冲压产品控制计划(control plan)
控制计划cp英文缩写

控制计划(Control Plan) - CP英文缩写1. 引言控制计划(Control Plan)是一种用于确保产品或过程质量的工具。
它的主要目标是明确产品和过程中的关键特征,并确定相应的控制措施以确保这些特征达到预期要求。
本文将介绍控制计划的定义、作用、编制步骤以及关键要点。
2. 定义控制计划(Control Plan)是一种文档,用于记录产品或过程的关键特征,以及为达到这些特征所采取的控制措施。
它通常与产品质量管理系统的其他文档(如质量手册、程序文件等)相互关联,共同确保产品和过程的质量。
3. 作用控制计划在产品开发和生产过程中发挥着重要作用。
它主要用于以下几个方面:3.1 确定关键特征控制计划通过明确产品或过程中的关键特征,帮助团队理解需要特别关注的方面。
这些特征可能与产品的功能、性能、外观等相关,也可能与生产过程的稳定性、控制能力等相关。
通过明确这些关键特征,团队能够更好地制定相应的控制策略。
控制计划明确了为确保产品或过程质量采取的控制措施,包括但不限于尺寸测量、工艺参数控制、工具和设备校准等。
这些控制措施的规范化有助于提高生产过程的稳定性和一致性,降低质量风险。
3.3 审核和改进控制计划作为一种文档,可以被审核和改进。
通过定期审查控制计划,可以发现潜在的问题和改进机会,并及时做出相应的调整。
这有助于持续提升产品和过程的质量水平。
4. 编制步骤编制控制计划通常需要经过以下几个步骤:4.1 确定关键特征在制定控制计划之前,需要首先明确产品或过程中的关键特征。
这些特征可以通过设计规范、用户需求、技术要求等途径获取。
团队需要对这些特征进行评估,确定其重要性和可测性。
根据关键特征的评估结果,制定相应的控制措施。
控制措施应具体、可操作,并能够确保关键特征的合格水平。
同时,还需要考虑控制措施的有效性和可行性。
4.3 编写控制计划根据确定的关键特征和控制措施,编写控制计划文档。
控制计划文档应包括关键特征的描述、测量方法、控制要点、控制频率、负责人等信息。
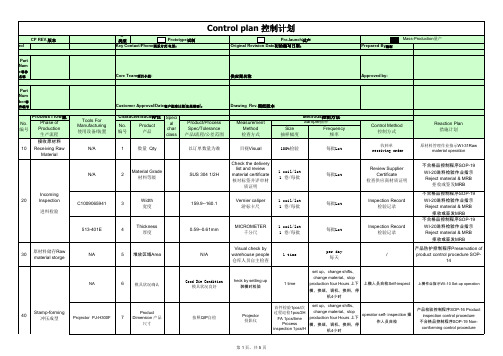
金属冲压加工控制计划
20
Incoming Inspection 进料检验
C1009065941
3
Width 宽度
159.9--160.1
1 coil/lot 1 卷/每批
每批Lot
Inspection Record 检验记录
513-401E
4
Thickness 厚度
0.59--0.61mm
MICROMETER 千分尺
1 coil/lot 1 卷/每批
Product/Process Spec/Tolerance 产品/流程/公差范围 以订单数量为准
Measurement Method 检查方式 目视Visual Check the delivery list and review material certificate 核对标签并评审材 质证明 Vernier caliper 游标卡尺
N/A
பைடு நூலகம்
2
Material Grade 材料等级
SUS 304 1/2H
1 coil/lot 1 卷/每批
每批Lot
Review Supplier Certificate 检查供应商材质证明
不合格品控制程序SOP-19 WI-20进料检验作业指示 Reject material & MRB 拒收或签发MRB 不合格品控制程序SOP-19 WI-20进料检验作业指示 Reject material & MRB 拒收或签发MRB 不合格品控制程序SOP-19 WI-20进料检验作业指示 Reject material & MRB 拒收或签发MRB 产品防护控制程序Preservation of product control procedure SOP-14
CP控制计划(control_plan培训内容)
10、制定并实施控制计划对组织有什么好处? ■ 质量:控制计划方法论减少了浪费并提高了在设 计、制造和装配中的产品质量。这一结构性方法 为产品和过程提供了一完整的评价。控制计划识 别过程特性并帮助识别导致产品特性变差(输出 变量)的过程特性的变差源(输入变量)。 ■ 顾客满意程度:控制计划聚焦于将资源用于对顾 客来说重要的特性有关的过程和产品。将资源正 确分配在这些重要项目上有助于在不影响质量的 情况下,降低成本。 ■ 交流:作为一个动态文件,控制计划明确并传达 了产品/过程特性、控制方法和特性测量中的 变化。
◆ 控制计划是质量策划过程的一个重要阶段,是对控制零件和过程的
体系的全面策划;一个单一的控制列的产品。
◆ 控制计划是一份动态文件,它在整个产品寿命周期中得到保持和使
用,并随着测量系统和控制方法的评价和改进对其进行修订,以确
保按顾客的要求制造出优质的产品。
13、样件控制计划、试生产控制和生产控制计划的区别:
③ 生产 — 在大批量生产中,对产品/过程特性所涉及尺寸测量、材料和性能 /功能试验、过程控制、检验和试验的测量系统作出书面描述(包括:原材料 检验/试验、入库/贮存、生产/制造/加工、作业员首检和自检、检验员过程 巡检/试验、包装、成品/最终检验/试验、全尺寸检验和功能试验、成品入库 /贮存、出货)。
8、核心小组: 填入负责制定控制计划最终版本的人员 的姓名和电话或传真。建议将所有小组 成员的姓名、电话或传真、地址都包括 在所附的分配表中。
控制计划核心小组成员清单
制定部门:技术部
产品名称
序 号
姓名
部门
规格/型号
职务
住址
1 刘工 技术部 经理
制定日期:2006年05月10日
冲压控制计划_Control_Plan
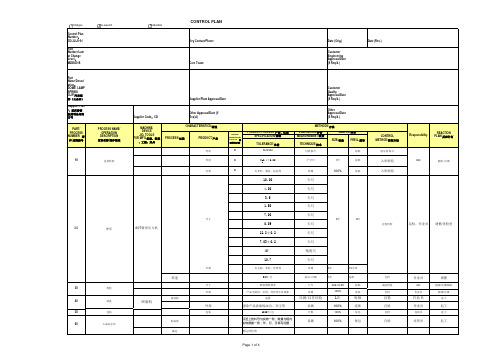
Prototype Pre-Launch Production Key Contact/Phone Core Team: Supplier/Plant Approval/Date Other Approval/Date (If Req'd.) Date (Orig.) Date (Rev.) Control Plan Number: CD/JLLS-01 Part Number/Latest Change Level: MZ8023-B Part Name/Description: DOME LAMP SPRING CLIP/汽车配件(五金件) Supplier/Plant:重庆崇德金属制品有限公司 Supplier Code : CD
PROCESS NAME/ OPERATION DESCRIPTION 过程名称 /操作描述
MACHINE, DEVICE JIG, TOOLS FOR MFG.机器、装置 、工装、夹具
CHARACTERISTICS/特性
Special characteristi c CLASS 特 殊特性分类
METHODS/方法 PRODUCT/PROCESS 产品、过程 SPECIFICATION/规范 TOLERANCE/公差 SUS302 EVALUATION/评价 MEASUREMENT/测量 TECHNIQUE/技术 材质报告 每批 验证质保书 SAMPLE/样本 SIZE/容量 FREQ./频率 CONTROL METHOD/控制方法 Responsibility REACTION PLAN/反应计划
卡尺 卡尺 卡尺 角度尺 卡尺
目测 3件 10分钟
巡检、作业员
调整/再检查
12.8±0.2 7.03±0.2 40° 10.7
控制计划(control-plan)
4、控制计划(CP)的目的: 提供结构性的途径;最大限度地减少过程和产品变 差;使控制计划在整个产品寿命周期中得到保持和 使用,确保按顾客的要求制造出优质的产品。
5、控制计划(CP)实施的时机和范围:
公司内所有的产品(包括:新产品和常规产品-老 产品和旧产品) 6、控制计划对用来最大限度减少过程和产品变差的体系 作了简要的书面描述。控制计划不能替代包含在详细 的操作者指导书中的信息。
22、特殊特性分类: 22.1 填入顾客指定的或整车厂(OEMs)要求的或公 司内部确定的(包括与顾客等效的特殊特性符 号)产品和/或过程的特殊特性符号。或者这 一栏可空着用来填写未指定的特性。 22.2 顾客可以使用独特的符号来识别那些诸如影响 顾客安全、法规符合性、功能、配合或外观的 重要特性。 22.3 这些特殊特性符号主要是用来识别那些诸如影 响顾客安全、法规符合性、功能、配合或外观 的重要特性,这些特殊特性的符号标识为“关 键”、“主要的”、“安全的”、“重要的”。 注:但特性的重要性等级很高(如:安全、关 键、重要特性)时,顾应把重点放在: ◆ 满足所有顾客的要求; ◆ 控制过程,而不是产品; ◆ 预防而不是发现; ◆ 把目标定在自然容限,而不是产品规格容限; ◆ 防错而不是检验; ◆ 管理控制方法。
27.5 当选择控制方法时,应考虑: ◆ 特性的重要性; ◆ 变差的来源。 注:理解特性变差的原因,对指导小组人员选 用正确的控制方法具有十分重要的作用。
21、过程: 21.1 填入过程特性的相关内容,过程特性是指在其 发生时才能测量出的、与被识别产品特性具有 因果关系的过程变量(输入变量)。 21.2 多方认证小组应识别和控制其过程特性的变差 以最大限度减少产品变差。 21.3 对于每一个产品特性,可能有一个或更多的过 程特性。 21.4 在某些过程中,一个过程特性可能影响多个产 品特性。
控制计划(control plan)
◆过程参数和装配尺寸特性
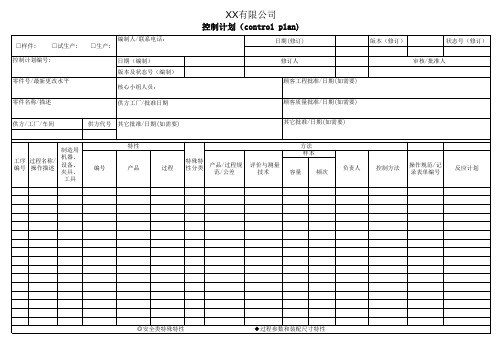
□样件; □试生产; 控制计划编号: 零件号/最新更改水平 零件名称/描述
编制人/联系电话: □生产;
日期(编制) 版本及状态号(编制)
核心小组人员:
供方工厂/批准日期
供方/工厂/车间
供方代号 其它批准/日期(如需要)
XX有限公司
控制计划(control plan)
日期(修订)
版本(修订)
状态号(修订)
修订人
审核/批准人
顾客工程批准/日期(如需要)
顾客质量批准/日期(如需要)
其它批准/日期(如需要)
制造用
工序 过程名称/ 编号 操作描述
机器、 设备、 夹具、
Hale Waihona Puke 工具编号特性 产品
过程
特殊特 性分类
产品/过程规 范/公差
评价与测量 技术
方法 样本
容量 频次
负责人
控制方法
操作规范/记 录表单编号
反应计划
◎安全类特殊特性
浅谈控制计划(CONTROLPLAN)的三个阶段

浅谈控制计划(CONTROLPLAN)的三个阶段控制计划(Control Plan)是产品质量管理的重要工具之一,用于确保产品在制造过程中能够达到预期的质量要求。
控制计划一般包含三个阶段:前控制、过程控制和后控制。
下面对这三个阶段进行详细的讨论。
一、前控制阶段前控制阶段是制定控制计划的第一步,主要目的是在产品正式投产之前,通过对设计、工艺和生产过程进行评估和分析,确定合适的控制措施,以及相应的监控指标和检验手段。
前控制的主要任务有:1.收集和分析相关数据:需要对产品的设计和工艺进行深入的研究和分析,收集相关的数据,包括产品的功能要求、制造工艺参数、原材料要求等信息。
2.评估和优化设计和工艺:通过对产品的设计和工艺进行评估,发现可能存在的问题和风险,提出改进措施,并进行优化。
3.制定控制计划:基于前期的研究和分析结果,制定相应的控制计划,明确需要进行的控制措施、监控指标和检验手段等。
4.建立产品质量标准:根据产品的设计要求和市场需求,建立相应的产品质量标准,明确产品的质量目标和要求。
二、过程控制阶段过程控制阶段是制造过程中最关键的环节,主要是根据前控制阶段制定的计划进行实施和监控,以确保产品制造过程达到预期的质量要求。
过程控制的主要任务有:1.建立过程监控体系:根据前控制阶段确定的监控指标和检验手段,建立完善的过程监控体系,包括监控点的选择、监控频率的确定等。
2.实施过程控制:根据控制计划,实施相应的过程控制措施,如控制工艺参数、制定操作规范、执行5S管理等,以确保产品制造过程的稳定性和可控性。
3.检验和测量:根据控制计划中的检验手段,对产品进行检验和测量,及时发现和纠正可能存在的问题和异常情况,并采取相应的措施进行改进和调整。
4.数据分析和反馈:根据过程控制过程中产生的数据,进行分析和统计,评估过程的稳定性和能力,及时反馈给相关人员,以便进行改进和优化。
三、后控制阶段后控制阶段是在产品制造完成后,对产品进行最终的检验和评估,以确保产品符合质量要求,并对整个控制计划进行评估和总结。
control plan的作用
control plan的作用
Control plan是指控制计划,是质量管理体系中的重要文件之一,它的作用主要体现在以下几个方面:
1. 控制过程,控制计划主要用于控制生产过程中的关键特性和
参数,确保产品的质量稳定性。
通过设定合适的控制点和控制标准,可以有效监控生产过程中的关键环节,及时发现并纠正可能导致产
品质量问题的因素,从而保证产品符合质量要求。
2. 标准化,控制计划可以帮助企业建立标准化的作业程序和工
艺流程,明确各项质量控制活动的责任人和操作方法,为生产过程
提供明确的指导,有利于提高工作效率和减少操作失误,从而保证
产品质量的稳定性和一致性。
3. 问题预防,通过制定控制计划,企业可以在生产过程中预先
识别可能存在的问题和风险,并采取相应的控制措施和预防措施,
以防止质量问题的发生,提高产品的合格率和一致性。
4. 持续改进,控制计划也为持续改进提供了重要的依据和支持。
通过对控制计划的执行情况进行监控和分析,企业可以及时发现生
产过程中存在的问题和不足,从而有针对性地进行改进和优化,不断提升产品质量和生产效率。
总之,控制计划在质量管理体系中扮演着至关重要的角色,它通过规范生产过程、预防问题发生、持续改进等方式,有效地保证产品质量的稳定性和一致性,是企业质量管理工作中不可或缺的重要组成部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TE03P-0001-0106
泰科电子(苏州)有限公司
(工程名/作业内容) (使用的设备/工夹具) 1 2
(产品) 材料厚度 材料宽度 外观 化学成份/力学性 能
(工程)
分类)
(样本大小)
依进料检验规范
10
进料检验
千分尺、游标卡尺、 显微镜
进料检验报告 供应商出货检验报告 品保部 供应商提供之材质证 明 供应商出货检验报告 仓库温湿度记录表 出库单 制程稽核报告单 首件检验报告单、制 程检验报告单、制程 异常通知单、品质异 常纠正措施/物料、作 业鉴审(MRB)会议 记录,PPK≧1.67 资材部 客户图纸
Method (方法) Evaluation / Sample (样品) Size Frequency (频次 ) (管理方式) (责仸部门) (相关标准) Control Method Respons'ty Related Standard Reaction Plan (反应计划)
Measurement Tolerance (评价/测定方法) 千分尺(JEW003) 游标卡尺(JEW002) 目视/显微镜(JEW025) 依供应商提供之材质 证明及出货检验报告 温湿度计 千分尺 游标卡尺 SPM显示表 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 扇形治具(JEW-028) 目视 目视/显微镜(JEW025) 速度指示表 目视 目视 目视 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 投影机(JEW-012) 扇形治具(JEW-028) 目视 目视/显微镜(JEW025) 目视 温湿度计 目视 目视/显微镜(JEW025) 目视 目视
产品检验规范
100PCS
首件连续
30
冲 压 冲压作业
冲床、模具、投影机 、显微镜、治具
9 10 11 12 13 14 15 16 17 1
生产部、 品保部 首件检验报告单 制程检验报告单 制程异常通知单 制程稽核报告单 品质异常纠正措施/ 物料、作业鉴审 (MRB)会议记录
客户图纸 调整或修模
产品检验规范
环境湿度
湿度 30--60 0.8±0.015 62±0.05
±0.05 2.8±0.1 0.1/A ─/0.15 55.80±0.05 9±0.1 3.5± 0.1 2.8±0.1 1.5±0.1 0.2/A 1±0.2 0.03mm MAX 1米以内≤25mm 1米以内≤90° 不能有压伤、变形、油污、 歪PIN、缺PIN等
* Other Approval/Date, If Required (其他的承认/日期)
* Other Approval/Date, If Required (其他的承认/日期,需要时)
Part/ Process No. (产品/ 工程No.)
Process/ Operat'n Descript'n
收料机速度 每盘数量 包装方式 标示 宽度(D4) 宽度(A7) 位置度(D8) 直线度(C3) 长度(C8) 长度(A8) 长度(B8) 宽度(C7) 长度(D8) 对称度(D8) 长度(A5) 扇形 扭曲度 外观 产品包装 环境湿度 规格 外观 膜厚 焊锡性 ☆ □ □ □ □
注意纸带松紧度、绕盘方向 依工单要求 依包装规范 依工单要求核实填写标签 0.8±0.05 2.8±0.1 0.1/A ─/0.15 55.80±0.05 9±0.1 3.5± 0.1 2.8±0.1 1.5±0.1 0.2/A 1±0.2 1米以内≤25mm 1米以内≤90° 不能有压伤、变形、油污、 歪PIN、缺PIN等 是否依规范进行包装 湿度 30--60 依图纸要求 不能有雾状,起泡,油污, 歪PIN,变形 TIN 5--8um 电镀端子类进料检验规范
Product Name (产品名称)
* Supplier/Plant Approval/Date (供方/工厂的承认/日期)
* Other Approval/Date, If Required (其他的承认/日期,需要时)
Supplier /Plant (供方/工厂)
* Supplier Code (供应商 代码)
Measurement Tolerance (评价/测定方法) 目视/显微镜(JEW025) 温湿度计 目视
(工程名/作业内容) (使用的设备/工夹具)
(样本大小) 10PCS 两次
资材部
调整湿度
依产品检验规范 目视 投影机(JEW-012) 一模 每年
品保部
依不合格品管制程序
品保部
客户图纸
调整或修模
产品检验规范
成品入库检验报告单 、品质异常纠正措施/ 物料、作业鉴审 (MRB)会议记录
品保部
客户图纸
依不合格品管制程序
60 70
入库/贮存 委外电镀
托车
1 1 1 2
两次
每天
仓库温湿度记录表 委外加工单
资材部 资材部/电 镀供应商
调整湿度 重新发料
依电镀端子类进料检验规范 一次 一次 每批 每批
进料检验报告单 供应商之膜厚检测报 告 供应商提供出货检验 报告
Page 1 of 2
Control Plan
Date (Original)/日期(初版) □ Proto-type (样件) Control Plan Number (编号): Part Number/Latest Change Level (产品代号/最新版本) Core Team (核心小组) * Customer Eng'g Approval/Date, If Req'd (顾客工程的承认/日期,需要时) □ Pre-launch (试生产) ■ Production (量产) Key Contact/Phone (关键联系人/电话) Date (Revision)/日期 (改订) * Customer Quality Approval/Date, If Req'd (顾客品质的承认/日期,需要时)
100% 100% 100% 100%
每小时 每小时 每小时 每小时 制程稽核报告单 制程稽核报告单 制程稽核报告单 生产部
调整收料机 标示为零数盘 重新包装 重新改正
40
包装作业
收料机
2 3 4 1 2 3 4 5 6 7
50
成品入库检验
投影机、显微镜、扇 形治具
8 9 10 11 12 13 14 15
80
进料检验
目视/显微镜 3
品保部
客户图纸
依不合格品管制程序
TE03P-0001-0106
泰科电子(苏州)有限公司
Page 2 of 2 Part/ Process No. 80 (产品/ 工程No.) Process/ Operat'n Descript'n 进料检验 Machine Device, Jig, Tools for Mfg. 目视/显微镜 NO. (产品) 4 90 入库/贮存 托车 1 1 100 出货检验 显微镜 3 110 全尺寸检验 投影仪 1 标示 见图纸 产品包装 密着性 环境湿度 (工程) Characteristics (特性) Product Process Special Char. Class Product/Process Spec./ (特殊特性的 分类) Tolerance (产品/工程的规格/公差) 电镀端子类进料检验规范 湿度 30--60 是否依规范进行包装 依出货通知单和产品检验规 范 见图纸 Method (方法) Evaluation / Sample (样品) Size Frequency (频次 ) 每批 每天 (管理方式) 进料检验报告单, 供应商之出货检测报 告 仓库温湿度记录表 出货检验报告单、品 质异常纠正措施/物料 、作业鉴审(MRB) 会议记录 全尺寸检验报告单 Control Method Respons'ty 品保部 (责仸部门) Related Standard 客户图纸 (相关标准) Reaction Plan 依不合格品管制程序 (反应计划)
依不合格品管制程序
3 4
一份 两次 100% 100%
100%
每批 每天 每批 每批
每小时
隔离送第三方验证 调整湿度 退料 退料 清理、调整模具
20
入库/贮存 材料投入
托车 托车、放料盘、卡尺 、千分尺
1 1 2 3 4 5 6 7 8 宽度(D4) 宽度(A7) 位置度(D8) 直线度(C3) 长度(C8) 长度(A8) 长度(B8) 宽度(C7) 长度(D8) 对称度(D8) 长度(A5) BURR 扇形 扭曲度 外观 规格
Machine Device, Jig, Tools for Mfg. NO.
Characteristics (特性) Product Process
Special Char. Class Product/Process Spec./ (特殊特性的 Tolerance (产品/工程的规格/公差) 0.8±0.015 62±0.05 无变形,划伤,氧化 JIS C5191R & DIN CUSN6