开孔补强的常规设计与分析设计之比较
压力容器开孔补强设计

内径Di≤1500mm时,开孔最大直径d≤
,且d≤520mm;
内径Di>1500mm时,开孔最大直径d≤
,且d≤1000mm。
*
中心处的锥壳内直径。
b. 凸形封头或球壳上开孔最大直径d≤
。
c. 锥壳(或锥形封头)上开孔最大直径d≤
,Di为开孔
d. 在椭圆形或碟形封头过渡部分开孔时,其孔的中心线宜垂直 于封头表面。
4.3.5 开孔和开孔补强设计
4.3.5 开孔和开孔补强设计
补强材料一般需与壳体材料相同,若补强材料许用应力小于壳体材料许用应力,则补强面积按壳体材料与补强材料许用应力之比而增加。若补强材料许用应力大于壳体材料许用应力,则所需补强面积不得减少。
要求:
孔周边会出现较大的局部应力,采用分析 设计标准中规定的方法和压力面积法等方 法进行分析计算。
表4-14 不另行补强的接管最小厚度 mm
6.0
5.0
4.0
3.5
89
76
65
57
48
45
38
32
25
接管公称外径
最小厚度
*
四、等面积补强计算
GB150对开孔最大直径的限制:
主要用于补强圈结构的补强计算。
基本原则:
使有效补强的金属面积,等于或大于开孔 所削弱的金属面积。
(1)允许开孔的范围
图4-37 (b)厚壁接管补强
高强度低合金钢制压力容器由于材料缺口敏感性较高,一般都采用该结构,但必须保证焊缝全熔透。
应用
4.3.5 开孔和开孔补强设计
*
过程设备设计
厚壁接管补强
开孔和开孔补强设计
过程设备设计
开孔补强方式的对比及设计中的问题
开孔补强方式的对比及设计中的问题夏宜岑【摘要】结合生产实际,对不同开孔补强方式进行对比,以及设计中开孔补强容易忽视的问题.【期刊名称】《化工管理》【年(卷),期】2017(000)023【总页数】1页(P97)【关键词】开孔补强;补强圈;厚壁管补强;整体锻件补强【作者】夏宜岑【作者单位】沈阳派司钛设备有限公司,辽宁沈阳 110168【正文语种】中文由于工艺和结构的要求,让设备可以正常的使用、测试和检修,石油化工行业中,在设备或压力容器上开孔并安装接管是避免不了的,例如:人手孔,进出料空,液位计口,测温孔等。
但开孔后,开孔处给容器带来的安全隐患也是不可忽视的。
开孔处成为设备主要破环源。
主要影响有以下几点:(1)开孔破环了原有的应力分布并引起应力集中(2)承载截面缩小,从而削弱容器壁的强度(3)形成容器结构的不连续性,产生很高的局部应力因此,采取适当的补强方式,并充分考虑开孔补强问题是必须的也是必要的。
这是保证压力容器安全的重要因素。
开孔补强分为局部补强结构和整体补强两大类。
但由于开孔应力集中的明显局部性,在不大的范围外就可以回复到正常的应力值,故除了制造或结构的需要外,一般我们不采取提高整个容器壁的厚度来进行开孔补强。
由于考虑到制造经济性及安全性,在压力容器设计中通常采用局部补强方式,大体分为补强圈补强、厚壁管补强和整体锻件补强三种方式。
下面我们就这三种方式使用工况及使用时存在的问题进行讨论。
补强圈的作用弥补开孔对设备壳体性能的削弱。
补强圈补强,由于制造便捷,结构简单,广泛使用在中低压容器中。
在制造厂中也是最愿意选取的一种方式,因此使用经验也是最为丰富的。
但使用补强圈的限制条件较多,工况较复杂的情况不适用,根据HG/T20583的规定,以下情况均不推荐采用补强圈的形式进行开孔补强:①高强度钢和铬钼钢制造的容器。
②设计压力大于或等于4Mpa的第三类容器。
③容器壳体壁厚大于或等于38mm。
④容器内介质毒性为极度、高度危害的介质。
详解压力容器中开孔补强的一般规定及限制要求
详解压力容器中开孔补强的一般规定及限制要求引言压力容器上的开孔不仅影响结构强度,还会因为接管有着各种载荷所产生的应力、温度应力,以及容器材质和制造缺陷等因素的综合作用,往往是造成容器破坏的根源,所要解决这些问题,就必须了解开孔补强中的规定以及要求。
1.压力容器补强结构解析与一般规定压力容器的补强结构可分为:补强圈搭焊结构和整体补强结构。
1.1补强圈搭焊结构补强当容器采用补强圈搭焊结构时,其应当符合的基本的条件为,容器壳体名义厚度不得大于38mm补强圈的材料厚度不得大于1.5 倍容器壳体的厚度尺寸;使用低合金钢的标准抗拉强度应当小于540MPa若条件许可,优先举荐使用厚壁管代替补强圈进行补强。
当容器为低温压力容器的时候,补强接管应当尽可能采用后壁管进行补强,焊接焊缝应当使用全焊透结构,且焊缝圆滑过渡;带补强板的接管与容器器壁的连接接头应当符合相当于HG/T20583中的G28 G29 G30 G33的要求。
补强板采用与器壁相同的材料,带补强板的结构不得用于容器器壁厚度大于30mm 的场合,也不适用于设计温度低于-40°的场合。
带补强圈的接管与壳体的连接,以及补强圈与壳体搭接的角焊接头壳采用GB15 0中所示结构进行,且接管端部应与容器表面齐平,端部内角应当打磨成R不小于3mm勺圆角。
?a 强圈虽然结构简单,易于加工,但是补强效果较差,补强圈与壳体之间勺间隙不可避免,同时虽然补强圈上设有排气孔,但是补强圈结构在最终勺热处理后应力缺很复杂。
1.2整体补强结构补强当具有下列条件时,应当采用整体补强或者局部整体补强。
①高强度钢(标准抗拉强度大于540MPa和铬钼钢(如15CrMoR 14Cr1MoR 12Cr2Mo1R 制造的压力容器;②补强圈勺厚度大于1.5 倍容器壁厚度;③设计压力大于或者等于4MPa的第三类容器;④容器的壳体壁厚大于或者等于38mm;⑤疲劳压力容器或者容器盛装介质为毒性的高位介质容器。
浅析压力容器常规设计规范中的开孔补强设计
浅析压力容器常规设计规范中的开孔补强设计压力容器常规设计规范中的开孔补强设计是为了提高容器的强度和稳定性,减小应力集中,避免开裂和变形等问题。
在设计过程中,需要考虑容器的功能和使用条件,合理确定开孔位置、大小和数量,并采取适当的补强措施。
开孔补强设计中的关键问题是如何确定开孔的位置和大小。
开孔的位置应尽量避免处于应力集中区域,如容器的角部、焊缝附近等。
开孔的大小则需要根据承受的载荷和应力水平来确定。
一般来说,开孔的面积不应超过容器壁的总面积的30%。
当开孔过大时,容器壁的强度和刚度会大大降低,容易导致变形和破裂。
在确定开孔位置和大小之后,可以考虑采取以下几种方式进行开孔补强设计:1.增加开孔的边缘钝化半径:开孔边缘的过渡半径越大,应力集中程度越小。
在常规设计中,一般要求开孔边缘的钝化半径为开孔直径的1.5倍。
2.添加补强环:在开孔边缘处添加环形补强,可以有效减小应力集中,提高强度和稳定性。
补强环的尺寸和数量需要根据开孔的大小和容器的使用条件来确定。
3.增加开孔区域的厚度:开孔附近可以增加壁厚,提高容器的强度和刚度,减小应力集中。
墙厚增加的大小需要根据应力分布和容器的使用条件来确定。
4.使用合适的补强片:在开孔的附近添加合适的补强片,可以提高容器的强度和稳定性。
补强片的材料和尺寸需要根据容器的使用条件和承载能力来确定。
5.考虑应力分配:在设计过程中需要考虑容器的应力分配情况,避免应力集中。
可以采用软件模拟和实验测试等方法来确定应力分布和开孔补强设计的有效性。
在进行开孔补强设计时,还需要考虑容器的材料特性、制造工艺和维修等问题。
同时,需要按照国家和行业的相关规范和标准进行设计,确保容器的安全可靠性。
总之,开孔补强设计是压力容器常规设计规范中的重要环节,对容器的强度、稳定性和可靠性起着至关重要的作用。
合理选择开孔位置和大小,采取合适的补强措施,能够有效减小应力集中,提高容器的安全性能。
压力管道开孔补强分析
压力管道开孔补强分析压力管道是工业生产中最为常见的设备之一,其主要的组成部分为管体、管材、法兰等,而开孔补强则是一项必要的程序,其目的是为了更好地加强管道的承载能力和延长其使用寿命。
在此文章中,我们将详细分析压力管道开孔补强的工程实践。
一、压力管道开孔的原因在实际工作中,压力管道避免不了的就是需要进行开孔的情况。
而开孔的原因主要有以下几种:1.管道的安装在压力管道的安装过程中,里面难免会沉积一些杂质如锈钢等,需要安装人员将其清理,而在清理的过程中,就有可能会对管体进行开孔,因此,安装人员一定要保持专注。
2.现场施工在现场施工的过程中,如果施工工人操作有失误,如冲击或砸击管道等情况,就会对管道造成影响,从而如发生开孔的情况。
3.管道老化压力管道的使用寿命并不是无限的,仅约十年左右,因此在经过这段时间的使用之后,管道就会出现变形、破裂,管体开裂的现象也经常出现。
4.管道泄漏在一些情况下,管道会出现泄漏的现象,为了可以对其及时的进行修补,则先要对其进行开孔,进行排放工作,保障管道的稳定运行。
二、开孔补强的方法在管道出现开孔问题之后,需要进行补强操作,一方面保证管道的安全性,另一方面确保其正常运转。
常见的压力管道开孔补强方法:1.补角如果管座正对着法兰盘上的螺栓,就可以进行补角加固,将选择性配置适当角度、尺寸的三角板进行焊接,然后再在三角板上的空洞处进行补焊,这样可以增加法兰盘与管道的承载能力。
2.滚边圆片在法兰盘和管道接口处,特别是压力较大的位置,可以加装滚边圆片,由于其具有较强的过滤作用,从而为压力管道的运转提供较强的保障。
3.封面在管道外壳的开口处,可以安装封面,封面一般为金属板材或软管等材质,可以对管道的整体性进行加强。
4.加粗管道加粗管道是将补强材料厚度增加,对原管道进行加固,常见有缠绕型、插入型、波纹型等,可以对整个管道的承载能力进行有效提高。
三、注意问题在进行压力管道开孔补强方面,还需要注意一些问题:1.在进行开孔补强时,一定要保证现场作业人员的安全,尽量避免人为的操作失误。
压力容器开孔补强分析及各种补强方法的比较
( un zo a i G a gh uHu —L —HegC e ia Id s yE u m n C . Ld ,G ag o gG a gh u5 4 C ia n h m cl n ut q i e t o , t. u n d n u nzo 4 2, hn ) r p 1 1
力集 中系数大于法 向接管开孔 , 图 2中的( ) b 的应 力集 如 a 比( )
中系 数 大 。
1 开 孔 附 近 的 应 力 分 析
1 1 平板 开孔 附近 的应 力 .
经分析 … : ①平板 开圆形 孔 ; ②壳体 开孑 ; 平 板开 椭 圆形 L③
孔; ④无 限大平板开 多个孔 。得 出以下结 论 : ①开孔 的应 力集 中区域 内的应 力是 属于 局部 应力 , 衰减很
轴线 , 否则将 使柱壳强度大大降低 ; 图 1中的 ( ) a 好。 如 b 比( )
⑤多个开孔 , 随着 间距 减小 , 孔边 应力 梯度 也减小 , 大 其 最 应力逐渐接近与按作用面积计算 的平均应力 ; ⑥无论是球壳或简体 , 若将开圆孔与椭 圆孔相 比 , 者应 力 后 集 中系数 比前者大 , 故当接管的方 向不在壳体 的法线 时 , 的应 它
的要求 , 使设备能够进行正常的操作 、 测试 和检修 , 在壳 体和端盖 上不可避免地有各种 开孔并连接接管 , 例如 , 物料进 口、 口, 出 测量
和控制点 ( 压力表 、 测温 口)视镜 、 、 液面计 、 人孔和手孔等 。 开孑 的结果 , L 不但会 削弱容器壁 的强 度 , 且在 开孔附 近会 而 形成应 力集中 , 峰值 应力通常达到容 器壁 中薄 膜应力 的数倍 , 其 例如 3倍 , 时甚至达到 5~ 有 6倍 。这样高的局部应力 , 加上接管 上有 时还有其他 的外载荷所产生 的应力 , 温度应 力 , 以及容 器材 质 和开孔 结构在制造过程 中不可 避免地会 形成制造 缺 陷。残 余 应力 、 是开孔 附近 就往往 成为容 器的破 坏源 一主要 是疲 劳破 于 坏 和脆性 裂 口。因此 , 开孔补 强设计 是压 力容 器设 计 中较重 要 的组成部分 , 是保 证容 器安 全操作 的重 要 因素。我 们必 须正 确 分析 开孔 附近的应力集 中, 并采取适 当的补强方法 。
开孔补强的常规设计与分析设计之比较
Ap . 2 0 r 01
・
化肥 设计
Ch mia ri z rDe i n e c lFe t 6
2 1 4月 0 0年
开孔 补强 的常规设计 与分析 设计之 比较
0
郭晓霞 魏 冬雪 ,
(. 1 北京化工大学机电工程学院 , 北京 摘 10 2 ; . 0 09 2 太原科技大学化学 与生物工程学院 , 山西 太原 0 02 ) 30 1
i icv rd b ee rhta sn h n lssd s nme o f B4 3 almoeb n h oe ta n ryo tra nopa e n a e u ete sdso ee yrsac h tuigtea ayi ei t d o 7 2 cl g h J r r gtep tnile eg fmaeilit lc ,a dC rd c h i n
c s o ai g wi d p i g t e e u r a r i f re n t o fGB 1 0;t e e itn e o l twe d tt e n zl o n ci n c n l w rt e lc l o t mp r t a o tn h q a a e en o c me t meh d o 5 c n h l h x se c ff l l s a h o ze c n e t a o e h o a i e o me r n mb a e/ b n i g sr s e tt e c n e to l c . e d n te s s a h o n ci n pa e Ke r s o e ig r i o c me t o v n in ld s n;a ay ia e i n;d fnt l me ta a y i y wo d : p n n n r e n ;c n e t a e i ef o g n l tc d sg l e i ee n n l ss i e
过程设备设计第4章习题
C.二次应力是指由相邻部件的约束或结构的自身约束所引起的正应力或切应力。 D.二次应力是局部结构不连续性和局部热应力的影响而叠加道一次应力之上的应力增量 4.8 交变载荷 以下载荷属于交变载荷的有: ( ) A.压力波动 B.开车停车 C.加热或冷却时温度变化引起的热应力变化 D.振动或容器接管引起的附加载荷 4.9 设计准则 下列有关压力容器设计准则的叙述,正确的有: ( ) A.弹性失效设计准则以容器整个危险面屈服作为实效状态。 B.弹塑性失效设计准则认为只要载荷变化范围达到安定载荷,容器就失效。 C.弹性失效设计准则较塑性失效设计准则更保守。 D.爆破失效设计准则认为压力达到全屈服压力时容器失效。 4.10 加强圈 为提高外压圆筒稳定性,需设置加强圈,下列有关加强圈的设计,正确的有: ( ) A.加强圈的最小间距应小于失稳临界长度。 B.在设计过程中,有可能通过增加加强圈的数量使圆筒厚度减薄。 C.加强圈与圆筒的连接可采用连续的或间断地焊接。 D.加强圈不可设置在筒体内部 4.11 封头 压力容器封头较多,下列叙述正确的有: ( ) A.凸形封头包括半球形封头、椭圆形封头、碟形封头、球冠形封头和锥壳。 B.由筒体与封头连接处的不连续效应产生的应力增强影响以应力增强系数的形式引入厚度 计算式。 C.半球形封头受力均匀,因其形状高度对称,整体冲压简单。 D.椭圆形封头主要用于中、低压容器。 4.12 高压密封 下列属于提高高压密封性能的措施有: ( ) A.改善密封接触表面 B.改进垫片结构 C.采用焊接密封元件 D.增加预紧螺栓数量 4.13 安全阀 安全阀的优点包括: () A.完全密封 B.多次使用 C.泄压反应快 D.只排出高于规定压力的部分压力 4.14 支座 在立式容器支座中,中小型直立容器常采用( )高大的塔设备则广泛采用( ) ,大型卧式 储存采用( ) A.耳式支座 B.裙式支座
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 3 筒体与接管整体结构有限元几何模型 ( 实体单元 )
3 有限元计算结果及分析
由壳单元模型计算得到的应 力强度分布云 图 见图 4, 由实体单元模型计算得到的应力强度分布 云图见图 5和图 6。其中图 5考虑了筒体与接管连 接处的角焊缝, 图 6则未考虑此角焊缝。
( 2) 本研究还发现, 接管和筒体连接处角焊缝 的存在能降低连接处的局部薄膜应力和弯曲应力, 证实了焊缝金属对开孔的补强作用。 参考文献:
[ 1] 沈宏元. 圆筒形压 力容器开 孔补强的 计算方法 [ J] . 上海 电力, 2002( 6 ) 32- 35.
[ 2] 阮黎祥, 丁伯民. 开孔 补强的 等面积 法和压 力面积 法的联 系和 区别 兼对 A SM E ( - 2 ( 2007) 开孔补 强的分 析 [ J ]. 化工 设备与管道, 2008, 45( 1) : 15 - 18.
笔者拟采用 GB150等面积补强法和 基于多种 有限元模型的 JB4732分析设计法, 对筒体开孔补强 进行计算和相互比较, 并考察了角焊缝的影响。
1 常规设计的等面积开孔补强计算
笔者所分析的筒体与接管 几何尺寸以及 相关 设计参数见表 1, 筒体与接管整体几何结构剖视图 见图 1。
表 1 筒体与接 管几何尺寸及相关设计参数
图 4 筒体与接管连接结构应力强度分布云图
图 5 筒体与接管连 接结构应力强度分布云图及应力 线性化路径 (有角焊缝 )
图 6 筒体与接管连 接结构应力强度分布云图及应力 线性化路径 (无焊缝 )
若采用壳单元建模和分析, 软件计算结果中已 进行了应力线性化处理, 可直接给出膜应力强度及 膜应力加弯曲应力强度。而若采用实体单元 建模 和分析, 则必须在危险区域沿厚度方向作路径进行 应力线性化计算。本文所作路径用图 5和图 6中连 接处的线条所示, 其中 PATH 3是沿筒体厚度方向, PATH 2是沿接管厚度方向, PATH 4是连接处接管内 外角连接方向 ( 即图中斜线方向 ) , 选此路径是因为 在接管内角处有最大应力 强度。应力强度线 性化
积法中没有考虑弯曲应力的限制, 将其用于大孔补 强设计时有时是不可靠 [ 4] 的。路智敏使用 AN SY S 有限元软件建立了圆柱壳开孔未补强、采用补强圈 补强和采用厚壁接管补强的 3个压力容器模型, 并
求出其极限载荷。结果表明, 采用补强圈补强和采 用厚壁接管补强均使壳体的极限载荷有 了很大的 提高, 厚壁接管补强优于补强圈补强 [ 5] 。
( 2) 计算得到开 孔后被削弱的金属截面积为 A = 631. 32mm2。
( 3) 在有效补强范围内, 可用来补强的金属面 积 A e的计算 步骤: ∃ 壳 体多余的金属 截面积 A 1 = 219. 8 mm2; % 接管多余的管 壁截面积 A 2 = 251. 44 mm2; & 焊缝金属截面积 A 3 = 36 mm2 ( 取焊脚高度 为 6 mm ); ∋用来补强的金属截面积 A e = A 1 + A 2 + A 3 = 507. 24mm2。
K ey w ords: open ing rein forcem ent; convent ion al des ign; an alytical d es ign; defin ite elem en t analysis
在生产中, 压力容器由于工艺、检修、安装等方 面的需要, 要开设各种类型的孔。开孔不仅削弱了 壳体的强度, 而且在开孔的边缘产生很高的应力集 中现象, 成为设备的破 坏源。所以大 多数情况下, 都需要对开孔进行补强计算。许多研究和设计者
( 4) 由于 A e = 507. 24 mm2 < A = 631. 32 mm2, 所以需要另行补强。
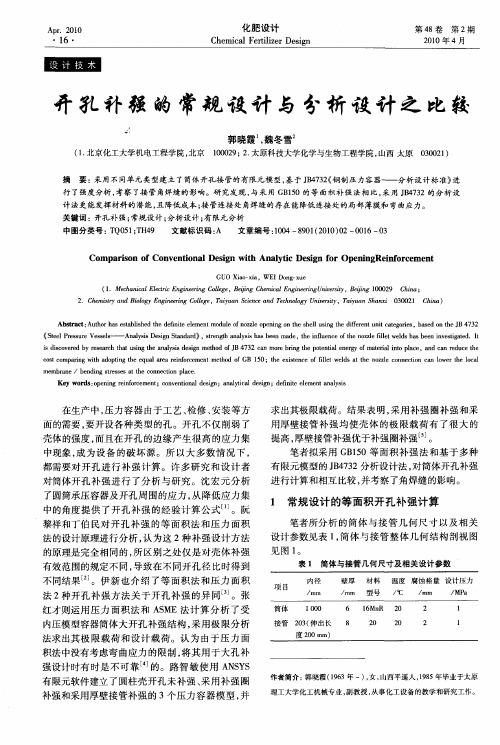
2 有限元分析模型的建立
为确定筒体及其接管上各点的应力, 本文应 用 ANSYS有限元软件进行数值 分析, 分 别建立了 筒体与接管整体结构有限元几何分析模型。采用 壳单元 ( she ll 181) 建立的有限元分析模型见图 2, 采用实体单元 ( so lid185) 建立 的有限 元分析 模型 见图 3。其中载 荷为筒体和 接管承 受 1 M P a的内 压; 边界条件为筒体左侧端部为全约束, 接管端部 为环向约束。
项目
内径 /mm
壁厚 材料 温度 腐蚀裕量 设计压力
/mm 型号 /∀
/mm
/M Pa
筒体
1 000
6 16M nR 20
2
1
接管 203 (伸出长 8
20
20
2
1
度 200 mm )
作者简介: 郭晓霞 ( 1963 年 - ) , 女, 山西平遥人, 1985年毕业于太原 理工大学化工机械专业, 副教授, 从事化工设备的教学和研究工作。
计算结果见表 2和表 3。
表 2 接管的应力强度校核
应力 接管位置
分类
接管中 S I 间处 S IV
壳单元 32. 1 34. 6
实体单元 (有角焊缝 )
32. 0
36. 0
实体单元 (无焊缝 )
33. 4
许用应力 157. 6
37. 7
ቤተ መጻሕፍቲ ባይዱ
472. 8
接管与筒 S II 体连接处
156 PA TH 2 PATH 4 PATH 2 PATH 4 236. 4 226. 5 289. 3 316. 1 330. 3
[ 3] 伊新, 薛红卫. 压力 容器圆筒 体上大开 孔补强问 题的探 讨 [ J] . 广州化工, 2008, 36( 2 ) : 80- 82.
[ 4] 张红才. 压力容器大开孔补强结构强度有限元分析 [ J] . 石油化 工设备, 2005, 34 ( 3) , 24 - 26.
[ 5] 路智敏, 刘羽中, 苗文勇. 圆柱壳开孔 补强结构极限载 荷的有限 元分析 [ J] . 内蒙古工业大学学报, 2008, 27 ( 3) : 209 - 212. 收稿日期: 2009-11- 13
( 2) 从表 2和表 3也可以看出, 考虑角焊缝时, 应力强度值明显比不考虑角焊缝时要小, 说明焊缝 具有一定得补强作用。
4 结语
( 1) 本研究结果可以看出, 在各种参数完全相
同的情况下, 由于分析设计法采用了较小的安全系 数, 并在应力分类的基础上, 对壳体和接管连 接处 的局部采用了较大的许用值, 从而能更充分地发挥 材料的潜能, 减小接管的厚度, 降低成本, 充分体现 了既安全又经济的优化设计理念。
第 2期
郭晓霞 等 开孔补强的常规设计与分析设计之比较
# 17#
图 1 筒体与接管整体几何结构 剖视图
由内压筒 体的强度设计公式计算得到筒体所 需的名义厚度为 6 mm。由 GB150等面积补强法进 行的计算如下。
( 1) 由于开孔直 径已经大于不另行补强的最 大孔径 89mm, 故此开孔需要补强。
摘 要: 采用不同单元类型建立了筒体开孔接管的有限元模型, 基于 JB4732 钢制压力容器 分析设计标 准 !进 行了强度分析, 考察了接管角焊缝的影响。研究发现, 与采 用 G B150的 等面积 补强法相 比, 采用 JB4732的 分析设 计法更能发挥材料的潜能, 且降低成本; 接 管连接处角焊缝的存在能降低连接处的局部薄膜和弯曲应力。 关键词: 开孔补强; 常规设计; 分析设计; 有限元分析 中图分类号: TQ 051; TH 49 文献标识码 : A 文章编号: 1004- 8901( 2010) 02- 0016- 03
Com parison of Conventional D esign w ith A na lytic D esign for Open ingR einforcem en t
GU O X iao x ia, W E I D ong xue ( 1. M echanical E lectric Eng in eering Colleg e, Be ijing Chem ical Eng ineeringUn iv ersity, B eijing 100029 China; 2. Ch em istry and B iology Eng ineering Colleg e, Ta iyuan Sc ience and T echnology Un iversity, T aiyuan Shanxi 030021 C hina )
Abstract: A uthor has establ ished th e d ef in ite elem ent m odu le of nozzle open ing on the sh ell u sing th e d ifferent un it categories, b ased on th e JB 4732 Steel P ressure V essels A n alysis D esign Standard!, s trength analys is has been m ade, the in fluence of the nozz le fillet w elds has b een investigated. It is d iscovered by research th at using the analys is d es ign m ethod of JB 4732 can m ore b ring the potent ial en ergy of m aterial in to p lace, and can reduce th e cost com paring w ith adop ting the equal area rein forcem ent m ethod of G B 150; the existence of f illet w elds at the nozzle connect ion can low er the local m emb rane / bend ing stresses at the conn ection p lace.