RT检测工艺卡
RT焊缝射线检测标准工艺卡

1/2D0
透照示意图
备注:
1、本工艺卡未规定事项,按射线检测作业指引书执行。
2、为保证胶片搭接部份旳缺陷检出率,分单双号进行二次周向曝光。
编制
审核
批准
日期
张铁路
陈广玺
陈广玺
-04-01
增感屏
前屏:Pb0.1mm后屏:Pb 0.1mm
屏蔽方式
Pb1.0
胶片型号
柯达AA-400
胶片规格
80×300
黑度范畴
2.0~4.0
检测技术级别
AB级
搭接标记放置位置
射线源侧
暗室
冲洗方式
显定影配方
显影温度
显影时间
定影温度
定影时间
手工槽显
无锡皇冠
18~22℃
5min
16~24℃
10~15min
透照技术参数
26
透照厚度比
K1.2(100<D0≤400)、K1.1(D0>400)
像质计
Fe10/16
Fe6/12
应辨认丝号
14
14
14
14
13
13
13
12
12
12
12
12
公称厚度(mm)
14
15
16
17
18
19
20
22
24
26
透照厚度
28
30
32
34
36
38
40
44
48
52
透照厚度比
K1.2(100<D0≤400)、K1.1(D0>400)
检测对象
环缝双壁单影透照
材质
碳钢、不锈钢
无损检测工艺卡(通用)

□ 湿 (□ 水、□ 油) 浓度
mol/100mL
□ AC
安(A)
磁极距
mm
磁化电流
□ DC
安(A) 匝(TA) 提升力
N
磁化时间
秒
退磁
检测部位示意图:
编 制: 资 格:
2010 年 10 月 22 日
审 核: 资 格:
年月日
渗透检测工艺卡
工程名称
材质
检验范围
验收标准
环境温度
℃
检验比例
检验部位 □ 焊缝
顺时针进行标记。
编 制: 资 格:
审 核: 2010 年 10 月 22 日 资 格:
年月日
x 射线检测工艺卡
工程名称
检 工件名称
测材 质 增感方式
条 显影剂
件 显影 时间/温度
工 工件规格
艺 参 胶片规格
数
检测部位
执行标准
设备型号
底片黑度
前屏厚度
后屏厚度
定影剂
防范措施
/24℃
定影
时间/温度
/24℃
说
明
编 制: 资 格:
2010 年 10 月 22 日
审 核: 资 格:
年月日
粉检测工艺卡
工程名称
产品规格
焊缝编号
材质
检验范围
检测规程
验收标准
合格级别
检验部位 □ 焊缝
□ 坡口
□ 其他
检验时机 □ 焊后
□ 机加工后 □ 返修后
□ 热处理后
表面制备
设备型号
设备编号
□ 荧光
磁粉选择
□ 水荧光 □ 干 型号:
工程名称 工件名称 工件规格 材质 仪器型号 耦合剂 表面粗糙度
UT探伤工艺卡

锻件超声检测工艺卡
Zhang Jiagang HaiGuo Heavy Forged Piece Co. Ltd. Ultrasonic Examination INSYAUCTION FOR FORGING 编号 NO.
材料Material 锻件规格Forging Size 热处理 Heat Treatment 表面状况 Surface Condition 仪器设备Instrument 表面补偿 Surface compensation 检验标准 Procedure 检验方法 Technical [ [ ]直straight ]斜角angle
类型Type 尺寸Size
REV
锻件编号Forging No. 数量Quantity 扫查速度 Scanning Rate ≤250Rms CTS-4020 实测补偿 Actual result 耦合剂Couplant 仪器编号Series No. 检测比例 Inspection Proportion 验收标准 Acceptable Criteria [ [ ]接触法contact ]浸入法immersion
编号S/N
≤6 in/sec Oil CL-330 100%
[ [
]手动manual ]自动automated
频率Frequency
FBH Rf Sensitivity Work Sensitivity
探头 Probe
1 2 NO. 尺寸Size 试块编号 NO. FBH 材料Material
校准试块 Reference standards
1
草图 Sketch
水平距离 检验记录 DAC 1 2 备注 Remark 编制 Inspected日期Date
无损检测工艺卡编写指南

钢构作业指导书无损检测工艺卡编写指南文件编号:版本号:编制:批准:生效日期:无损检测工艺卡编写指南1.通用部分2.每张工艺卡至少应包括以下内容:3.委托编号、工艺卡编号、工程名称、工件名称、工件特征、技术要求、探伤器材、操作工艺、示意图、人员签署等。
4.编写时机:检测工程师接收派工到现场勘查后,检测实施前。
5.编写依据:检测合同、设计图纸或产品技术要求、相关规范或产品技术条件、检测方案、委托单、各种检测方法标准、相关无损检测作业指导书、仪器操作规程等。
6.委托编号:检测工程师接收派工后,办公系统中将会自动生成一个派工编号,该派工编号即为委托编号,例如PG201400001。
7.工艺卡编号:由委托编号+后缀,后缀表示方法为探伤方法(UT/RT/MT/PT)+序列号(01),例如PG201400001UT01。
8.工程名称:以委托单为依据,填写委托单中的工程名称,例如XXX钢结构工程。
9.工件名称:以委托单为依据,填写委托单中的工件名称,例如钢柱或钢梁。
10.检测部位:以委托单为依据,填写委托单中的检测部位,一般为工件名称+零件名称与零件名称连接焊缝,例如钢柱翼板与腹板连接焊缝。
11.母材材质:以委托单为依据,填写委托单中的母材材质,例如Q235A或Q345B等。
12.接头类型:以设计图纸、现场勘查为依据,主要有对接、T接、角接、搭接、十字接头、管座角接等。
13.母材厚度:以设计图纸、现场勘查为依据,是指母材的公称厚度,而非实测厚度,单位为mm,当检测部位为不等厚焊接时,按“薄板/厚板”填写,T型接头按“腹板/翼板”填写。
14.坡口型式:以设计图纸、现场勘查为依据,主要有I型、V型、单边V型、X型、K型、U型等。
2、焊接方法:以现场勘查为依据,主要有焊条电弧焊、气体保护焊、埋弧焊、氩弧焊等。
3、焊缝宽度(焊角):以现场勘查为依据,单位为mm。
4、检测标准:是指检测方法标准,当设计文件或产品技术条件中有明确要求时应以此为准;当设计文件或产品技术条件无要求时,以所采用的规范中规定检测方法或引用的检测标准为准;当设计文件或产品技术条件及所采用的规范均无要求时,应与委托方进行协商采用何种检测标准,经委托方同意后写入委托单中由委托方经办人确认。
探伤工艺卡RT无损检测
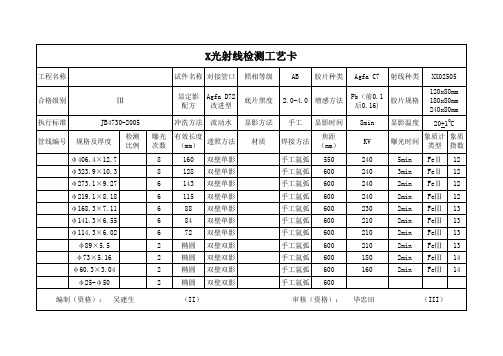
2.0-4.0 增感方法 手工 焊接方法 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 手工氩弧 显影时间 焦距 (mm) 550 600 600 600 600 600 600 600 600 600 600
Pb(前0.1 胶片规格 后0.16) 8min KV 240 240 240 240 230 210 210 210 180 160 显影温度 曝光时间 5min 3min 2min 2min 2min 2min 2min 2min 2min 2min
有效长度 透照方法 (mm) 160 128 143 115 88 84 72 椭圆 椭圆 椭圆 椭圆 (II) 双壁单影 双壁单影 双壁单影 双壁单影 双壁单影 双壁单影 双壁单影 双壁双影 双壁双影 双壁双影 双壁双影
审核(资格):
毕忠田
(III)
X光射线检测工艺卡
工程名称 合格级别 执行标准 管线编号 Ⅲ JB4730-2005 规格及厚度 φ406.4×12.7 φ323.9×10.3 φ273.1×9.27 φ219.1×8.18 φ168.3×7.11 φ141.3×6.55 φ114.3×6.02 φ89×5.5 φ73×5.16 φ60.3×3.04 φ25-φ50 编制(资格): 吴建生 检测 比例 曝光 次数 8 8 6 6 6 6 6 2 2 2 2 试件名称 对接管口 显定影 配方 冲洗方法 Agfa D72 改进型 流动水 照相等级 底片黑度 显影方法 材质 AB 胶片种类 Agfa C7 射线种类 XX02505 120x80mm 180x80mm 240x80mm 20+10C 象质计 象质 类型 指数 FeⅡ FeⅡ FeⅡ FeⅢ FeⅢ FeⅢ FeⅢ FeⅢ FeⅢ FeⅢ 12 12 12 12 13 13 13 13 14 14
无损检测工艺卡
去除
先用不脱毛的布或纸擦拭大部分多余渗透剂去除后,再用喷去除剂的布或纸擦拭,擦拭时应按一个方向进行,不得往复擦拭。
6
干燥
自然干燥5-10min
7
显像
喷涂法施加,喷咀距被检面300~400mm,喷涂方向与被检面夹角约为30~40º,使用前应将喷罐摇动使显像剂均匀。显像时间应>7min。
8
观察
显像剂施加后7~60min内进行观察,受检面的可见光照度应≥1000Lx必要时可用5~10倍放大镜观察。
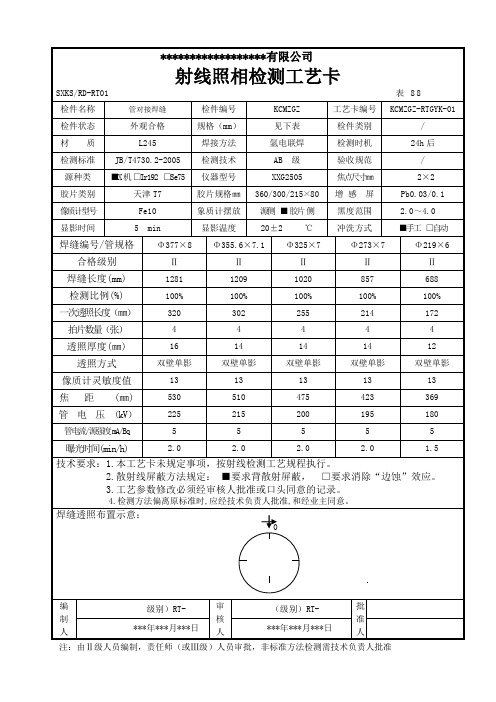
******************有限公司
射线照相检测工艺卡
SXKS/RD-RT01表88
检件名称
管对接焊缝
检件编号
KCMZGZ
工艺卡编号
KCMZGZ-RTGYK-01
检件状态
外观合格
规格(mm)
见下表
检件类别
/
材 质
L245
焊接方法
氩电联焊
检测时机
24h后
检测标准
JB/T4730.2-2005
检测技术
设备
/
检测标准
SY/T4109-2005
标准试块
镀铬试块
检验标准
/
检测比例
100%
合格级别
渗透检测质量评级要求:
1、不允许存在任何裂纹。
2、不允许任何线性缺陷磁痕。
3、圆形缺陷(评定框尺寸为35㎜×100㎜)d≤1.5,且在评定框内不大于1个。
示意草图:
************有限公司
渗 透 检 测 工 艺 卡(续)
2、安全防护:
a、检测现场应设灭火器,用于防火。
b、罐内检测应有良好的通风。
c、进罐内检测电器,照明用电应Байду номын сангаас用安全电压。
射线检测工艺卡

重
点
说
明
探伤比例
焊缝
纵缝:
总长
环缝:
% 黑度
mm
探伤
mm
长度
纵缝: 环缝:
编制:
日期:
审核:
L1= mm 象质指数 Z=
L1= mm 象质指数 Z=
L1= mm 象质指数 Z=
L3= mm 焊缝 条
L3= mm 焊缝 条
L3= mm 焊缝 条
拍片 张 拍片 张 拍片 张
电压 KV 电压 KV 电压 KV
曝 电压 KV
光 电流 mA
参 时间 min
数 仪器:
L1= mm 象质指数 Z=
L1= mm 象质指数 Z=
L3= mm 焊缝 条
L3= mm 焊缝 条
拍片 张
拍片 张
电压 KV 电压 KV
电流 mA 电流 mA
时间 min 仪器:
时间 min 仪器:
L1= mm 象质指数 Z= L3= mm 焊缝 条 拍片 张 电压 KV 电流 mA 时间 min 仪器:
纵缝透照: 透
□单壁 □双壁
照 透照焊缝编号
方 单壁
双壁
式
时间
分
温度
时间
分
温度
时间 环缝双壁:
□单影 □双影
分
脱水、干燥
环缝单壁单影:
□内透 □外透
透照焊缝编号
透照焊缝编号
单影
双影
内透
外透
oC oC □自然□烘干
环缝中心透照
透照焊缝编号
L1= mm 工
象质指数 Z= 艺
L3= mm 参
焊缝 条 数
拍片 张
电流 mA 电流 mA 电流 mA
RT-09 射线检测Ⅱ级人员资格鉴定操作考试评分细则

射线检测Ⅱ级人员资格鉴定操作考试评分细则一、工艺卡准备(10分)1. 被检对象描述(每项1分,共2分)试件名称、试件编号、试件规格等,错1项扣1分;2. 检测条件、要求描述(每项1分,共4分)仪器型号及要求、胶片型号和规格、像质计型号、曝光参数、检测标准、验收标准等,错一项扣1分;3. 主要操作步骤(检测示意图)和操作要点描述(每项1分,共4分)二、检测准备(3分)1.试件准备:核对标识,并测量相关尺寸。
并检查试件表面状况。
否则扣1分;2. 器材确认:检查考试现场所需的检测器材是否充足、完好。
否则扣1分;3. 设备准备:检查检测设备是否完好。
否则扣1分。
三、检测操作(40分)1.标识放置:搭接标记、中心标记、学号标记、试件标记应放置,少一项扣1分;标识放置位置应符合要求,否则扣2分;(共6分)2.像质计放置:像质计选择应正确,否则扣3分;像质计放置位置应正确,放置在片侧时应加“F”标记,否则扣3分;(共6分)3. 防散射措施:γ射线应使用滤光板,否则扣2分;应使用合适的铅板进行背散射、边缘散射的防护,否则扣2分;(共4分)4. 检测工艺的确定(16分)应选择适当的透照方法,并正确执行,否则扣4分。
应正确选择焦距、KV、mA、曝光时间等检测参数,错一项扣1.5分。
(共6分)应正确操作检测设备,否则扣3分。
操作步骤应正确,否则扣3分。
5. 辐射防护(8分)曝光操作前应检查清场,否则扣4分;应注意采用剂量率仪,γ射线操作应关注联锁控制,否则扣4分。
四、暗室处理(1.暗室处理器材准备:10分)处理前准备好洗片夹等器材,并检查显、定影液状态,否则扣1分;2.环境条件准备:准备好暗室红灯、定时钟,检查桌面是否清洁干燥、暗室门是否锁闭,否则扣1分;3.操作规范:显影温度、时间得当,停显、定影、冲洗时间得当,干燥操作正确,处理过程中适当的抖动等,每项扣1分,最多扣6分;4.操作步骤:必须按照暗室处理要求的流程进行操作,否则扣2分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
透 照 工 艺 参 数
一次 拍片 □管电流 管 电 (mA) 透照 数量 压 □ 强度 长度 (Z) (mm) (mm) (张)(Kv) (ci) 8 400 95 9 290 5 8 ‥ 86 8 ‥ ‥ 8 ‥ 94 6 ‥ ‥ 8 ‥ 83 ‥ ‥ ‥ 8 ‥ 83 ‥ ‥ ‥ 8 350 66 ‥ ‥ ‥ 9 300 3 ‥ ‥ 10 ‥ 3 240 ‥
检测人:
年
月
日 审核人:
年
月
日
焊缝射线检测工艺卡
工艺卡编号:GA/HS-RT-003 建 设 单 位 工程名称 安顺DN1600合成氨安装工程 合成工段 制造安装单位 工 单元名称 件 □管道 □容器 类 别 管道安装 V 焊接方法 坡口型式 氩电联焊 Kodak □X射线 □Y射线 胶片型号 源 种 类 300EGS 150mm×80mm 胶片规格 设备型号 器 3.0×3.0 □Fe□Ti□Al 焦点尺寸 象质计材料 材 屏蔽方法 □管道规格 □焊缝编号 φ273×40 φ219×35 φ159×28 SD ‥ ‥ 透照 方式 透照 厚度 (mm) 46 ‥ ‥ Fe6-12 ‥ ‥ F ‥ ‥ 铅板 象质 计型 号 象质 计位 置 象质 指数 増 感 屏 焦 距 贵州宏盛化工有限公司 四化建 15CrMo 材 质 检验时机 焊后48小时 冲洗方式 □机洗 □手工 显影温度 20℃ 显影时间 5 □铅箔 前屏:□0.03mm后屏□0.03mm □0.10mm □0.16mm 曝光 时间 (min) 3.2 ‥ ‥
检测人:
年
月
日 审核人:
年
月
日
焊缝射线检测工艺卡
工艺卡编号:GA/HS-RT-002 建 设 单 位 工程名称 安顺DN1600合成氨安装工程 合成工段 制造安装单位 工 单元名称 件 □管道 □容器 类 别 管道安装 V 焊接方法 坡口型式 氩电联焊 Kodak □X射线 □Y射线 胶片型号 源 种 类 300EGS 150mm×80mm 胶片规格 设备型号 器 3.0×3.0 □Fe□Ti□Al 焦点尺寸 象质计材料 材 屏蔽方法 □管道规格 □焊缝编号 φ273×40 φ219×35 φ180×30 φ159×28 φ159×20 φ127×21 φ83×15 φ68×10 SD ‥ ‥ ‥ ‥ ‥ SS ‥ 透照 方式 透照 厚度 (mm) 46 ‥ ‥ ‥ ‥ ‥ 34 24 Fe6-12 ‥ ‥ ‥ ‥ ‥ Fe9 Fe10 F ‥ ‥ ‥ ‥ ‥ ‥ ‥ 铅板 象质 计型 号 象质 计位 置 象质 指数 増 感 屏 焦 距 贵州宏盛化工有限公司 四化建 20G 材 质 检验时机 焊后24小时 冲洗方式 □机洗 □手工 显影温度 20℃ 显影时间 5 □铅箔 前屏:□0.03mm后屏□0.03mm □0.10mm □0.16mm 曝光 时间 (min) 3.2 ‥ ‥ ‥ ‥ ‥ 3 ‥
一次 拍片 □管电流 管 (mA) 电 透照 数量 压 □ 强度 长度 (Z) (mm) (mm) (张)(Kv) (ci) 8 400 95 9 290 5 8 ‥ 86 8 ‥ ‥ 8 ‥ 83 6 ‥ ‥
透 照 工 艺 参 数
备注:透照方式 Z—纵缝透照 , HW—环缝外照, HN—环缝内照 , SD—双壁单影, SS—双壁双影。 工程施工验收标准 检测标准 质量等级 GB50235-97 JB/T4730–2005 □A级 □AB级 □B级 探伤比例 合格级别 底 片 黑 度(D) 100% Ⅱ 1.2~3.5
一次 拍片 □管电流 管 电 (mA) 透照 数量 压 □ 强度 长度 (Z) (mm) (mm) (张)(Kv) (ci) 8 500 95 9 290 5
透 照 工 艺 参 数
备注:透照方式 Z—纵缝透照 , HW—环缝外照, HN—环缝内照 , SD—双壁单影, SS—双壁双影。 探伤比例 工程施工验收标准 GB50235-97 100% JB/T4730–2005 检测标准 合格级别 Ⅱ 质量等级 □A级 □AB级 □B级 底 片 黑 度(D) 1.2~3.5 备注:1、本工艺卡未规定事项,按公司通用工艺执行; 2、象质计在胶片侧面时需加“F” 标记; 3、此卡一式二份,一份编制人留存至工程完工后交公司存档,一份交探伤操作人员。
备注:1、本工艺卡未规定事项,按公司通用工艺执行; 2、象质计在胶片侧面时需加“F” 标记; 3、此卡一式二份,一份编制人留存至工程完工后交公司存档,一份交探伤操作人员。检测人:年来自月日 审核人:
年
月
日
备注:透照方式 Z—纵缝透照 , HW—环缝外照, HN—环缝内照 , SD—双壁单影, SS—双壁双影。 工程施工验收标准 检测标准 质量等级 GB50235-97 JB/T4730–2005 □A级 □AB级 □B级 探伤比例 合格级别 底 片 黑 度(D) 100% Ⅱ 1.2~3.5
备注:1、本工艺卡未规定事项,按公司通用工艺执行; 2、象质计在胶片侧面时需加“F” 标记; 3、此卡一式二份,一份编制人留存至工程完工后交公司存档,一份交探伤操作人员。
焊缝射线检测工艺卡
工艺卡编号:GA/HS-RT-001 建 设 单 位 工程名称 安顺DN1600合成氨安装工程 合成工段 制造安装单位 工 单元名称 件 □管道 □容器 类 别 管道安装 V 焊接方法 坡口型式 手工电弧焊 Kodak □X射线 □Y射线 胶片型号 源 种 类 150mm×80mm 300EGS 胶片规格 设备型号 器 3.0×3.0 □Fe□Ti□Al 象质计材料 焦点尺寸 材 屏蔽方法 □管道规格 □焊缝编号 φ273×40 SD 透照 方式 透照 厚度 (mm) 46 Fe6-12 F 铅板 象质 计型 号 象质 计位 置 象质 指数 増 感 屏 焦 距 贵州宏盛化工有限公司 四化建 10MoWVNb 材 质 检验时机 焊后24小时 冲洗方式 □机洗 □手工 显影温度 20℃ 显影时间 5 □铅箔 前屏:□0.03mm后屏□0.03mm □0.10mm □0.16mm 曝光 时间 (min) 3.2