油封安装规范说明
油顶油封怎么安装方法

油顶油封怎么安装方法
油顶油封的安装方法如下:
1. 先将机械设备或轴上的油封孔清洁干净,确保表面光洁,没有任何杂质。
2. 涂抹少量润滑油或润滑脂在油封外圈的表面,以方便油封的安装。
同时,也可涂抹在轴上,使油封的安装更加顺利。
3. 将油封从包装中取出,并检查其外观和尺寸是否符合要求,确保没有损坏。
4. 将油封的底面对准轴向,然后将油封缓慢地推入油封孔中。
可使用塑料锤头轻击油封的外圈,使其平均地进入孔中。
5. 在安装的过程中,注意不要损坏油封的唇部(密封部分),避免弯曲或扭转。
6. 安装后,确保油封与轴的紧密接触。
可用手指轻轻旋转轴,检查油封的旋转是否平滑,无任何卡顿。
7. 最后,清理并擦拭油封周围的表面,以确保没有杂质或污垢进入。
骨架油封密封件的正确安装方法及注意事项
骨架油封密封件的正确安装方法及注意事项年04月01日10:50 点击数:1840核心提示:介绍了骨架油封密封件在壳体孔的安装方法、骨架油封密封件在轴上的安装方法以及骨架油封密封件的安装程序及装配时的注意事项。
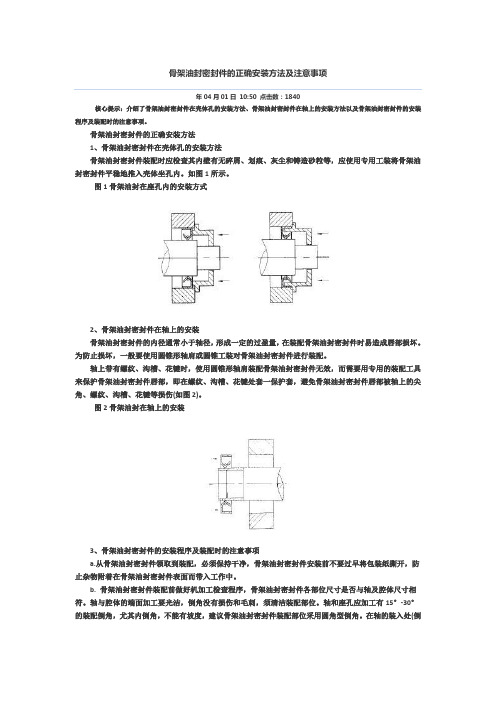
骨架油封密封件的正确安装方法1、骨架油封密封件在壳体孔的安装方法骨架油封密封件装配时应检查其内壁有无碎屑、划痕、灰尘和铸造砂粒等,应使用专用工装将骨架油封密封件平稳地推入壳体坐孔内。
如图1所示。
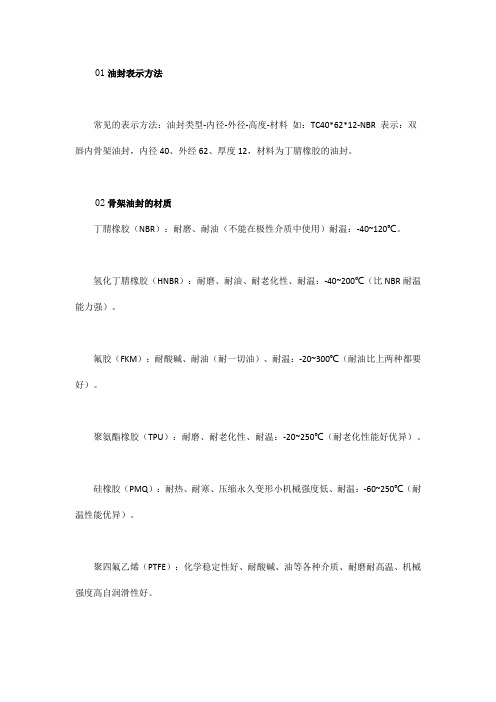
图1骨架油封在座孔内的安装方式2、骨架油封密封件在轴上的安装骨架油封密封件的内径通常小于轴径,形成一定的过盈量,在装配骨架油封密封件时易造成唇部损坏。
为防止损坏,一般要使用圆锥形轴肩或圆锥工装对骨架油封密封件进行装配。
轴上带有螺纹、沟槽、花键时,使用圆锥形轴肩装配骨架油封密封件无效,而需要用专用的装配工具来保护骨架油封密封件唇部,即在螺纹、沟槽、花键处套一保护套,避免骨架油封密封件唇部被轴上的尖角、螺纹、沟槽、花键等损伤(如图2)。
图2骨架油封在轴上的安装3、骨架油封密封件的安装程序及装配时的注意事项a.从骨架油封密封件领取到装配,必须保持干净,骨架油封密封件安装前不要过早将包装纸撕开,防止杂物附着在骨架油封密封件表面而带入工作中。
b. 骨架油封密封件装配前做好机加工检查程序,骨架油封密封件各部位尺寸是否与轴及腔体尺寸相符。
轴与腔体的端面加工要光洁,倒角没有损伤和毛刺,须清洁装配部位。
轴和座孔应加工有15°-30°的装配倒角,尤其内倒角,不能有坡度,建议骨架油封密封件装配部位采用圆角型倒角。
在轴的装入处(倒角)部份不能有毛刺、沙子、铁屑等杂物,防止骨架油封密封件唇口的意外损伤。
腔体内尺寸要与骨架油封密封件的外径及宽度相适合。
c,检查骨架油封密封件的唇口是否完整,检查骨架油封密封件的唇口有没有损伤、变形,骨架油封密封件弹簧有没有脱落、生锈,防止骨架油封密封件在运输过程中受外力挤压和撞击等影响而破坏其真圆度。
骨架油封的安装方法及注意事项,收藏起来慢慢看!
01油封表示方法常见的表示方法:油封类型-内径-外径-高度-材料如:TC40*62*12-NBR 表示:双唇内骨架油封,内径40、外经62、厚度12,材料为丁腈橡胶的油封。
02骨架油封的材质丁腈橡胶(NBR):耐磨、耐油(不能在极性介质中使用)耐温:-40~120℃。
氢化丁腈橡胶(HNBR):耐磨、耐油、耐老化性、耐温:-40~200℃(比NBR耐温能力强)。
氟胶(FKM):耐酸碱、耐油(耐一切油)、耐温:-20~300℃(耐油比上两种都要好)。
聚氨酯橡胶(TPU):耐磨、耐老化性、耐温:-20~250℃(耐老化性能好优异)。
硅橡胶(PMQ):耐热、耐寒、压缩永久变形小机械强度低、耐温:-60~250℃(耐温性能优异)。
聚四氟乙烯(PTFE):化学稳定性好、耐酸碱、油等各种介质、耐磨耐高温、机械强度高自润滑性好。
一般来说骨架油封经常用到的材质丁腈橡胶、氟橡胶、硅橡胶,聚四氟乙烯因为有良好的自润滑性好尤其加入青铜后效果更佳,都用于制作挡圈、格莱圈、斯特封等。
03区分骨架油封型号C型骨架油封为内骨架油封可分为SC型、TC型、VC型、KC型、DC型这五种,分别是单唇内骨架油封、双唇内骨架油封、单唇无簧内骨架油封、双唇无簧内骨架油封、双唇双簧内骨架油封。
G型骨架油封是外出有螺纹状,其类型和C型一样,只是在工艺上在外侧修改成有螺纹状,类似于O型圈的作用,即起到加强密封效果的作用,还能起到固定油封不松动。
B型骨架油封是骨架内侧有胶料或者骨架内外都没有胶料,没有胶料会让散热性能更好。
A型骨架油封是装配式油封,结构相对上述三种相对复杂,特点是承压性能更好更优异。
它们都是油封不同形式的称呼,一般用途的油封常见形式如下:04骨架油封的密封原理及应用骨架油封共分三部分:自紧弹簧、密封主体、加强骨架。
骨架油封的密封原理:由于在油封与轴之间存在着油封刃口控制的油膜,此油膜具有流体润滑特性。
密封原理解析:骨架油封的作用下,油膜的刚度恰好使油膜与空气接触端形成一个新月面,防止了工作介质的泄漏,从而实现旋转轴的密封。
活塞油封安装方法
活塞油封安装方法活塞油封是机械设备中常见的一种密封装置,它主要用于防止液体或气体泄漏,保持机械设备的正常工作。
本文将介绍活塞油封的安装方法,帮助读者正确安装和使用活塞油封。
一、准备工作在安装活塞油封之前,需要做一些准备工作。
首先,确保工作区域整洁干净,避免杂物或灰尘进入活塞油封。
其次,检查活塞油封是否完好,无损坏或变形。
如果发现损坏或变形,应及时更换新的活塞油封。
最后,准备所需的安装工具,如螺丝刀、扳手等。
二、安装活塞油封1. 清洁活塞杆和密封槽在安装活塞油封之前,应先清洁活塞杆和密封槽。
使用干净的布或纸巾擦拭活塞杆表面,确保其干净无油污。
然后使用刮片或刷子清洁密封槽,确保其无杂物和污垢。
2. 涂抹润滑剂在安装活塞油封之前,需要在活塞杆表面涂抹一定量的润滑剂。
润滑剂可以减少活塞油封与活塞杆之间的摩擦,延长活塞油封的使用寿命。
润滑剂的选择应根据实际情况进行,可以咨询专业人士或参考设备使用手册。
3. 安装活塞油封将涂抹了润滑剂的活塞油封放置在密封槽中,确保其与活塞杆贴合紧密。
使用手指或工具轻轻按压活塞油封,确保其完全嵌入密封槽中。
4. 检查安装质量安装完成后,应仔细检查活塞油封的安装质量。
首先,检查活塞油封与活塞杆之间是否存在间隙或缝隙,如果有,则需要重新安装。
其次,检查活塞油封是否紧密贴合在密封槽中,是否有变形或损坏的情况。
最后,轻轻拉动活塞杆,检查活塞油封是否能够正常运动。
三、注意事项在安装活塞油封时,需要注意以下几点:1. 安装前要清洁活塞杆和密封槽,确保无杂物和污垢;2. 使用适量的润滑剂,减少活塞油封与活塞杆之间的摩擦;3. 安装时要轻轻按压活塞油封,确保其完全嵌入密封槽中;4. 安装完成后要仔细检查活塞油封的安装质量,确保其紧密贴合并能够正常运动。
四、总结正确安装活塞油封对于机械设备的正常运行至关重要。
本文介绍了活塞油封的安装方法,包括准备工作、涂抹润滑剂、安装活塞油封和检查安装质量等步骤。
油封安装方法
四. 装配前做好机加工检查程序.量好腔体与轴各部分尺寸是否正确.尤其内倒角.不能有坡度. 轴与腔体的端面加
工要光洁,倒角没有损伤和毛刺,清洁装配部位,在轴的装入处(倒角)部份不能有毛刺、沙子、铁屑等杂物,会
产生油封唇口不规则的损伤,建议倒角部位采用r角。
八. 油封要平装,不能有倾斜的现象。建议采用油压设备或套筒工具安装。压力不要太大,速度要均匀、要慢。
九. 对於此次所装油封之机台,做上标记以利追踪,用心注意整个流程.
油封安装方法
骨架油封装配时的注意事项:
一. 领取固定的油封数量.
二 .从油封领取到装配必须保持乾净.
三. 装配前,做好油封检查,量好油封各部位尺寸是否与轴及腔体尺寸相符. 油封在安装前,先将轴径的尺寸与油封
的内径尺寸对照清楚,要相符。腔体内尺寸要与油封的外径宽度相适合.检查油封的唇口有没有损伤、变形,弹
五. 在操作技巧上,可以用手感觉一下,是否光滑、真圆。
六. 油封在安装前不要太早将包装纸撕开,防止杂物附著在油封表面而带入工作中。
七. 装机前,油封应在唇口之间适量涂抹上添加有二硫化钼的锂基酯,防止轴在瞬间启动时,对唇口造成干磨现象,影响唇口的过盈量,并应尽快,装配。装好油封的油封座,如果不是马上装机,则建议在上面用布覆盖防止异物附著油封。涂锂基脂的手或工具一定要干净。
电机油封的正确安装方法
电机油封的正确安装方法
电机油封是一种用于密封电机内部的零件,可以防止灰尘、污垢和水分进入电机内部,从而提高电机的使用寿命和性能。
正确的电机油封安装方法可以确保油封的密封性能得到充分发挥,同时避免油封损坏和电机损坏。
以下是电机油封的正确安装方法:
1. 准备工具和材料:使用适当的工具和材料,如螺丝刀、扳手、手套等,进行油封安装。
2. 检查油封的规格和类型:根据电机的规格和类型,选择合适的油封。
如果不确定如何安装油封,可以参考电机制造商的网站或文档。
3. 拆卸电机外壳:在安装油封之前,需要先拆卸电机外壳。
这有助于确保油封正确地安装在电机内部,并且可以更容易地安装油封。
4. 安装油封:将油封的头部插入电机油封孔中,并确保油封的内侧与电机油封孔的外侧对齐。
然后,使用螺丝刀或扳手将油封固定在电机外壳上。
5. 调整油封位置:确保油封紧密地固定在电机外壳上,并尝试调整油封的位置,使其达到最佳密封效果。
6. 安装电机外壳:将电机外壳重新安装回电机中,确保电机外壳与电机内部的接触良好。
7. 检查密封效果:使用手指尖或小工具,轻轻按压油封表面,检查是否可以
有效地密封电机内部。
如果有任何泄漏,需要进行适当调整。
电机油封的正确安装方法可以确保油封的密封性能得到充分发挥,避免灰尘、污垢和水分进入电机内部,从而延长电机的使用寿命。
在安装油封时,需要注意规格和类型,并确保油封正确地插入和调整,以确保达到最佳密封效果。
如果遇到任
何问题,可以参考电机制造商的网站或文档,获取更多信息和指导。
浮动油封安装要求标准
浮动油封安装要求标准浮动油封是一种广泛应用于机械工业的密封件,可以有效地防止润滑油的泄漏。
为了确保浮动油封在运行中具有良好的密封性能和使用寿命,以下是关于浮动油封安装的要求标准。
材质符合要求浮动油封的材质应符合机械设计要求,一般采用耐高温、耐磨损、抗老化性能好的材料制造。
常见的材质有丁腈橡胶、氟橡胶、硅橡胶等。
在选择材质时,应考虑油封的工作环境和使用寿命要求。
尺寸精度高浮动油封的尺寸精度对密封性能和使用寿命有很大影响。
安装时,应确保浮动油封的内外径尺寸和圆度符合机械设计要求。
一般情况下,浮动油封的内径与轴颈的配合间隙应控制在0.1~0.2mm之间,外径与壳体的配合间隙应控制在0.2~0.3mm之间。
表面光滑浮动油封的表面应光滑,无毛刺、划痕、裂纹等缺陷。
安装前,应对浮动油封的表面进行仔细检查,如有缺陷应及时处理。
此外,安装时应注意避免将杂质或异物带入浮动油封的密封面,以免影响密封效果。
安装正确浮动油封的安装步骤和注意事项应严格按照机械设计要求进行。
在安装过程中,应注意以下几点:a) 确保浮动油封的内外径尺寸和圆度符合要求;b) 检查轴颈和壳体的表面光滑度,确保符合要求;c) 将浮动油封平稳地压入轴颈和壳体之间,确保接触面完全贴合;d) 用紧固件将浮动油封固定在轴颈和壳体上,紧固力矩应适中。
保持弹性浮动油封在运行过程中需要保持一定的弹性,以适应轴颈和壳体的变形。
因此,在安装时应注意不要过度拉伸或压缩浮动油封,以免影响其弹性性能。
同时,应定期检查浮动油封的弹性性能是否良好,如有问题应及时更换。
紧固件紧固浮动油封安装完成后,应使用合适的紧固件将其固定在轴颈和壳体上。
紧固件的选择应符合机械设计要求,紧固力矩应适中,确保浮动油封安装牢固、不会脱落。
同时,应注意避免紧固件过度紧固导致浮动油封受损。
调整间隙浮动油封安装完成后,应进行间隙调整。
一般情况下,浮动油封与轴颈和壳体之间的间隙应控制在0.2~0.3mm之间。
油封的使用方法(2023最新版)
油封的使用方法油封的使用方法⒈引言本文档旨在详细介绍油封的使用方法,包括安装、维护和常见故障处理等内容,旨在帮助用户更好地了解和使用油封。
⒉油封概述⑴油封定义油封是一种用于密封轴与外部环境之间的设备,常用于机械设备中,以防止液体、固体、粉尘等进入机械内部。
⑵油封分类油封可根据其结构和用途进行分类,常见的有单唇油封、双唇油封和旋转油封等。
⒊油封安装⑴安装前准备在安装油封之前,需要进行以下准备工作:- 清洗轴和孔的表面,确保其光滑干净。
- 检查油封的尺寸和型号是否与轴和孔的匹配。
- 准备适当的润滑油或润滑脂。
⑵油封安装步骤⒈将油封环绕轴的待密封部位,确保正确安装。
⒉慢慢将油封推入孔中,确保安装深度适当。
⒊使用适当的工具,均匀地将油封安装到孔中。
⒋检查安装质量,确保油封与轴和孔之间的密封良好。
⒋油封维护⑴定期检查定期检查油封的使用情况,包括外观是否有裂纹、磨损、变形等情况,及时更换有问题的油封。
同时,也要定期清洗轴和孔的表面,确保其光滑干净。
⑵润滑保养定期给油封进行润滑保养,使用适当的润滑油或润滑脂,以确保油封的正常工作。
具体的润滑方法和周期可以参考设备的说明书或相关标准。
⒌常见故障处理⑴泄漏如果油封出现泄漏现象,可能是由于油封安装不当、油封磨损等原因引起的。
此时,应重新安装油封或更换新的油封。
⑵渗漏如果油封出现渗漏现象,可能是由于轴和孔的表面不光滑或润滑油或润滑脂使用不当引起的。
可以尝试清洗轴和孔的表面,并更换合适的润滑油或润滑脂。
⒍附件本文档涉及的附件包括:- 油封安装示意图- 油封维护记录表⒎法律名词及注释- 油封:又称轴封,是一种用于密封轴与外部环境之间的设备。
- 安装:将油封正确地安装到机械设备上,以确保其密封效果。
- 维护:定期检查和保养油封,以延长其使用寿命。
- 泄漏:指油封密封不严,导致液体、气体或固体物质从密封位置泄露出来的现象。
- 渗漏:指油封密封不完全,导致润滑油或润滑脂从密封位置渗出来的现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油封安装规范说明
一、安装要求
1、安装方向
安装前检查油封,油封应清洁并完好无损,
不得装反。
单向回流油封所标示箭头方向应于轴运动方向一致。
2、对装配轴的要求
(1) 轴的直径公差按GB1801规定,不得超过H11;
(2) 轴表面粗糙度按GB1031规定,与油封唇口接触的轴表面,
应使用磨削法加工至表面粗糙度:
R a =0.2~0.63um R max =0.8~2.5um
(3) 轴径向跳动最大0.1mm ;
(4) 油封装配过渡的轴倒角上不应有毛刺、尖角及粗糙的机加工痕迹,轴倒角面
上粗糙度Rmax 不超过3.2um ,热处理炭化层需抛光处理。
注意:
A 、轴面的粗糙度过高,油封唇口易磨损造成渗漏油;
B 、 轴倒角处的毛刺、尖角及粗糙的机加工痕迹,极易造成油封主唇尖部划
伤,造成初期密封失效。
3、对装配孔的要求
(1) 孔径公差按GB1801的规定不得超过H8;
(2) 孔径表面粗糙度按GB1301规定R a 不超过3.2um ,R max 不
超过12.5um
更低数值;
(3) 油封装配过渡的孔径倒角面上粗糙度与孔径要求相同。
注意:
A 、孔径倒角过大或无倒角,易龈、划伤油封外径,装配倾斜及油封骨架变形等,
造成装机渗漏油;
B 、轴径端部及孔径端部应有符合GB13871规定的导入倒角。
4、安装时注意事项
(1) 油封通过带有花键、键槽或孔的轴应采用弹头式保护工装;
(2) 保护工装表面粗糙度R max 不超过3.2um ,不允许有碰划痕、毛刺,保护性工
装具必须齐全完整;
(3)油封装配时外径、主唇口处需涂一薄层润滑脂;
(4)油封装配时应使用均匀的速度和压力,以防止弹簧
、脱落。
注意:
A、油封通过带有花建、键槽或孔的轴时极容易被尖倒角、毛刺等轴向划伤油封主
唇口,造成油封漏油;
B、油封主唇口装配到轴面必须完好无损伤,保证油封的使用具有良好的密封性能
及使用寿命。
二、安装方法
1、推荐的油封安装工装(压力机)
(1)油封安装可以与壳体孔径前端平齐,也可以靠近壳体孔径底端
面;
(2)安装定位的基准面都应是机加工的表面,未经加工的基准面不
能使用;
(3)油封装配前应在外层涂一薄层润滑脂;
(4)采用液压或气动方式匀速压装油封。
注意:
A、油封装配面与壳体基准面平齐,保证油封安装后与轴心的安装垂直度,使油封
唇口在轴面上成线接触带,达到良好的密封效果;
B、未经加工的基准面很容易把油封装倾斜,外径龈伤或变形,导致初期发生渗漏
油。
2、不能使用推荐的油封安装工装时可采用如右图所示
(1)油封外径装配时涂一层适宜的润滑剂;
(2)敲装油封时应用力均匀,不倾斜;
(3)检查油封装入后与壳体基准面平齐;
(4)保证在油封安装过程中弹簧不脱落。
三、常见错误装配方式及改进措施。