焊接变位机工作原理
(完整word版)20T焊接变位机的设计与分析要点
目录第一章绪论 (3)1.1选题背景 (3)1。
2研究的目的和意义 (3)1.3国内外研究综述 (4)第二章焊接变位机的主要性能及结构 (4)2。
1一般焊接设备应具备的性能 (5)2.2焊接变位机的分类 (5)2。
3焊接变位机的主要结构及工作原理 (7)2。
4焊接变位机的选用原则 (8)第三章焊接变位机的方案设计 (9)3。
1焊接变为机的整体方案设计 (9)3。
2 翻转机构设计 (11)3。
2。
1第一级蜗杆的设计 (11)3.2。
2第二级蜗轮的设计蜗杆 (15)第四章校核 (20)4。
1各轴转速 (20)4。
2各轴的功率 (21)4。
3 各轴的转矩 (21)4.4 齿轮的校核 (21)4。
5 轴的校核 (25)4.6小齿轮轴承的校核 (26)第五章控制部分 (28)5。
1 控制部分电气原理图 (28)5.2回转机构的控制部分 (28)5.3翻转电机的控制 (29)致谢 (30)参考文献 (31)第一章绪论1.1选题背景焊接技术自发明至今已有百余年的历史,工业生产中的一切重要产品,如航空、航天及核能工业中产品的生产制造都离不开焊接工艺,并且焊接质量的好坏直接影响产品质量的好坏以及整机性能.所以改进焊接技术,提高焊接质量对现代化工业有着重要的作用,其中提高焊接机械化、自动化水平,实现焊接工艺及装备的现代化是改进焊接质量的一个重要方面。
一般来说,当焊件的质量较大或体积较大时,靠人工改变焊缝位置很不容易,且效率低下,在这样的焊接生产中,就会遇到焊接变位及选择合适的焊接位置的情况,针对这一实际需要,人们就设计制造了焊接变位机。
合适的变位机能将被焊工件的焊缝转动到最佳位置,从而提高焊接质量及生产效率,更避免了立焊、仰焊等情况出现。
变位机可以使工件上的接缝处于理想的船形位置或平焊位置,以方便进行焊接,是提高焊接效率和质量,降低劳动强度的有效工具。
另外,选择合适的变位机能降低工人的劳动强度以及生产成本,加强安全文明生产,有利于现场管理.到如今,焊接变位机不仅仅是一种焊接辅助设备,它更是与与焊接操作机、焊接滚轮架并称为焊接辅助设备中三大机。
变位机介绍

变位机介绍变位机是一种能够实现物体位置或形状变化的机械装置。
它可以将物体从一种状态转变为另一种状态,具有广泛的应用领域。
在工业生产中,变位机被广泛应用于装配线、生产线等自动化设备中,能够实现高效、精确的物体转移、转位和转换。
下面将从不同的角度介绍变位机的原理、应用和发展趋势。
一、变位机的原理变位机的原理主要基于各种机械构件之间的运动和相互作用。
通过设计和安装不同的机械装置,如传动装置和控制装置,使物体在空间中发生位置或形状的变化。
变位机通常由多个部分组成,包括传动系统、控制系统和变位部件。
传动系统通过传动装置(如齿轮、链条等)将动力传递到变位部件,控制系统则通过控制装置(如电机、气动元件等)控制变位部件的运动。
变位部件根据设计要求,可以是平移、旋转、折叠等形式,实现物体在空间中的位置或形状的变化。
二、变位机的应用变位机在工业生产中具有广泛的应用。
首先,变位机在装配线中可以实现零部件的转移和组装。
例如,在汽车生产线上,变位机可以将不同的零部件从一个工位转移到另一个工位,并完成组装任务。
其次,变位机还可用于产品的包装和分拣。
例如,在食品工厂中,变位机可以将食品从生产线上转移到包装线上,并按照不同规格进行分拣和包装。
此外,变位机还可以应用于机器人系统、仓储物流等领域,提高生产效率和质量。
三、变位机的发展趋势随着工业自动化水平的提高,变位机的发展也呈现出一些新的趋势。
首先,变位机将更加智能化和灵活化。
传统的变位机通常需要通过人工设置来实现不同工作状态的切换,而未来的变位机将能够根据不同的产品要求自动调整工作状态,实现自动化生产。
其次,变位机将更加精准和高效。
通过引入先进的传感器技术和控制算法,变位机能够实现更精确的位置控制和更高的运动速度,提高生产效率和产品质量。
最后,变位机将更加可持续和环保。
随着环保意识的提高,变位机将采用更节能、低噪音和低污染的设计,减少对环境的影响。
变位机作为一种能够实现物体位置或形状变化的机械装置,在工业生产中具有广泛的应用。
焊接变位机设计毕业设计
焊接变位机设计毕业设计焊接变位机设计毕业设计随着工业自动化的快速发展,焊接技术在制造业中扮演着重要的角色。
为了提高焊接过程的效率和质量,许多企业开始引入焊接变位机。
焊接变位机是一种能够自动调整焊接工件位置的设备,可以实现焊接过程中的自动化操作。
本文将探讨焊接变位机的设计原理和关键技术。
一、焊接变位机的设计原理焊接变位机的设计原理主要包括三个方面:机械结构设计、控制系统设计和安全系统设计。
1. 机械结构设计焊接变位机的机械结构设计是整个设备的基础。
它需要考虑到焊接工件的尺寸和形状,以及焊接工艺的要求。
通常,焊接变位机采用多轴机械结构,可以实现多方向的运动和旋转。
同时,机械结构的刚性和稳定性也是设计的关键因素,以确保焊接过程中的精度和稳定性。
2. 控制系统设计焊接变位机的控制系统设计主要包括运动控制和焊接控制两个方面。
运动控制主要负责控制焊接变位机的运动轨迹和速度,以实现焊接工件的精确定位。
焊接控制主要负责控制焊接参数,如焊接电流、电压和速度等,以确保焊接质量。
同时,控制系统还需要与上位机进行通信,实现远程监控和数据传输。
3. 安全系统设计焊接变位机的安全系统设计是保证操作人员和设备安全的重要组成部分。
它主要包括防护装置、急停按钮和安全传感器等。
防护装置可以防止操作人员接触到焊接工件和焊接设备,减少事故的发生。
急停按钮可以在紧急情况下迅速停止设备的运动。
安全传感器可以监测设备的运动状态和环境参数,及时发出警报。
二、焊接变位机的关键技术焊接变位机的设计涉及到多个关键技术,包括运动控制技术、焊接技术和传感技术等。
1. 运动控制技术运动控制技术是焊接变位机实现精确定位和运动轨迹控制的关键。
常用的运动控制技术包括伺服控制和步进控制。
伺服控制可以实现高精度和高速度的运动控制,适用于对精度要求较高的焊接工艺。
步进控制可以实现较低成本的运动控制,适用于对精度要求较低的焊接工艺。
2. 焊接技术焊接技术是焊接变位机实现焊接过程的关键。
焊接变位机械设计研究
焊接变位机械设计研究焊接变位机械是一种可以帮助焊接过程中工件进行旋转和翻转的设备,它在焊接工艺中具有非常重要的作用。
在焊接自动化过程中,焊接变位机械能够提高焊接效率和质量,减少人力成本和操作风险。
对焊接变位机械的设计和研究具有重要的实际意义。
一、焊接变位机械的类型及其应用1. 类型焊接变位机械根据其结构和工作方式的不同,可以分为旋转式焊接变位机和翻转式焊接变位机两种类型。
旋转式焊接变位机是指通过电机驱动旋转轴,使工件进行旋转的装置。
在焊接过程中,采用旋转式焊接变位机可以使工件保持稳定的旋转速度和角度,从而实现对工件全方位的焊接。
2. 应用焊接变位机械主要用于大型工件焊接过程中的旋转和翻转操作。
在船舶、桥梁、石油化工、风电等领域,需要对大型金属构件进行焊接时,通常就需要使用焊接变位机械来实现对工件的旋转和翻转。
焊接变位机械也可以应用于钢结构、船舶、桥梁等工程机械的生产制造环节。
二、焊接变位机械设计研究现状分析目前,国内外关于焊接变位机械设计研究已经取得了一系列的成果,但与焊接自动化设备的整体发展相比,焊接变位机械的设计研究尚处于起步阶段,存在一些问题和不足。
1. 技术水平不高目前国内焊接变位机械的设计水平相对较低,主要体现在设备的控制精度、稳定性和可靠性方面。
大多数焊接变位机械还停留在传统机械传动和液压控制的阶段,缺乏现代化的电气控制技术和自动化控制系统。
2. 缺乏标准化设计国内焊接变位机械的设计缺乏统一的标准和规范,导致了产品质量参差不齐,生产效率低下,难以满足用户的实际需求。
由于缺乏标准化设计,焊接变位机械的产品结构和性能参数存在较大的差异。
3. 创新能力不足国内焊接变位机械制造企业创新能力不足,缺乏对焊接变位机械的核心技术和关键零部件的研发能力。
目前,市场上主要以进口设备为主,国内产品在技术含量和产品性能上存在明显的差距。
为了提高焊接变位机械的设计水平和产品质量,需要针对关键技术进行深入研究和探讨。
焊机变压器工作原理

焊机变压器工作原理
焊机变压器的工作原理是通过变压器将电源提供的电压进行调整,以满足焊接
工艺对电流的需求。
变压器是一种电器设备,由一对密绕线圈组成,分别称为主线圈和副线圈。
主线圈是通过电源连接,它的匝数决定了输入电压与输出电压之间的比例关系。
副线圈则连接到焊接头,供应焊接电流。
当主线圈中的电流流过时,会产生一个变化的磁场,这个磁场通过铁芯传递到副线圈中,从而在副线圈中激发出电势。
由于主线圈和副线圈之间的匝数比例不同,输入电压和输出电流的比例也不同。
通过选择合适的变压器参数,可以实现输出电流的控制,以适应焊接工艺的要求。
除了调整电压,焊机变压器还具备一些额外的功能。
例如,它通常配备有保护
装置,以确保在过载或故障情况下自动断开电源,从而保护设备和操作人员的安全。
同时,变压器还能提供稳定的电流输出,在焊接过程中保持一定的稳定性和可靠性。
总之,焊机变压器是将电源提供的电压进行调整,并通过在主线圈和副线圈之
间传递磁场,来实现输出电流控制的设备。
它在焊接过程中发挥重要作用,满足焊接工艺对电流的需求,保证焊接质量和安全。
电焊机工作原理解析焊接变压器的结构和工作原理

电焊机工作原理解析焊接变压器的结构和工作原理电焊机工作原理解析——焊接变压器的结构和工作原理电焊机是一种常用的金属焊接工具,广泛应用于工业生产和维修领域。
其中,焊接变压器是电焊机的重要组成部分,扮演了转换电源和提供电能的关键角色。
本文将详细介绍焊接变压器的结构和工作原理。
一、焊接变压器的结构焊接变压器通常由磁铁、铁芯、初级线圈、次级线圈、冷却设备和外壳等重要部件组成。
1. 磁铁:焊接变压器中的磁铁通常由永磁材料制成,用于产生磁场,从而实现电能的传输和转换。
2. 铁芯:焊接变压器的铁芯是由硅钢片组成的,主要作用是增加磁感应强度和减小能量损耗。
3. 初级线圈:焊接变压器的初级线圈是用绝缘电线缠绕在铁芯上的,主要接受电源输入的电能。
4. 次级线圈:焊接变压器的次级线圈同样是绕在铁芯上的,通常由较粗的铜导线制成。
5. 冷却设备:电焊过程中会产生大量的热量,冷却设备的作用是降低焊接变压器的温度,保证其稳定的工作。
6. 外壳:焊接变压器的外壳通常由金属材料制成,具有保护内部部件和提供机械支撑的作用。
二、焊接变压器的工作原理焊接变压器的工作原理可归纳为磁感应耦合和电能转换两个过程。
1. 磁感应耦合:当交流电流通过初级线圈时,会产生一个交变的磁场。
这个磁场通过铁芯传导到次级线圈上,从而在次级线圈上诱导出电流。
2. 电能转换:通过磁感应耦合,将输入的低电压、大电流交流电转换为输出的高电压、小电流交流电。
这样的电能转换有利于焊接过程中的能量传输和控制。
焊接变压器的工作原理可以简单概括为:通过输入的交流电流,在初级线圈中产生交变磁场,进而诱导次级线圈中的电流,实现电能的转换和传输。
同时,冷却设备还可以保证焊接变压器在工作过程中的温度稳定。
三、焊接变压器的应用焊接变压器广泛应用于各种焊接工艺中,包括手工弧焊、氩弧焊、等离子焊、点焊等。
不同类型的焊接变压器根据工作环境和焊接要求而设计,以满足不同材料和工件的焊接需求。
除了焊接领域,焊接变压器还可用于电源变压器、电动机、传感器等领域,为电力系统提供可靠的电能转换和传输。
焊接变位机械讲义

焊 接 专 机
环缝焊接专机
环缝焊接系统主要用于 不同材质、不同尺寸和形状 工件的环缝焊接,以提供高 质量的焊缝、减少焊接变形。 焊接接头有不同的形状,包 括对接、角接、搭接、琐底 等接头形式。外部焊接方式 通常的焊接机头处在工件的 顶部,内部焊接需要加其他 装置。 单道和多道GTAW(钨 级氩弧焊)、PAW(等离子 焊)、GMAW(熔化极氩弧 焊)、FCAW(药芯式熔化 极弧焊)、SAW(埋弧焊)、 YAG激光焊接等焊接方法都 可以在焊接机床上实现。作 为选项,焊接机床上可以同 时安装两个以上的焊枪,并 同时进行焊接。
龙门式自动焊接机(中间控制)
按结构设计形式分为: 焊 工 变 位 机 焊 接 变 位 机 械 焊 件 变 位 机 焊 机 变 位 机
焊工升降台
单座
立式 (固定式、可调式、倾斜式) 卧式(固定式、升降式) 机架固定(固定式、升降式)
单回转式
双座
机架移动(固定式、升降式)
自调式、组合式、履带式
多座(滚轮架)
思考:焊件变位机械和焊机 变位机械怎样组合使用?
纵缝焊接专机
纵缝焊机设计采用琴键压紧式机构,提供 均匀稳定的工件夹持和冷却效果,大梁和 焊接小车提供精密的焊接动作,用于进行 高质量、低变形的直线性焊缝的焊接应用。 工件的形式、形状和材质可以不同,大多 数情况下,焊缝是对接接头设计。针对不 同的应用,纵缝焊接系统可以集成的焊接 方式有:GTAW(钨级氩弧焊);PAW (等离子焊);GMAW(熔化极氩弧焊); FCAW(药芯式熔化极弧焊);SAW(埋 弧焊);YAG激光焊接等。 不同焊缝背面保护衬套和成行槽,焊缝 可以被100%焊透,并保证单面焊双面成 型。 焊接焊接专机分为: 外纵缝焊接系统 内缝、纵缝焊接系统 内外组合式纵缝焊接系统 平板拼接纵缝焊接系统 升降式纵缝焊接系统 精密纵缝焊接系统 桌面型焊接系统 自动纵缝焊接系统 立式纵缝焊接系统
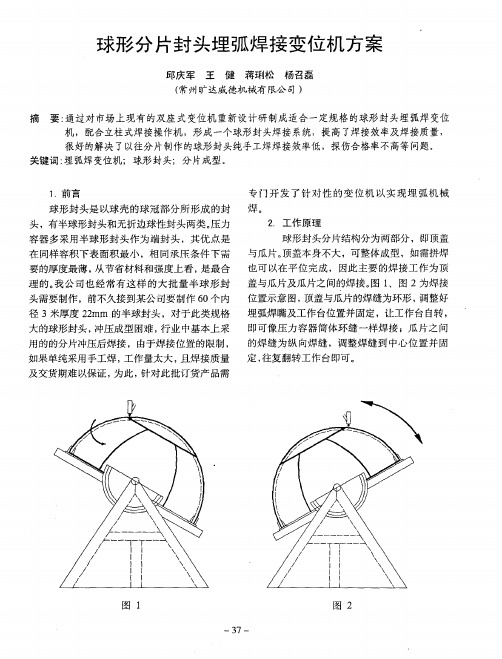
球形分片封头埋弧焊接变位机方案
以使工件 处 于最佳 的手 工焊接 位 置 ,能够 精度 面 板上设 有 :电源 通 断开 关 、电源 指示 灯 、工 定位 而不 会 发生下 滑 危险 ;翻 转 机构 主 要零 部 作 台 正反转 按 钮 、急 停按 钮等 。遥控 盒 上 同样 件 是横梁 、翻转 支承 及 蜗 轮蜗 杆减 速 机等 ,用 安 装有 工作 台 正反转 按 钮 、正 翻反 翻 和急 停按 同样 制 动 电机 作 为 翻 转 机 构 的 动 力 ,转 速 为 钮 。所有 按 钮均 采用 点 动控 制 ,方 便操 作 人员
球形分 片封 头埋 弧焊接 变位机方 案
邱庆军 王 健 蒋刑松 杨 召磊 ( 常州 旷达 威德机械 有 限公 司 )
摘
要: 通过对市场上现有的双座式变位机 重新设计研制成适合一定规格的球形封头埋 弧焊 变位 机 ,配合立柱 式焊接 操作机 ,形 成 一个球形 封 头焊接 系 统,提高 了焊 接效率及 焊接质 量 , 很好的解决 了以往分片制作的球形封头纯手工焊焊接效率低,探伤合格率不高等问题。 关键 词 : 埋 弧焊 变位机 ;球形封 头; 分片成 型。
此如 果球 的 中心与 翻转 中心 不在 同一平 面 ,势 必在 翻转 过程 中出现跑 偏 ,为解 决 这一 问题 , 将 支撑 平 台部 位设 计成 可 以 自由增 减 垫 板 ,很
图 3
—
38—
∞。
—7 Leabharlann t I — I L—一
图6
6 .参数确 定及注意 点
用 的的分片冲压后 焊接 ,由于焊接 位置 的限制 , 如果 单纯采用手 工焊 , 工作量太 大 , 且焊接质 量
即可像 压力 容 器筒 体环 缝一样 焊 接 ;瓜 片 之 间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接变位机工作原理
焊接变位机是一种常见于工业生产线上的自动化设备,它的作用是将一根长条材料沿着一个特定方向步进式地向前移动,让工人可以在其上进行焊接等操作。
那么,焊接变位机的工作原理是什么呢?下面就为大家介绍一下。
首先,焊接变位机的工作原理基于电动机和传动装置的协调工作。
电动机是反应力,而传动装置则是负责动力输出,驱动机器运转。
在使用时,我们需要将待加工的材料放在夹住器上固定好,然后再手动调整机器移动速度和位置,使得焊接位置暴露在焊接枪下方。
其次,焊接变位机工作时会进行一种独特的变位过程。
这个过程是通过把承载材料按一定规律旋转,使其相对于焊接枪产生位置变化来实现的。
变位机的原理在于将线性运动变成圆形运动,从而形成连续运动的效果。
最后,焊接变位机会根据具体焊接需求进行扭转与旋转。
它们是通过基于数控系统的编程,对电机和传动装置进行操作,实现不用程度和方向的调整。
总结起来,焊接变位机的工作原理是通过电动机和传动装置驱动机器运转,利用变位过程实现承载材料的位置移动,同时通过编程控制实现精准扭转与旋转。
相对于传统手工焊接来说,焊接变位机的工作原理可以大大提高生产效率和产品质量,是现代工业生产的重要组成部分之一。