铁芯片正装复合模设计冲压模课程设计报告
铁芯冲片冲压复合模设计)
编号:0417成人高等教育毕业设计(论文)题目铁心冲片复合模设计学院机电工程学院专业机械设计制造及其自动化(模具设计与制造)4班年级姓名姚赞彬指导教师罗方河老师(年月)广东工业大学继续教育学院制模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力,因此这次我们的毕业设计要求设计一个模具以便检验自己所学模具有关方面的知识是否牢固。
由于产品的材料和工艺特性不同,生产用的设备也各异,模具种类繁多,但用的最为广泛的大约有以下几种:冷冲压模、塑料成型模、锻造模、精密铸造模、粉末冶金模、橡胶成型模、玻璃成型模、窑业制品模、食品糖果模、建材用模等。
其中以冷冲压模、塑料模的技术要求和复杂程度较高。
据不完全统计,飞机、汽车、拖拉机、电机电器、仪器仪表等产品的零件,有60%左右是用模具加工完成的;自行车、手表、洗衣机、电冰箱、电风扇等轻工业产品,有80%的零件需由模具来制造。
至于标准件中的紧固件、轴承、日用五金、餐具、塑料制品、玻璃制品、玻璃器皿、皮胶鞋等的大批量生产,完全靠模具来保证。
例如生产海鸥牌照相机,其占总数的92%的零件就需500套模具,又如解放牌汽车改型后约需400套模具,其总重量达2500t。
即使一个自动玩具的生产也需要近90套模具。
显而易见,模具作为一种专用的工艺装备,在生产中的决定性作用和重要地位越来越被人们所共认。
实践证明,只有依靠先进的科学技术,广泛地采用新技术、新工艺、新材料和新设备,加强科学管理,才能促进生产的持续发展。
而要完成上述新课题和新项目就离不开精密、复杂、大型、长寿命模具的及时工艺。
从接到设计任务到完成,短短的三个月来,从刚开始朦胧的学习模具设计与制造,到可以独立完成一套小型的模具,这是一个量的积累到质的变化.在设计方面,用CAD软件协助进行绘图,大大的提高工作效率.设计过程是充实而又快乐的,每当一次又一次的通过查数据,攻破一个小难关,到最后完成有点小成就感,从进学校学习模具这个专业,就以模助为中心,以后要好好朝模助设计师这个目标好好努力!这次设计能顺利完成,还得感谢罗方河等老师的精心指导。
冲压模课程教学设计复合模
湖南铁道职业技术学院课程设计题目复合膜成型(形)方案拟定及模具设计与制造系机电工程系专业模具设计与制造学生姓名班级学号指导教师职称完成日期2011 年 4 月日湖南铁道职业技术学院课程设计评阅书学生姓名班级题目复合膜成型(形)方案拟定及模具设计与制造指导教师职称1、指导教师评语:签名:2011 年月日湖南铁道职业技术学院课程设计明细表计:封面 1 张说明书 1 页表格 1 张插图 2 幅附设计图 1 张完成日期2011 年月日^`目录第一章设计任务 61.1零件设计任务 61.2分析比较和确定工艺方案 6第二章计算冲裁压力、压力中心和选用压力机82.1排样方式的确定及材料利用率计算82.2计算冲裁力、卸料力92.3确定模具压力中心102.4冲裁刃口尺寸及工差的计算11第三章设计制件的模具133.1确定模具的结构133.2模具各部分材料的选用:133.3模具的总体设计143.4主要零部件的设计153.5选冲模标准模架163.6定位零件17第四章校核冲压设备基本参数194.1公称压力的校核194.2闭合高度的校核19第五章设计心得21第六章参考文献23第七部分零件图 26第八部分装配图 28第一章设计任务1.1零件设计任务如图所示零件材料08钢板料厚度1.5mm 生产批量:大批量1.2分析比较和确定工艺方案一、冲裁件的工艺分析此工件的材料为08钢其强度低、钢质软、塑性和韧性好。
一般使用不需进行热处理,但为消除因冷加工而产生的内力,改善钢的切削性能,可进行热处理,冷加工可增加强度。
抗拉强度σb (MPa):≥295(30)屈服强度σs (MPa):≥175(18)伸长率δ5 (%):≥30断面收缩率ψ(%):≥60 符合冲裁要求。
工件相对简单,只有落料、冲孔两个工序。
将外形视为落料,需要冲的只有一个如图所示的孔。
未注尺寸公差为默认公差IT14,尺寸精度要求较低,普通冲裁能满足要求。
二、确定工艺方案该工件包括落料、冲孔两个基本工序、可有以下三种工艺方案。
硅钢片正装复合模设计

冲压模课程设计报告题目:铁芯片复合模设计专业:模具设计与制造姓名:郭宁导师:唐向清老师时间: 2010.10.21冲压模具设计报告摘要:本论文应用所学专业理论课程和生产实际知识进行了冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容。
通过本次设计,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本技能,懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了相应工程设计规范和标准,同时对相关的课程进行了全面的复习,使独立思考能力有了提高。
本设计采用落料冲孔复合模,模具设计制造简便易行。
落料冲裁效果好,能极大地提高生产效率。
本设计主要工序包括:冲孔和落料。
本设计分别论述了产品工艺分析,冲压方案的确定,工艺计算,模板及主要零件设计,模具装配等问题。
本设计的内容是确定复合模内型和结构形式以及工艺性,绘制模具总图和主要工作零件图。
关键词:冷冲压铁芯片冲裁落料第 2 页共24页南通纺织职业技术学院目录摘要: (2)1.绪论 (4)1.1 冲压的概念、特点及应用 (4)1.2 冲压的基本工序及模具 (4)1.3 冲压技术的现状及发展方向 (5)2.设计课题及设计任务书 (8)2.1 设计课题 (8)2.1.1课题来源 (8)2.1. 2 课题研究的目的与基本要求 (8)2.2设计任务书 (9)3.冲压工艺与模具设计 (10)3.1 冲压件工艺分析 (10)3.2 工艺方案及模具结构类型 (10)3.3 排样设计及计算 (11)4工艺设计与计算 (12)4.1冲压力的计算 (12)4.2确定压力中心 (13)4.3 凸凹模刃口尺寸计算 (13)4.4主要模具零件结构尺寸 (15)4.5其它模具零件结构尺寸 (16)4.6 冲床选用 (16)5.1凹模加工工艺规程 (18)5.2凸凹模加工工艺规程 (18)5.3凸模固定板加工工艺规程 (19)5.4凸凹模固定板加工工艺规程 (19)5.5卸料板加工工艺规程 (20)5.6上垫板加工工艺规程 (20)第 3 页共24 页冲压模具设计报告5.7下垫板加工工艺规程 (21)5.8空心垫板加工工艺规程 (21)5.9上模座加工工艺规程 (22)5.10下模座加工工艺规程 (22)5.11推件块加工工艺规程 (22)5.12冲孔凸模加工工艺规程 (23)6.设计总结 (24)7参考文献 (24)1.绪论1.1 冲压的概念、特点及应用冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
山字形铁芯片硬质合金复合模冲压设计说明书

专业课程设计说明书题目:山字形铁芯片硬质合金复合模设计人:王志君学号:学院:机械工程学院专业:材料及控制工程班级:材料指导教师:***日期: 年 月 日目录前言 (4)摘要 (5)设计题目及零件图 (6)1冲压工艺性分析及工艺方案的确定 (7)1.1工艺分析 (7)1.2工艺方案的确定 (7)1.3模具结构形式的确定 (8)2冲压工艺计算及设计 (9)2.1冲裁排样设计 (9)2.2计算材料利用率η (9)2.3计算冲压力 (10)2.4设备类型的选择 (11)2.5计算压力中心 (11)2.6计算凸凹模刃口尺寸 (13)3冲模结构设计 (15)3.1凹模设计 (15)3.2冲孔凸模设计 (16)3.3凹凸模设计 (17)3.4模具总体设计 (18)3.5选择模架及确定其他零件尺寸 (19)3.6校核压力机安装尺寸 (20)4冲模零件加工工艺设计 (22)4.1冲孔凹模的加工工艺路线及过程 (22)4.2凹模的加工工艺路线及过程 (22)4.3凸凹模的加工工艺路线及工程 (23)5模具专配及试模 (25)5.1模具的装配 (25)5.2模具的调试 (25)结论 (28)致谢 (30)参考资料 (31)前言冲压技术广泛应用于航空、汽车、电机、家电、通信等行业的零部件的成形的加工。
据国际生产技术协会预测,到本世纪中,机械零部件中60%的粗加工、80%的精加工要有模具来完成加工。
因此,冲压技术对发展生产、增加效益、更新产品等方面具有重要作用。
目前,我国冲压技术与先进工业发达国家相比还相当落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与先进工业发达国家的模具相比差距相当大。
本次设计是参考了众多参考文献及专业资料的规范要求编写而成。
本设计主要介绍山字形铁芯片倒装冲压复合模。
本设计共分5章,主要包括材料工艺分析和成形性能、冲压工序特点和工艺计算、模具总体结构设计、模具主要零件结构设计及工艺性分析等。
冲压模具铁芯片课程设计

冲压模具铁芯片课程设计一、课程目标知识目标:1. 让学生掌握冲压模具的基本结构,特别是铁芯片的功能和作用;2. 使学生理解并掌握铁芯片在冲压模具中的安装、调试与维护方法;3. 帮助学生了解冲压模具铁芯片的材料选择及其对冲压产品质量的影响。
技能目标:1. 培养学生能够运用所学知识,分析和解决实际生产中冲压模具铁芯片相关问题;2. 提高学生的动手实践能力,使其能够熟练进行铁芯片的安装、调试及简单维护;3. 培养学生运用CAD/CAM等软件进行冲压模具铁芯片设计的能力。
情感态度价值观目标:1. 培养学生热爱专业,对制造业充满热情,增强对工程技术的认识;2. 培养学生的团队协作意识和沟通能力,使其在项目实施过程中能够互相帮助、共同进步;3. 培养学生的创新意识和实践精神,激发他们在实际生产中发现问题、解决问题的积极性。
分析课程性质、学生特点和教学要求,本课程旨在通过理论与实践相结合的方式,使学生在掌握冲压模具铁芯片相关知识的基础上,具备解决实际问题的能力。
课程目标具体、可衡量,有助于学生和教师在教学过程中明确课程预期成果,并为后续的教学设计和评估提供依据。
二、教学内容1. 冲压模具基本结构及铁芯片功能:介绍冲压模具的组成,重点讲解铁芯片在模具中的作用及其对产品质量的影响。
教材章节:第一章 冲压模具概述;第二节 铁芯片的结构与功能。
2. 铁芯片的材料选择与性能要求:分析不同材料铁芯片的优缺点,探讨材料选择对冲压产品质量的影响。
教材章节:第二章 铁芯片材料;第一节 铁芯片的材料选择;第二节 铁芯片的性能要求。
3. 铁芯片的安装、调试与维护:讲解铁芯片的正确安装方法,调试技巧及日常维护注意事项。
教材章节:第三章 铁芯片的安装与调试;第四节 铁芯片的维护与保养。
4. 铁芯片设计方法与实践:介绍运用CAD/CAM软件进行铁芯片设计的方法,结合实际案例进行分析。
教材章节:第四章 铁芯片设计;第三节 铁芯片设计软件应用。
冲压模具课程设计报告范例
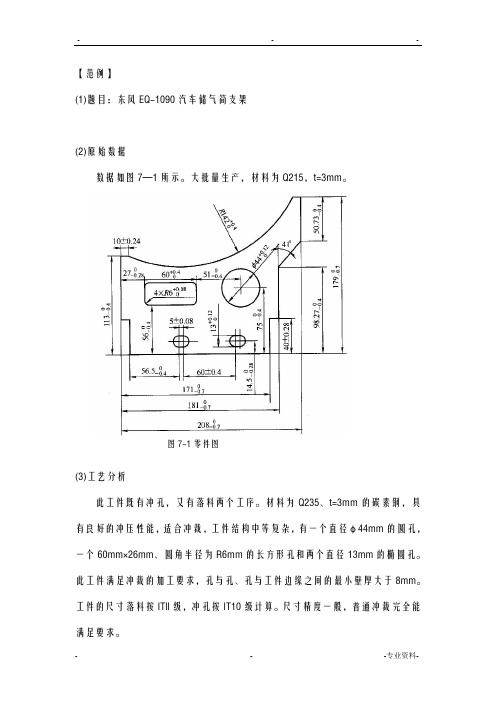
【范例】(1)题目:东风EQ-1090汽车储气简支架(2)原始数据数据如图7—1所示。
大批量生产,材料为Q215,t=3mm。
图7-1零件图(3)工艺分析此工件既有冲孔,又有落料两个工序。
材料为Q235、t=3mm的碳素钢,具有良好的冲压性能,适合冲裁,工件结构中等复杂,有一个直径φ44mm的圆孔,一个60mm×26mm、圆角半径为R6mm的长方形孔和两个直径13mm的椭圆孔。
此工件满足冲裁的加工要求,孔与孔、孔与工件边缘之间的最小壁厚大于8mm。
工件的尺寸落料按ITll级,冲孔按IT10级计算。
尺寸精度一般,普通冲裁完全能满足要求。
(4)冲裁工艺方案的确定①方案种类该工件包括落料、冲孑L两个基本工序,可有以下三种工艺方案。
方案一:先冲孔,后落料。
采用单工序模生产。
方案二:冲孔一落料级进冲压。
采用级进模生产。
方案三:采用落料一冲孔同时进行的复合模生产。
②方案的比较各方案的特点及比较如下。
方案一:模具结构简单,制造方便,但需要两道工序,两副模具,成本相对较高,生产效率低,且更重要的是在第一道工序完成后,进入第二道工序必然会增大误差,使工件精度、质量大打折扣,达不到所需的要求,难以满足生产需要。
故而不选此方案。
方案二:级进模是一种多工位、效率高的加工方法。
但级进模轮廓尺寸较大,制造复杂,成本较高,一般适用于大批量、小型冲压件。
而本工件尺寸轮廓较大,采用此方案,势必会增大模具尺寸,使加工难度提高,因而也排除此方案。
方案三:只需要一套模具,工件的精度及生产效率要求都能满足,模具轮廓尺寸较小、模具的制造成本不高。
故本方案用先冲孔后落料的方法。
③方案的确定综上所述,本套模具采用冲孔一落料复合模。
(5)模具结构形式的确定复合模有两种结构形式,正装式复合模和倒装式复合模。
分析该工件成形后脱模方便性,正装式复合模成形后工件留在下模,需向上推出工件,取件不方便。
倒装式复合模成形后工件留在上模,只需在上模装一副推件装置,故采用倒装式复合模。
冲压正装复合模课程设计
冲压正装复合模课程设计一、课程目标知识目标:1. 学生能理解冲压正装复合模的基本概念,掌握其工作原理及结构组成。
2. 学生能掌握冲压正装复合模的设计步骤和关键参数,具备初步的模具设计能力。
3. 学生了解冲压正装复合模在制造业中的应用,熟悉相关行业标准和规范。
技能目标:1. 学生能运用所学知识,独立完成冲压正装复合模的设计方案,具备一定的创新设计能力。
2. 学生能运用CAD/CAM软件进行冲压正装复合模的参数化设计和模拟分析,提高实际操作技能。
3. 学生具备一定的团队协作能力,能在项目中进行有效沟通和分工合作。
情感态度价值观目标:1. 学生培养对模具设计专业的热爱,增强职业认同感和责任感。
2. 学生通过学习,认识到冲压正装复合模在制造业中的重要性,激发对先进制造技术的探究兴趣。
3. 学生在学习过程中,养成严谨、认真、细致的工作态度,培养良好的职业道德。
本课程针对高年级模具设计与制造专业学生,结合课程性质、学生特点和教学要求,明确以上课程目标,旨在培养学生具备扎实的专业知识、熟练的操作技能和良好的职业素养。
通过分解目标为具体学习成果,为后续教学设计和评估提供依据。
二、教学内容1. 冲压正装复合模基本概念:介绍冲压正装复合模的定义、分类及特点,使学生了解模具的广泛应用和重要性。
教学内容涉及教材第1章“冲压模具概述”。
2. 冲压正装复合模工作原理及结构组成:讲解模具的工作原理,分析正装复合模的结构组成及各部分功能。
教学内容涉及教材第2章“冲压模具结构与设计原理”。
3. 冲压正装复合模设计步骤及关键参数:详细介绍模具设计的基本步骤,解析关键参数的确定方法。
教学内容涉及教材第3章“冲压模具设计方法”。
4. 冲压正装复合模应用案例分析:通过实际案例,使学生了解模具在制造业中的应用,提高实际操作能力。
教学内容涉及教材第4章“冲压模具应用实例”。
5. CAD/CAM软件在冲压正装复合模设计中的应用:教授学生运用CAD/CAM 软件进行模具设计、模拟分析及优化。
毕业设计(论文)-u型铁芯片冲压模具设计[管理资料]
毕业设计(论文)题目U型铁芯片冲压模具设计英文题目U-shaped iron chip stampingmould design学生姓名学号指导教师专业机械工程及自动化摘要冲压成型是金属成型的一种重要方法,它主要适用于材质较软的金属成型,可以一次成型形状复杂的精密制件。
本课题垫片作为设计模型,将冷冲模具的相关知识作为依据,阐述冷冲模具的设计过程。
本设计对给定工件进行的复合模设计,利用Auto CAD软件对制件进行设计绘图。
明确了设计思路,确定了冲压成型工艺过程并对各个具体部分进行了详细的计算和校核。
如此设计出的结构可确保模具工作运用可靠,保证了与其他部件的配合。
并绘制了模具的装配图和零件图。
本课题通过对工件的冲压模具设计,巩固和深化了所学知识,取得了比较满意的效果,达到了预期的设计意图。
关键词:冲压; 成型; 模具设计AbstractStamping is an important method of metal forming, it is mainly applied to relatively softmetal forming, can be a molding of precision parts of complex shape. This topic is to petrochemical, chemical, electric power industries in the flange gasket sealing structure as a design model, Die related knowledge as a basis to explain the design process of Die. The design of a given workpiece for progressive die design, the use of Auto CAD software to design parts drawing. Clear design ideas, determine the process of stamping and forming part of the various specific details of the calculation and verification. The structure of such a design die is used to ensure reliability, ensure coordination with other components. And the mapping of the mold assembly and part drawings. The subject of the workpiece by stamping die design, consolidate and deepen the knowledge, and achieved satisfactory results, to achieve the desired design intent.Keywords: stamping die; stamping molding; die design目录绪论 (5)1零件图分析及工艺方案设定 (7) (7) (7)2工艺设计及计算 (8): (8) (10) (11)3 模具类型及结构选择 (12)模具类型的选择 (12)操作方式 (13)卸料、出件、推件方式 (13)卸料方式 (13)出件方式 (13)推件方式 (13)确定送料方式 (13)确定导向方式 (14)、上下模座 (14)4凸凹模,凹模,凸模设计计算 (15) (15) (15) (17) (17): (18): (19) (21)5其它零件的选取 (21) (21) (22): (22): (22) (22) (22)6模具材料、总装图、装配 (23) (23) (24) (25) (25) (26) (26) (27)设计总结 (28)致谢 (29)附录 (32)绪论冲压成形作为现代工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点,是一种其它加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中。
复合模结构-正装复合模(教案).docx
广东省技工学校文化理论课教案(首页)共页编号:QD—0708—05 版本号:B/O 流水号:2011T04-010¥授课教师:蔡文华审阅签名:年月日教学过程(代码Z第页一、组织教学清点学生人数 二、旧课复习通过问题学生,简单复习上节课的内容。
三、导入新课由于冲裁件形状、尺寸、精度和生产批量及生产条件不同,冲裁模的结构类型也不同, 本次课程主要讨论冲压生产中常见的复合模的结构特点。
四、新课教学复合模复合模是一种多工序的冲模。
是在压力机的一次工作行程中,在模具同一部位同时完成数 道分离工序的模具。
复合模的设计难点是如何在同一工作位置上合理地布置好儿对凸、凹模。
它在结构上的主要特征是有一个既是落料凸模乂是冲孔凹模的凸凹模异它们可能是冲孔、落 料、拉深或整形等不同工序的组合。
复合模结构特点:生产效率高 节省人力、电力和工序 间搬运工作。
冲裁精度高-因几道工序在同一工位上完成,定位基准一致。
制造成本较高-模具的制造精度要求较高,周期较长。
模结构特点对比复合模结构选择原则 •生产批量复合模的生产效率高,故对大量生产有很重要的作用。
•冲裁精度 当冲件的尺寸精度或对称度、同轴度要求较高时,可考虑采用复合模。
复合工序的数量一般复合工序应在四个以下,否则模貝结构复朵,强度也不好,并且不易 制造和维修。
按照复合模工作零件的安装位置不同,分为图2-43为正装式落料冲孔复合模。
正装式复合模工作时,板料以导料销和挡料销定位。
上模卜•压,凸凹模外形和凹模进行落料,落下料卡在凹模中,同时冲孔凸模与凸凹模内孔 进行冲孔,冲孔废料卡在凸凹模孔内。
卡在凹模屮的冲件由顶件装置顶岀凹模而。
顶件装置 由带肩顶杆10和顶件块9及装在下模座底下的弹顶器组成。
教学过程 (代码A-4)□單工序模 ■復合模 □連續模教学过程(代码A—4)。
铁心片冲压课程设计说明书
课程设计说明书题目名称学院(部):机械工程学院专业:材料成型及控制工程学生姓名:肖立平班级:材料072 学号07405300226指导教师姓名:胡成武职称教授最终评定成绩2011 年 1月摘要本设计为冲孔、落料的模具。
经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,采用冲孔落料工序。
通过冲裁力、顶件力、卸料力等计算,确定压力机的型号。
再分析对冲压件加工的模具适用类型选择所需设计的模具。
得出将设计的模具类型后将模具的各工作零部件设计过程表达出来。
在第一部分分析了弓箭的材料与冲压工艺,采用符合模具进行加工,然后计算出冲压力,再为工件加工排样设计计算出材料利用率保证材料的经济性。
再进行压力机的选择,后面为了保证冲件的精度进行凸凹模刃口尺寸的计算。
这些都算好后进行绘制模具总装草图,并且书写说明书,以此设计模具各个工作零件的尺寸,保证设计的合格率。
在工作零件等都设计完全后,进行绘制正式的零件图与模具总装图,最后进行检查,修改,保证本设计的正确度。
目录一、工件工艺性分析: (4)1-1 工件图 (4)1-2 工艺分析 (4)二、模具设计计算 (5)2-1 排样、计算条料宽度及确定步距 (5)2-2 计算冲压力 (6)2-3 确定模具压力中心 (7)2-4 冲模刃口尺寸及公差的计算 (8)2-5 确定各主要零件结构尺寸 (10)三、设计并绘制总装图、选取标准件 (11)四、模具总装图 (12)五、编写工艺卡 (13)六、总结 (14)七、参考文献 (15)一、工件工艺性分析:1-1 工件图零件名称铁心片图号A005 材料硅钢板料厚0.35mm 生产批量大批量1-2 工艺分析该零件形状简单,结构对称,由直线和圆组成。
由参考文献【1】P48可得出,普通冲裁件内外形尺寸的经济公差等级一般不高于IT11级,落料件公差等级最好低于IT10级,冲孔件最好低于IT9级。
取落料件公差等级为IT9级,冲孔件IT8级,由参考文献【1】表3-6、3-7可知,冲裁件外形与内控尺寸公差为0.14/0.12。