PPAP_样本
PPAP控制计划 模板

Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
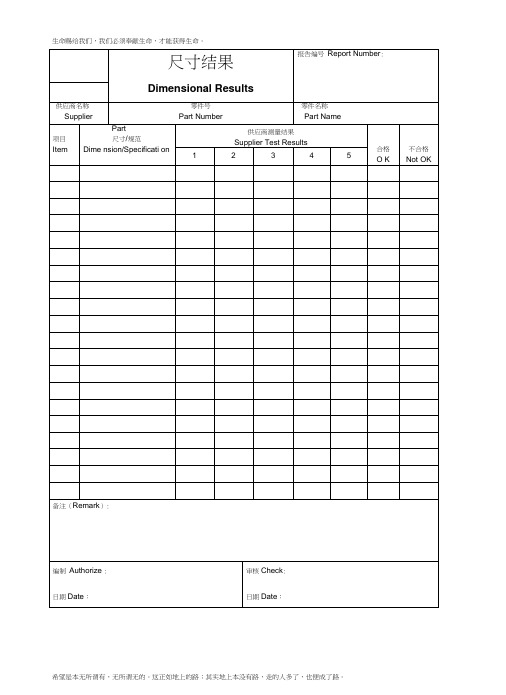
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
PPAP主要提交资料样本格式
潜在失效模式及后果分析希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
项目名称:潜在失效模式及后果分析(过程FMEA)FMEA编号:过程责任部门:编制者:车型年度/车辆:________________________ 关键日期:_________________ FMEA 日期:(编制)________________ (修订)核心小组:希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
外观件批准报告(AAR颜色评价希望是本无所谓有,无所谓无的。
这正如地上的路;其实地上本没有路,走的人多了,也便成了路。
生命赐给我们,我们必须奉献生命,才能获得生命。
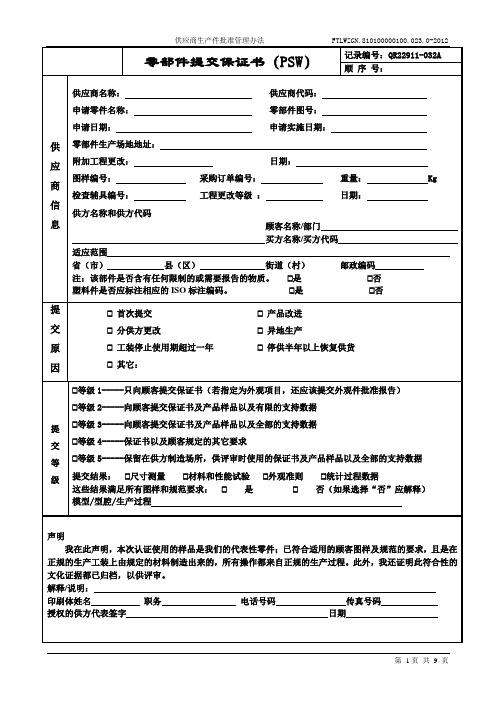
零件提交的保证书(PSW )零件号:工程图纸更改等级 ____________________ 日期 ______________________日期 ,采购订单编号重量kg工程更改等级 _________________ 日期 _________________提交 □尺寸□材料/功能□外观顾客名称/部门 采购员/采购员代码街道地址 适用城市/省/邮政编码注:该部件是否含有任何限制的或需要报告的物质。
塑料件是否应标注相应的 ISO 标注编码。
提交原因□首次提交 □工程设计更改□工装:转移、代替、整修或添加 □偏差纠正□工装停止使用期超过一年 □更改可选用的制造方法或材料 □分供方或材料来源更改 □零件加工过程更改 □在其他地方生产零件 □其他 ----- 请说明要求的提交等级(选择一项) □等级1 只向顾客提交保证书(若指定为外观项目,还应该提交外观件批准报告 )□等级2 向顾客提交保证书及产品样品以及有限的支持数据 □等级3——向顾客提交保证书及产品样品以及全部的支持数据□等级4保证书以及顾客规定的其它要求□ 等级5——保留在供应商处,供评审时使用的保证书及产品样品以及全部的支持数据提交结果这些结果满足所有图纸和规范要求: □是 □否(如果选择 否”应解释) 模型/型腔/生产过程 声明我在此确认,本保证书所代表的零件代表了我们所生产的零件,满足了生产件批准过程手册第三版的全部要求。
ppap 标准样品

ppap 标准样品PPAP 标准样品。
PPAP(Production Part Approval Process)是指生产零部件批准程序,它是供应链管理中非常重要的一环。
在汽车行业,PPAP 标准样品是供应商向客户提交的一套文件,用以证明其产品符合客户的要求,并且能够稳定可靠地生产。
本文将介绍PPAP 标准样品的相关内容,以便供应商和客户更好地理解和执行该程序。
首先,PPAP 标准样品包括哪些内容呢?通常包括以下几个主要部分,第一部分是样品的表格,包括样品的检验报告、样品的外观照片、样品的尺寸测量报告等。
第二部分是生产过程的文件,包括生产过程流程图、控制计划、FMEA 分析等。
第三部分是样品的材料证明,包括材料的化学成分分析报告、材料的物理性能测试报告等。
第四部分是供应商的资质证明,包括供应商的质量管理体系认证、员工的培训证书等。
第五部分是客户的批准文件,包括客户的零部件图纸、客户的特殊要求等。
通过这些内容,客户可以全面了解到供应商的生产能力、质量控制能力和管理能力。
其次,PPAP 标准样品的执行流程是怎样的呢?通常包括以下几个步骤,首先,供应商需要收集客户的要求和标准,包括零部件的图纸、技术规范、质量要求等。
然后,供应商需要准备样品,并对样品进行检测和分析,生成相应的检验报告和数据。
接着,供应商需要编制生产过程的文件,包括生产流程图、控制计划、FMEA 分析等。
然后,供应商需要对材料进行测试和分析,生成材料证明文件。
最后,供应商需要整理好所有的文件和资质证明,提交给客户进行审查和批准。
客户审核通过后,供应商才能正式开始生产并交付产品。
再次,PPAP 标准样品的意义何在呢?首先,它可以帮助客户了解供应商的生产能力和质量水平,从而降低采购风险。
其次,它可以帮助供应商建立完善的质量管理体系,提高产品质量和生产效率。
最后,它可以促进供应商和客户之间的沟通和合作,建立长期稳定的合作关系。
因此,执行 PPAP 标准样品是非常重要和必要的。
PPAP批产项目过程审核计划报告案例样板
PPAP批产项目过程审核计划报告案例样板PPAP(Production Part Approval Process)批产项目过程审核计划报告一、引言本报告旨在对PPAP(Production Part Approval Process)批产项目过程进行审核计划,并根据实际情况提出相关的建议和措施。
PPAP是一种供应链的质量管理标准和工具,用于确保供应商能够稳定、持续地提供满足客户要求的产品和服务,而本次审核计划将着重关注批产项目过程的各个环节。
二、审核目的和范围本次审核的目的是验证供应商在PPAP过程中是否能够有效执行并满足相关要求,以确保产品的质量稳定和客户满意度。
审核范围包括批产项目的各个环节,如样本制备、工艺能力验证、测量系统分析等。
三、审核计划根据项目的具体情况,本次审核计划分为如下几个阶段:1.准备阶段:明确审核目标和范围,制定审核计划和时间表,并通知相关人员和部门。
同时,收集和准备审核所需的文件和资料。
2.样本制备阶段:检查供应商提供的样品是否按照要求制备,并对样品进行初步的检测,以确保其符合相关标准。
3.工艺能力验证阶段:审查供应商提供的工艺能力验证文件,核实工艺流程和参数的合理性,并对工艺能力进行评估和验证。
4.测量系统分析阶段:审核供应商的测量系统分析结果,评估其测量设备的准确性和稳定性,并对结果进行确认和验证。
5.样品路线图阶段:审查供应商提供的样品路线图,验证其符合相关要求,并评估样品路径的有效性和可行性。
6.报告撰写阶段:根据审核结果和评估,撰写审核报告,总结存在的问题和不符合项,并提出相关建议和改进措施。
四、审核人员和时间安排为了确保审核过程的准确性和可靠性,本次审核计划将派出经验丰富的审核人员负责执行。
根据项目的复杂程度和时间要求,审核时间预计为4周,具体时间安排如下:第1周:准备阶段和样本制备阶段第2周:工艺能力验证阶段第3周:测量系统分析阶段第4周:样品路线图阶段和报告撰写阶段五、审核后续措施和建议1.根据审核结果,对不符合项进行整改,并确保问题得到及时解决和纠正。
PPAP主要提交资料样本格式

(设计FMEA)系统 FMEA编号:子系统页码:第页共页零组件:设计责任:编制者:车型年度/车辆类型:关键日期: FMEA日期:(编制):(修订):文案大全(过程FMEA)FMEA编号:项目名称:过程责任部门:编制者:车型年度/车辆:关键日期: FMEA日期:(编制)(修订)核心小组:文案大全控制计划文案大全外观件批准报告(AAR)文案大全零件提交的保证书(PSW)文案大全文案大全实用标准文档附录A:零件提交保证书(PSW)的填写零件信息1.零件名称2.顾客零件编号:工程签发的最终零件名称和编号。
3.安全/法规项:若零件图上注明为安全/法规项,则选择“是”,否则为“否”。
4.工程图样更改等级和批准日期:说明更改的等级和提交日期。
5.附加的工程更改:列出所有在图样上没有纳入的,但已在该零件上体现的,并已批准的工程更改。
6.图纸编号:规定提交的顾客零件编号的设计记录。
7.采购订单代号:依据采购订单填入本代号。
8.零件重量:填入用千克表示的零件实际重量,精确到小数点后四位。
9.检查辅具代码:如果辅助工具用于尺寸检验,应填入其代号。
10.工程更改等级和批准日期。
供方制造厂信息11.供方名称和供方代码:填入在采购订单上指定的制造厂址代码。
12.供方制造厂地址:填入零件生产地的完整的地址。
提交信息13.提交类型:选择提交类型,并在相应的方框上划“√”。
14.顾客名称:填入公司名称和分部或工作组。
15.买方名称和买方的代码:填入买方名称和代码。
16.适用范围:填入年型、车辆名称、或发动机、变速器等。
提交原因17.选择合适的项目,并在相应方框上划“√”,在“其他”栏上加注细节说明。
要求的提交等级18.标明由顾客要求的提交等级。
提交结果19.选择合适的项目,并在相应方框上划“√”,包括尺寸、材料试验、性能试验、外观评价和统计数据。
20.选择合适的项目,并在相应方框上划“√”。
如果是“否”,应在下面“说明”栏中进行解释。
PPAP-03原材料样品认可证

送检单编号 送检单上的编号 No. of Inspection Sheet
需改进: Need to be improved
不合格: Non - conforming
有条件认可: prove under Condition
否决: Veto
Page 2
填表说明
ห้องสมุดไป่ตู้
原 材 料 样 品 认 可 证 Raw Material Sample Approval Certification
原材料名称 Raw Material Name 原材料代号 Raw Material No. 供应商名称/编号 Supplier Name / No. 样品数量 # of Samples 第 次送样 Send the sample the time.
被认可的原材料名称 被认可的原材料代号
被认可的原材料供应商名称/编号
编号 No. 日期 Date
送样数量 送样次数
批准 Approval
1. 任 务
2. 试 验 判定 Judge: 判定的结论在框格内打√
3.
结 果 合格: Qualified
认可: Approve 结论在框格内打√ 结论:
Conclusion:
有条件认可: prove under Condition
Page 1
填表说明
品 认 可 证 proval Certification
编号: No.:
HD-PPAP-03
编号 No. 日期 Date
送样部门编号 送样日期
发件人 送样人 Person who send the part 批准 Approval 送样部门负责人
PPAP文件模板
PPAP文件模板n Part n WarrantNumber: ZY/CG-03-02Part Name:Part Number:Product Drawing Change Level: Change Date:XXX:Change Date:XXX:Weight: ______kgXXX: Yes NoXXX:XXX:Date:Supplier nSupplier Name:Supplier Code:Address/Zip Code:XXX Name:XXX:SubmittedXXX:Initial nChange to a different structure or materialProduct design changeChange in XXXTooling: n。
replacement。
XXXTooling has been out of use for more than one yearPart machining process changeXXX nn of parts XXXOther - please specifyRequired n Level (select one):Level 1 - Only submit a warranty to the customer (if specified as an appearance item。
an appearance part approval report should also be submitted)Level 2 - Warranty。
parts。
drawings。
n n results。
material and performance test results。
appearance part approval reportLevel 3 - At the requester's n - Warranty。
PPAP全套表格模板汇编
省(市)县(区)街道(村)邮政编码
注:该部件是否含有任何限制的或需要报告的物质。是否
塑料件是否应标注相应的ISO标注编码。是否
提交原因
首次提交产品改进
分供方更改异地生产
工装停止使用期超过一年停供半年以上恢复供货
其它:
申提交等级
等级1-----只向顾客提交保证书(若指定为外观项目,还应该提交外观件批准报告)
电话
传真:
Email:
供应商名称:
供应商识别代码:
供应商联系人:
电话:
传真:
Email:
提交原因:*如果需要的话,请附上相关文件
初次提交
设计/材料改变
*制造变更
(包括制造场所、加工过程和工装等)请具体说明
*供应源改变
(新供应源、制造供应源变更等)请具体说明.
纠正不符(重新提交)
*其它--请具体说明
变化的影响:
过程流程图
记录编号:JLN01-081A
生效日期:2012.4.7
项目
过程责任人
过程编号
第页,共页
产品
编制人
核心小组
关键日期
日期(编制)
日期(修改)
作业编号/简要说明
变差来源
过程流程图
产品特性
过程特性
潜在失效模式及影响分析
记录编号:JLN01-083A
生效日期:2012.4.7
项目
责任部门
FEMA编号
是否使用了正常生产材料,模具,和过程?是不是(需解释):
姓名(正楷):
职务:
电话:
供应商授权(签字):
日期:
仅供福田农装事业本部填写
接受变更申请
拒绝变更申请
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Raw material
10
inspection
原材料进厂检验
Receiving Raw
20
Material
领料
Issued: March 2013
10-1
material 材料
10-2
size 尺寸
20-1
material 材料
20-2
size 尺寸
30-1 总长度
30-2 长度
30-3 孔中心
30-4 宽度
CONTROL PLAN控制计划
Control Plan Category控制计划种类
Preparer制作者
Prototype
Pre-launch
Production
Control Plan Number控制计划编号
WJ-4377835M4-rev05
Part Number料号
ECL
4377835M4
Page页
NO.9
Date (If Req'd) 日期(如需要)
Date (If Req'd) 日期(如需要)
Date (If Req'd) 日期(如需要)
Vernier Caliper 游标卡尺
R规
Vernier Caliper 游标卡尺
Three coordinates
三坐标
5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 8
Zhou Chang, Li Gang,zhao de feng,Hu Yun Ping, Wu Fei,
Characteristics特性
Methods方法
Part / Process Name Machine, Device,
Process / Operation Jig, Tools for
Number Description Manufacturing No.
版本等级
其它批准(如需要)
Supplier/Plant供应商/工厂
Supplier Code Decision / Engineering Change Number
ChangZhou WeiJia Plate-Welding Goods Co.,
决议/工程变更号
Core Team Members核心小组成员
30-14 切口长
48.5±0.8
30-15 孔距
19.6±0.5
30-16 倒角
R18±2
40-1 孔中心
10±0.5
40-2 腰型孔
40
Punching mould 模具冲孔
80 t punch press 80T冲床
40-3
孔距
40-4 孔距
122*2+1/0 64.4±0.8 19±0.5
40-5 孔距
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
S分ep类ar返ate工&或re者p重air做or rework
CONTROL PLAN控制计划
NO.9
Control Plan Category控制计划种类
Preparer制作者
Date日期
Revision Date版本日期
Prototype
Pre-launch
Production
Hu Yun Ping
2015.3.2
Control Plan Number控制计划编号
Responsible Person责任人
Customer Engineering Approval (If Required)
WJ-4377835M4-rev05
Zhou Chang
客户技术批准(如需要)
Part Number料号
ECL
Supplier / Plant Approval / Date
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
Hu Yun Ping Responsible Person责任人
Zhou Chang
Supplier / Plant Approval / Date 供应商/工厂批准/日期 Revision Level 版本等级 Decision / Engineering Change Number 决议/工程变更号
零件/过 过程名称/操作 机器、装置、夹具 序号
程编号
描述
、工装
Product 产品
Process 过程
Key Charact eristic
关键 特性
Product / Process Specification / Tolerance产品/过 程/规范/公差
Evaluation / Measurement Technique评
30-7 长度
71±0.8
30-8 宽度
30
laser-cut 激光切割
laser-
10.6±0.5 38.8±0.8
30-10 总宽度
200±1.2
30-11 切口中心
84.5±0.8
30-12 切口中心
257.5±1.2
30-13 切口宽
38±0.8
Vernier Caliper 游标卡尺
R规
5
each batch 每批
Check the material certification 核对材料质保书
Return the remained to the warehouse or get the short
part 多的产品要退回仓库或者少
的产品重新领取
50-2 位置度
50
molding模具成型
Organize
Separate & repair or
5
5 5 5 5 5 5
Per shift 每班
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
each batch 每批
etor核rwwwwwwempacooooooei对作作作作作作npeCrrrrrrrkkkkkkilaimno领vh业业业业业业rtiiiiiigyeiieannnnnnno料ec指指指指指指录ctssssssgneeoktttttt单rrrrrrr导导导导导导rliiuuuuuutdRsahcccccc,书书书书书书tle并ettttttaiiiiiivooooooni记snnnnnndedr分多Rw:eaew类的trSSSSSSoue分分分分分分产rreeeeee返hkn的Sppppppo类类类类类类品工aaaaaatuu产hrrrrrrsp要返返返返返返eaaaaaa或eerrrrrr品tttttteeeeeereeeeee退r工工工工工工p者oeswwwwww重ar&&&&&&em回oooooo或或或或或或重rgd新trrrrrrarrrrrreekkkkkk仓eeeeee者者者者者者做int领spppppp库:et重重重重重重aaaaaah取diiiiiie或rrrrrr做做做做做做tooooooso者rrrrrrhtoh少ret
Hu Yun Ping Responsible Person责任人
Zhou Chang
Supplier / Plant Approval / Date 供应商/工厂批准/日期 Revision Level 版本等级 Decision / Engineering Change Number 决议/工程变更号
Customer Quality Approval (If Required)
4377835M4 Part Name/Description零件名称/描述
05 供应商/工厂批准/日期 Revision Level
客户质量批准(如需要) Other Approval (If Required)
COOLING BAFFLE
each batch 每批
each batch 每批
each batch 每批
each batch 每批
work instruction 作业指导书
work instruction 作业指导书
work instruction 作业指导书
work instruction 作业指导书
work instruction 作业指导书
work instruction 作业指导书
work instruction 作业指导书
work instruction 作业指导书
work instruction 作业指导书 Revised: