焊接材料手册
焊接手册(ASME规范)

压力容器焊接手册(ASME 规范)
目录
版次:0
2 第 2 页,共 104 页
压力容器焊接手册(ASME 规范)
1.1 目的 作为焊接 ASME 规范容器的参考基准。
第一章 总则
1.2 适用范围 本手册适用于按照 ASME 规范建造的压力容器焊接的设计、采购、检验等。
1.3 参考文献 1)ASME 规范第 VIII-1 卷。 2)ASME 规范第 VIII-2 卷。 3)ASME 规范第 IX 卷。 4)ASME 规范第 II-C 卷。
Joint Design 接头
(10)
Backing (Yes) 衬垫(有) (11)
(No)(无)
Backing Material (Type) 衬垫材料(型号)
(12)
(Refer to both backing and retainers)
□Metal
□Nonfusing Metal
□Nonmetallic
压力容器焊接手册(ASME 规范)
版次:0
DHME
压力容器焊接手册(ASME 规范)
第 1 页,共 104 页
焊接科-焊接技术系 2007 年
1
第一章 总则 1.1 目的 1.2 适用范围 1.3 参考文献 第二章 设计规范 2.1 编制 WPS 2.2 评定 PQR 2.3 设备焊接坡口设计 第三章 采购要求 3.1 焊接材料采购技术要求 3.2 焊接材料选择指南
压力容器焊接手册(ASME 规范)
版次:0
POSITION QW-405 焊接位置 Position(s) of Groove 坡口的位置 Welding Progression: Up 向上 Position(s) of Fillet 角焊缝位置
金属焊接材料手册

金属焊接材料手册(最新版)目录一、金属焊接材料手册概述二、金属焊接材料的分类1.焊条2.焊丝3.焊剂4.保护气体三、各类金属焊接材料的特点与应用1.焊条的特点与应用2.焊丝的特点与应用3.焊剂的特点与应用4.保护气体的特点与应用四、金属焊接材料的选用原则与方法五、金属焊接材料的存储与使用注意事项正文【一、金属焊接材料手册概述】金属焊接材料手册是一本详细介绍各类金属焊接材料的专业书籍,旨在为广大焊接工作者提供一本实用的工具书。
本书详细介绍了金属焊接材料的分类、特点、应用、选用原则与方法以及存储与使用注意事项等方面的内容,帮助读者更好地了解和运用各类焊接材料。
【二、金属焊接材料的分类】金属焊接材料主要分为以下几类:1.焊条:焊条是一种常见的焊接材料,主要用于焊接碳钢、不锈钢等材料。
焊条分为酸性焊条和碱性焊条,根据不同材料和焊接需求选择合适的焊条。
2.焊丝:焊丝主要用于自动焊接和氩弧焊接等工艺,根据焊接材料和焊接方法选择合适的焊丝。
焊丝分为实心焊丝和药芯焊丝,药芯焊丝又可分为气体保护焊丝和自保护焊丝。
3.焊剂:焊剂在焊接过程中起到保护熔池、改善焊缝成形和提高焊缝质量等作用。
焊剂分为酸性焊剂和碱性焊剂,根据焊接材料和焊接方法选择合适的焊剂。
4.保护气体:保护气体在焊接过程中用于保护熔池和焊缝,防止氧化和污染。
常用的保护气体有氩气、氮气、二氧化碳等。
【三、各类金属焊接材料的特点与应用】1.焊条的特点与应用:焊条具有操作简便、熔敷速度快等特点,广泛应用于各种钢结构、汽车制造、船舶制造等行业。
2.焊丝的特点与应用:焊丝具有焊接速度快、熔敷均匀等特点,适用于自动焊接、氩弧焊接等工艺,广泛应用于汽车制造、家电制造等行业。
3.焊剂的特点与应用:焊剂具有保护熔池、改善焊缝成形等特点,根据不同焊接方法和材料选择合适的焊剂,应用于各种焊接结构和工程。
4.保护气体的特点与应用:保护气体具有保护熔池、防止氧化等特点,根据不同焊接方法和材料选择合适的保护气体,应用于各种焊接结构和工程。
焊接材料速查手册

焊接材料速查手册第一章: 焊接基础知识1.1 焊接概述焊接是一种常用的金属加工方法,通过加热金属,使其熔化并与其他金属连接,在工业生产、建筑领域和制造业中得到广泛应用。
1.2 焊接材料焊接材料通常包括焊丝、焊剂、焊条等。
各种材料的选择取决于焊接的具体要求和工艺方法。
1.3 焊接方法常用的焊接方法包括气焊、电弧焊、激光焊等,每种方法都有自己的特点和适用范围。
第二章: 焊接材料分类和性能特点2.1 焊丝焊丝是焊接中常用的一种材料,分为铝焊丝、铜焊丝、不锈钢焊丝等,每种焊丝都有其特定的焊接要求和用途。
2.2 焊剂焊剂是焊接过程中常用的辅助材料,包括药芯焊剂、液体焊剂等,能够提高焊接质量和效率。
2.3 焊条焊条是一种包覆电弧焊材料,常用于手工电弧焊和机器焊接,适用于各种材料的接头。
第三章: 焊接材料的选择与应用3.1 焊接材料选择指南选择合适的焊接材料需要考虑材料的成分、性能、适用范围等因素,以确保焊接接头的质量和可靠性。
3.2 焊接材料的应用技巧在实际焊接操作中,需要掌握好焊接材料的使用技巧,包括熔化控制、焊接速度、填充方法等,以确保焊接质量。
第四章: 焊接材料的储存和保养4.1 焊接材料的储存要求各种焊接材料在储存期间需要注意避免潮湿、腐蚀和机械损伤等问题,以保证其正常使用。
4.2 焊接材料的保养技巧定期检查和清理焊接设备和材料,及时更换老化或损坏的部件,做好保养工作,延长材料的使用寿命。
结语:《焊接材料速查手册》是一本介绍焊接材料的基本知识、分类和选择应用的手册,旨在帮助焊接工作者快速了解各种焊接材料的特性和应用方法,提高焊接质量,确保焊接工作的顺利进行。
希望本手册能为广大焊接工作者提供有益的参考信息。
大桥焊接材料手册

大桥焊接材料手册摘要:1.大桥焊接材料手册概述2.大桥焊接材料的分类与特点3.大桥焊接材料的应用4.大桥焊接材料的发展趋势正文:【大桥焊接材料手册概述】随着我国基础设施建设的飞速发展,桥梁工程在国民经济中的地位日益重要。
大桥焊接材料作为桥梁建设的关键材料之一,其质量和性能对桥梁工程的安全、稳定和使用寿命具有举足轻重的影响。
为了满足桥梁建设对焊接材料的需求,我们推出了《大桥焊接材料手册》,旨在为相关领域的工程技术人员提供一本实用、全面的焊接材料参考书。
【大桥焊接材料的分类与特点】《大桥焊接材料手册》按照焊接材料的性质和用途,将其分为以下几类:1.钢结构焊接材料:包括碳素结构钢、优质碳素结构钢、高质碳素结构钢等。
这类焊接材料具有较高的强度、良好的塑性和韧性,广泛应用于桥梁钢结构的焊接。
2.钢筋焊接材料:包括普通钢筋、预应力钢筋等。
这类焊接材料具有良好的抗拉强度、抗压强度和抗折强度,适用于桥梁钢筋的焊接。
3.铸铁焊接材料:包括灰铁、球墨铸铁等。
这类焊接材料具有良好的抗震性能和耐磨性能,适用于桥梁铸铁件的焊接。
4.铝合金焊接材料:包括纯铝、铝镁合金等。
这类焊接材料具有较高的导热性能和导电性能,适用于桥梁铝合金结构的焊接。
【大桥焊接材料的应用】《大桥焊接材料手册》详细介绍了各类焊接材料在不同桥梁工程中的应用实例,包括:1.钢结构桥梁:以碳素结构钢等焊接材料为主,采用合适的焊接方法和工艺,实现钢结构桥梁的高质量焊接。
2.钢筋混凝土桥梁:以预应力钢筋等焊接材料为主,通过预应力钢筋的焊接和张拉,提高桥梁的承载能力和稳定性。
3.铸铁桥梁:以灰铁、球墨铸铁等焊接材料为主,采用适当的焊接方法和工艺,实现铸铁桥梁的高质量焊接。
4.铝合金桥梁:以纯铝、铝镁合金等焊接材料为主,通过合适的焊接方法和工艺,提高铝合金桥梁的焊接质量和性能。
【大桥焊接材料的发展趋势】随着桥梁技术的不断创新和发展,大桥焊接材料也将迎来新的发展机遇。
压力容器焊接手册(ASME焊接材料选择指南rev.3)
版次:3
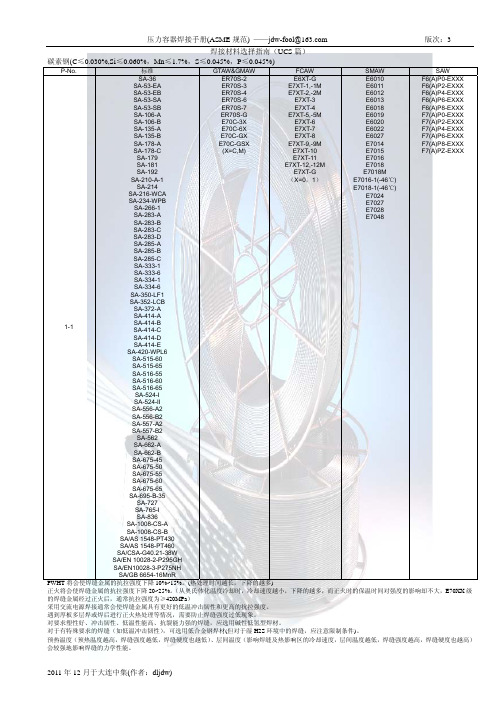
标准 GTAW&GMAW FCAW SMAW SAW F6(A)P0-EXXX SA-36 ER70S-2 E6XT-G E6010 F6(A)P2-EXXX SA-53-EA ER70S-3 E7XT-1,-1M E6011 F6(A)P4-EXXX SA-53-EB ER70S-4 E7XT-2,-2M E6012 SA-53-SA F6(A)P6-EXXX ER70S-6 E7XT-3 E6013 F6(A)P8-EXXX SA-53-SB ER70S-7 E7XT-4 E6018 F7(A)P0-EXXX SA-106-A ER70S-G E7XT-5,-5M E6019 F7(A)P2-EXXX SA-106-B E70C-3X E7XT-6 E6020 SA-135-A F7(A)P4-EXXX E70C-6X E7XT-7 E6022 F7(A)P6-EXXX SA-135-B E70C-GX E7XT-8 E6027 F7(A)P8-EXXX SA-178-A E70C-GSX E7XT-9,-9M E7014 F7(A)PZ-EXXX SA-178-C (X=C,M) E7XT-10 E7015 SA-179 E7XT-11 E7016 SA-181 E7XT-12,-12M E7018 SA-192 E7XT-G E7018M SA-210-A-1 (X=0,1) E7016-1(-46℃) SA-214 E7018-1(-46℃) SA-216-WCA E7024 SA-234-WPB E7027 SA-266-1 E7028 SA-283-A E7048 SA-283-B SA-283-C SA-283-D SA-285-A SA-285-B SA-285-C SA-333-1 SA-333-6 SA-334-1 SA-334-6 SA-350-LF1 SA-352-LCB SA-372-A SA-414-A SA-414-B 1-1 SA-414-C SA-414-D SA-414-E SA-420-WPL6 SA-515-60 SA-515-65 SA-516-55 SA-516-60 SA-516-65 SA-524-I SA-524-II SA-556-A2 SA-556-B2 SA-557-A2 SA-557-B2 SA-562 SA-662-A SA-662-B SA-675-45 SA-675-50 SA-675-55 SA-675-60 SA-675-65 SA-695-B-35 SA-727 SA-765-I SA-836 SA-1008-CS-A SA-1008-CS-B SA/AS 1548-PT430 SA/AS 1548-PT460 SA/CSA-G40.21-38W SA/EN 10028-2-P295GH SA/EN10028-3-P275NH SA/GB 6654-16MnR PWHT 将会使焊缝金属的抗拉强度下降 10%~15%。(热处理时间越长,下降的越多) 正火将会使焊缝金属的抗拉强度下降 20~25%。 (从奥氏体化温度冷却时,冷却速度越小,下降的越多,而正火时的保温时间对强度的影响却不大,E70XX 级 的焊缝金属经过正火后,通常抗拉强度为≥420MPa) 采用交流电源焊接通常会使焊缝金属具有更好的低温冲击韧性和更高的抗拉强度。 遇到厚板多层焊或焊后进行正火热处理等情况,需要防止焊缝强度过低现象。 对要求塑性好、冲击韧性、低温性能高、抗裂能力强的焊缝,应选用碱性低氢型焊材。 对于有特殊要求的焊缝(如低温冲击韧性) ,可选用低合金钢焊材(但对于湿 H2S 环境中的焊缝,应注意限制条件)。 预热温度(预热温度越高,焊缝强度越低,焊缝硬度也越低) 、层间温度(影响焊缝及热影响区的冷却速度,层间温度越低,焊缝强度越高,焊缝硬度也越高) 会较强地影响焊缝的力学性能。 P-No.
焊接材料工艺及设备手册说明书

书籍信息版 次:1页 数:1098字 数:1754000印刷时间:2004年03月01日开 本:纸 张:胶版纸包 装:平装是否套装:否国际标准书号ISBN:9787502531973内容简介本手册从实用性角度对焊接材料、焊接工艺和焊接设备的技术现状作了系统的阐述,为生产厂家选择和正确使用焊接与焊接设备提供了依据。
全手册共分为三篇:第一篇介绍当前广泛使用的各种焊接材料(如焊条、焊丝、焊剂、保护气体以及钎焊材料等)的分类、性能特点和应用范围,重点突出各类焊接材料的选用方法;第二篇介绍各种材料(钢铁材料、有色金属、异种材料、陶瓷等)常用的焊接接方法及工艺,给出了具体的工艺参数和技术数据,提出了焊接工艺的要点,可以指导焊接生产;第三篇介绍焊接、切割以及焊接检验设备,包括手工电弧焊、气体保护焊、等离子弧焊、压力焊、电子束焊、激光焊及切割设备等。
本手册的内容是科研和生产一线的焊接工作者需要掌握和经常查阅的资料,反映了当前焊接材料与焊接设备的生产和使用现状,具有新颖性、先进性和实用性。
本手册主要供从事设计、制造的工程技术人员、焊接技术工人及焊接材料和设备的管理人员使用,也可供企业、大专院校、科研单位的有关教学和科研人员参考。
目 录第一篇 焊接材料第一章 焊接材料概述1.1 焊接材料的作用1.2 焊接熔渣1.3 焊接材料对焊缝成分与性能的影响第二章 焊接材料的发展现状2.1 世界各国焊接材料的发展2.2 我国焊接材料的发展现状2.3 我国焊接材料发展前景第三章 电焊条3.1 电焊条的分类3.2 电焊地条的组成3.3 电焊条的型号和牌号3.4 焊条药皮配方设计3.5 电焊条的选用3.6 电焊条检验技术第四章 焊丝4.1 焊丝的分类4.2 焊丝的型号和牌号4.3 焊丝的成分、性能和用途4.4 焊丝的选用4.5 国外焊丝的性能、成分和用途第五章 焊剂5.1 焊剂的分类5.2 焊剂的牌号和型号5.3 国产焊剂的组成、性能及应用特点5.4 焊剂的选用……第六章 焊接用气体第七章 钎剂与钎料第八章 焊接材料的使用及保管第九章 各国焊接材料型号及牌号对照参考文献第二篇 焊接工艺第一章 概述第二章 金属材料及焊接特点第三章 碳钢的焊接第四章 低合金强度用钢的焊接第五章 低合金特殊用钢的焊接第六章 铸铁焊接第七章 不锈钢的焊接第八章 铝及铝合金的焊接第九章 铜及铜合金、钛及钛合金、镁及镁合金的焊接 第十章 异种材料的焊接第十一章 硬质合金和陶瓷的焊接第十二章 各国常用焊接结构用钢钢号对照参考文献第三篇 焊接设备第一章 焊接设备概述第二章 手工电弧焊设备第三章 埋弧焊机第四章 非熔化极气体保护焊设备第五章 熔化极氩弧焊设备第六章 二气化碳气体保护焊设备第七章 等离子弧焊设备第八章 电阻焊设备第九章 其他焊接设备第十章 切割设备与工艺第十一章 无损检测设备参考文献版权信息本站所提供下载的PDF图书仅提供预览和简介,请支持正版图书。
ASME焊接材料选择指南
压力容器焊接手册(ASME 规范)
版次:1
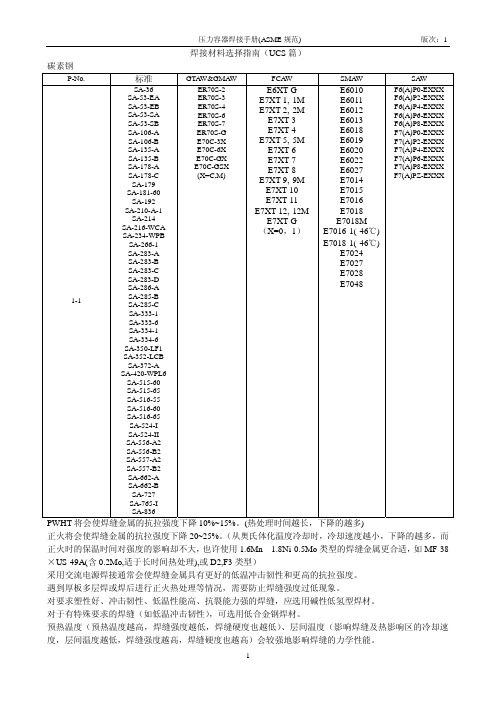
碳素钢 P-No. 标准
SA-105 SA-106-C SA-181-70 SA-210-C SA-216-WCB SA-216-WCC SA-234-WPC SA-266-2 SA-226-3 SA-266-4 SA-299 SA-350-LF2 SA-372-B SA-455 SA-508-1 SA-508-1A SA-515-70 SA-516-70 SA-537-1 SA-541-1 SA-541-1A SA-556-C2 SA-557-C2 SA-587 SA-662-C SA-737-B SA-738-A SA765-II GTAW&GMAW ER70S-2 ER70S-3 ER70S-4 ER70S-6 ER70S-7 ER70S-G E70C-3X E70C-6X E70C-GX E70C-GSX (X—C,M) FCAW SMAW SAW F7(A)P0-EXXX F7(A)P2-EXXX F7(A)P4-EXXX F7(A)P6-EXXX F7(A)P8-EXXX F7(A)PZ-EXXX
ER70S-A1 ER80S-D2
E8XT1-A1,-A1M E7XT5-A1,-A1M
3-1 (C-0.5Mo)
E7010-A1 E7011-A1 E7015-A1 E7016-A1 E7018-A1 E7020-A1 E7028-A1
F7A(P)X-EX-A1 F8A(P)X-EX-A2 F8A(P)X-EX-A3
/
EXXTX-B1
3-1 (0.5Cr-0.5Mo)
SA-335-P2 SA-369-FP2 SA-387-2-1
E8016-B1 E8018-B1
/
焊接手册(第1卷)焊接方法及设备、(第2卷)材料的焊接、(第3卷)焊接结构(第3版)

警■技术 Ma_ti ageSl nenk m l s
设 粒子初 始种群 规 模 m=10 0 。在 调度 方 案 中选 择 最 大完工 时间 为 4 5的 调度 结 果 , 前完 工 时 间为 1 。 4 提 5
l 9 . 9—4 9 5 3 3
5 KENNEDY ,EB J ERHART R C.P ril wa i pi zto .P o ed・ a ces m t t o miain rc e ig EE I tmain l o frn e n n sI E ne t a C nee c o Ne rlNewok . Pictw y o u a t rs saa a , NJ ,US A:I E S rie C ne ,1 9 1 4 EE e c e tr 9 5:9 2—1 4 v 98
a y, , A :E wa NJ US IEE e ie C ne ,1 9 6 S r c e tr 9 8:9—7 v 3
8 S iY H ,Eb r a C P r mee ee t n i a i l w r o t z — h e h r R a a t rs l ci n p r c e s a m p i a t o t mi
1 E O l—GALL AD ,El—HAW ARY ,S L A M AL AM ,ea . En a cn A t 1 h n ig t e p ril wa n p i z rv a p o e a a t r ee t n P o e d h a ce s r lo t t mi e i r p r p mee s l ci . r c e — r s o i g f t e 2 0 EEE Ca a in C n e e c n l crc l n s o h 0 2 I n d a o fr n e o E e tia &Co ue mp tr
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《火力发电厂金属焊接手册》❖一、序❖二、进行焊接工艺评定工作的依据❖三、焊接工艺评定的适用范围❖四、焊接工艺评定的目的❖五、焊接工艺评定的特点❖六、焊接工艺评定的条件❖七、焊接工艺评定的规定❖八、焊接工艺评定的程序及实施(重点)❖九、根据焊接工艺评定报告编制焊接作业指导书❖十、焊接工艺评定复习题第三十二章焊接工艺评定及试验第一节概述一、焊接工艺评定焊接工艺评定是制定工程焊接工艺卡,焊接作业指导书的技术依据,是确保锅炉、压力容器和压力管道焊接质量的一项基础性技术性工作。
从广义讲,凡是工程上动电火焊,施焊中的操作工艺都必须依据焊接工艺评定结论所规定的工艺参数进行,否则就无法保证焊接质量。
什么是焊接工艺评定?焊接工艺评定是为验证所拟定的焊件焊接工艺参数的正确性而进行的试验过程和结果评价。
也可以说焊接工艺评定就是指验证所拟定的有关产品的焊接工艺的正确性,包括准备、焊接、试验及其结果评价的过程。
焊接工艺评定是生产实践中的一个过程。
这个过程有前提、有目的、有结果、有限制范围局限。
焊接工艺的正确性和合理性必须通过相应的实验即焊接工艺评定加以验证。
保证所确定的焊接工艺第一,必须确保焊件的质量,焊缝不容许有超标的缺陷,接头的各项性能必须符合产品技术条件和相应的标准要求。
第二,在确保焊接接头质量的情况下尽可能提高焊接效率。
第三,最大限度的降低生产成本,获取最大的经济效益。
焊接工艺评定的过程是一个很复杂的物理化学过程,所以焊接工艺评定要按照所拟定的工艺方案,焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项指标。
然后将判断全过程积累的各项焊接工艺因素和试验结果,整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
焊接工艺评定并不是解决钢材的焊接性等问题,而是验证焊接工艺的正确性和本单位完整地实施这个焊接工艺的能力。
在电力行业,当前焊接工艺评定规定需要进行的试验,绝大多数是焊接接头的常温力学试验。
焊接某一件试件,通常通过了外观检验、无损检测和常温力学试验,一般认为就是通过了焊接工艺试验。
这是不够的,这样的结果也许是不可靠的。
目前,我们对于工艺评定的使用性能的试验还没有做全,有一些试验需要时间长,也是很复杂的,如:接头的高温持久试验、蠕变试验、应力腐蚀试验。
按道理应该完全按照使用性能的要求来设计验证性试验项目;对于常用的钢种,这些部件焊接的经验对于电力行业来说已经积累了几十年,况且大部分钢材没有变化,这种情况下,完全按照使用性能的要求来设计验证性试验项目将会导致因重复工作而浪费大量资源。
所以工艺评定标准没有完全按照使用性能的要求来设计验证性试验项目,有条件可以考虑增加某些必要的验证性试验。
对于新钢种则必须考虑这些试验项目。
焊接工艺评定可以解决的问题是:(一)、验证施焊单位所拟定的工艺方案是否正确,能否达到产品技术条件所要求的质量标准,是焊接工艺实行的可靠依据。
(二)、根据焊接工艺评定报告制订焊接作业指导书因此,国家标准和GB50236—98和一些行业标准JB4708 —2000、原电力部SD340—89 《火力发电厂锅炉、压力容器焊接工艺评定规程》现改为DL/T868—2004《焊接工艺评定规程》分别对焊接工艺评定都做了具体的要求,以指导各企业正确实施焊接工艺评定起到了重要作用。
80年代以后,电力系统高温、高压机组不断涌现,尤其近年来超临界、超超临界机组的出现,新钢种、新材料不断出现,还有《蒸汽锅炉安全监察规程》、《压力容器安全监察规程》和《电力工业锅炉压力容器监察规程》等规程都严格规定要进行焊接工艺评定,而我们的机组安装、设备的检修工作中也都不同程度出现了由于焊接工艺不当影响焊接质量,并造成了一定的损失。
在这种形势下,为了适应电力工业焊接技术发展要求,出版了第一本电力行业的焊接工艺评定规程《火力发电厂锅炉、压力容器焊接工艺评定规程》,规程编号为SD340-89。
SD340-89出版后,我们电力行业的焊接工作者做了大量的基础工作,当时的东北电管局和华北电管局等地都由上级主管部门专项拨款,根据这一规程进行了系统的、规范的焊接工艺评定,做到了材质按级按类覆盖、规格尺寸按壁厚和管径分别覆盖、焊接方法覆盖、规范参数按大小线能量覆盖,完善了电力工业的焊接技术管理的基础工作,彻底扭转了过去只注重焊工技艺操作水平的外观合格和无损探伤合格,不管其焊接热输入量的焊接线能量以及焊接工艺影响钢材其它性能的观念,认识到整体的焊接工艺实施才是保证焊接质量、满足使用要求的重要条件。
该规程实施15年来,我们电力行业焊接工作者积累了丰富的经验,对工艺评定的涵义、内容以及实施的程序有了更深一层的理解。
火力发电厂超临界、超超临界机组不断发展,原有的低碳钢的水冷壁、低合金钢的过热器、再热器、联箱以及蒸汽管道已经满足不了要求,越来越多的高合金钢的新材料T91、P91、T92、P92、T122、P122、E911、E122、NF12、TP347HFG、super304H、HR3C、NF707的使用,对实施的工艺可靠性要求越来越高,因而使焊接工艺评定的难度也越来越大,也就是说,材料的焊接制约着超临界、超超临界机组的发展,每一种新材料的出现必须首先要经过我们的焊接工艺评定合格才能应用,由此看出焊接工艺评定工作的重要性。
今天我们共同研究怎样做好焊接工艺评定。
(另一问题培训就要按合格的焊接工艺来进行培训、现场实施时按培训时的要求进行)第二节、焊接工艺评定工作规则焊接工艺评定过程中,应始终把各有关规程做为焊接工艺评定工作技术依据。
主要规程有:《蒸汽锅炉安全技术监察规程》、《电力工业锅炉压力容器监察规程》DL612—1996、《焊接工艺评定规程》DL/T 868—2004 、《火力发电厂焊接技术规程》DL/T869—2004以及一些相关检验规程等。
三、焊接工艺评定的适用范围焊接工艺评定就是指验证所拟定的有关产品的焊接工艺的正确性,包括准备、焊接、试验及其结果评价的过程。
焊接工艺评定是生产实践中的一个过程。
这个过程为单位提供了许多的试验、检验报告和样品。
它有前提、有目的、有结果、有评价、有限制范围局限。
焊接工艺评定规程的任务就是规范这个过程,所以焊接工艺评定的整个过程都要遵循焊接工艺评定规程的要求进行。
1、焊接工艺评定适用于电力行业锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修的焊接工作和焊工培训和焊工技术考核,在这些工作实施前都要进行的焊接工艺评定,来确定所拟订的工艺的正确性。
2、焊接工艺评定适用于焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、药芯焊丝电弧焊、气焊、埋弧焊等焊接方法。
3、一个从事安装或检修的单位的焊接工艺评定报告是其技术储备的重要标志之一。
这些技术储备一般是以技术档案资料方式保存在单位之内,我们称之为资料。
当单位预计或遇到需要完成的焊接工程时,应该首先从自己的技术档案查询。
如果没有这一工程任务所必须具备的焊接工艺评定文件,或虽然有近似的焊接工艺评定文件,然而根据本标准发现其适用范围与将面临的焊接工程不符合/或不可覆盖,单位应该安排进行焊接工艺评定工作。
4、焊接工艺评定总是具有针对性的。
如果产品是压力容器,则其工艺评定的试验结果应该符合这个压力容器的技术条件的要求;如果产品是承重钢结构,则其工艺评定试验结果应该符合该承重钢结构的技术条件的要求等等。
各种产品的技术条件是不同的,这是焊接工艺评定工作的出发点。
强调以产品的技术条件为焊接工艺评定试验合格标准的首要要求,是因为这是焊接工艺评定工作的前提之一。
四、焊接工艺评定的目的焊接工艺评定并不是为了解决钢材的焊接性问题,也不是在寻找最佳的焊接工艺。
某一单位进行焊接工艺评定的直接目的仅仅是验证其拟定的焊接工艺的正确性。
(例如:工艺规范正确的不仅仅是一个)1、是生产活动和焊工培训教学应遵循的基本技术文件。
2、是焊接质量管理所要执行的关键环节或重要措施。
3、是反映一个单位施焊能力和技术水平的重要标志。
4、是行业和国家相关的规程所做规定的必须进行的项目。
五、焊接工艺评定特点1、焊接工艺评定是解决任一钢材在具体条件下的焊接工艺问题,而不是选择最佳工艺参数,而是有一定的范围,供大多数人接受。
2、焊接工艺评定是解决在具体工艺条件下的使用性能问题,但不能解决消除应力、减少变形、防止焊接缺陷产生等涉及到的整体质量问题。
(这些问题根据现场实际情况、培训来解决)3、焊接工艺评定是以试验原材焊接性能为基础,通过焊接工艺评定的技术文件的指导,在可靠的技术条件下,去主动指导生产,避免了把实际产品当试验件的弊病。
附:试验过程中应该排除人为因素,把焊接工艺评定与焊工技能评定混为一谈。
这要求主持评定工作的人员应该有能力分辨出现缺陷的原因是焊接工艺问题还是焊工的技能问题,技能问题应通过焊工培训来解决。
六、焊接工艺评定条件1、电力工业发电设备中需以焊接方法实现联接的任何钢材,均应进行焊接工艺评定。
2、评定前应了解其钢材的焊接性。
钢材技术参数、焊接裂纹敏感性等。
3、所有应用的各种焊接材料均应进行焊接工艺评定。
4、所有应用的焊接方法均应进行焊接工艺评定。
5、影响焊接接头力学性能的焊接条件和影响焊接线能量的工艺规范参数均应进行焊接工艺评定。
七、焊接工艺评定的规定1、焊接工艺评定应以规程或技术标准的规定为依据进行。
2、焊接工艺评定的钢材和所选定的焊接材料应有可靠的质量证明资料和焊接性评价资料。
3、焊接工艺评定应在焊接性评价资料的基础上,制订评定工艺方案之后,于正式施焊产品之前所进行的工作。
4、所用的设备、器具和测定仪器等应处于正常工作状态和检定周期内。
5、焊接工艺评定试件的焊制,应由本单位技术熟练的优秀焊工担任(I类焊工),并应进行测量记录。
6、参与焊接工艺评定的人员其资质条件应符合有关规程的要求。
7、工艺评定试验的合格标准应符合产品技术条件的规定。
若产品技术条件没有规定合格标准,则试验包括力学试验、弯曲试验及产品技术条件规定的其他试验,其合格标准按规程执行。
8、焊接工艺评定全过程的技术资料积累,应完整齐全。
第三节、焊接工艺评定的程序焊接工艺评定的程序是:编制和下达焊接工艺评定任务书—编制焊接工艺评定方案—焊制试件和检验试件—编制焊接工艺评定报告—根据焊接工艺评定报告编制焊接作业指导书(或称焊接工艺卡)一、编制和下达焊接工艺评定任务书任务书的主要作用是下达评定任务,因此,其主要的内容应为:评定目的、评定项目和承担评定任务的部门及人员的资质条件等。
(一)、根据规程和钢材的理论基础知识(焊接性)等,确定各项技术指标。
强度、塑性、韧性等指标。
按照DL/T869的规定,要求焊缝金属的化学成分和力学性能应与母材相当或不低于母材相应规定值的下限。
(二)、根据评定的要求,按规程的适用范围做好相关覆盖,确定好评定项目。