汽车纵梁冲孔线上的上料送进装置设计
汽车纵梁及边框数控冲孔线的电气设计
1
概 述
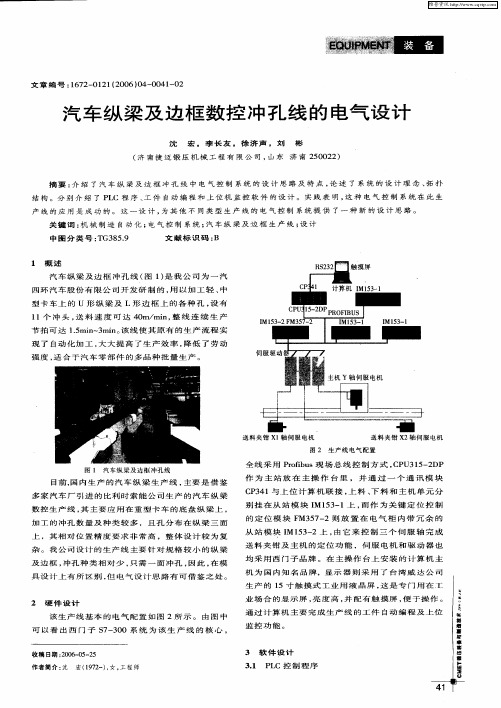
汽 车 纵 梁 及 边 框 冲 孔 线 ( 1 是 我 公 司 为 一 汽 图 ) 四环汽 车股 份有 限公 司 开发研 制 的 , 以加工 轻 、 用 中 型 卡 车 上 的 U 形 纵 梁 及 L形 边 框 上 的 各 种 孔 , 有 设
目前 , 内 生 产 的汽 车 纵 梁 生 产 线 , 要 是 借 鉴 国 主 多 家 汽 车 厂 引 进 的 比利 时 索 能 公 司生 产 的 汽 车 纵 梁
数 控生 产线 , 主要 应 用在 重型 卡车 的底 盘纵 梁 上 , 其
C 3 P 41与 上 位 计 算 机 联 接 , 料 、 料 和 主 机 单 元 分 上 下
别 挂 在 从 站 模 块 I 1 3 1上 , 作 为 关 键 定 位 控 制 M 5— 而
加 工 的 冲 孔 数 量 及 种 类 较 多 ,且 孔 分 布 在 纵 梁 三 面
上 ,其 相 对 位 置 精 度 要 求 非 常 高 , 整 体 设 计 较 为 复 杂 。 我 公 司 设 计 的 生 产 线 主要 针 对 规 格 较 小 的纵 梁
的 定 位 模 块 F 5 — 则 放 置 在 电 气 柜 内 带 冗 余 的 M3 7 2
从 站 模 块 I 1 3 2上 , 它 来 控 制 三 个 伺 服 轴 完 成 M 5- 由
送料 夹钳 及 主机 的定 位 功能 ,伺服 电机 和驱 动 器也
及 边 框 , 孔 种 类 相 对 少 , 需 一 面 冲 孔 , 此 ,
3
软件 设计
作者 简 介 : 沈 宏 ( 9 2 ) 女 , 程 师 17一 , 工
31 P C控 制 程 序 . L
汽车纵梁数控平板冲压线有关板料定位的控制设计

汽车纵梁数控平板冲压线有关板料定位的控制设计I. 介绍- 汽车纵梁数控平板冲压线的概述- 研究的背景和意义II. 相关技术分析- 汽车纵梁的功能和特点- 数控平板冲压线的工作原理- 板料的定位技术III. 板料定位的控制设计- 板料定位的需求分析- 板料定位的控制模型设计- 板料定位的控制系统实现IV. 结果分析与讨论- 定位精度的分析和测试结果- 控制系统的可行性和实用性分析- 设计的优缺点和未来发展方向V. 结论和建议- 对板料定位控制设计的总结和评价- 针对不足之处的建议和改进措施- 对未来研究方向的展望注:可以根据实际情况调整章节内容,使其更加合理和完整。
第一章:介绍汽车纵梁作为构成汽车主体结构的一个重要部分,其结构设计和制造工艺对于整个车辆的安全性、稳定性和舒适性具有至关重要的影响。
随着汽车工业的发展,越来越多的汽车生产商采用了数控平板冲压线加工制造汽车纵梁,这种加工方式相对于传统加工方式,具有更高的加工精度和加工效率。
板料定位作为数控平板冲压线加工的一个关键环节,对于产品质量的稳定性和工艺的稳定性具有至关重要的作用。
因此,在汽车纵梁数控平板冲压线加工制造过程中,如何控制好板料定位,是保证加工质量和提高生产效率的关键环节。
本文将围绕汽车纵梁数控平板冲压线板料定位的控制设计展开研究,探讨板料定位的关键技术和控制设计。
通过对板料定位的控制模型设计和控制系统实现,以及对定位精度的测试和分析,评估板料定位控制设计的可行性和实用性。
第二章:相关技术分析2.1汽车纵梁的功能和特点汽车纵梁作为汽车主体结构的一个重要组成部分,是承载车身静态荷载和动态荷载的主要结构部位。
它的结构特点和功能要求包括以下几个方面:(1) 承载能力和刚度:汽车纵梁需要具备足够的承载能力和刚度,能够抵抗来自发动机、传动系统和车轮行驶时产生的各种负载。
(2) 安全性:汽车纵梁需要满足严格的安全标准,确保在碰撞等意外事故中能够承受和分散撞击力,保护车内乘客的安全。
车架纵梁冲孔模设计

( 续) 挥发性 40℃ 黏度 / CST 100℃ 黏度 / CST 黏度指数 流动点 / ℃ 少 2. 283 1. 007 114 - 22. 5 + 30 无色、透明 无
碳氢化合物 100 第 4 类第 3 类石油 0. 762 9 少 1. 883 0. 907 138 - 10 + 30 无色、透明 无
( a) ( b)
图 2 快换凸模结构
这样也迎合了前面所谈到的必须采取有效措施降低 冲裁力的需求。 工作中通过专用套筒工具可以容易 地更换凸模,大大方便了维修和车型互换。 ( 3 ) 冲孔间隙值的确定 本冲孔模要同时冲内 梁和外梁,内梁板厚 5mm, 外梁板厚 8mm, 同时满 足这两种料厚的间隙要求是一个难题。 对于这种厚 板模具来说,冲孔间隙一般取料厚的 8% ~ 10% , 这 套模具的冲孔间隙应在 0. 5 ~ 0. 8mm 之间。 对冲孔模来说, 如间隙过大, 所冲压工件的毛 刺就比较大, 冲压质量差。 如果间隙偏小, 虽然冲 孔的质量较好, 但模具的磨损比较严重, 大大降低 模具的使用寿命, 而且容易造成冲头的折断。 为此 我们初设此套模具的间隙为 0. 63mm, 并进行 了 试 验,发现冲料厚 5mm 的内梁毛刺有点偏大, 产品质 量不好,而冲 8mm 厚的外梁得到的工件质量还可以。 最终设定此套模具的冲孔间隙为 0. 6mm。结果证实, 冲出来的产品能满足质量要求。 ( 4 ) 压力中心的确定 本纵梁冲孔模所对应的 产品是三种不同车型内梁、 外梁。 这 6 种产品冲孔 内容不完全一样, 压边中心的选择需综合考虑这 6 种产品的情况。 设计时先分别求出 6 种产品的压力 中心,发现它们的压边中心距离并不大, 折衷处理 取其中间值作为本模具的压边中心。
送料上料机构设计

送料上料机构设计送料上料机构设计送料上料机构是一种带有自动上下料功能的自动化设备,广泛应用于各种工业生产领域,如制造业、食品加工、包装行业等。
在机构设计中,扭矩、速度和功率等因素都必须考虑,以确保机构的稳定性、可靠性和效率。
下面将详细介绍送料上料机构设计的要点和实现过程。
1. 设计要求设计者需要了解测量和模拟系统的基本知识,以及能够应用相关软件工具进行机构设计。
机构设计的主要要求如下:1) 高精度:传动部件的尺寸和位置必须精确控制,以确保机构的精度和可靠性。
2)高效率:减小能量损失,提高机构的效率是机构设计的另一个目标。
3)高可靠性:设计必须确保机构的可靠性,避免设备损坏和意外事故发生。
4)低噪音:机构的噪音等级要低,以避免对作业人员造成的干扰。
5)人性化:设计师应该考虑工作环境舒适度和操作者的需要。
机构的容易操作是一个重要的因素。
2. 机构设计的实现机构设计在实现过程中需要考虑到以下因素:1)驱动力和传动系统:机构的服务目的需要决定驱动力类型和传动系统的配置。
2)精度和稳定性:机构的传动比应根据需要进行调整,以确保机构的稳定性。
3)材料选用:机构设计时材料的选择应根据机械性能要求、耐热性和耐磨损能力等因素综合考虑。
4)减速器的设计:减速器的设计必须考虑扭矩、速度、功率和安全等要素。
5)上下料控制:根据工作负荷量和作业空间等因素考虑选择控制方式和传感器。
3. 结论在送料上料机构设计的过程中,制造商和企业需要在保证机构精度、效率和可靠性的同时,考虑人性化操作和环保等因素。
如此设计可以实现较高的工作效率,提高企业求生产能力和产品质量,促进企业的可持续发展。
汽车大梁冲小梁冲纵梁数控冲孔生产线

液压驱动汽车纵梁数控冲孔生产线(NC production line of truck chassis beam)青岛东和科技有限公司(DOOHE)专业设计生产。
别名:
汽车大梁冲、汽车小梁冲、汽车纵梁数控冲孔设备、冲厚板数控冲床等,机型有等。
主要特点和功能:
1.自动上料、下料,自动码垛。
2.自动测宽,自动计算,中心线定位,长度方向自动定位。
3.模具自动转换,模具拆装简单。
4.夹钳自动避让功能,无死区加工。
5.可移动废料小车,可吊运,安装灵活、快捷。
6.进口数控系统
工艺流程:
程序准备-板料自动上料-工件自动变定位-夹钳夹料-工件端部检测-送料-冲孔-冲压完成纵梁至下料位-夹钳松板回退-纵梁自动下料码垛-废料自动输出
主机结构:
主机床身为高刚性焊接床身,承受冲压力,床身经过有限元分析验证。
主要功能特点:
材料完全自动化加工,图形显示功能,采用浮动式夹钳,无加工死区。
监控措施完善,确保安全。
可连续工作。
自动化编程系统操作简单,功能齐全,可以直接识别二维CAD图
用途:
以上数控冲孔设备,用于半挂车、客车、牵引车、载货车、专用汽车、自卸汽车、农用车、清障车、教练车、垃圾车、货车、特种汽车、油罐车、洒水车、罐式车、低平板、散装特种车、越野车等车架、纵梁的冲孔生产加工。
载货汽车纵梁新型冲压生产线
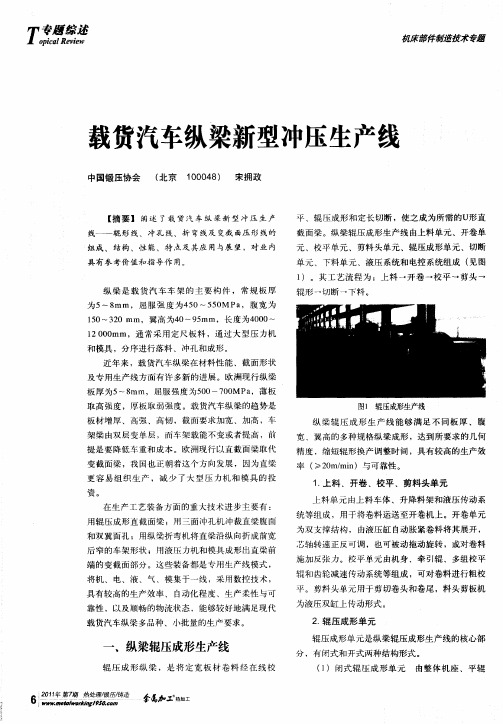
上 料 单 元 由上 料 车 体 、升 降料 架 和 液 压传 动 系
在 生 产 工 艺装 备 方面 的 重 大技 术 进 步 主要 有 : 用 辊 压成 形 直截 面 梁 ;用 三 面 冲孔 机 冲裁 直梁 腹 面
设 置6 立辊 架 ,在 平辊 架 内设 置 3 组 组立 辊 架 。 辊 子模 具 分 上辊 模 和 下辊 模 ,分 别装 在 平辊 架
架 、立 辊架 、辊 子模 具 、校 直 机 、减 速 箱 、万 向联
方式 不 能 满足 使 用要 求 ,这 种 情 况 下可 选择 开 式辊
压成 形 方式 。
轴节 、减速 机 和直 流 调速 电动 机组 成 。其 中 ,整 体
机座 为全 钢 焊接 ,有 足够 的 刚 度和 安 装表 面 ,保 证 平 辊架 、立 辊架 和 校直 机 在 上面 的 精 确定 位 。平 辊 闭式构 架 由一对 左 右对 称 的牌 坊 、上 下两 副 平行 的
和 模具 ,分 序进 行落 料 、冲孔 和 成形 。 近 年 来 ,载货 汽 车纵 梁 在 材 料性 能 、截面 形 状 及 专 用生 产 线方 面 有 许 多新 的进 展 。欧洲 现行 纵 梁
板 厚 为5~8 m,屈服 强 度 为5 0~7 0 a r 0 0 MPa ,薄 板
取 高 强 度 ,厚板 取 弱 强 度 。载 货汽 车纵 梁 的趋 势 是 板 材 增厚 、高 强 、高韧 ,截 面要 求加 宽 、加高 ,车 架 梁 由双 层变单 层 ,而车 架 载能 不 变或 者 提 高 ,前 提 是要 降低 车重 和 成 本 。欧 洲现 行 以直 截 面梁 取 代
卡车纵梁落料冲孔模设计

计 算得 出 的冲裁 力 超 过压 力 机 的 公称 压 力 , 必
2 . 1 冲裁力计算
零 件 展 开 时要 考 虑 对 相似 零 件 的合 成 , 实现 一 模 多用 。这 些 相似 零件 的外 形 轮 廓 、 孔有差异 , 冲
( D e p a r t me n t o f E l e c t i r c a l a n d Me c h a n i c a l E n g i n e e r i n g . L i u z h o u V o c a t i o n l&T a e c h n i c a l C o l l e g e , L i u z h o u , G u ng a x i 5 4 5 0 0 6 , C h i n a )
Abs t r a c t :A co mp ou nd b l a n k i ng a nd p i e r c i ng d i e f o r a ut omo t i v e l o n g i t ud i n l a be a m wa s de - s i g ne d .The c a l c ul a ion t o f bl a nk i n g f or c e ,t he d i e ma t e r i a l ,t h e s t ip r p i ng s t r u c t u r e o f u pp e r ie d a nd t he q ui c k c ha ng e p un c h s t uc r t u r e we r e i nt r o du c e d.Th e d ie C n a ma ke v a r i o us s i mi - l a r l o ng i t u d i na l b e a m pa r t s by c ha ng i ng co mp on e n t s ;t he mu l t i pl e us a g e s o f he t d ie C n a a l -
汽车U型纵梁三面数控冲孔生产工艺
[ ] 叶婴齐 . 用水 处理技 术 [ . 3 工业 M] 北京 : 海科 学普及 出版 上
社 ,9 5 19 .
[ ] 胡大锵. 4 废水处理及 回用工艺流程实用 图例[ . 京 : M] 北 水利
国给水排水技术信息 网 2 0 0 9年年会论 文集. 出版地不详 : 出版者
不详 ,0 9 20 .
[ ] 唐受 印 , 友芝 . 理工程师手册 [ . 2 戴 水处 M] 北京 : 化学 工业 出
版 社 ,0 0 2 1.
() 简便 ,含水
西 安联合大 学 , 工程师 , 陕西 中烟 工业公司延安 卷烟厂 , 陕西省
延安市姚店工业 园区 ,10 0 7 60 . ( 下转第 2 8 ) 2页
221
乔战林
汽车 u型纵梁 三面数控 冲孔 生产工 艺
本 刊 E m i j@ x fnt - a :b sio e l b n.
[ ] 唐受 印. 5 废水处理工程 [ . M] 北京 : 化学工业 出版社 ,9 8 19 .
[] 国家环境保护 总局 , 6 水和废水监测分析方法编委会 . 水和废
水监测分析方法 [ . 北京 : M] 4版. 中国环境科学 出版社 ,0 2 20 .
[ ] 赵庆祥. 7 污泥资源化技术[ ] M. : 北京 化学工业 出版社 ,02 20 .
实践与创新
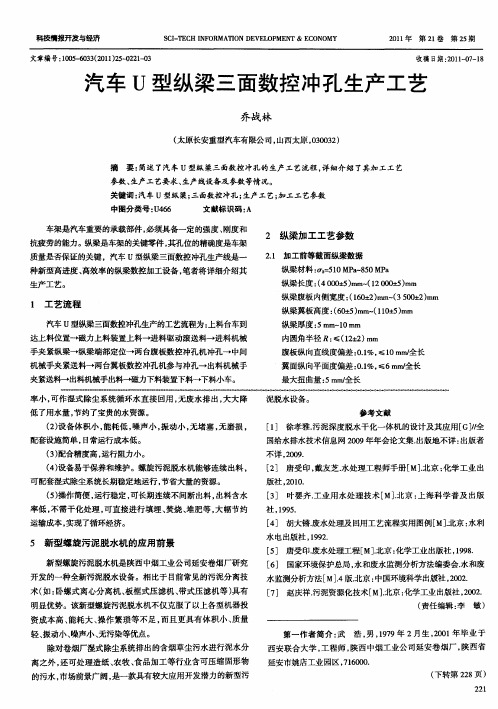
翼面与腹面角度 :9  ̄ ) (0 1 。
2 加 工 后 纵 梁 数 据 . 2
() 5 进料机械 手由液压 夹钳 、 夹钳 固定座 、 夹钳进 给装置 、 进 给装置 支架 等组成 , 主要参 数为 : 最大速度 4 / n X轴行程约 0mmi;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要汽车纵梁冲孔生产线是一种自动化生产线。
本装置是在广泛吸收国内外现有的液压、气压夹钳装置的先进技术基础上,根据汽车纵梁冲孔线上的加工要求,设计的一套满足板材加工要求的上料送进装置。
夹紧采用了液压系统,依靠油缸活塞推动钳口夹紧。
当工件进入夹钳口时,板材端面接触到感应块时,使接近开关得到信号,控制系统收到接近开关的信号,油缸进油,夹钳夹紧板材,并把板材运送到主机进行加工,工作结束后,油缸在弹簧的作用下恢复到初始状态,带动夹钳口打开,松开工件。
该装置结构紧凑,对加工板的适应性强,同时提高了板材输送过程中的平稳性,保证了生产的正常进行。
而且采用此机构对提高劳动生产率,降低工人的劳动强度也具有显著的作用。
关键词汽车纵梁夹钳液压缸AbstractThe punching line of the automobile carling is an automated production line. According processing requirements of the punching, the device which is designed is mainly used for sending the sheet material in the light of the processing requirements , which based on broad absorbing existing advanced technology of hydraulic, pneumatic clamp device home and abroad. Hydraulic system is used in clamp device ,which depending on the piston pushing the jaw to clamp. When the sheet material enters pliers mouths and the sheet material end touches the sensor, the approaching switch gets the signal, control system receives the sent signal from the approaching switch, the oil is input oil tank, the pliers clamps the sheet material, and the sheet material is sent to mainframe to process. After the completion of processing , oil tanks restores to the initial state by the spring, which leads pliers mouth open and workpiece is came loose. The device has the compact structure, having board adaptability for sheet material, improving the stability of sending sheet in the process, and guaranteeing the normal production. It has a significant role for improving labor productivity, reducing labor intensity of the workersKey words automobile carling pliers hydraulic cylinder目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 国内外的科技现状 (1)1.1.1 国外现状 (1)1.1.2 国内现状 (3)1.2 选题目的和意义 (4)1.3 本文主要研究内容 (5)第2章STPK120夹钳装置概述 (6)2.1 STPK120夹钳装置的简介 (6)2.2 STPK120夹钳装置的工作原理 (7)2.3 STPK120夹钳装置的结构组成及其各部分的功能 (8)2.3.1 传感器 (8)2.3.2 油缸 (10)第3章板材力学分析 (12)3.1 设计有关技术参数 (12)3.2 板材力学分析 (12)3.3 液压油的选择 (15)第4章液压缸设计 (19)4.1 缸筒的功能 (19)4.2 油缸参数计算 (19)4.3 油缸工艺分析 (22)4.3.1 工艺性分析 (22)4.3.2 确定毛坯的制造形式 (23)4.3.3 油缸的工艺过程制订 (23)第5章其他部件设计 (25)5.1 弹簧的计算 (25)5.2 减速机的选择 (29)5.3 伺服电机的选择 (30)5.4 齿轮平键校核 (31)5.5 接近开关 (32)结论 (36)致谢 (37)参考文献 (38)附录1 (39)附录2 (44)第1章绪论汽车底盘是支承、安装汽车发动机及其各部件的总成,形成汽车的整体造型,并接受发动机的动力,使汽车产生运动,保证正常行驶的重要汽车部件。
由于不同车型底盘上的配置不同而使得底盘纵梁的形状、尺寸及孔的数量、大小及分布亦会不同,因此车型的多样化以及发动机等核心零部件的更新换代等变化都对底盘厂家产生影响。
直到20世纪80年代中期,大批量生产的专业制造厂家主要还是靠大吨位压力机一次冲压成形。
这种大型压力机的投资巨大,而针对一种车形的一套冲压成型模具从设计到生产,周期很长,一般要半年以上,制造成本也很昂贵,在新车型的试制过程中会大大增加产品开发的成本和风险。
而中小型汽车生产厂家就只能靠使用摇臂钻床划线靠模来完成,不仅劳动生产率低,而且精度差,劳动强度极大。
激烈的市场竞争,对汽车生产设备提出了更高的要求,于是,一种新型高精度、高效率的纵梁数控加工设备应运而生,这就是汽车纵梁数控冲孔生产线。
汽车纵梁冲孔生产线是一种自动化、柔性化的生产制造设备,它是集机械制造、数控技术、光电技术、通信技术、液压控制技术、气动控制技术于一体的综合加工设备,通过应用计算机控制技术、微电子技术、自动编程技术和远程监控技术以及精密制造技术,使整个生产过程达到高效率、高精度的自动化生产,大大降低了劳动强度,是既能实现大批量生产又能对多品种小批量的汽车纵梁进行柔性化生产的数控生产线[1]。
1.1 国内外的科技现状1.1.1 国外现状20世纪80年代后期,欧洲开始在汽车底盘纵梁孔的生产中引进数控冲孔生产技术。
当时主要有两大技术模式:一种是转塔式模具结构形式数控液压纵梁冲,另一种是直列模具结构形式数控液压纵梁冲。
当时转塔式数控冲床在钣金行业中已得到实际应用,技术也日臻成熟,而转塔式数控冲床模具的标准化和生产制造的柔性化又是汽车纵梁生产中所希望得到解决的。
由于汽车纵梁长度较长,材质也与钣金行业中的不同,如将转塔式数控冲床加以改进,采用全自动吸盘上下料,冲压能力就可大幅提高,采用液压动力达到80~120吨的冲压能力,就可满足纵梁的柔性化生产要求。
由于转塔式模具结构形式数控液压纵梁冲结构不能适应U形纵梁的生产,所以直列模具结构形式数控液压纵梁冲在后来得到了更广泛的应用。
国外生产厂家主要有比利时索能公司、美国Beatty公司、德国Rasikin公司、意大利FICEP公司等,其中比利时索能公司最具代表性,其设备有如下独到之处:该生产线的加工对象是U形槽梁,可进行三面冲孔加工,所以其主机的结构已与转塔式纵梁冲完全不同,其整条线一般是由4台冲孔主机、3套送进机构及料辊支撑和自动上下料装置组成。
4台冲孔主机包括800kN纵梁前翼面冲孔机(press1)、800kN腹面快速冲孔机(press2)、1800kN腹面大孔冲孔机(press3)和800kN后翼面冲孔机(press4)各一台,其冲孔主机模具结构形式也摒弃了原来的转塔式结构,而是采用直列式结构形式,选模不再是转动大转盘来完成,而是由气缸推拉小小的垫块来完成,大大提高了选模速度;主机床身及送进机构均采用伺服电机驱动,精密导轨丝杠传动,为了补偿纵梁纵向弯曲及横向扭曲所引起的尺寸偏差,每台冲孔主机模具的模位前均有3~6组线性绝对值编码器以保证冲孔位置精度;控制系统采用轴控制模块及PLC控制对多个伺服电机轴及精确定位编码器及其他辅助功能进行协调控制,软件由索能公司自主开发,使整条生产线效率大大提高,索能公司三面冲孔生产线加工一根长12000mm 、宽300mm、高80mm、三面孔数300个的U形槽梁仅需要8min。
由于该设备可将U形槽梁三面的孔一次完成,所以生产厂家可省去后面的成形工艺而直接购买成形梁进行加工即可,这样也能为企业降低投资成本和投资风险,尤其是在新产品的试制阶段,更能体会到其带来的好处。
荷兰的DAF卡车集团、德国的M.A.N.集团、意大利的IVECO汽车集团、瑞典的VOLVO集团、美国的TOWER 公司、韩国的HYUNDAI汽车集团等全球著名汽车制造商都在近十年左右使用了索能公司的3D U形槽梁数控三面冲孔生产线[2]。
随着科学技术的进步,各国的液压系统取得了快速发展。
德国哈雷液压系统,噪音及振动小、速度快,具有过载自动保护,确保机床的精度和动力需求,可实现行程无级调整,方便调节不同板厚时的冲压行程及补偿模具刃磨量,提高效率,无伺服阀,对油品要求不高。
省电,液压系统自备高效风冷装置,节约电力消耗,整机日常维护保养简便,定期更换项目少,减轻用户维护成本。
意大利Atos公司生产的液压元件和电液系统是液压和电子理想结合的产品,能实现快速,平稳和精确的控制。
日本SUMITOMO公司生产的QT内啮合齿轮泵具有静音,耐高压,抗磨损,寿命长,应用广泛的特点。
此外,美国的Parker 公司,意大利的CARCO公司,日本的YUKEN公司都在液压元件和液压传动方面取得了成功。
1.1.2 国内现状由于汽车工业的快速发展,竞争的不断加剧,我国的汽车生产厂家过去少品种、大批量的生产方式也已远远不能满足现在的市场需求。
我国在20世纪90年代后期引进了两条数控纵梁冲孔生产线,一条是二汽集团车架厂引进的德国Rasikin公司生产的第一条也是最后一条数控纵梁平板冲孔生产线,另一条是江淮汽车厂引进的意大利FICEP公司生产的数控纵梁平板冲孔生产线。
虽然现在看起来这些生产线在某些方面技术并不是十分成熟,但这两条生产线技术的引进还是为企业带来了很好的经济效益,也为我国汽车纵梁的生产提供了新的工艺思路。
进入21世纪,微电子技术和信息通信技术的快速发展为柔性自动化提供了重要的技术支撑,工业装备的数控化、自动化、柔性化呈现蓬勃发展的态势。