4理论板数的求法回流比的选择
5-4 双组分精馏理论塔板数的计算2010
0 x W
xF
xD 1
结果:精馏段操作线下移,操作线与平衡线距离加大, N T ,但热耗 (以热耗为代价换取N T减少)
小 结
一般而言,在热耗不变的条件下,热量尽可能在塔 底输入,冷量尽可能在塔顶输入,即 “ 热在塔底”、 “冷在塔顶 ”,目的使气相回流及液体回流能经过
全塔而发挥作用。
(2)Rmin的求取
1.0 a
xD ye Rmin Rmin 1 xD xe
q
xD Rmin 1
ye
e
Rmin
xD ye ye xe
0 xW
xe
xF
xD 1.0
式中存在求取ye、xe的问题
因挟点为 q 线与相平衡线交点 坐标,联立二方程求解可得:
xf q ye q 1 xe q 1 xe y e 1 ( 1) xe
L D 物料在塔内循环的操作, W F 0,R D (2)全回流时精、提操作线与对角线重合 L D yn+1 xn xD xn V V
yn +1
L W xn xw xn V V
(3)平衡线与操作线间的距离最大,理论板数最少 (4) N Tmin 的求取
QF QB 定值
1
分析:
0 q 1
q0
q 1
q 1
y
若q值愈小,则Q F ,QB , 那么V ,提馏线斜率 , 提馏线向平衡线靠近,N T 。
q0
0
xW
xF
xD 1
工业上有时采用热态甚至气态进料,其目的: 不是为了:减少塔板数 而是为了:减少塔釜的加热量,避免塔釜温度过高, 物料产生聚合或者结焦。
化工原理-回流比的影响

0.01
2.求出R∞下的Nmin , 近似理想的物系可用芬斯克方
0.001 0.01 0.1 1
(R-Rmin)/(R+1)
, 在吉利兰图上确定Y值, 再
由 N N min 求出N值;
N 2
详情请自读 p248例6-11
4. 确定加料板位置NF= Nmin,forF+1 。
恒R比恒xD 易操作,但每批的气化总量↑→Q 耗↑→塔径↑…不经济。 实际中采用近似恒xD操作,即:采用恒Ri逐段
跃升的办法。
若改恒 xD 为恒 R 使D↓,可采用补充供给料液
的“分批精馏”方法,使过程半连续化。
☆操作型问题也可以根据上述关系进行计算:
△情况1:已知NT , xF, q, , NF与R ,求xD及xW ⑴据xF 及q 值作 q 线; ⑵据R确定精线斜率[R/(R+1)], ∵xD未知∴位置不定;
⑶由NF求xD
①设xD'与⑵确定精线;
②由a'(xD', xD')求出NF';
③NF'=NF? Y.所设xD' =xD N.重设xD',求各步
xWe
RminS
RminE
xF
6-4-2 回流比R 恒定时的间歇精馏计算
在理论板一定的情况下, 间歇精馏的釜液在精馏过 程中逐渐减小,若回流比 保持恒定,则馏出液组成 必将逐渐减小。 • 确定操作过程中各瞬 间xDi和xWi的关系: 序号 1 2 …
xDi
xF
xD1>xDm Wi x
③恒 R比恒xD易操作
(N-Nmin)/((N+2))
0.1
0.01
理论塔板数的计算
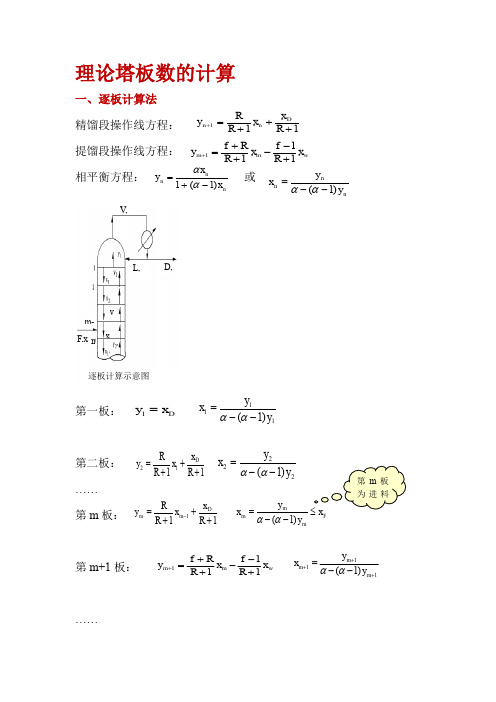
理论塔板数的计算一、逐板计算法精馏段操作线方程: 提馏段操作线方程: 相平衡方程: 或第一板:第二板:…… 第m 板:第m+1板: (1)11+++=+R x x R R y D n n w m m x R f x R R f y 1111+--++=+nn n x x y )1(1-+=ααnn n y y x )1(--=ααD, V, L, xD F,xx y m m-逐板计算示意图 111)1(y y x --=ααDx y =11112+++=R x x R R y D 222)1(y y x --=αα111+++=-R x x R R y D m m F m m m x y y x ≤--=)1(αα第m 板为进料111)1(+++--=m m m y y x ααw m m x R f x R R f y 1111+--++=+第N 板:在计算过程中, 每使用一次平衡关系, 表示需要一层理论板. 由于一般再沸器相当于一层理论板.结果: 塔内共有理论板N 块, 第N 板为再沸器, 其中精馏段m-1块, 提馏段N-m+1块 (包括再沸器), 第m 板为进料板。
二、图解法图解法求理论板层数的基本原理与逐板计算法的完全相同,只不过是用平衡曲线和操作线分别代替平衡方程和操作线方程,用简便的图解法代替繁杂的计算而已。
1、操作线的作法首先根据相平衡数据, 在直角坐标上绘出待分离混合物的x-y 平衡曲线, 并作出对角线.W NN N x y y x ≤--=)1(ααw N N x R f x R R f y 1111+--++=-在x=xD 处作铅垂线, 与对角线交于点a, 再由精馏段操作线的截距xD /(R+1) 值, 在y 轴上定出点b, 联ab. ab为精馏段操作线.在x=xF 处作铅垂线, 与精馏段操作线ab交于点d.在x=xW 处作铅垂线, 与对角线交于点c, 联cd. cd为提留段操作线.2、求N 的步骤自对角线上a点始, 在平衡线与精馏段操作线间绘出水平线及铅垂线组成的梯级.当梯级跨过两操作线交点d 时, 则改在平衡线与提馏操作线间作梯级, 直至某梯级的垂直线达到或小于xw为止.每一个梯级代表一层理论板. 梯级总数即为所需理论板数.3、梯级含义:如第一梯级:由a点作水平线与平衡线交于点1(y1, x1), 相当于用平衡关系由y1求得x1;再自点1作垂线与精馏段操作线相交, 交点坐标为(y2, x1), 即相当于用操作线关系由x1求得y2。
化工原理 精馏
返回主目录
返回
前页
后页
返回主目录
返回
第三节
平衡蒸馏和简单蒸馏
1 平衡蒸馏 平衡蒸馏又称为闪蒸,是一种单级蒸馏操作,常以连续 方式进行。原料连续进入加热器中,加热到一定温度后经节 流阀减到规定的压力,部分液体迅速汽化,汽液两相在分离 器中分开。由于汽液两相成平衡状态,所以称为平衡蒸馏。
4-1 精馏原理和流程
汽相与液相离开后,汽相中的易挥发组分浓度高, 液相中难挥发组分提高。 于是,经过多次部分汽化和部分冷凝,最后在塔顶 得到高纯度的轻组分,而在塔底获得高纯度的重组 分,达到较完善的分离程度。 精馏与平衡蒸馏之区别在于是否需要外界换热。
回流是保证精馏过程连续稳定操作的必要条件。
B ln P A t C
0
式中 A 、 B 、 C 为组分的安托因常数,可由有关 手册查得。
前页
后页
返回主目录
返回
2 )用相对挥发度表示气液平衡关系 ( 1 )挥发度 • 对纯液体,挥发度指该液体在一定温度下的饱和蒸汽压
0 A PA
0 vB P B
• 对混合液,各组分的挥发度可用它在蒸气中的分压和 Pi 与之平衡的液相中的摩尔分数之比表示,即 i xi ( 2 )相对挥发度:溶液中易挥发组分的挥发度与 难挥发组分 的挥发度之比,用 α 表示。 A PA / xA 操作压强不高 PyA / xA yA xB vB PB / xB PyB / xB yB xA
前页
后页
返回主目录
返回
第一节
概述
2)闪蒸 是一种单极的平衡操作,连续或间歇、稳定的。 混合液经加热器升温后液体温度高于分液器压强 下的液体沸点,然后通过减压阀使其降压后进入 分离器中,这时过热的液体混合物即被部分气化, 平衡的气液两相在分离器中得到分离,将分离器 又称为闪蒸罐(塔) 例如:高压锅,冷却后才可以打开
板效率及回流比
最小回流比(Rmin):R,两操作线交点 d 落在平衡线上,所 需的理论板数为无穷多。 d 点称为挟点,其附近称为恒浓区或挟紧区。
1.0 a
q
xD yq Rmin Rmin 1 xD xq
yd
d
xD Rmin 1
Rmin
0 xW
xD yq yq xq
xd
xF
xD 1.0
芬斯克 (Fenske) 方程_捷算法求理论塔板数
如此类推,可得第 N 块板 (塔釜)上升蒸汽组成为
即塔釜的液体组成
yA xA 1 y x 1 2 N 1 B D B N xA x B D
xA xA 1 x x B W B N 1 2 N 1 N
N min
xD 1 xW log 1 x x D W log m
芬斯克方程
最小回流比 (Minimum reflux ratio)
对于一定的进料和分离要求: R,精馏段操作线截距增大,操作线向平 衡线移动; 进料不变则 q 线不变。操作线交点 d 将 向平衡线靠近。 R,提馏段操作线也向平 衡线移动。 结论: R ,达到指定分离程度所需理论板 数将增多。
、再沸器及冷凝器换热面积增大,设备费用又开始上升。 最适宜的回流比:精馏过程总费用(操作费用与设备费用之 和)最低时的回流比。 根据实验和生产数据统计
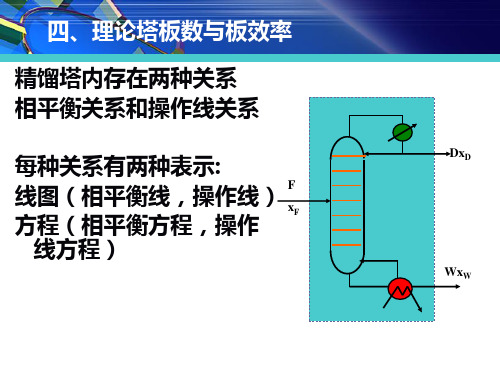
四、理论塔板数与板效率
精馏塔内存在两种关系 相平衡关系和操作线关系 每种关系有两种表示: F 线图(相平衡线,操作线) x 方程(相平衡方程,操作 线方程)
DxD
F
WxW
理论板和板效率(Ideal plate and plate efficiency)
化工原理课件(十一五)课件第六章第六节回流比的选择
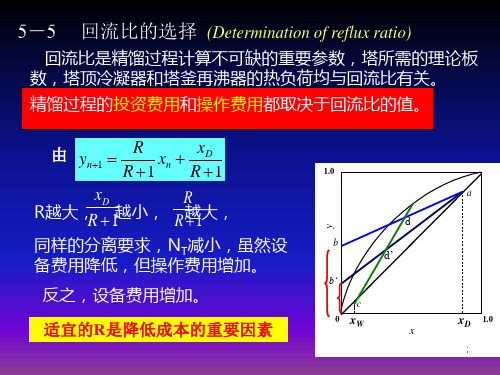
R Rmin R 1
上述计算中,与实际回流比 R 对应的 NT 和与全回流对 应的 Nmin,均不包括再沸器的全塔理论板层数。
例(P284例6-8)
如果用相图来求Rmin及Nmin?
解: (1)确定最小回流比 Rmi
因为泡点进料q=1,xq=xF=0.44
m DW 2.6 2.34 2.47
出 Rmin,并选择适宜的 R;
(2) 求出全回流下的 Nmin,对于接 近理想物系的溶液,可用 Fenske公式计算;
(3) 计算出 (R-Rmin)/(R+1),查吉利 兰图得 (NT-Nmin)/(NT +1) ,即 可求得所需的 NT ;
(4) 确定进料板位置。
NT Nmin NT 1
吉利兰图
Rmin 1 xD xq
Rmin
xD yq
yq xq
注意:
由于交点在平衡线上,所以 yq与xq 互为平衡关系。即:
yq
1
xq ( 1)xq
1.0
1.0
a
y
yq
qd
yq
b
xD Rmin 1
c
0 xW
0 xW
xq xqxFxx F
xD1.0
xD 1.0
不同加料热状态下的 q 线
正常操作下的yq与xq 关系还是平衡关系?
➢ 进料不变则 q 线不变。操作线交点 d 将向平衡线靠近。
当交点 d 至平衡线上时,R=Rmin
最小回流比(Rmin):操作线交点 d 落在平衡线上,所需的理论
板数为无穷多。
d 点称为挟紧点,
其附近称为恒浓区或挟紧区。
1.0
qd
yd
xD Rmin 1
化工原理-

➢ 因是理论塔板,由塔顶第一板下降的回流液组成x1 与该板上升蒸汽的组成y1符合气、液平衡方程。
x
y
1 ( 1)x
➢ 第二层塔板的组成符合精馏段操作方程
y
R
x x
R 1 R 1
依此类推,算到第n板的液相组成xn与加料板的组成
xf近似为止,即xn≤xf, 表明第n层为加料板;可做
为提馏板的第一层,故精馏段的理论板数为n-1,
较大
塔 径 在 1.5 米 一 下 效 率高,塔径增大,效率 会下降 对液体喷淋量有一定 要求
物,0<δ<1; (4)温度处于露点的饱和蒸汽,δ=0; (5)温度高于露点的过热蒸汽,δ<0. 表现在图上是提馏线向左移动
进料状况
五种进料对δ线的影响
δ值
斜率δ/(δ-1) 进料线位置
A,冷凝体
>1
+
B,泡点液体
=1
∞
C,汽-液混合 0~1
-
物
D,露点蒸汽
=0
0
E,过热蒸汽
<0
+
4-5 简捷法求理论塔板数
➢ 这种方法计算的结果较准确。
4-2 图解法
通常采用直角梯级图解法。其实质仍然是
以平衡关系与操作关系为依据,将两者绘在x-y
图上,便可图解得出达到指定分离任务所需的
理论塔板数及加料板位置。
图解步骤如下:
➢ ①作平衡线(x-y)与对角线
➢ ②作精馏段操作线,y
1
Rx R 1
x
R 1
即连
的直线 b
操作费
• 1线为“设备费~R”的关系式 • 2线为“操作费~R”的关系式 • 3线为“总费用~R”的关系式。 • 取总费用为最少的3线中的低点,一般取最小回流
理论塔板数和回流比
因在全回流时,操作线与平衡线间的距离 最大,故达到规定的分离要求,所需要的 理论板数最少。因此,全回流总是与最少 理论板数联系在一起的。 对于相对挥发度在塔中接近常数的体系, 最少理论板数除用图解法求取外,还可用 芬斯克方程式求取。
(2)、芬斯克方程 、
对于理想溶液,在两个纯组分的沸点范围内,其 相对挥发度变化不大,也就是说,在理想溶液精 馏时,塔内各块板上的气液浓度虽有不同,但它 们之间的相对挥发度可以近似为一常数。 全回流时,求算理论板数的公式可由平衡方程和 操作线方程导出: 气液平衡关系
xd ln xf ′ Nm +1 = 1 x f 1 x d ln α ′
α ′ = α 顶α 加料板
并可确定进料板的位置。
2、最小回流比
最小回流比是回流比的下限。 最小回流比是回流比的下限。 对于一定的分离任务,当回流比由无限大逐渐减小, 对于一定的分离任务,当回流比由无限大逐渐减小, 操作线逐渐离开对角线向平衡线移动, 操作线逐渐离开对角线向平衡线移动 , 要达到同 样的分离要求, 需要的理论板数逐渐增多 。 样的分离要求 , 需要的理论板数逐渐增多。 当回 流比小到使操作线与q线的交点在平衡线上时, 流比小到使操作线与q线的交点在平衡线上时,加 料板出现 y* = y 。 在加料板处无分离作用, 在加料板处无分离作用,好象两个组分在此被夹住 一样, 故又称为 “ 夹点” 这时, 一样 , 故又称为“ 夹点 ” 。 这时 , 在加料板附近 推动力= 推动力=0 ,传质过程停止。 所需理论板数=∞, 这 传质过程停止。 所需理论板数=∞, 种情况下的回流比,称为最小回流比 , 种情况下的回流比 ,称为最小回流比,用 RM表示 。 表示。
,代入上式得
xA xA = αα x x B d B 2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
b
c
xW
xq x F
xD
适宜的进料位置:进料组成、热状态与该板气液相组成及热状态最接近。说明进料位置是适宜 的,此时完成分离任务所需要的理论板数最少。 具体说,对冷液及饱和液体进料,进料液体组成与该板下降饱和液体组成接近;对汽液混合物 进料,则进料中液相组成与该板下降饱和液体组成接近,进料中气相组成与该板上升饱和蒸汽组成接 近;对饱和蒸汽及过热蒸汽进料,进料蒸汽组成与该板上升饱和蒸汽组成接近。
(2) q线 ① 预备数学知识 设
A1 x + B1 y + C1 = 0 A2 x + B2 y + C 2 = 0
A1 x0 + B1 y 0 + C1 = 0 A2 x0 + B2 y 0 + C 2 = 0
(1) ( 2)
(3) ( 4)
为两相交直线,交点坐标为(x0,y0),
则
将方程(1)、(2)线性组合,得
框,不全。做物料衡算得操作线方程)。
精馏段
2 1
全凝器
V , y1
V , y2
L, x1 L, x2
V , yn−1
回流液 馏出液 L, xD D, xD
xD = y1
故进料板既是精馏段的最后一 块板,又是提馏段的第一块板。 只是在计算板数的时候,习惯上 把它算在提馏段内。
原料液 F,xF
n −1
L, xn−1
② q线的作图 q线是为了在图中作出提馏段操作线而引入的一条辅助线。
精馏段操作线方程(表示板间两相组成之间的函数关系):
Lxn − Vyn +1 + DxD = 0
L′x'm −V ′y 'm +1 −WxW = 0
Vy n +1 = Lx n + Dx D
L ′x' m = V ′y ' m +1 +WxW
L2 , x2
Vn , y n Vn +1 , y n +1
n +1
Ln , x n
原料(液) F , xF
1
加料板
2
′ ′ Vm , ym
m
m +1
′ ′ Lm , xm
′ ′ Vm+1 , ym+1
′ N VN , y′
N
′ N LN , x′
上升蒸汽 V ′, yW 再沸器
′ N LN , x′
V, yn
加料板
n
L' , xn = x1' V ' , y'2
塔板起分离作用,因此上升蒸汽的浓度 逐板增加,下降液体的浓度逐板减小。
xD= y1
相平衡
第一板
x1
x1 = f1( y1)
查恒压相图或公式计算
此相图总压p恒定
E
B
t
操作线
y2 =
相平衡
R x x1 + D R +1 R +1
x1
F
x, y
3、说明 由于提馏段下降饱和液体来 到再沸器中,发生液体部分汽 化,汽液两相达到平衡,即一次 蒸馏。起到分离作用,所以再沸 器相当于一块理论板, 逐板计算法或图算法的最后一 块板。
提馏段 精馏段
n
1
V1 , y1 V1 , y1 L1 , x1
2
全凝器
馏出液 D, xD
V2 , y 2 回流液 L, x D
(精馏段易挥发组分物料 衡算)
提馏段操作线方程(表示板间两相组成之间的函数关系):
(提馏段易挥发组分物料 衡算)
略去上述方程中变量的上下标,两式相减,得
( L′ − L) x − (V ′ − V ) y − ( DxD + WxW ) = 0
L ' = L + qF
V ' = V + ( q − 1) F
′ N VN , y′
y
此相图 总压恒定
N
′ N LN , x′
上升蒸汽 V ′, yW 再沸器
x
′ N LN , x′
釜残液 W,x
加料板因为有进料,不满足恒摩尔 流,其上下方下降液体量和上升蒸汽量 出现差异。 进料板的上方各板满足恒摩尔流假 定,应用精馏段操作线方程(如图虚 框,做物料衡算得操作线方程)。 进料板的下方各板满足恒摩尔流假 定,应用提馏段操作线方程(如图虚
L + qF W ' = xn − xw L + qF − W L + qF − W
b
' y n +1
d e
在x-y相图上,作对角线。 端点d:两条操作线的交点 (即精馏段操作线与q线的交点) 端点c:
x = xW ,
y = xW
c
(意即,间接蒸汽加热的常规塔,提馏段操作 线与对角线的交点c,是釜液浓度)
回流比对理论板层数的影响:
在进料组成、热状态以及分离要求不变的情况下,
●q线不受回流比的影响。 ●回流比直接影响精馏段操作线,也影响提馏 段操作线的位置(R改变,导致精馏段操作线 与q线的交点发生改变) 精馏段操作线方程 R1(小)
总压恒定
R 1 x + xD y = R +1 R +1
1 ( xD ) ↓ R ↑ +1
(公式适用前提:气液平衡体系,气 相为理想气体,液相不一定为理想溶 液。一般总压恒定。 )
………..
yn
xn ≤ xq
则第n块板为进料板。Xq为两操作线交点的的横坐标。 或q线与精馏操作线交点的横坐标)。为什么? 这样所 需要的理论板数最少。
x'1 = xn
提馏段第一板
(把加料板作为提馏段第一块板。 精馏段所需的理论板数为n-1 )
釜残液 W,x
V , y1
全凝器
V , y1
馏出液 D, x D
分凝器
回流液 L, x D
1
V , y2
2
L, x1 L, x2
精馏段
n −1
有时塔顶出来的蒸气先在分凝器 中部分冷凝,离开的气液两相呈平 衡。 冷凝液回流, 未冷凝的蒸气经 全凝器后,凝液作为塔顶产品。
V , yn
V ' , y '2
Fx F = Dx D + WxW
(全塔易挥发组分物料衡算)
q xF y= x− q −1 q −1
q xF y= x− q −1 q −1
q线的物理意义:
q线方程
从q线方程的推导可知, q线为经过两操作线交点的某一条直 线。(故,两条操作线的交点也是这三条直线的交点)
在x-y相图上,作对角线。
y
b
e
∆x = xn −1 − xn
c
∆x = xn −1 − xn
每个梯级的高度和宽 度,分别代表汽、液通过该 理论板时组成的变化。
xW
xn
xn −1
xD
图算法是对逐板计算法的模拟:
进料组成、进料 热状态、操作回 流比、分离程度 给定,则可确定 两条操作线和q线 的位置。 恒压时被分离混 合物系的汽液相 平衡数据已知, 则相平衡曲线可 作出。
xW
' xn
xF
x
xD
提馏段操作线上点的物理含义
两点联线即得提馏段操作线。 提馏段操作线的物理意义:提馏段操作线y=f(x)是一条直线,上面 的点代表相邻两板间汽液相浓度(x’n, y‘n+1)。对板式塔来说,不是直
线上任何一点都有意义。
(4)图算法求理论板数的步骤
(1)建立平面直角坐标系xOy。变 量范围为[0,1]。
相平衡曲线上每个梯级的顶点代表一个平衡级(理 论板):纵横坐标表示离开该板的汽液相浓度。 故梯级总数即为所需理论板数。
y
总压恒定
进料板 d
a
(2)在xOy中画出相平衡曲线,并 作对角线。 (3)在xOy中依次画出精馏段操作 线、q线、提馏段操作线。 b (4)从a点开始,在精馏段操作线与 平衡线之间作直角梯级,当梯级 的垂线达到或越过d点时,则改在 提馏段操作线与平衡线之间作直 角梯级,直至梯级的铅垂线达到 或跨过c点。
原料液 F,xF
L, xn −1
n
因为分凝器中发生部分冷凝, 起 到分离作用,故分凝器相当于一块 理论板。逐板计算法或图算法的第 一块板。
加料板
L ' , xn = x
' 1
六、 (设计型问题中)回流比的选择
在设计精馏塔时,在计算理论塔板数这一步,首先需要知道回 流比R。
那么,设计回流比R的大小是如何选择的?它的选择是基于哪 几方面的考虑?
e
要明白相平衡曲线以 及操作线上点的物理 含义
塔顶至塔底:液相浓度 逐板降低;
c
再沸器
塔底至塔顶:气相浓度 逐板升高(增浓)。
xW
xq x F
xD
梯级的高度和宽度的物理意义:
第n块板 第n-1块板 第n+1块板
y
yn yn +1
总压恒定
∆y = y n − y n +1
d
a
梯级的高度 梯级的宽度
∆y = y n − y n +1
两点联线即得精馏段操作线。
两板间汽液相浓度(xn,yn+1)。
xD
1
精馏段操作线上点的物理含义
精馏段操作线的物理意义:精馏段操作线y=f(x)是一条直线,上面的点代表相邻
但不是直线上任何一点都有意义。因为直线是连续变量构成,但板式精馏塔塔内的汽 液两相在塔板上逐级接触,进行热、质交换,在经过每一块塔板的过程中,组成x、y沿塔