光伏组件蜗牛纹成因分析
小知识 为什么太阳能板会产生蜗牛纹

小知识为什么太阳能板会产生蜗牛纹
作为新兴的发电技术,太阳能发电技术在很多方面都要优于传统发电技术。
这种新技术不仅污染较低,在大面积使用后还能有效地降低发电成本。
但是太阳能发电设备与传统发电设备相比相对脆弱,在制造和使用过程中稍不注意就会出现这样或者那样的问题。
蜗牛纹就是其中一种常见的现象,本文就将对蜗牛纹进行大致的介绍,并列出容易引发这种情况的条件。
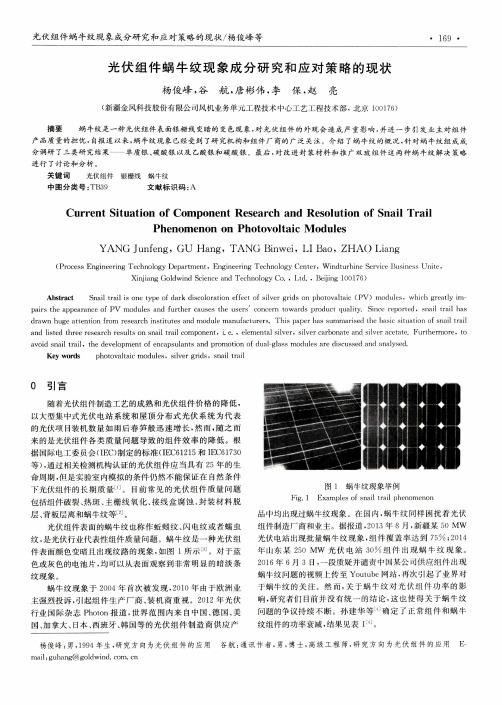
蜗牛纹是指,太阳能电池单元(发电元件)表面上出现黑色或者白色线状图案的现象。
因为看起来像是蜗牛爬过之后留下的痕迹,所以俗称蜗牛纹。
如图1所示。
图1
蜗牛纹即使发生,发电量也不会立即大幅减少。
因此,太阳能电池板厂商不承认是“不良”或“故障”,似乎很难列出产品保修的范畴。
但这并不是绝对的,蜗牛纹有时也会造成发电量的降低。
从发电运营商的立场看,只要外观发生明显变化,并发现可能会造成发电量降低,应该就不会忽视。
而对太阳能电池板厂商来说,这是接到大量投诉的事例之一,因而对产品采取预防措施至关重要。
作为蜗牛纹的特点,是确认到目前为止只在结晶硅系电池板上发现过(图2)。
图2:确认只在结晶硅系电池板上发现过
这种情况一般在在开始发电后几个月到1年的较早时期发生。
图2为投入运转后约1年,光伏电站发现的蜗牛纹事例。
另外,在没有阳光照射的室内等环境下保存的电池板没有发现蜗牛纹。
并且,蜗牛纹一般出现在开始发电。
光伏组件蜗牛纹现象成分研究和应对策略的现状
图
O 引言
随着 光伏组 件 制造工 艺 的成熟 和光伏 组 件 价 格 的降 低 ,
以大 型集 中式 光伏 电站 系 统 和屋 顶 分 布 式 光 伏 系统 为代 表
X i n j i a n g G o l d wi n d S c i e n c e a n d T e c h n o l o g y C o . ,I t d . , B e i j i n g 1 0 0 1 7 6 )
Ab s t r a c t S n a i l t r a i l i s o n e t y p e o f d a r k d i s c o l o r a t i o n e f f e c t o f s i l v e r g r i d s o n p h o t o v a l t a i c( PV) mo d u l e s .wh i c h g r e a l l y i m
p a i r s t h e a p p e a r a n c e o f PV mo d u l e s a n d f u r t h e r c a u s e s t h e u s e r s c o n c e r n t o wa r d s p r o d u c t q u a l i t y .S i n c e r e p o r t e d.s n a i l t r a i l h a s d r a wn h u g e a t t e n t i o n f r o m r e s e a r c h i n s t i t u t e s a n d mo d u l e ma n u f a c t u r e r s .Th i s p a p e r h a s s u mma r i s e d t t l e I ) a s i c s i t u a l i o n o f s n a i 1 t r a i 1
太阳能光伏组件失效模式介绍

Electrons (-ve)
Holes (+ve)
如有机会,将来另开专题再详细讲解!
25
All Rights Reserved © Suntech
玻璃破裂
失效原因 — 冲击(如石头、冰雹等物理) 导致玻璃碎裂,可以从碎裂的形状 判断 — 玻璃质量问题(如玻璃自爆) — 不当的安装方式 — 高温(如热斑、打弧等)
26
All Rights Reserved © Suntech
不当的安装方式导致玻璃破裂
27
All Rights Reserved © Suntech
过热导致玻璃破裂
28
All Rights Reserved © Suntech
组件承载能力 — 风载/雪载
29
All Rights Reserved © Suntech
19
All Rights Reserved © Suntech
热斑
当组件的Imp超过被遮挡的电池或是有缺陷的电池的Isc 时,容易导致热斑过热现象的产生
失效原因 — 电池表面有异物 — 电池之间不匹配 — 电池缺陷如右下图所示 — 二极管并联的电池片数量过多 — 部分遮挡 — 焊接不良 影响 — 焊接处融化 — 过高的温度导致封装材料和背板的老化 — 局部过热导致玻璃碎裂
Hot cell
Def. front contact Partial shadowing
Hot Spot
A: Bypass Diode B: Hot Cell C: Interconnect D: Hot-spot E: Broken Cell F: Hot Cell Array G: Front Contact H: Partial Shadow
光伏组件质量问题总结分析教学内容
光伏组件质量问题总结分析网状隐裂原因1.电池片在焊接或搬运过程中受外力造成.2.电池片在低温下没有经过预热在短时间内突然受到高温后出现膨胀造成隐裂现象组件影响:1.网状隐裂会影响组件功率衰减.2.网状隐裂长时间出现碎片,出现热斑等直接影响组件性能预防措施:1.在生产过程中避免电池片过于受到外力碰撞.3.EL测试要严格要求检验.网状隐裂EVA脱层原因1.交联度不合格.(如层压机温度低,层压时间短等)造成2.EVA、玻璃、背板等原材料表面有异物造成.3.EVA原材料成分(例如乙烯和醋酸乙烯)不均导致不能在正常温度下溶解造成脱层4.助焊剂用量过多,在外界长时间遇到高温出现延主栅线脱层组件影响:1.脱层面积较小时影响组件大功率失效。
当脱层面积较大时直接导致组件失效报废预防措施:1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验,并将交联度控制在85%±5%内。
2.加强原材料供应商的改善及原材检验.3.加强制程过程中成品外观检验4.严格控制助焊剂用量,尽量不超过主栅线两侧0.3mm硅胶不良导致分层&电池片交叉隐裂纹原因1.交联度不合格.(如层压机温度低,层压时间短等)造成2.EVA、玻璃、背板等原材料表面有异物造成.3.边框打胶有缝隙,雨水进入缝隙内后组件长时间工作中发热导致组件边缘脱层4.电池片或组件受外力造成隐裂组件影响:1.分层会导致组件内部进水使组件内部短路造成组件报废2.交叉隐裂会造成纹碎片使电池失效,组件功率衰减直接影响组件性能预防措施:1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验。
2.加强原材料供应商的改善及原材检验.3.加强制程过程中成品外观检验4.总装打胶严格要求操作手法,硅胶需要完全密封5.抬放组件时避免受外力碰撞硅胶不电池交良分层叉隐裂纹组件烧坏原因1.汇流条与焊带接触面积较小或虚焊出现电阻加大发热造成组件烧毁组件影响:1.短时间内对组件无影响,组件在外界发电系统上长时间工作会被烧坏最终导致报废预防措施:焊接,避免在焊接过程中出现焊接面积过小.2.焊接完成后需要目视一下是否焊接ok.3.严格控制焊接烙铁问题在管控范围内(375±15)和焊接时间2-3s组件内部烧坏组件接线盒起火原因1.引线在卡槽内没有被卡紧出现打火起火.2.引线和接线盒焊点焊接面积过小出现电阻过大造成着火.3.引线过长接触接线盒塑胶件长时间受热会造成起火组件影响:1.起火直接造成组件报废,严重可能一起火灾.预防措施:1.严格按照sop作业将引出线完全插入卡槽内接触接线盒塑胶件.电池裂片原因1.焊接过程中操作不当造成裂片2.人员抬放时手法不正确造成组件裂片3.层压机故障出现组件类片组件影响:1.裂片部分失效影响组件功率衰减,2.单片电池片功率衰减或完全失效影响组件功率衰减预防措施:1.汇流条焊接和返工区域严格按照sop手法进行操作3.确保层压机定期的保养.每做过设备的配件更换都要严格做好首件确认ok后在生产.4.EL测试严格把关检验,禁止不良漏失.电池助焊剂用量过多原因1.焊接机调整助焊剂喷射量过大造成2.人员在返修时涂抹助焊剂过多导致组件影响:1.影响组件主栅线位置EVA脱层,2.组件在发电系统上长时间后出现闪电纹黑斑,影响组件功率衰减使组件寿命减少或造成报废预防措施:1.调整焊接机助焊剂喷射量.定时检查.2.返修区域在更换电池片时请使用指定的助焊笔,禁止用大头毛刷涂抹助焊剂虚焊、过焊原因1.焊接温度过多或助焊剂涂抹过少或速度过快会导致虚焊2.焊接温度过高或焊接时间过长会导致过焊现象.组件影响:1.虚焊在短时间出现焊带与电池片脱层,影响组件功率衰减或失效,2.过焊导致电池片内部电极被损坏,直接影响组件功率衰减降低组件寿命或造成报废预防措施:1.确保焊接机温度、助焊剂喷射量和焊接时间的参数设定.并要定期检查,2.返修区域要确保烙铁的温度、焊接时间和使用正确的助焊笔涂抹助焊剂.3.加强EL检验力度,避免不良漏失下一工序.焊带偏移或焊接后翘曲破片原因1.焊接机定位出现异常会造成焊带偏移现象2.电池片原材主栅线偏移会造成焊接后焊带与主栅线偏移3.温度过高焊带弯曲硬度过大导致焊接完后电池片弯曲组件影响:1.偏移会导致焊带与电池面积接触减少,出现脱层或影响功率衰减2.过焊导致电池片内部电极被损坏,直接影响组件功率衰减降低组件寿命或造成报废3.焊接后弯曲造成电池片碎片预防措施:1.定期检查焊接机的定位系统.2.加强电池片和焊带原材料的来料检验,组件钢化玻璃爆和接线盒导线断裂原因1.组件在搬运过程中受到严重外力碰撞造成玻璃爆破2.玻璃原材有杂质出现原材自爆.3.导线没有按照规定位置放置导致导线背压坏.组件影响:1.玻璃爆破组件直接报废,预防措施:1.组件在抬放过程中要轻拿轻放.避免受外力碰撞.2.加强玻璃原材检验测试,3.导线一定要严格按照要求盘放.避免零散在组件上气泡产生原因1.层压机抽真空温度时间过短,温度设定过低或过高会出现气泡2.内部不干净有异物会出现气泡.3.上手绝缘小条尺寸过大或过小会导致气泡.组件影响:1.组件气泡会影响脱层.严重会导致报废预防措施:1.层压机抽真空时间温度参数设定要严格按照工艺要求设定.2.焊接和层叠工序要注意工序5s清洁,3.绝缘小条裁切尺寸严格要求进行裁切和检查.热斑和脱层原因1.组件修复时有异物在表面会造成热斑2.焊接附着力不够会造成热斑点.3.脱层层压温度、时间等参数不符合标准造成组件影响:1.热斑导致组件功率衰减失效或者直接导致组件烧毁报废.2.脱层导致组件功率衰减或失效影响组件寿命使组件报废.预防措施:1.严格按照返修SOP要求操作,并注意返修后检查注意5s.2.焊接处烙铁温度焊焊机时间的控制要符合标准,3.定时检查层压机参数是否符合工艺要求.同时要按时做交联度实验确保交联度符合要求85%±5%.电池热脱层斑烧毁EVA脱层原因1.交联度不合格.(如层压机温度低,层压时间短等)造成2.EVA、玻璃、背板等原材料表面有异物造成.3.EVA原材料成分(例如乙烯和醋酸乙烯)不均导致不能在正常温度下溶解造成脱层组件影响:1.脱层会导致组件内部进水使组件内部短路造成组件失效至报废预防措施:1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验。
光伏组件质量问题及预防措施汇总

光伏组件质量问题及预防措施汇总光伏组件较为常见的质量问题汇总,很多质量问题隐藏在电池板内部,或光伏电站运营一段时间后才发生,在电池板进场验收时难以识别,需借助专业设备进行检测。
1、蜗牛纹1.蜗牛纹的出现是一个综合的过程,EVA胶膜中的助剂、电池片表面银浆构成、电池片的隐裂以及体系中水份的催化等因素都会对蜗牛纹的形成起促进作用,而蜗牛纹现象的出现也不是必然,而是有它偶然的引发因素。
EVA胶膜配方中包含交联剂,抗氧剂,偶联剂等助剂,其中交联剂一般采用过氧化物来引发EVA 树脂的交联,由于过氧化物属于活性较高的引发剂,如果在经过层压后交联剂还有较多残留的话,将会对蜗牛纹的产生有引发和加速作用。
2.EVA胶膜使用助剂都有纯度的指标,一般来说纯度要求要在99.5%以上。
助剂中的杂质主要是合成中的副产物以及合成中的助剂残留,以小分子状态存在,沸点较高,无法通过层压抽真空的方法从体系中排除,所以助剂如果纯度不高,那么这些杂质也将会影响EVA胶膜的稳定性,可能会造成蜗牛纹的出现。
组件影响:1.纹路一般都伴随着电池片的隐裂出现。
2.电池片表面被氧化。
3.影响了组件外观。
预防措施:1.VA胶膜使用符合纯度指标的助剂。
2.安装过程中对组件的轻拿轻放有足够认识。
3.EVA脱层1.交联度不合格.(如层压机温度低,层压时间短等)造成。
2.EVA、玻璃、背板等原材料表面有异物造成。
3.EVA原材料成分(例如乙烯和醋酸乙烯)不均导致不能在正常温度下溶解造成脱层。
4.助焊剂用量过多,在外界长时间遇到高温出现延主栅线脱层。
组件影响:1.脱层面积较小时影响组件大功率失效。
当脱层面积较大时直接导致组件失效报废。
预防措施:1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验,并将交联度控制在85%±5%内。
2.加强原材料供应商的改善及原材检验。
3.加强制程过程中成品外观检验。
4.严格控制助焊剂用量,尽量不超过主栅线两侧0.3mm。
光伏组件常见故障及检测

光伏组件常见故障及检测摘要:随着近年来光伏组件价格的急剧下降,光伏发电站建设成本也下降了很多,促进了光伏发电产业迅速发展。
在光伏发电站不断普及的同时,一些产品质量问题也逐渐突显出来,其中光伏组件寿命能否达到25年成为大家非常关心的问题。
为此我们通过对光伏电站调研,分析光伏组件容易出现的问题。
研究结果表明,光伏组件功率下降的原因一方面是组件质量问题,另一方面是光伏系统设计或运行环境等因素造成的。
以下向大家介绍光伏组件出现的常见故障及其检测方法。
关键词:光伏组件;故障;检测;变色;隐裂0引言光伏组件常见的故障有受光面变色、隐裂、热斑、机械损伤、旁路二极管故障和功率衰减。
由于这些质量问题隐藏在光伏板内部,或在光伏电站运营一段时间后才发生,在光伏板进场验收时难以识别,需借助专业设备进行检测,通过检测发现问题,不断强化运维管理,尽可能使光伏板在最优的环境中运行。
1、光伏组件受光面变色光伏组件受光面变色的现象一般出现在运行了几年后的光伏电站中,晶体硅组件和非晶硅薄膜组件受光面变色最常见的是封装材料变色,它使得到达光伏组件片表面的太阳辐照强度减少,造成组件输出功率稍有下降。
造成变色的原因主要有封装材料质量问题和环境因素(高温和高湿)。
2、隐裂隐裂是指电池片中出现细小裂纹,电池片的隐裂会加速电池片功率衰减,影响组件的正常使用寿命,同时电池片的隐裂会在机械载荷下扩大,可能导致开路性破坏。
隐裂还可能会导致热斑效应。
隐裂的产生是由于多方面原因共同作用造成的,组件受力不均匀,或运输过程中剧烈的抖动都有可能造成电池片的隐裂。
光伏组件在出厂前会进行电致发光(Electroluminescence,EL)检测,所使用的仪器为EL检测仪。
该仪器利用晶体硅的电致发光原理,利用高分辨率CCD 相机拍摄组件的近红外图像,获取并判定组件的缺陷。
EL检测仪能够检测光伏组件有无隐裂、碎片、虚焊、断栅及不同转换效率单片电池异常现象。
3、蜗牛蚊(闪电纹)蜗牛纹是近年来才发现的现象,主要表现在组件上表面的银栅线变色,蜗牛纹不会发生在室内的组件上,只会发生在户外放了3-5个月的组件上,这些纹路会慢慢变粗,当变粗到一定宽度时就几乎不会再变粗了。
光伏组件蜗牛纹现象分析
蜗牛纹现象。
2014年11月11日
-4-
-光伏组件蜗牛纹现象分析-
蜗牛纹会引起光伏组件输 出功率损失吗?
蜗牛纹会引起光伏组件的性能衰减吗?
光伏组件的蜗牛纹通常会沿着电池片的微裂纹出现,因此很 难确定其到底是否会对光伏组件的性能衰减造成影响。当前阿 特斯 [2] 等多家企业及科研机构都认为,受影响的光伏组件的性能 衰减与蜗牛纹的关系不大,主要是受蜗牛纹下的微裂纹的影响。
2014年11月11日
-7-
-光伏组件蜗牛纹现象分析-
蜗牛纹会引起光伏组件的性能衰减吗?
Comment 测试时间 1 2 3 4 5 6 7 8 9 10 11 12 13 14 2月26日 251.84 252.2 252.12 252.65 252.8 252.72 253.91 257.67 257.09 252.12 253.02 252.51 252.85 253.05 Pmpp 9月5日 244.4736481 248.4498291 248.4781952 248.1672516 247.4901428 247.3245087 248.7614288 249.3457336 250.3109589 246.2132416 248.0941925 247.5720215 247.4213409 248.0484009 衰减率 2.93% 1.49% 1.44% 1.77% 2.10% 2.13% 2.03% 3.23% 2.64% 2.34% 1.95% 1.96% 2.15% 1.98%
蜗牛纹组件
2014年11月11日
-8-
-光伏组件蜗牛纹现象分析-
蜗牛纹会引起光伏组件的性能衰减吗?
从检测数据可看出,蜗牛纹组件的功率衰减明显快于无蜗牛纹组件。 那是否是因为蜗牛纹组件的隐裂情况更加严重呢?
光伏电站组件故障及分析
2023/5/4
固定式水泥基础
固定式地锚基础
光伏方阵的跟踪式光伏方阵分为单轴跟踪和双轴跟踪。 单轴跟踪一般采用三种方式:第一种方式是旋转轴倾斜布置光伏方阵 东西方向跟踪;第二种方式是旋转轴南北水平布置,光伏方阵东西跟踪;第 三种方式是旋转轴东西水平布置,光伏方阵南北方向跟踪。这三种方式是南 北方向或东西方向的单轴跟踪,工作原理基本相似。
(3)光伏组件的闪电纹现象 闪电纹也称蜗牛纹,闪电纹产生的原因为EVA胶膜的交联度不均匀导致 使用后产生不均匀的应力,使电池片产生隐裂,隐裂处会产生热斑效应,从 而导致EVA胶膜或栅线烧掉。
(4)光伏组件的其他故障现象 ①光伏组件接线盒问题 光伏组件接线盒背板胶粘度较低,产生轻脱现象或接线盒内导电金属片
2023/5/4
单晶太阳能组件
96片
2023/5/4
54片
60片
72片
多晶太阳能组件
72片
2023/5/4
60片
54片
种类 晶硅
电池类型 实验室效率
单晶硅
24%
多晶硅
21%
非晶硅 薄膜电池 13%
化合物 碲化镉
15.8%
铜铟镓硒 15. 13%-15% 8%-11% 5%-8% 5%-8%
接触面较小使得接触电阻变大。
(4)光伏组件的其他故障现象 ② 光伏组件内电池片与EVA胶膜脱层
(4)光伏组件的其他故障现象 ③接线盒内汇流盒和旁路二极管氧化 光伏组件接线盒内由于进水导致汇流条和旁路二极管氧化。
(4)光伏组件的其他故障现象 ④接线盒烧坏 光伏组件接线盒出现烧坏现象。
图2-21 接线盒烧坏
光伏组件由焊带、钢化玻璃、EVA胶膜、背板、铝型材边框、硅胶、接线 盒等组成。
光伏组件如何预防蜗牛纹的产生?
大多数报道中蜗牛纹(闪电纹)的出现在隐裂或者电池破坏处。
蜗牛纹沿着电池隐裂处形成,从而使电池隐裂可见,但并非所有的隐裂均会产生闪电纹。
目前没有什么手段能快速分析出蜗牛纹是什么原因造成的。
一、产生机理分析蜗牛纹的外观特征(100倍放大图)行业专家分析结果表明隐裂处在多种环境因素的综合作用下发生电化学腐蚀,进而有银的化合物或其他金属化合物的生成。
闪电纹是在多种环境因素的综合作用之下产生的,更换封装材料(EVA)是避免这一现象的普遍解决方式。
1.1 蜗牛纹的产生,在组件端或者电池片端、硅片端均可能是隐裂后产生蜗牛纹的诱因1)硅片裂纹硅片的微裂纹(图)由于硅片生产中也会产生微裂纹,实际出厂中还是很多被通过了,在电池片表面镀上氮化硅膜后,很难检测出这种细小的裂纹缺陷。
2) 组件端隐裂电池片生产、组件生产、运输途中、安装系统造成的组件隐裂(图)1.2 电池片隐裂部位发生蜗牛纹的产生原因分析层压时造成的电池片隐裂部位以 EVA融化/固化填充,隐裂周围不会形成空洞。
但是生产完的组件因外部因素造成电池片隐裂,周围会形成空洞,在此条件下通过背板渗透的水分和氧会积累起来。
通过背板渗透的水分、氧和EVA胶膜内残留的极小量交联剂成分(自由基)扩散,会积累在隐裂部分周围的空洞。
组件发电时电池片隐裂部位集中产生高温电阻热和电磁,电池片隐裂部周围积累的H₂O 和O2与某些物质发生化学反应。
1)EVA 胶膜特性和金属氧化反应的影响性EVA胶膜内的交联开始剂通过层压工艺开始热分解,产生自由基。
产生的自由基参与交联,其他副产物随抽真空排气排出。
但是已产生的自由基不能100% 参与交联,极小量会残留在组件里面。
残留的自由基量和副产物量随不同的层压机性能和排气能力有区别。
残留的自由基在化学方面不太稳定,有可能导致产品的黄变或促进其他金属成分的氧化。
随残留成分促进氧化反应→ 交联剂原来物质残留→ 随残留的自由基分解→ 不可彻底消耗残留物质(不可进行100% 交联) → 交联效果与层压机的层压参数和密封性有密切关系。
光伏电站常见故障原因分析
有些组件由于边缘的边框容易积灰造成了组件的 遮挡,当灰积到一定程序时,组件的功率会明显 下降。
阴影遮挡分析
图例
第三章、光伏电站故障统计和分析
多晶组件-闪电纹
接线盒损坏
MC插头断开
电池板松动
连接头断裂,导致 整个组串不发电
电气短路
1、故障原因:交流配电柜进线端接线错误,把相线与零线对调了。
正确接线图
1、光伏电站发电量影响因素分析
• 1、太阳辐射量 • 太阳能电池组件是将太阳能转化为电能的装置,光照辐射强度直接影 响着发电量。各地区的太阳能辐射量数据可以通过NASA气象资料查询 网站获取,也可以借助光伏设计软件例如PV-SYST、RETScreen得到。 • 1.2、太阳能电池组件的倾斜角度 • 从气象站得到的资料,一般为水平面上的太阳辐射量,换算成光伏阵 列倾斜面的辐射量,才能进行光伏系统发电量的计算。最佳倾角与项 目所在地的纬度有关。大致经验值如下: • A、纬度0°~25°,倾斜角等于纬度 • B、纬度26°~40°,倾角等于纬度加5°~10° • C、纬度41°~55°,倾角等于纬度加10°~15°
3温度特性
• 温度上升1℃,晶体硅太阳电池:最大输出功率下降0.04% ,开路电压下降0.04%(-2mv/℃),短路电流上升0.04%。 为了减少温度对发电量的影响,应该保持组件良好的通风 条件。
温度对光伏组件的影响
线路、变压器损失
• 系统的直流、交流回路的线损要控制在5%以内。为此,设 计上要采用导电性能好的导线,导线需要有足够的直径。 系统维护中要特别注意接插件以及接线端子是否牢固。 • 直流线损从组件、组串到汇流箱到逆变器,光伏组串汇流 箱,我们测的时候选择一隔离汇流箱最近、中等、最远三 个距离的导线来进行测量。汇流箱到逆变器电缆也是选择 一个最长,一个中间,一个最短的距离,对他的直流线损 进行测试。 • 交流线损也是这样测的。交流线损是从逆变器到变压器, 到并网点之间的线损,判定依据不应该大于1.5%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光伏组件蜗牛纹成因分析
近年来,太阳能行业一直有一个难以解释的现象,由于其不寻常的外观而被专家们称作“蜗牛纹”。
经过一段时间,从安装始几个月到几年不等,太阳能组件的电池出现变色, 大约半个手指粗的狭窄交错的暗线开始出现在组件的表面。
蜗牛纹已经广泛出现,来自世界各地的光伏组件都面临类似的技术障碍。
虽然进行了广泛的研究,但还没有找出确切的罪魁祸首。
本报告收集了一些对蜗牛纹成因的研究结论,帮助读者了解蜗牛纹。
一、银浆和EVA的原因
该论点来自阿特斯加拿大研究院,研究人员将问题电池片切片后放在电子显微镜下观察,获得的图像显示,变色部分正位于电池的银浆和封装聚合物的界面之间。
银浆本身没有颜色/金属结构的变化,因此组件的导电率仍然完好。
变色层出现在银浆表面正上方, 所以电池表面不会有阴影。
试验的结果证明交错的暗线对于输出功率没有直接的负面影响。
阿特斯就此过程化学反应做出以下假设:含熔玻璃体的银浆内的过渡金属氧化物、EVA中的过氧化物交联剂、紫外线吸收剂和抗氧化剂都参与化学反应。
过渡金属氧化物帮助分解某些环境中的抗氧化剂。
抗氧化剂的消失使剩余过氧化交联剂与紫外线吸收剂发生反应,生成深色材料。
二、背板的原因
国外有文章指出蜗牛纹的出现与水汽有关,尤其是从背板透过的水汽,通过EVA胶膜后从隐裂处渗过,在电池片表面富集,造成银浆氧化,形成黑色纹路。
蜗牛纹的出现是一个综合的过程,EVA胶膜中的助剂、电池片表面银浆构成、电池片的隐裂以及体系中水份的催化等因素都会对蜗牛纹的形成起促进作用,而蜗牛纹现象的出现也不是必然,而是有它偶然的引发因素,这也解释了同一批次组件中不是所有的组件都必然出现的现象。