顺铣和逆铣
顺铣和逆铣的区别及如何选择

在圆周铣削加工中,铣刀旋转切入工件方向和切削进给方向相反。
顺铣与逆铣的区别
当切削刃刚进行切削时,在逆铣中,切削厚度为最小值,在顺铣中则是达到其最大值。
一般而言,在逆铣中刀具寿命比在顺铣中短,这是因为在逆铣中产生的热量比在顺铣中明显地高。
在逆铣中当切屑厚度从零增加到最大时,切削刃受到的摩擦比在顺铣中强因而会产生更多的热量。
逆铣中径向力也明显高,这对主轴轴承有不利影响。
在顺铣中,切削刃主要受到的是压缩应力,这与逆铣中产生的拉力相比,对硬质合金刀片或整体硬质合金刀具的影响有利得多。
因此,应尽可能多使用顺铣。
使用逆铣的情况
1.当使用整体硬质合金立铣刀进行侧铣时,特别是在淬硬材料中,逆铣是首选。
这更容易获得更小公差的壁直线度和更好的90度角。
不同轴向走刀之间如果有不重合的话,接刀痕也非常小。
这主要是因为切削力的方向。
如果在切削中使用非常锋利的切削刃,切削力便趋向将刀“拉”向材料。
2.可以使用逆铣的另一个例子是,使用老式手动铣床进行铣削,老式铣床的丝杠有较大的间隙。
逆铣产生消除间隙的切削力,使铣削动作更平稳。
铣工的顺铣与逆铣ppt课件

三、切削特点
• 1、顺铣特点:顺铣时,铣刀刀刃的切削厚度由最 大到零,不存在滑行现象,刀具磨损较小,工件冷 硬程度较轻。垂直分力Fv向下,对工件有一个压紧 作用,有利于工件的装夹。但是水平分力Fh方向与 工件进给方向相同,不利于消除工件台丝杆和螺母 间的间隙,切削时振动大。但其表面光洁度较好, 适合精加工。
G03X-20Y30R20
G40X-62Y52
G00Z50
X0Y0
M30
13
G02I-15J0
G40G01X62Y0
G00Z50
X0Y0
M30
10
典型零件的数控铣削加工工艺分析
粗加工H9的第二级凸台
%0021
G54
M04S500
G00X-62Y52
Z5
G01Z-9F100
G41G01X-40Y30D01F200
G01X30
G02X40Y20R10
G01Y-20
G02X30Y-30R10
加
至
工
15%
7
四、顺铣和逆铣的选择原则
(1)机床精度好、刚性好、精加工,较适应 顺铣。反之较适应逆铣。
(2)零件内拐角处精加工强烈建议要用顺铣。 (3)粗加工:逆铣较好。精加工:顺铣较好
8
典型零件的数控铣削加工工艺分析
外形轮廓加工
这个图像在我们不平端面的 情况下我们可以分成两段程 序加工: 1,加工ɸ30高度H4的凸台 2,加工H9的第二级凸台
§1.5 铣削重要常识 ——顺铣与逆铣
1
在加工中,铣刀的旋转方向一般是不变 的,但进给方向是变化的。就出现了铣 削加工中常见的两种现象:顺铣与逆铣。
2
二、顺铣和逆铣的定义
顺铣和逆铣的定义

顺铣和逆铣的定义
顺铣和逆铣是金属加工中的两种铣削方式,用于对工件进行表面加工和形状修整。
顺铣(Conventional milling)是指工件相对于刀具的转动方向
与切削速度方向相同的铣削方式。
在顺铣中,刀具从工件的边缘或者表面进入,并沿着工件逆时针方向旋转。
这样铣削过程中,切屑产生的方向与刀具移动方向相反。
顺铣适用于大多数铣削操作,可以获得较好的表面质量和切削稳定性。
逆铣(Climb milling)是指工件相对于刀具的转动方向与切削
速度方向相反的铣削方式。
在逆铣中,刀具从工件的边缘或者表面进入,并沿着工件顺时针方向旋转。
这样铣削过程中,切屑产生的方向与刀具移动方向相同。
逆铣具有较小的切削力,有助于提高加工效率和表面质量,但在具体的铣削操作中要注意刀具的选择和工艺参数的合理确定,以克服切削阻力引起的振动和过载等问题。
选择顺铣还是逆铣需要根据具体的加工要求和工件材料来确定,一般而言,顺铣适用于大多数情况下的铣削操作,而逆铣适用于加工难度较大、材料硬度较高的工件,或者要求极高表面质量的情况。
顺铣与逆铣
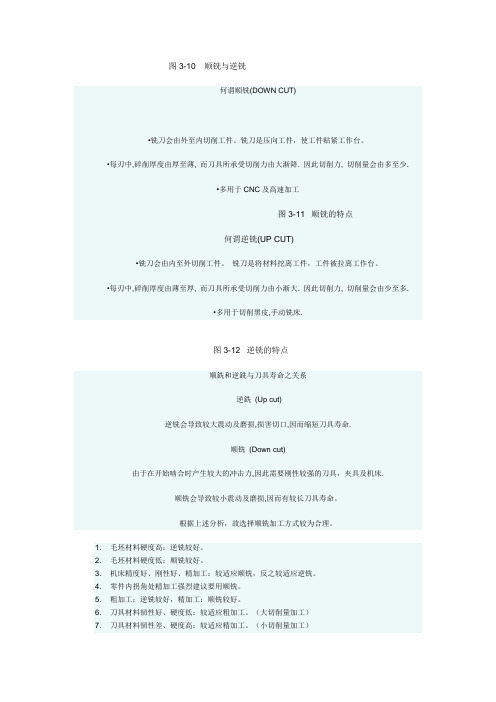
图3-10 顺铣与逆铣何谓顺铣(DOWN CUT)•铣刀会由外至内切削工件。
铣刀是压向工件,使工件贴紧工作台。
•每刃中,碎削厚度由厚至薄, 而刀具所承受切削力由大渐降. 因此切削力, 切削量会由多至少.•多用于CNC及高速加工图3-11 顺铣的特点何谓逆铣(UP CUT)•铣刀会由内至外切削工件。
铣刀是将材料挖离工件,工件被拉离工作台。
•每刃中,碎削厚度由薄至厚, 而刀具所承受切削力由小渐大. 因此切削力, 切削量会由少至多.•多用于切削黑皮,手动铣床.图3-12 逆铣的特点顺銑和逆銑与刀具寿命之关系逆銑(Up cut)逆铣会导致较大震动及磨损,损害切口,因而缩短刀具寿命.顺铣(Down cut)由于在开始啮合时产生较大的冲击力,因此需要刚性较强的刀具,夹具及机床.顺铣会导致较小震动及磨损,因而有较长刀具寿命。
根据上述分析,故选择顺铣加工方式较为合理。
1.毛坯材料硬度高:逆铣较好。
2.毛坯材料硬度低:顺铣较好。
3.机床精度好、刚性好、精加工:较适应顺铣,反之较适应逆铣。
4.零件内拐角处精加工强烈建议要用顺铣。
5.粗加工:逆铣较好,精加工:顺铣较好。
6.刀具材料韧性好、硬度低:较适应粗加工。
(大切削量加工)7.刀具材料韧性差、硬度高:较适应精加工。
(小切削量加工)1、A顺铣:铣刀对工件作用力F c在垂直方向分力F N始终向下,对工件起压紧作用,切削平稳,适于不易夹紧或细长薄板形工件。
逆铣:垂直分力F N向上,工件需较大的夹紧力。
B顺铣:铣刀刀刃切入工件初,切屑厚度最大,逐渐减小到0。
后刀面与已加工表面挤压、摩擦小,刀刃磨损慢,表面质量好。
逆铣:切屑厚度从0到最大,因刀刃不能刃磨绝对锋利,故开始时不能立即切入工件,存在对工件挤压与摩擦。
工件出现加工硬化,降低表面质量。
此外,刀齿磨损快耐用度降低。
C 顺铣:水平分力F f与工作台进给方向相同,当工作台进给丝杠与螺母间隙较大,工作台易出现轴向窜动。
导致刀齿折断,刀轴弯曲,工件与夹具产生位移甚至机床损坏。
顺铣和逆铣的特点

顺铣时刀齿的切削厚度是从最大到零,但刀齿切入工件时的冲击力较大,尤其工件待加工表面是毛坯或者有硬皮时。
(2)切削力ห้องสมุดไป่ตู้向的影响
顺铣时作用于工件上的垂直切削分力FfN始终压下工件 ,这对工件的夹紧有利。
逆铣时FfN 向上,有将工件抬起的趋势,易引起振动,影响工件的夹紧。铣薄壁和刚度差工件时影响更大。
1)逆铣 铣刀旋转方向与工件进给方向相反。铣削时每齿切削厚度从零逐渐到最大而后切出。
(2)顺铣 铣刀旋转方向与工件进给方向相同。铣削时每齿切削厚度从最大逐渐减小到零。特点:
(1)切削厚度的变化
逆铣时,每个刀齿的切削厚度由零增至最大。但切削刃并非绝对锋利,铣刀刃口处总有圆弧存在,刀齿不能立刻切入工件,而是在已加工表面上挤压滑行,使该表面的硬化现象严重,影响了表面质量,也使刀齿的磨损加剧。
铣床工作台的移动是由丝杠螺母传动的,丝杠螺母间有螺纹间隙。顺铣时工件受到纵向分力Ff与进给运动方向相同,而一般主运动的速度大于进给速度υf,因此纵向分成Ff有使接触的螺纹传动面分离的趋势,当铣刀切到材料上的硬点或因切削厚度变化等原因,引起纵向分力F f 增大,超过工作台进给摩擦阻力时,原是螺纹副推动的运动形式变成了由铣刀带动工作台窜动的运动形式,引起进给量突然增加。这种窜动现象不但会引起“扎刀”,损坏加工表面;严重时还会使刀齿折断,或使工件夹具移位,甚至损坏机床。
顺铣与逆铣

1. 概念
顺铣:在切削部位刀齿的选择方向与零件的进给方向相同
逆铣:在切削部位刀齿的选择方向与零件的进给方向相反
2.区别
顺铣:铣刀刀刃切入工件初,切削厚度最大,逐渐减少到0。
后刀面与已加工表面挤压、摩擦小,刀刃磨损慢,表面质量好。
工件表层硬皮和杂质易
使刀具磨损和损坏。
逆铣:切削厚度从0到最大,因刀刃不能刃磨绝对锋利,故开始时刀刃不能立即切入工件,存在对工件挤压与摩擦。
工件出现加工硬化,降低表面质
量,此外刀齿磨损快耐用度降低。
工件的表层硬度和杂质对刀刃影响小。
3. 顺逆铣的选择
零件粗加工时,通常采用逆铣,因为逆铣时刀具从已加工表面切入,不
会蹦刃,且机床的传动间隙不会引起震动和爬行。
精加工时,为防止过
切现象,通常采用顺铣。
铣工的顺铣与逆铣课件

其稳定性,以减少加工误差。
智能化
03
逆铣技术同样也在逐渐实现智能化,以适应自动化生产的需求。
顺铣与逆铣技术的未来展望
融合发展
随着技术的不断发展,顺铣和逆铣技术将逐渐融 合,形成更加高效、稳定的加工技术。
智能制造
未来,顺铣和逆铣技术将更加紧密地结合智能制 造技术,实现更加高效、智能的加工。
环保化
未来,顺铣和逆铣技术将更加注重环保,减少对 环境的污染,实现绿色加工。
逆铣的定义
逆铣:在铣削过程中,铣刀的旋转方向与工件的进给方向相反的铣削方式称为逆 铣。
逆铣时,工件受到的切削力方向与工作台进给方向相同,因此工件与工作台之间 的摩擦力较大,容易产生振动,影响加工质量和效率。
顺铣与逆铣的适用场合
顺铣适用于加工表面质量要求较 高、切削余量较小、切削力较大 的铣削加工,如平面、斜面和台
严格遵守安全操作规程,确保 操作过程安全可靠。
刀具管理
建立严格的刀具状态监测
密切关注切削状态变化,发现 异常及时调整切削参数或停机 检查。
培训与经验积累
加强操作人员培训和经验交流, 提高操作技能和应对突发事件 的能力。
04
顺铣与逆铣的实践
应用
顺铣在实践中的应用案例
适用情况
在加工高硬度、高韧性的材料时,由于材料较难被切断,更适合采用逆铣。相反,在加工 塑性较大的材料时,由于材料容易切断,更适合采用顺铣。此外,在粗加工时,为了提高 效率,通常采用逆铣。而在精加工时,为了提高表面质量,通常采用顺铣。
03
顺铣与逆铣的操作 技巧
顺铣的操作技巧
切削速度控制
顺铣时,应保持稳定的切削速度,避免速度波动 对切削质量的影响。
THANKS
顺铣和逆铣的讲解
第一节铣削加工的特点1、效率高由于铣刀是多刃的,相对而言,单位时间内铣削量(即切下的切屑)较多。
特别是随着科学技术的发展,先进的刀具材料和铣削加工设备不断地制造出来,在铣削效率方面都会大副度地提高。
2、加工范围广由于铣削加工的特殊性,它的加工范围非常之广。
它可以加工:1)平面 2)阶台 3)沟槽、键槽、 4)特形面(同时介绍成形铣刀的加工制造和刃磨)5)特形槽(同时介绍特形槽的加工方法) 6)齿轮 7)螺旋槽(简单介绍分度头) 8)离合器9)切断 10)钻、镗孔 11)曲面3、加工精度高经济的加工精度为IT8-IT9,表面粗糙度Ra12.5-1.6。
必要时可达IT5,Ra0.2。
4、振动与噪音较大由于铣刀是多刃刀具,在铣削加工中属不连续切削,会产生一定的冲击和振动,因此噪音较大。
第二节顺铣和逆铣1.顺铣:(以周铣为例,如图2-2)顺铣:down milling图2-2顺铣顺铣是指铣刀的切削速度方向与工件的进给方向相同时的铣削,即当铣刀各刀齿作用在工件上的合力F在进给方向的水平分力Fˊ与工件的进给方向相同时的铣削方式。
2.逆铣逆铣:up milling如图2-3,是指铣刀的切削速度方向与工件的进给方向相反时的铣削,即当铣刀各刀齿作用在工件上的合力F在进给方向的水平分力Fˊ纵与工件的进给方向相反时的铣削方式。
图2-3 逆铣3. 顺铣的优点和缺点1)优点:1. 垂直分量始终向下,有压紧工件的作用,铣削平稳,对加工不易夹紧的细长和薄板形的工件更为适宜。
2. 刀刃切入工件从厚到薄处,刀刃易切入工件,对工件的挤压摩擦小,故刀刃耐用度高,加工出的工件表面质量高。
3. 顺铣时消耗在进给方向的功率较小(约占全功率的6%)2)缺点:A、刀刃从外表面切入,有硬皮或杂质时,刀具易损坏。
B、由于进给方向与水平分力F纵方向相同,当F纵较大时,会拉动工作台,使每齿进给量突然增大,使刀齿拆断或刀轴折弯,造成工件报废或机床损坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
顺铣和逆铣对加工影响
在铣削加工中,采用顺铣还是逆铣方式是影响加工表面粗糙度的重要因素之一。
逆铣时切削力F的水平分力F X的方向与进给运动V f方向相反,顺铣时切削力F的水平分力F X的方向与进给运动V f的方向相同。
铣削方式的选择应视零件图样的加工要求,工件材料的性质、特点以及机床、刀具等条件综合考虑。
通常,由于数控机床传动采用滚珠丝杠结构,其进给传动间隙很小,顺铣的工艺性就优于逆铣。
如图4.24a所示为采用顺铣切削方式精铣外轮廓,图4.24b所示为采用逆铣切削方式精铣型腔轮廓,图4.24c所示为顺、逆铣时的切削区域。
a)顺铣b)逆铣c)切入和退刀区
图4.24 顺铣和逆铣切削方式
同时,为了降低表面粗糙度值,提高刀具耐用度,对于铝镁合金、钛合金和耐热合金等材料,尽量采用顺铣加工。
但如果零件毛坯为黑色金属锻件或铸件,表皮硬而且余量一般较大,这时采用逆铣较为合理。