentation equipment is the bottom of the cone and cylinder body fermenter, the fermentation cycle is 21 days.This design mainly includes, the calculation of mass balance, coldly consumption balance, and the equipment selection as well as the key equipment computation.This design also conducted the “three wastes” - product processing and comprehensive utilization.The bottom fermentation was adopted. The drawing of this design include the flow chart of the fermentation workshops, the ichnography and elevation drawing of major workshop, the assembly drawing of major equipment(mash kettle,rice-cooker,wort kettle,fermentor).The key points of technical,fermentation and beer filtration were studied in this paper.The key—equipment manufactured by some advanced international companies was used,So it is helpful to improve the beer quality and reduce the manufacture cost.The effluent treatment and CO2 recovery plan of this brewery were formulated in the design.Key words:Beer; Saccharification; Fermentation; Fermentor目录1 绪论 (1)1.1 设计选题的目的 (1)1.2 设计工作的意义 (1)1.3 中国啤酒产业的发展趋势 (1)1.4 课题研究内容及方法 (2)1.4.1 设计依据 (2)1.4.2 设计内容 (2)1.4.3 指导思想 (2)1.5 厂址的选择 (3)1.6 工艺选择 (3)1.7 设备的选择 (3)2 啤酒工艺选择与论证 (4)2.1 啤酒原料 (4)2.1.1 酿造用水 (4)2.1.2 麦芽 (4)2.1.3 酒花 (4)2.1.4 辅料 (4)2.1.5 酵母 (5)2.2 原料处理工艺 (5)2.3 麦汁后处理 (7)2.3.1 热凝固物及冷凝固物的分离 (7)2.3.2 麦汁的冷却 (8)2.3.3 麦汁的充氧 (8)2.4 啤酒发酵 (8)2.4.1 啤酒发酵方法的选择 (8)2.4.2 一罐法发酵工艺的论证 (8)2.4.3 酵母的添加与回收 (9)2.4.4 发酵设备的降温控制 (9)2.5 啤酒过滤 (10)2.5.1 啤酒过滤理论 (10)2.5.2 啤酒过滤方式的选择与论证 (10)2.6 啤酒的包装 (10)3 物料衡算 (12)3.1 以100kg原料为基准 (12)3.2 以100L啤酒为基准 (13)4 耗冷量的计算 (17)4.1 麦汁冷却耗冷量Q1 (17)4.2 发酵耗冷量Q2 (17)4.2.1 发酵期间发酵放热Q2’ (17)4.2.2 发酵后期发酵液降温耗冷Q2″ (17)4.2.3 发酵总耗冷量Q2 (18)4.2.4 每酵所用冷媒耗冷量Q0 (18)4.3 酵母培养耗冷量Q3 (18)4.4 酵母洗涤用的冷无菌水冷却耗冷量Q4 (18)4.5 发酵车间工艺耗冷量Qt (18)4.6 非工艺耗冷量Qnt (19)4.6.1 露天锥形罐冷量散失 (19)4.6.2 散失冷量Q6 (19)5 发酵罐的设计 (20)5.1 发酵罐数量的确定 (20)5.2 发酵罐的基本尺寸 (20)5.2.1 容积 (20)5.2.2 发酵罐的直径 (20)5.2.3 发酵罐总高 (21)5.3 发酵罐的材料 (21)5.4 椭圆封头的设计 (21)5.4.1 设计参数的确定 (21)5.4.2 椭圆封头厚度的计算 (22)5.4.3 椭圆封头强度校核 (23)5.5 圆柱筒体的设计 (23)5.5.1 筒体厚度的计算 (23)5.5.2 筒体强度校核 (24)5.6 锥形封头的设计 (24)5.6.1 锥形封头厚度的计算 (24)5.6.2 锥形封头的强度校核 (25)5.6.3 封头的刚度校核 (25)5.7 部分附件设计选型 (26)5.7.1 真空阀 (26)5.7.2 CIP清洗装置 (26)5.7.3 温度传感器 (26)5.7.4 液位高度传感器 (27)5.7.5 压力传感器 (27)5.7.6 人孔 (27)5.7.7 视镜 (27)5.7.8 麦汁、酵母及出酒管管径的确定 (27)5.7.9 洗涤液接管 (28)5.7.10 冷却剂进出接管 (28)5.7.11 CO2回收压缩空气接管 (28)5.7.12 冷却面积及冷却盘管的设计 (28)5.7.13 支座 (30)5.8 开孔与补强的设计 (30)5.8.1 开孔与补强理论 (30)5.8.2 开孔削弱的截面积A的计算 (30)5.8.3 有效补强范围的确定 (31)5.8.4 标准补强圈的选用 (32)6 辅助设备选型与论证 (33)6.1 薄板换热器 (33)6.2 清酒罐 (33)6.3 硅藻土过滤机 (33)6.4 酵母扩培系统 (34)6.5 酵母回收系统 (34)6.6 麦汁充氧系统 (35)6.7 CIP系统 (35)7 啤酒的三废处理 (36)7.1 废水的处理 (36)7.2 废渣处理 (36)7.2.1 废酵母的处理 (36)7.2.2 硅藻土泥的处理 (37)7.2.3 麦糟的处理 (37)7.3 废气处理 (37)结论 (39)参考文献 (40)附录 (41)致谢 (42)1 绪论1.1 设计选题的目的目前,世界上啤酒市场的竞争日益激烈,广大消费者对啤酒品种结构和产品质量的要求也越来越高,相应的新品种也层出不穷。
啤酒发酵罐设计

啤酒发酵罐设计:一罐法发酵,即包括主、后发酵和贮酒成熟全部生产过程在一个罐内完成。
1)发酵罐容积的确定:根据设计,每个锥形发酵罐装四锅麦汁,则每个发酵罐装麦汁总量V=59.35×4=237.4 m3锥形发酵罐的留空容积至少应为锥形罐中麦汁量的25%,则发酵罐体积至少应为237.4(1+25%)=296.75 m3,为300 m3。
取发酵罐体积V全2)发酵罐个数和结构尺寸的确定:发酵罐个数N=nt/Z=8×17/4=34 个式中n—每日糖化次数t—一次发酵周期所需时间Z—在一个发酵罐内容纳一次糖化麦汁量的整数倍锥形发酵罐为锥底圆柱形器身,顶上为椭圆形封头。
设H﹕D=2.5﹕1,取锥角为70°,则锥高h=0.714DV全=лD2H/4+лD2h/12+лD3/24得D=5.1 m H=2.5D=12.8 m h=3.6 m查表知封头高h封=h a+h b=1275+50=1325 mm罐体总高H总= h封+H+h=1325+12800+3600=17725 mm3)冷却面积和冷却装置主要结构尺寸确定:因双乙酰还原后的降温耗冷量最大,故冷却面积应按其计算。
已知Q=862913 kJ/h发酵液温度14℃3℃冷却介质(稀酒精)-3℃2℃△t1=t1-t2′=14-2=12℃△t2=t2-t1′=3-(-3)=6℃平均温差△t m=(△t1-△t2)/㏑(△t1/△t2)=(12-6)/ ㏑(12/6)=8.66℃其传热系数K取经验值为4.18×200 kJ/(m2﹒h﹒℃)则冷却面积F=Q1/K△t m=862913/(4.18×200×8.66)=119.2 m2工艺要求冷却面积为0.45~0.72 m2/ m3发酵液实际设计为119.2/237.4=0.50 m2/ m3发酵液故符合工艺要求。
选取Ф109×4.5半圆形无缝钢管作为冷却管,d内=100mm,d平均=105mm每米管长冷却面积F0=105×10-3×1=0.105 m2则冷却管总长度L=F/ F0=119.2/0.105=1135 m筒体冷却夹套设置二段,且均匀分布。
酒精发酵罐的设计
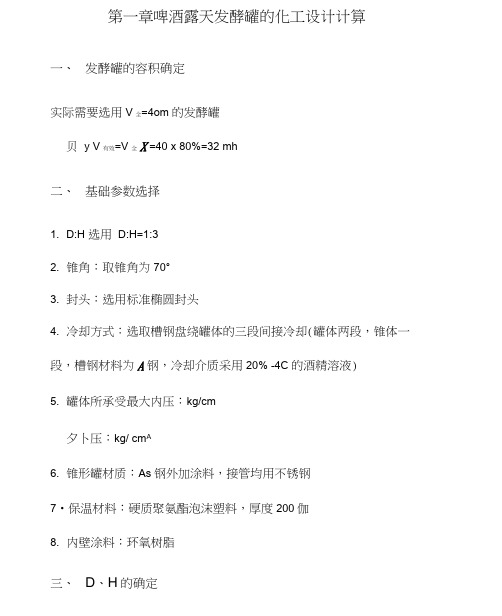
第一章啤酒露天发酵罐的化工设计计算一、发酵罐的容积确定实际需要选用V全=4om的发酵罐贝y V 有效=V 全X =40 x 80%=32 mh二、基础参数选择1.D:H 选用D:H=1:32.锥角:取锥角为70°3.封头:选用标准椭圆封头4.冷却方式:选取槽钢盘绕罐体的三段间接冷却(罐体两段,锥体一段,槽钢材料为A钢,冷却介质采用20% -4C的酒精溶液)5.罐体所承受最大内压:kg/cm夕卜压:kg/ cm A6.锥形罐材质:As钢外加涂料,接管均用不锈钢7•保温材料:硬质聚氨酯泡沫塑料,厚度200伽8.内壁涂料:环氧树脂三、D、H的确定由D:H=1:2,贝锥体高度Hi=D/2tg35°=封头高度H2=D/4=圆柱部分高度f = () D=,,f 兀D2 n 31又因为V全二V锥+V封+V^: XXH1+XD+- 3 4 24 =++=40得》查JB1154-73《椭圆形封头和尺寸》取发酵直径再由V ±=40cm3,D=设H: D=xD3+ D3+() D3=40X=得径高比为D:H=1:由D=3400mr查表得椭圆形封头几何尺寸为:hi=850mmho=5OmmF=V=筒体几何尺寸为:H=2946mm2锥体封头几何尺寸为:H=50mm r=510mXDXHa4D=3400mmH=2428mm20.7 0.3COSa 2 2F=n d/4-[ +1= mSina3 2 3V=n d / 24[ (+) /tga+]= m则:锥形罐总高:H=575+40+5791+40+1714=8160mm 总容积:V=++二实际充满系数:32/=75%罐内液柱高:32-10.27H =—3A 103+( 2428+50)=4873mm4四、发酵罐的强度计算罐体为内压容器的壁厚计算1.标准椭圆封头设计压力为:*= kg/ cmPDqs=2 t P式中:P=k/ cmt: A钢工作温度下的许用力取1520 kk/帛:焊接系数,本例采用双面对接焊作为局部无探伤壁厚附加量: C=C+G+G查表得:C:钢板厚度的负偏差取负偏差C 2:腐蚀裕量取2mmC 3:制造减薄量取2 1520 0.9-2.75 取 S o=7mm直边高:h-50mm校核PD 中D 中4s 2h=2.75 3400 747 2 •筒体3 42 34002 1520 0.9-3.42 取 S=8mm校核2=PD/2S =<3 •锥形封头(1)过渡区壁则: 2.75 3400 3.4 6.8mm 一* (+)二您/cmPD P i^=X (P 工作+P 静)S= 2 PC (取 G 二,C2=2,C3=)厚3400 73.2 7.5mmKP 设Dg0.5 PP ( + )二您/cm (为静压)s=K P 设Dg0.5 P0.75 3.74 34002 1520 0.9-0.5 3.74=+C=++2+⑵锥体f * PDgs= t 0.5P +cS=— ' * PDq—= 0.60 3.74 3400t 0.5P 1520 0.9-0.5 3.74 S=S+C=++2+= 5.6( f查表为)取S=10mm ho=4Omm校核锥体所受最大应力处:PD中2sCos35=3.74 34102 10 cos35锥体为外压容器的壁厚计算1 •标准椭圆封头设So=5mmR 内==3060mmR 内/100S=3060/ (100 X 5)= 查图表牛1及B=275[P]=B*S o/R 内=275*5/3240=cm2>cm2满足要求取Ci= 5 C2=2mm,C3=则S=So+C=8mm2.筒体设So=6mmL/D=S 0/ D=2400/6=400查图表4-1及B=2102[P]=210X6/3400=cm2>S o=6mm故可取G=,C2= 2mm,C3 =则S=S+C 我10mm3.锥形封头因为:a =35所以v a <60按第四章发酵罐设计的中封头可知,加强圈间中锥体截面积最大直径为:(2 X 2428/2 ) X tg35 =1700mm取加强圈中心线间锥体长度为1214mm设S0=6mmL/D=857/3400=D/So=34OO/6=查图表4」及B=320[P]=BS o/D=32O*6/34OO=>cm2故取So=6mmC 1=, C2=2mm, C3=所以S=So+C=6+=取S=10mm综合前两步设计、取两者中较大的有生产经验确定标准椭圆型封头厚度为10mm h o=5Omm圆筒壁厚10mm标准形封头壁厚12mm h o=5Omm五、锥形罐的强度校核內压校核液压试验P«=125P设由于液体的存在,锥体部分为罐体受压最重之处即最危险设计压力P=cm2液压实验P试=6777查得A钢° =2400kg/cm3(T 试二P 试[Dg+ (S-C) ]/2(S-C)=*[3400+]/2*=cm2=**2400=1944kg/cm > c 试可见符合强度要求,试压安全外压实验以内压代替外压p=*+=cm 2P试==cmvp内试故可知试压安全刚度校核本例中允许S=2*3400/1000=而设计时取壁厚为S=10mm故符合刚度要求(公式:S最小=2D内/1000)第二章发酵罐热工设计计算一、计算依据计采用A刚作发酵罐材料,用8号槽钢做冷却夹套,分三段冷却,筒体二段,椎部一段,夹套工作压力为cn^冷媒为20% (V/V)酒精溶液,T进=-4C, T出为-2C,麦汁发酵温度维持12C (主要发酵5-6天,封头及筒体部分保温层厚度为200mm椎底部分为98mm二、总发酵热计算Q 二q*v=119*32=3808kg/hrq为每立方米发酵麦汁在主发酵期间每小时的放热量;v为发酵麦汁量1、冷却夹套型号选择选取8号槽钢起截流面积为A=hb-截面积=8*冷却剂流量为(三段冷却)3**10作仁*®6八查得20%(V/V )酒精溶液At平=-3C下的p =976kg/m3Cp =kg ・C冷却剂的冷却能力为:3Q=*10 *976**2*3400=60082kcal/hr故可选取8号钢槽为冷却夹套。
啤酒发酵罐课程设计

啤酒发酵罐课程设计1. 课程目标本课程旨在介绍啤酒发酵罐的结构、工作原理及相关操作。
通过课程学习,学生将掌握啤酒发酵罐的基本知识和操作技能,为将来从事酒类工业提供基础知识和技能支持。
2. 课程内容2.1 啤酒发酵罐的结构和工作原理本节主要介绍啤酒发酵罐的结构组成及工作原理,包括:•发酵罐的分类•发酵罐的结构组成•发酵罐的工作原理2.2 发酵罐的操作本节主要介绍发酵罐的操作技能,包括:•发酵罐的清洁和消毒方法•发酵罐的灌装和排空操作•发酵罐的温度控制方法2.3 啤酒发酵过程控制本节主要介绍在啤酒发酵过程中的控制方法,包括:•pH值的控制方法•气体的控制方法•酵母的控制方法3. 教学方法本课程采用理论教学与实践操作相结合的教学方法,以带领学生参观啤酒生产线和实验室为主要实践方式,让学生亲身体验啤酒生产的全过程,并配合讲解,让学生了解啤酒发酵罐的具体操作及注意事项。
4. 考核方式本课程采用理论考核和实践考核相结合的方式进行,理论考核主要考察学生对啤酒发酵罐的结构及工作原理的掌握程度,实践考核主要考察学生在啤酒发酵罐的操作和控制方面的技能水平。
5. 教材及参考资料5.1 基础教材•《啤酒工艺学》(高等院校生物科学教材)•《食品工艺学》(高等职业院校酒类生产本科专业系列教材)5.2 参考资料•《啤酒发酵罐操作规程》•《啤酒生产工艺流程图解》•《酒类生产实务》6. 实践教学对于本课程的实践教学,建议分为以下几个步骤进行:6.1 参观啤酒生产线参观啤酒生产线是理论教学的重要补充,在参观的过程中要注意以下几点:•了解啤酒生产线的工艺流程•认识啤酒发酵罐的结构和工作原理•观察啤酒发酵罐的清洗和消毒过程6.2 实验在实验室中,通过模拟啤酒发酵过程,让学生亲自操作啤酒发酵罐,掌握相关操作和控制技能。
6.3 讨论与分享在实践教学结束后,要对学生所进行的操作进行讨论和分享,让学生彼此分享各自的操作心得及经验。
7. 课程总结通过本课程,学生将掌握啤酒发酵罐的基本知识和操作技能,为将来从事酒类工业提供基础知识和技能支持。
啤酒发酵罐课程设计word资料21页

目录第一章啤酒发酵罐结构与动力学特征一、啤酒的概述二、啤酒发酵容器的演变三、啤酒发酵罐的特点四、露天圆锥发酵罐的结构五、发酵罐发酵的动力学特征第二章露天发酵罐设计一、啤酒发酵罐的化工设计计算二、发酵罐热工设计计算三、发酵罐附件的设计及选型第三章发酵罐的计算特性和规范一、技术特性二、发酵罐规范表第四章发酵罐设计图第一章啤酒发酵罐结构与动力学特征一、啤酒的概述啤酒是以大麦喝水为主要原料,大米、酒花和其他谷物为辅料经制麦、糖化、发酵酿制而成的一种含有二氧化碳、酒精和多种营养成分的饮料酒。
我国是世界上用谷物原料酿酒历史最悠久的国家之一,但我国的啤酒工业迄今只有100余年的历史。
改革开放以来,我国啤酒工业得到了很大的发展,生产大幅度增长,发展到现在距世界第二位。
由于啤酒工业的飞速发展,陈旧的技术,设备将受到严重的挑战。
为了扩大生产,减少投资保证质量,满足消费等各方面的需要,国际上啤酒发酵技术子啊原有传统技术的基础上有很大进展。
尤其是采用设计多种形式的大容量发酵和储酒容器。
这些大容器,不依靠室温调节温度,而是通过自身冷却来控制温度,具有较完善的自控设施,可以做到产品的均一性,从而降低劳动强度,提高劳动生产率。
(一)发酵罐的发展史第一阶段:1900年以前,是现代发酵罐的雏形,它带有简单的温度和热交换仪器。
第二阶段:1900-1940年,出现了200m3的钢制发酵罐,在面包酵母发酵罐中开始使用空气分布器,机械搅拌开始用在小型的发酵罐中。
第三阶段:1940-1960年,机械搅拌,通风,无菌操作和纯种培养等一系列技术开始完善,发酵工艺过程的参数检测和控制方面已出现,耐蒸汽灭菌的在线连续测定的pH电极和溶氧电极,计算机开始进行发酵过程的控制。
发酵产品的分离和纯化设备逐步实现商品化。
第四阶段:1960-1979年,机械搅拌通风发酵罐的容积增大到80-150m3。
由于大规模生产单细胞蛋白的需要,又出现了压力循环和压力喷射型的发酵罐,它可以克服—些气体交换和热交换问题。
6万吨11°淡色啤酒发酵罐的设计汇总
前言本设计为顺应近几年来啤酒工业飞速发展的需求,在啤酒工艺成熟的基础上,同时体现了啤酒酿造的新工艺,为企业的开源节流提供了新的依据。
设计题目为年产6万吨11度淡色啤酒厂发酵罐设计,此啤酒的酿造方法采用70%的麦芽,30%的大米,经过糊化,糖化,煮沸,过滤,冷却,发酵而成。
发酵设备采用圆筒体锥底发酵罐,发酵周期是17天。
本设计内容主要包括物料衡算,热量衡算,冷耗衡算和设备选型的计算及重点设备选型及计算。
糖化方法采用双醪浸出糖化法,发酵方法采用下面发酵法。
本设计的图纸主要为发酵罐装配图。
本文对啤酒生产线工艺设计中的关键部分—原料的糊化、糖化、煮沸、麦汁过滤、啤酒过滤及其设备选型进行了粗略研究。
对发酵过程及其设备选型进行了较为详细的探讨。
关键词:啤酒工艺;设备选型;技术经济;发酵;糖化;发酵罐.目录第一章绪论 (6)1.1 设计选题的目的 (6)1.2 设计工作的意义 (6)1.3 课题研究内容及方法 (6)1.3.1 设计依据 (6)1.3.2 设计范围 (6)1.3.3 指导思想 (6)1.4 工艺选择 (6)1.5 设备的选择 (7)第二章啤酒工艺选择与论证 (8)2.1 啤酒原料 (8)2.1.1 酿造用水 (8)2.1.2 麦芽 (8)2.1.3 酒花 (8)2.1.4 辅料 (8)2.1.5 酵母 (8)2.2 麦汁制备 (8)2.2.1 麦芽及辅料的粉碎理论 (8)2.2.2 麦芽的粉碎 (9)2.2.3 辅料的粉碎 (9)2.2.4 糖化工艺的选择与论证 (9)2.3 麦汁过滤 (10)2.3.1 麦汁过滤的基本要求及技术指标 (10)2.3.2 麦汁过滤方法及影响因素 (10)2.4 麦汁煮沸 (10)2.4.1 麦汁煮沸设备选择及优缺点 (10)2.4.2 麦汁煮沸工艺 (10)2.5 麦汁后处理 (10)2.5.1 热凝固物及冷凝固物的分离 (11)2.5.2 麦汁的冷却 (11)2.5.3 麦汁的充氧 (11)2.6 啤酒发酵的工艺论证 (11)2.6.1 啤酒酵母 (11)2.6.2 啤酒发酵工艺技术控制 (12)2.6.3啤酒发酵工艺 (13)2.6.4 啤酒发酵方法的选择 (16)2.6.5 酵母的添加与回收 (17)2.6.6 发酵设备的降温控制 (17)2.7 酵母的添加与回收 (18)2.8 发酵设备的降温控制 (18)2.9 啤酒过滤 (18)2.9.1 啤酒过滤理论 (18)2.9.2 啤酒过滤方式的选择与论证 (19)2.10 啤酒的包装 (19)第三章物料衡算 (20)3.1物料衡算的意义 (20)3.2物料衡算基础数据 (20)3.3 100㎏原料生产11°P啤酒的物料衡算 (20)3.4 生产100L 11°P啤酒的物料衡算 (21)3.5 年产6万吨11°P淡色啤酒糖化车间物料衡算 (23)第四章耗冷量的计算 (26)4.1发酵车间工艺流程 (26)4.2工艺技术指标及基础数据 (26)4.3 麦汁冷却耗冷量Q1 (26)4.4 发酵耗冷量Q2 (26)4.4.1 发酵期间发酵放热Q2 (26)4.4.2 发酵后期发酵液降温耗冷Q2″ (27)4.4.3 发酵总耗冷量Q2 (27)4.4.4 每酵用冷媒耗量Q0 (27)4.4.5 发酵用冷媒耗量(循环量)M2 (27)4.5 非工艺耗冷量 (27)第五章发酵罐的设计与选型 (29)5.1 发酵罐体积的确定 (29)5.2 发酵罐数量的确定 (29)5.3 发酵罐材料的选择 (29)5.3.1发酵罐圆柱体部分壁厚确定 (29)5.3.2 标准椭圆封头壁厚算 (30)5.3.3 罐底锥形封头的设计型 (31)5.3.4 进料管及排酒管的直径与型 (31)5.3.5 冷媒进出管 (31)5.3.6 发酵罐夹套的选取 (32)5.3.7 CO2排出管及CIP清洗管 (33)5.3.8 其他选型 (34)总结 (36)参考文献 (37)第一章绪论1.1 设计选题的目的目前,世界上啤酒市场的竞争日益激烈,广大消费者对啤酒品种结构和产品质量的要求也越来越高,相应的新品种也层出不穷。
发酵罐的设计
目录第一章啤酒发酵罐结构与动力学特征 (3)一、概述 (3)二、啤酒发酵罐的特点 (3)三、露天圆锥发酵罐的结构 (4)3.1罐体部分 (4)3.2温度控制部分 (5)3.3操作附件部分 (5)3.4仪器与仪表部分 (5)四、发酵罐发酵的动力学特征 (6)第二章发酵罐的化工设计计算 (7)一、发酵罐的容积确定 (7)二、基础参数选择 (7)三、D、H的确定 (7)四、发酵罐的强度计算 (9)4.1 罐体为内压容器的壁厚计算 (9)五、锥体为外压容器的壁厚计算 (11)六、锥形罐的强度校核 (13)6.1内压校核 (13)6.2外压实验 (14)6.3刚度校核 (14)第三章发酵罐热工设计计算 (14)一、计算依据 (14)二、总发酵热计算 (15)第四章发酵罐附件的设计及选型 (19)一、人孔 (19)二、接管 (19)三、支座 (20)第五章发酵罐的技术特性和规范 (21)一、技术特性 (21)二、发酵罐规范表 (22)参考文献 (24)发酵罐设计实例第一章啤酒发酵罐结构与动力学特征一、概述啤酒是以大麦喝水为主要原料,大米、酒花和其他谷物为辅料经制麦、糖化、发酵酿制而成的一种含有二氧化碳、酒精和多种营养成分的饮料酒。
我国是世界上用谷物原料酿酒历史最悠久的国家之一,但我国的啤酒工业迄今只有100余年的历史。
改革开放以来,我国啤酒工业得到了很大的发展,生产大幅度增长,发展到现在距世界第二位。
由于啤酒工业的飞速发展,陈旧的技术,设备将受到严重的挑战。
为了扩大生产,减少投资保证质量,满足消费等各方面的需要,国际上啤酒发酵技术子啊原有传统技术的基础上有很大进展。
尤其是采用设计多种形式的大容量发酵和储酒容器。
这些大容器,不依靠室温调节温度,而是通过自身冷却来控制温度,具有较完善的自控设施,可以做到产品的均一性,从而降低劳动强度,提高劳动生产率。
就发酵罐的外形来分,主要有圆柱锥形底罐、圆柱蝶形罐、圆柱加斜底的朝日罐和球形罐等。
3万吨12度白啤酒发酵工段设计(发酵罐)—毕业设计论文
摘要白啤酒又称小麦啤酒,是以小麦芽为主要原料,大麦芽和少量谷类为辅料。
其中小麦芽的成分大于等于40%,添加酒花经上面啤酒酵母和下面啤酒酵母发酵酿制而成的含有CO2低酒精的饮料酒。
因小麦糖蛋白含量高,所以泡沫十分丰富,细腻洁白;口感醇厚、纯正、柔和协调、苦味轻;CO2含量高,杀口力强;具有悦人的麦芽香味和特殊酯香味;酒精度适中,营养丰富;通过研究和生产实践,发现用发芽完成未经干燥的绿小麦芽生产白啤酒,完全符合白啤酒特点,有很好的适口性,而且经检验各项指标均达到白啤酒的标准要求。
本设计对3万吨12°P白啤酒厂发酵工段进行生产工艺流程论证,物料衡算,热量衡算,发酵工段耗冷计算,水量衡算等等。
并对并对发酵工段发酵罐的体积,外形尺寸,壁厚,附件等进行研究设计。
糖化方法采用二次煮出糖化法,发酵方法采用下面发酵法。
在降低能耗、减少水污染以及啤酒糟的回收与利用等方面进行研究。
关键词:白啤酒;发酵工段;发酵罐AbstractWhite beer called wheat beer, is a small malt as the main raw material, and a small amount of grains as supplementary material of malt. One of the small malt component is greater than or equal to 40%, the addition of hops by beer yeast and beer yeast fermentation brewed with CO2 low alcohol wine. Because the glycoprotein content of wheat is high, so the foam is very rich, delicate white; taste mellow, pure, soft coordination, bitter light; the content of CO2is high, strong to kill mouth; a pleasant malt flavor and ester aroma; moderate alcohol levels, nutrition is rich; through research and the production practice, found without drying green small white beer malt production, with the completion of germination in full compliance with the white beer characteristics, have had good palatability, and by testing the indicators have reached the white beer standard.The production process and proof of 30000 tons of 12 ° white brewery fermentation process for the design, material balance, heat balance, the cold loss calculation of fermentation process, water balance etc.. And on the fermentation process of fermentation tank volume, size, thickness, accessories and so on design. The Double-Mash steeping saccharifying mash method, fermentation methods under low temperature fermentation method. In terms ofreducing energy consumption, reduce the pollution of water and the recycling of beer grains.Key words: white beer; fermentation process; fermentation目录摘要 (I)Abstract...................................................... I I第1章绪论................................... 错误!未定义书签。
20000吨啤酒发酵罐的设计
1前言1.1 设计目的目前,世界上啤酒市场的竞争日益激烈,广大消费者对啤酒品种结构和产品质量的要求也越来越高,相应的新品种也层出不穷。
因而,很有必要将这方面的技术加以科学地总结和分析,以推动啤酒产品多样化在广度和深度上的健康发展,随着人们生活水平的提高,饮食消费结构的不断改变,啤酒已进入了千家万户。
但是我国人均啤酒的消费还没有达到世界平均水平。
所以建设新的、大型的啤酒厂,增加产量,就可以满足人们将来物质生活的需求。
所以,设计啤酒厂是有意义有必要的。
1.2 技术背景啤酒发酵过程是啤酒酵母在一定的条件下,利用麦汁中的可发酵性物质而进行的正常生命活动,其代谢的产物就是所要的产品--啤酒。
由于酵母类型的不同,发酵的条件和产品要求、风味不同,发酵的方式也不相同。
根据酵母发酵类型不同可把啤酒分成上面发酵啤酒和下面发酵啤酒。
一般可以把啤酒发酵技术分为传统发酵技术和现代发酵技术。
现代发酵主要有圆柱露天锥形发酵罐发酵、连续发酵和高浓稀释发酵等方式,目前主要采用圆柱露天锥形发酵罐发酵。
传统发酵技术的生产工艺流程:充氧冷麦汁→发酵→前发酵→主发酵→后发酵→贮酒→鲜啤酒。
现代发酵技术主要包括大容量发酵罐发酵法(其中主要是圆柱露天锥形发酵罐发酵法)、高浓糖化后稀释发酵法、连续发酵法等。
传统啤酒是在正方形或长方形的发酵槽(或池)中进行的,设备体积仅在5~30m3,啤酒生产规模小,生产周期长。
20世纪50年代以后,由于世界经济的快速发展,啤酒生产规模大幅度提高,传统的发酵设备已满足不了生产的需要,大容量发酵设备受到重视。
所谓大容量发酵罐是指发酵罐的容积与传统发酵设备相比而言。
大容量发酵罐有圆柱锥形发酵罐、朝日罐、通用罐和球形罐。
圆柱锥形发酵罐是目前世界通用的发酵罐,该罐主体呈圆柱形,罐顶为圆弧状,底部为圆锥形,具有相当的高度(高度大于直径),罐体设有冷却和保温装置,为全封闭发酵罐。
圆柱锥形发酵罐既适用于下面发酵,也适用于上面发酵,加工十分方便。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
啤酒发酵罐设计:一罐法发酵,即包括主、后发酵和贮酒成熟全部生产过程在一个罐内完成。
1)发酵罐容积的确定:
根据设计,每个锥形发酵罐装四锅麦汁,
则每个发酵罐装麦汁总量V=59.35×4=237.4 m3
锥形发酵罐的留空容积至少应为锥形罐中麦汁量的25%,
则发酵罐体积至少应为237.4(1+25%)=296.75 m3,
为300 m3。
取发酵罐体积V
全
2)发酵罐个数和结构尺寸的确定:
发酵罐个数N=nt/Z=8×17/4=34 个
式中n—每日糖化次数
t—一次发酵周期所需时间
Z—在一个发酵罐内容纳一次糖化麦汁量的整数倍
锥形发酵罐为锥底圆柱形器身,顶上为椭圆形封头。
设H﹕D=2.5﹕1,取锥角为70°,则锥高h=0.714D
V全=лD2H/4+лD2h/12+лD3/24
得D=5.1 m H=2.5D=12.8 m h=3.6 m
查表知封头高h封=h a+h b=1275+50=1325 mm
罐体总高H总= h封+H+h=1325+12800+3600=17725 mm
3)冷却面积和冷却装置主要结构尺寸确定:
因双乙酰还原后的降温耗冷量最大,故冷却面积应按其计算。
已知Q=862913 kJ/h
发酵液温度14℃3℃
冷却介质(稀酒精)-3℃2℃
△t1=t1-t2′=14-2=12℃
△t2=t2-t1′=3-(-3)=6℃
平均温差△t m=(△t1-△t2)/㏑(△t1/△t2)
=(12-6)/ ㏑(12/6)
=8.66℃
其传热系数K取经验值为4.18×200 kJ/(m2﹒h﹒℃)
则冷却面积F=Q1/K△t m
=862913/(4.18×200×8.66)
=119.2 m2
工艺要求冷却面积为0.45~0.72 m2/ m3发酵液
实际设计为119.2/237.4=0.50 m2/ m3发酵液
故符合工艺要求。
选取Ф109×4.5半圆形无缝钢管作为冷却管,d内=100mm,d平均=105mm
每米管长冷却面积F0=105×10-3×1=0.105 m2
则冷却管总长度L=F/ F0=119.2/0.105=1135 m
筒体冷却夹套设置二段,且均匀分布。
每段冷却带管长L0=L/n=1135/2=567.5 m
取蛇管圈之间的间距h p=0.12m,蛇管圈直径D p=5.1+0.018+0.105/2=5.17 m
每圈蛇管长度l=﹝(лD p)2+h p2﹞1/2
=﹝(3.14×5.17)2+0.122﹞1/2
=16.4 m
每段冷却带圈数N p=L0/l=567.5/16.4=35圈
则每段冷却带蛇管高度h0=(35-1) ×0.12=4.08 m
冷却夹套的位置:柱体上段夹套的顶部一般设置在酒液液面以下15cm,下段夹套的顶部则设在50%酒液总容以下15cm,锥角夹套尽量靠近锥底,向上排列。
发酵罐内液体浸没筒体高度:
H1=(V醪-V锥)/S罐
=﹝237.4-(1/12)×3.14×5.12×3.6﹞/﹝(1/4)×3.14×5.12﹞
=10.43 m
则柱体上段夹套在筒体的顶部高度H2=10.43-0.15=10.28 m
下段夹套在筒体的顶部高度:
H3 =(50% V醪-V锥)/S罐-0.15
=4.61-0.15
=4.46m
两冷却夹套间距H′=H2-h0-H3=10.28-4.08-4.46=1.74 m 设两个温度传感器,其位置底部一个设在柱体的底部,与下段夹套底部距离为30cm;上面一个则设在上部冷却夹套的下面,与上段夹套底部距离也为30cm。
设两个可关闭的人孔,其直径为50cm,下部人孔在锥体最下端流出口处;上部人孔在酒液液面以上,其在筒体的高度为10.60m。
4)发酵罐壁厚计算:
S=PD/(2[σ]φ-P)+C(cm)
式中P—设计压力,现取P=0.2 MPa
D—发酵罐内径,D=510 cm
[σ]—不锈耐酸钢(1Cr18Ni9Ti)的许用应力,[σ]=137 MPa
Φ—焊缝系数,其范围在0.5~1之间,现取φ=0.7
C—壁厚附加量(cm)
C=C1+C2+C3
C1—钢板负偏差,C1=0.5 mm
C2—为腐蚀裕量,C2=0 mm
C3—加工减薄量,对冷加工C3=0,热加工封头C3=10%S0;现取
C3=0
则C=0.5+0+0=0.5mm=0.05cm
S=0.2×510/(2×137×0.7-0.2)+0.05
=0.58 cm
查钢材手册圆整为S=6 mm
封头壁厚计算:
标准椭圆封头的厚度计算公式如下:
S=PD/(2[σ]φ-P)+C(cm)
式中P=0.2 MPa
D=510 cm
[σ]=137 MPa
φ=0.7
C=0.05+0+0.1=0.15 cm
则S=0.2×510/(2×137×0.7-0.2)+0.15
=0.68 cm
查钢材手册圆整为S=8 mm
因锥形发酵罐置于露天(锥部置于室内),为了进行良好的保温,以降低生产中的耗冷量,故在罐外壁加20cm厚的聚酰氨树脂作为保温层,在保温层外用瓦楞型板材设一外防护层。
5)排料管直径的确定:
每罐发酵液量为58.40×4=233.6 m3,设4h之内排空,
则物料体积流量Q=233.6/3600×4=0.0162 m3/s
取发酵液流速为v=1 m/s
则排料管截面积F=Q/v=0.0162/1=0.0162 m2
管径d=﹝F/(л/4)﹞1/2
=﹝0.0162/(л/4)﹞1/2
=0.144 m
选取无缝管Ф159×4.5,d内=150 mm, d内>d,故可满足要求。
管道截面积F′=(л/4) ×0.152=0.0177 m2
则相应流速比P=Q/ F′V
=0.0162/(0.0177×1)
=0.92倍
排料时间t=4×0.92=3.68 h。