大型焊接液压油缸缸筒设计加工应用实例
液压缸的结构及机械加工工艺分析
1 液压缸结构分析液压缸的主要零件有活塞、活塞杆以及端盖等。
这些零件的工艺参数和加工精度直接影响液压缸工作的质量。
安装好这些零件后,还要测试系统的机械强度和各个零件之间的协调性,这关系到液压系统的使用质量。
1.1 缸体工艺参数的选择缸体是液压缸的主体零件之一,其结构直接影响整个液压系统的结构、机械强度和体积。
一般用到机械工程中的液压缸直径选取70mm最适当。
当选取内径为70mm的时候,缸体的尺寸精度取七级,要求内孔表面粗糙程度小于0.32mm。
工作时,为了避免出现漏油情况,要尽量确保轴度的公差在0.04mm左右。
此外,缸体的壁厚也直接关系液压缸的工作性能[1]。
一般液压缸缸体壁可以分成厚壁和薄壁两种类型。
薄壁缸体是指缸体壁的厚度和内直径的比值小于0.1的缸体;厚壁缸体是指缸体壁的厚度和内直径的比值大于0.1的缸体。
选择缸壁的厚度时要根据安全系数、缸体材料抗拉强度等因素。
针对液压缸的缸体厚度,要考虑到缸体底部承压较大的特点,选择能够达到承压标准的缸底厚度,否则可能造成巨大的安全事故。
1.2 活塞杆工艺参数的选择活塞杆主要是缸体内壁一起协调工作,在导向装置的作用下做往返运动。
在实际的工作中,如果活塞杆工艺参数选取不当,导致活塞杆直径过大或过小都可能会引起机械锁死、漏油等故障。
因此,在选取活塞杆直径时要先确定活塞往返和缸体内壁的速度比值,然后再确定其直径。
1.3 导向装置工艺参数的选择导向装置是确保活塞杆能够不断进行往返工作的主要部件。
在进行工艺参数选择时,要注意选取适当的导向装置长度。
如果导向装置过长,则会增大液压缸缸体内壁的所需面积;如果导向装置过短,则会减少活塞杆的形成。
因此,一定要综合考虑各方因素,选取适当的导向装置长度。
2 液压缸机械加工工艺分析2.1 液压缸机械加工工艺流程当前市面上液压缸的种类较多,但总体来看,液压缸机械加工工艺大致可以分成以下部分。
缸体加工工艺流程。
下料—加热处理—粗车—法兰焊接—安装导向装置—内孔加工—车管口—钻油孔—清洗—焊接缸底—清洗—转配。
液压缸及液压设计方案

液压缸及液压设计液压系统要求:1、多轴钻孔组合机床,轴向负载30KN;机床工作部件总重量9810N;快进、快退V1=V2=7m/min,快进行程长度为l1=100mm,工进行程长度l2=50mm,往复运动的加速、减速时间不希望超过0.2s;动力滑台采用平导轨,液压系统中的执行元件选用液压缸。
2、进行该组合机床液压缸的选型设计。
3、进行该液压滑台的装配设计。
分析系统工作状况:1、工作负载工作负载在工作过程中由于机器特定的工作情况而产生的负载,对于多轴钻孔组合机床来说,沿液压缸轴线方向的钻向力即为工作负载,即Fw=30000N。
2、惯性负载最大惯性负载取决于移动部件的质量和最大加速度,其中最大加速度可通过工作台最大移动速度和加速时间进行计算。
已知启动加速时间为0.2s,工作台最大移动速度,即快进、快退速度7m/min,因此惯△V=5525N。
性负载可表示为Fm=mt△3、阻力负载静摩擦力Fs=0.2×9810N=1962N动摩擦力Fd=0.1×9810N=981N计算缸筒内径:D=0.0357×P Fw =0.0357×MPa KN 430=0.0978m 液压缸内径尺寸系列mm (GB/T2348-93) 8 10 12 16 20 25 32 40 50 63 80 90 100 110 125 140 160 180 200 220 250 280 320 360 400 450 500计算活塞直径:机床在工作时是钻工件,故相当于受到一个压力。
受压时 d=(0.5-0.55)D (p1<5MPa)d=(0.6-0.7)D (5MPa< p1<7MPa)d=0.7D (p1>7MPa)因为该机床p1=4MPa,所以d=(0.5-0.55)D活塞杆直径系列mm(GB/T2348-93)4 5 6 8 10 12 14 16 18 20 22 25 28 32 36 40 45 50 56 63 70 80 90 100 110 125 140 160 180 200 220 250 280 320综上所述液压缸的缸筒的内径D=100mm,活塞杆直径d=50mm。
液压油缸设计手册
液压油缸设计手册一、液压油缸概述1.定义及作用液压油缸,作为一种将液压能转换为机械能的元件,广泛应用于各种工程机械、汽车制造、航空航天、工业自动化等领域。
它以油液为工作介质,通过活塞往复运动实现驱动和控制设备的动作。
液压油缸在实现机械自动化、提高生产效率等方面具有重要作用。
2.分类及特点液压油缸按结构可分为单杆、双杆、多杆等类型;按驱动方式可分为手动和电动两种。
液压油缸具有以下特点:(1)输出力大,承载能力高;(2)体积小,重量轻,结构简单;(3)动作平稳,无噪声,无污染;(4)易于控制,便于实现自动化;(5)寿命长,维护方便。
二、液压油缸设计要点1.选材与工艺液压油缸的材料选择应考虑强度、耐磨性、耐腐蚀性等因素。
常见的材料有碳钢、不锈钢、铝合金等。
工艺方面,应根据油缸的工作条件选择合适的加工方法,如焊接、铸造、数控加工等。
2.结构设计与计算液压油缸的结构设计应满足以下要求:(1)确保油缸在正常工作时,密封件的寿命;(2)考虑油缸的安装方式,如耳轴、法兰等;(3)满足油缸在各种工况下的稳定性能;(4)考虑油缸的防尘、防水、防爆等性能。
计算方面,主要包括以下内容:(1)确定油缸的工作压力;(2)计算油缸的驱动力和负载力;(3)计算油缸的有效面积;(4)校核油缸的材料强度、密封件寿命等。
3.油缸尺寸确定根据液压油缸的用途和工况,确定油缸的长度、直径、行程等尺寸。
同时,考虑油缸的安装空间和外形要求。
4.密封与防尘设计密封设计应考虑油缸的工作压力、运动速度、介质性质等因素,选择合适的密封材料和型式。
防尘设计方面,可根据工况要求,采用不同的防尘措施,如防尘圈、防护罩等。
5.油缸性能优化针对液压油缸的性能要求,通过结构优化、材料选择、工艺改进等手段,提高油缸的性能。
三、液压油缸应用领域1.工程机械液压油缸在工程机械中的应用十分广泛,如液压起重机、液压挖掘机、液压支撑等。
2.汽车制造液压油缸在汽车制造领域的应用主要包括车身装配、发动机装配、底盘装配等。
液压油缸设计.(DOC)

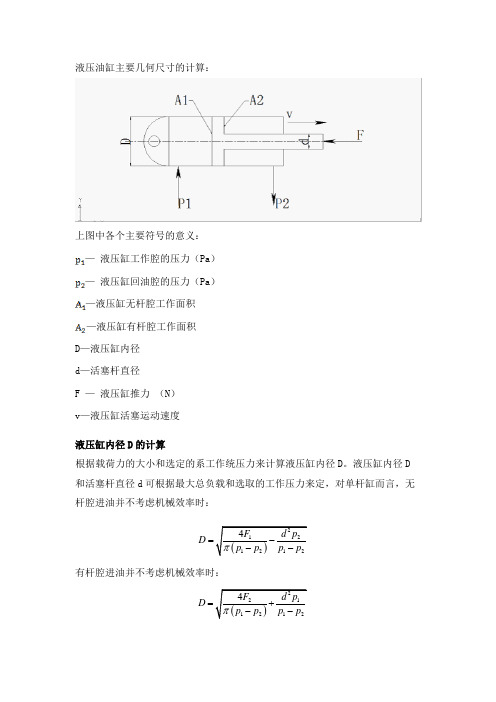
液压油缸主要几何尺寸的计算:上图中各个主要符号的意义:错误!未找到引用源。
—液压缸工作腔的压力(Pa)错误!未找到引用源。
—液压缸回油腔的压力(Pa)错误!未找到引用源。
—液压缸无杆腔工作面积错误!未找到引用源。
—液压缸有杆腔工作面积D—液压缸内径d—活塞杆直径F —液压缸推力(N)v—液压缸活塞运动速度液压缸内径D的计算根据载荷力的大小和选定的系工作统压力来计算液压缸内径D。
液压缸内径D 和活塞杆直径d可根据最大总负载和选取的工作压力来定,对单杆缸而言,无杆腔进油并不考虑机械效率时:D=有杆腔进油并不考虑机械效率时:D=一般情况下,选取回油背压 ,这时,上面两式便可简化,即无杆腔进油时D =有杆腔进油时:D =设计调高油缸为无杆腔进油。
所以,216.91D mm ==,按照GB/T2348-2001对液压缸内径进行圆整,取错误!未找到引用源。
,即缸内径可以取为mm 250。
2.2活塞杆直径d 的计算在液压油缸的活塞往复运动速度有一定要求的情况下,活塞杆的直径d 通常根据液压缸速度比21v vv =λ的要求已经缸内径D 来确定。
其中,活塞杆直径与缸内径和速度比之间的关系为:d = 式中 D —液压缸内径 d —活塞杆直径 v λ—往复速度比液压缸的往复运动速度比v λ,一般有2、1.46、1.33、1.25和1.15等几种下表给出了不同往复速度比v λ时活塞杆直径d 和液压缸内径D 的关系。
v λ1.15 1.25 1.33 1.46 2 d0.36D0.45D0.5D0.56D0.71D液压缸往复速度比v λ推荐值如下表所示:由于此采煤机的调高油缸的工作压力为30MPa ,因此选择往复速度比2=v λ,计算得:mm D d 5.17725071.071.0=⨯==。
计算所得的活塞杆直径应圆整为标准系列。
按GB/T2348-2001标准进行圆整后,取 d = 160mm ,即活塞杆直径为160mm 。
油缸(液压缸)设计指导书
液压缸设计指导书一、设计目的油缸是液压传动系统中实现往复运动和小于360°回摆运动的液压执行元件。
具有结构简单,工作可靠,制造容易以及使用维护方便、低速稳定性好等优点。
因此,广泛应用于工业生产各部门。
其主要应用有:工程机械中挖掘机和装载机的铲装机构和提升机构,起重机械中汽车起重机的伸缩臂和支腿机构,矿山机械中的液压支架及采煤机的滚筒调高装置,建筑机械中的打桩机,冶金机械中的压力机,汽车工业中自卸式汽车和高空作业车,智能机械中的模拟驾驶舱、机器人、火箭的发射装置等。
它们所用的都是直线往复运动油缸,即推力油缸。
所以进一步研究和改进液压缸的设计制造,提高液压缸的工作寿命及其性能,对于更好的利用液压传动具有十分重要的意义。
通过学生自己独立地完成指定的课程设计任务,提高理论联系实际、分析问题和解决问题的能力,学会查阅参考书和工具书的方法,提高编写技术文件的能力,进一步加强设计计算和制图等基本技能的训练,为毕业后成为一名出色的机械工程师打好基础。
二、设计要求1、每个参加课程设计的学生,都必须独立按期完成设计任务书所规定的设计任务。
2、设计说明书和设计计算书要层次清楚,文字通顺,书写工整,简明扼要,论据充分。
计算公式不必进行推导,但应注明公式中多符号的意义,代入数据得出结果即可。
3、说明书要有插图,且插图要清晰、工整,并选取适当此例。
说明书的最后要附上草图。
4、绘制工作图应遵守机械制图的有关规定,符合国家标准。
5、学生在完成说明书、图纸后,准备进行答辩,最后进行成绩评定。
三、设计任务设计任务由指导教师根据学生实际情况及所收集资料情况确定。
四、设计依据和设计步骤油缸是液压传动的执行元件,它与主机及主机的工作结构有着直接的联系。
不同的机型和工作机构对油缸则有不同的工作要求。
因此在设计油缸之前,首先应了解下列这些作为设计原始依据的主要内容。
主机的用途和工作条件,工作机构的结构特点,负载值,速度,行程大小和动作要求,液压系统所选定的工作压力和流量等。
液压油缸设计资料
液压油缸主要几何尺寸的计算:上图中各个主要符号的意义: — 液压缸工作腔的压力(Pa ) — 液压缸回油腔的压力(Pa ) —液压缸无杆腔工作面积 —液压缸有杆腔工作面积 D —液压缸内径 d —活塞杆直径F — 液压缸推力 (N ) v —液压缸活塞运动速度 液压缸内径D 的计算根据载荷力的大小和选定的系工作统压力来计算液压缸内径D 。
液压缸内径D 和活塞杆直径d 可根据最大总负载和选取的工作压力来定,对单杆缸而言,无杆腔进油并不考虑机械效率时:()21212124F d p D p p p p π=---有杆腔进油并不考虑机械效率时:()22112124F d p D p p p p π=+--一般情况下,选取回油背压 ,这时,上面两式便可简化,即无杆腔进油时D =有杆腔进油时:D =设计调高油缸为无杆腔进油。
所以,216.91D mm ===,按照GB/T2348-2001对液压缸内径进行圆整,取mm D 250=,即缸内径可以取为mm 250。
2.2活塞杆直径d 的计算在液压油缸的活塞往复运动速度有一定要求的情况下,活塞杆的直径d 通常根据液压缸速度比21v vv =λ的要求已经缸内径D 来确定。
其中,活塞杆直径与缸内径和速度比之间的关系为:d = 式中 D —液压缸内径 d —活塞杆直径 v λ—往复速度比液压缸的往复运动速度比v λ,一般有2、1.46、1.33、1.25和1.15等几种下表给出了不同往复速度比v λ时活塞杆直径d 和液压缸内径D 的关系。
v λ1.15 1.25 1.33 1.46 2 d0.36D0.45D0.5D0.56D0.71D液压缸往复速度比v λ推荐值如下表所示:由于此采煤机的调高油缸的工作压力为30MPa ,因此选择往复速度比2=v λ,计算得:mm D d 5.17725071.071.0=⨯==。
计算所得的活塞杆直径应圆整为标准系列。
按GB/T2348-2001标准进行圆整后,取 d = 160mm ,即活塞杆直径为160mm 。
毕业设计(论文)-液压缸的实体建模和运动仿真[管理资料]
摘要在本次设计中用的是三维CAD软件UG,UG是当今应用最广泛、最具竞争力的CAE/CAD/CAM大型集成软件之一,是当今世界最先进的计算机辅助设计、分析和制造软件。
液压挺柱又称油缸,是目前在车辆上应用最广泛的车厢举升机构,保证车厢的平稳升降。
本文采用三维造型和运动仿真相结合的方法对型号为CT10Z80/56液压油缸进行实体建模。
因此本研究所采用的高效仿真技术对提高产品设计水平具有重要意义。
三维模型虚拟设计是机械设计的必然趋势。
本文应用三维设计软件UG ,从而为油缸产品的设计、研究、优化提供基于计算机虚拟现实的研究平台。
关键词:车厢举升液压挺柱 UG 三维建模运动仿真ABSTRACT3D CAD software UG is used in this design , which is one of the most widely used and most competitive CAE/CAD/CAM large-scale integrated is the most advanced software in computer aided design, analysising and manufacturing .Hydraulic pretty column named Oil cylinder is the most widely used as the vehicle lifting mechanism.,ensuring the carriage smothly paper adopts the mothods of combining the 3D design and motion simulation in order to model to CT10Z80/56 Oil cylinder. Therefore the efficient simulation technology in this research have the important meaning to improve the design level of the productionsIt is an inevitable trend to use 3D model virtual design in the mechanical design . This paper applies 3D design software-UG to virtual simulation of hydraulic pretty column. Thus it provides research platform for oil cylinder product design, research, optimization based on computer virtual reality.Key words:carriage lifting, Hydraulic pretty column, UG, 3D modeling, motion simulation目录第一章绪论 (1)课题背景 (1)液压传动基础理论 (1)液压传动工作原理极其组成 (1)液压传动技术的优缺点 (3)液压传动技术的应用和发展 (4)第二章UG 概述 (5)UG的特点 (5)UG NX (6)第三章液压油缸 (8)液压缸的作用 (8)液压缸的分类 (8)双作用单活塞杆式液压缸的工作原理 (9)液压缸的应用和国内生产情况 (9)第四章零件的建模过程 (10)液压油缸的建模过程 (10)建立新文件 (10)缸体的建模过程 (11)活塞的创建过程 (14)活塞杆的创建 (15)缸盖的建模 (18)第五章零件装配与运动仿真 (21)零件装配 (21)建立新文件 (22)装配液压挺柱 (22)液压挺柱的运动仿真 (28)简易车厢举升模型运动学分析 (32)第六章结论 (34)致谢 (35)参考文献 (36)第一章绪论1.1课题背景随着我国国民经济的快速发展,能源、交通、城市建设的发展步伐进一步加快,建设规模空前巨大,液压传动技术作为实现现代传动与控制的关键技术之一,具有其自身的技术优势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大型焊接液压油缸缸筒设计加工应用实例
引言
液压油缸对于液压机械来说是非常重要的部件,在整个液压机械中扮演执行元件的角色,整个过程中液压油缸就是把液压能转换成机械能。
其工作性能和可靠性直接影响到工程、生产的进度和质量。
为了便于液压元件和管路的选用,根据使用压力的范围我们可以把压力分级,分级压力如图表示
压力级别低压中压中高压高压超高压
压力范围(Mpa)0-2.5 >2.5-5 >8-16 >16-32 >32
液压油缸就相当于液压系统的心脏,心脏出问题很难修补,如发生裂纹渗漏现象。
原公司生产设备一台1600T液压挤压机,工作压力22Mpa,就发生了这种情况。
原公司设备1600T液压挤压机,应用于铝型材生产线生产,此台设备原产台湾某公司生产的液压挤压机,在使用三年后缸体与法兰连接处出现二处裂痕,一是为130毫米长,另一处是110毫米长,并发生渗漏油现象,为处理好裂痕漏油故障,只好停机处理。
我们首先将油缸压紧法兰、端口密封件、活塞等配件进行拆除,对裂痕处进行清理处理(原缸体为铸钢件,我们应用红外线探测仪对缸体进行了全面检测,发现缸体多处在不同的位置存在气孔),在缸体裂痕处开内外U型槽口,直径方向外边U槽口深度35毫米;采用火焰对槽口进行预热、加热处理,温度控制在700℃--730℃,加热面积尽量大些;然后应用与缸体材料相同材质焊条(需进行除烘干处理)进行焊接,在焊接中当焊完一层后,应立即对缸体进行加热,重复上述工序,直到外U型槽口焊接完成。
此时应立即对焊接油缸进行回火去应力处理(由于油缸安装在设备基础上,无法对油缸进行整体回火处理),只能应用火焰加热方式进行局部加热,因此难于消除焊接应力对焊缝的影响,在重新安装使用后证明这种应急的方法不能解决问题(由于修复处正是受应力集中的位置,开机生产运行后又出现裂纹);为彻底解决缸体裂纹,决定更新油缸缸体。
在更新液压缸体时首先是考虑液压缸缸体的安全系数。
对缸体来说,液压力、机械力和安全系数有关的因素都对缸体有影响。
液压缸因压力过高丧失正常工作能力而破坏,往往是强度问题、刚度和定性问题三种形式给表现出来,其中最重要的还是强度问题。
要保证缸体的强度,一定要考虑适当的安全系数。
一、缸体的材料和技术要求
1)缸体材料
选取30钢
30钢各种机械性能参数。
σb≥490MPa,δ≥21%,硬度165--179HBS,
许用应力[σ]=σs/n=295/5=59Mpa (油缸安全系数n=5,交变载荷)
2)缸体的技术要求、精度、表面粗糙度和形位公差要求
a.缸筒的内径可选用
H8、H9或H10配合。
内径的表面粗糙度:活塞选用橡胶密封件密封,故取
0.4~0.1m,并进行研磨
b.缸筒内径的圆度和圆柱度可选8级或9级精度
c.缸筒端面的垂直度可选7级精度
3)其他技术要求
a.缸筒内径端部倒角15~30,或倒R3以上的圆角,粗糙度不得过高,以免装配时损伤密封件
b.缸筒外露表面可涂耐油油漆。
c.锻件不得有砂眼、气孔、夹渣及组织疏松等缺陷
d.锻件时效处理
e. 在31.5MPa压力下保压10min不得有渗漏现象
二、缸筒结构如图示
三、缸筒的制作加工
1、缸筒分为三段进行锻打,前段(带法兰端),中间段,缩口尾部段。
2、缸筒三部分锻打完成后进行时效处理,并机加工车成坯料,连接焊接处倒角,使焊接件形成外U焊口,连接焊接顺序:前段与中间段焊接,再与缩口尾部段连接焊接。
焊条选用φ3.2、J427,缸筒焊缝预热在180℃以上。
3、焊接方法:火焰加热,焊件旋转与自动焊接速度同步,依次将焊缝填满。
4、缸筒焊接好后,迅速将其送进加热炉进行回火处理。
为保证缸筒能够完全消除焊接应力,将炉内温度升至550℃-600℃,保温4小时,然后随炉冷却,当用红外线测温仪,测量缸筒温度为常温时,便可按原设定的精度要求进行机械加工工序。
5、焊接缸体采取的措施
(1)尽可能采用碱性低氢型焊条。
如J426、J427,其焊条焊接的焊缝塑性好、产生冷裂及热裂的危害性更小。
(2)预热是焊接和补焊中碳钢的主要工艺措施,一般情况预热温度可选150--250℃,加热范围为焊口两侧150—200毫米左右。
(3)焊接坡口尽量开成U型;坡口及附近的油锈要清理干净。
(4)焊条使用前要烘干,碱性焊条烘干温度为350--400℃,时间1—2小时。
(5)缸筒焊接操作采用短焊横向摆动手法(摆动幅度20毫米),焊后立即锤击焊缝释放应力;每焊接一、二根焊条后等温度稍下降后再接着焊,直至焊满。
(6)焊接完成后尽快将缸筒进行回火热处理,消除焊接应力。
按上述方法制作加工1600T液压挤压机缸体,强度达到设备生产使用要求,完全杜绝裂纹现象,现已正常运行多年。