药用包装用复合膜质量标准
镀铝复合膜袋质量标准

包装材料质量标准编号:WJ-ZL-BC-009-01药品包装用复合膜(袋)质量标准批准人/日期:年月日审核人/日期:年月日制定人/日期:年月日生效日期:年月日颁发部门:质量保证部分发部门:质量保证部、物料管理部1.目的建立药品包装用复合膜(袋)检验的质量标准2.适用范围适用于本公司药品包装用复合膜(袋)的质量检验3.职责质检员、质检室主任对本标准的实施负责4.依据国家药品监督管理局药包材标准(YBB00132002-2015)5.检查内容5.1【鉴别】红外光谱取本品适量,照包装材料红外光谱测定法(YBB00262004-2015)第四法测定,每层应分别与对照图谱基本一致。
(铝、纸成分可不做)5.2【外观】取本品适量,在自然光线明亮处,正视目测。
不得有穿孔,异物、异味、粘连、复合层间分离及明显损伤、气泡、皱纹、赃污等缺陷。
复合袋的热封部位应平整、无虚封。
5.3【阻隔性能】5.3.1水蒸汽透过量照塑料薄膜和片材透水蒸气性试验方法杯式法(GB1037-88)的规定进行。
试验时热封面向湿度低的一侧,试验温度(38±5)℃,相对湿度(90±2)%,应符合表2的规定。
5.3.2氧气透过量除另有规定外,按塑料薄膜和薄片气体透过性试验方法压差法(GB/T1038-2000)的规定进行。
试验时热封面向氧气低压侧,试验温度(23±2)℃,应符合表2的规定。
表2阻隔性能定,纵、横向剥离强度平均值应符合表3规定。
5.5【复合袋的热合强度】照热合强度测定法(YBB00122003-2015)测定。
测得值应符合表3规定。
表3机械性能5.6材料溶剂残留量(YBB00312004-2015)测定法测定,溶剂残留总量不得过5.0mg/m2,其中苯及苯类溶剂残留量均不得检出。
5.7【袋的耐压性能】取5个袋,袋内填充约二分之一袋容量的水,并热合封口(参照生产工艺采用的热合条件)。
将试样逐个放在上、下板之间,试验中上、下板应保持水平,不变形,与袋的接触面必须光滑,上、下板的面积应大于试验袋。
食品和药品包装用复合膜、袋标准及其检测

食品和药品包装用复合膜、袋标准及其检测广州市冠誉铝箔包装材料有限公司廖启忠Tel:E-mail:目前药品包装用复合膜、袋有行业标准YBB00132002《药品包装用复合膜袋通则》、YBB00172002《聚酯/铝/聚乙烯药品包装用复合膜、袋》、YBB00182002《聚酯/低密度聚乙烯药品包装用复合膜、袋》、YBB00192002《双向拉伸聚丙烯/低密度聚乙烯药品包装用复合膜、袋》,相关的行业标准、国家标准和外国标准有YBB00142002《药品包装材料与药品相溶性试验指导试验指导原则》、GB/T10005-1998《双向拉伸聚丙烯(BOPP)/低密度聚乙烯(LDPE)复合膜、袋》、GB/T10004-1998《耐蒸煮复合膜、袋》、JIS Z1707-1995《食品包装用塑料膜》。
药品包装用复合膜、袋的性能指标主要有:外观尺寸、密封阻隔性能、机械性能、卫生性能和其它特种性能等五大类。
一、外观外观一般不允许有穿孔、异物、异味、粘连、复合层间分离及明显的损伤、气泡、皱纹、脏污等缺陷,复合袋的热封部位还应平整,无虚封。
对于印刷的文字和图案应清晰,完整,色彩均匀,无明显色差。
套印精度一般用精度为0.1mm的20倍刻度放大镜检验不0.5mm。
印刷质量详细的标准及检测可参考GB/T7707-1987《凹版装潢印刷品》。
对于卷膜还应紧实,卷面不允许有明显突起和凹陷的暴筋,卷膜两端应平整,端面不平整度一般不得超过2mm。
外观检验一般以目测为主,其质量标准不同厂家有较大差异。
二、尺寸偏差一般袋的长度和宽度允许有±1.5mm的偏差,偏差太大会影响袋的容积,瓶盖用封口膜由于要放置在瓶盖内其尺寸精度要求较高,一般允许偏差不超过±2%。
厚度偏差及平均厚度偏差一般要求不超过±10%,制袋产品,热封宽度也不能偏差过大,热封边的大小不仅会影响袋的强度,还会影响其容积,一般要求热封边的宽度偏差不超过20%作为袋,还有一个要控制的尺寸是热封边与袋边的距离,一般不超过4mm,最好有控制在3mm以内,过大会影响袋的容积,可能装不下被包装物。
307-药用复合膜、铝箔质量标准
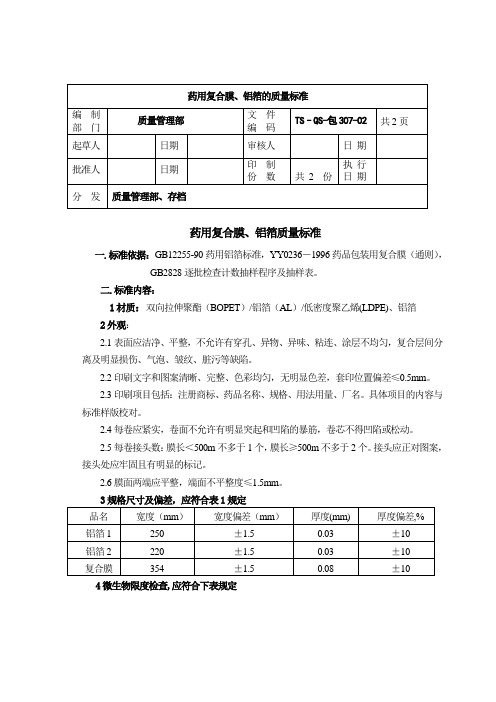
药用复合膜、铝箔质量标准
一.标准依据:GB12255-90药用铝箔标准,YY0236-1996药品包装用复合膜(通则),
GB2828逐批检查计数抽样程序及抽样表。
二.标准内容:
1材质:双向拉伸聚酯(BOPET)/铝箔(AL)/低密度聚乙烯(LDPE)、铝箔
2外观:
2.1表面应洁净、平整,不允许有穿孔、异物、异味、粘连、涂层不均匀,复合层间分离及明显损伤、气泡、皱纹、脏污等缺陷。
2.2印刷文字和图案清晰、完整、色彩均匀,无明显色差,套印位置偏差≤0.5mm。
2.3印刷项目包括:注册商标、药品名称、规格、用法用量、厂名。
具体项目的内容与标准样版校对。
2.4每卷应紧实,卷面不允许有明显突起和凹陷的暴筋,卷芯不得凹陷或松动。
2.5每卷接头数:膜长<500m不多于1个,膜长≥500m不多于2个。
接头应正对图案,接头处应牢固且有明显的标记。
2.6膜面两端应平整,端面不平整度≤1.5mm。
4微生物限度检查,应符合下表规定
药用复合膜、铝箔质量标准第2页
5判断标准
5.1关键缺陷:可接受质量水平0%。
5.1.1文字错误。
5.1.2尺寸错误。
5.1.3漏印文字、色块、图案。
5.1.4色泽与标准有少许不相符合。
5.2次要缺陷:可接受质量水平2%。
5.2.1印刷有轻微受污造成阅读困难。
5.2.2印刷上少许移位,但不影响产品外观。
5.2.3卷装不够平整紧实,但不影响使用。
5.2.4复合膜、铝箔的重量应为除去包装和卷芯后的净重。
(新)复合膜质量标准
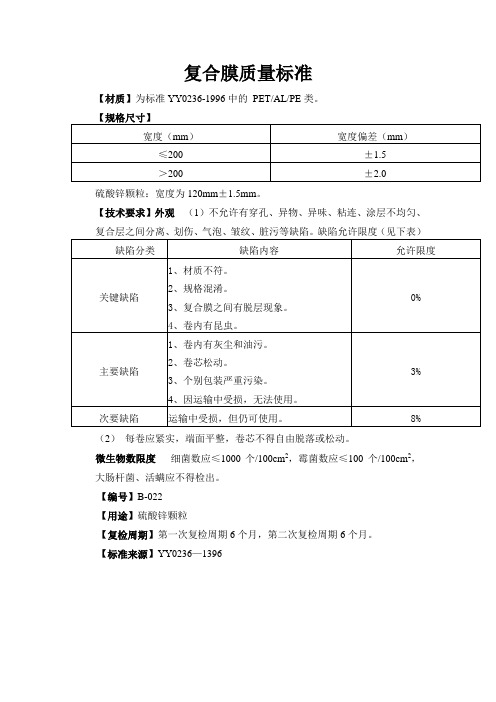
大肠杆菌、活螨应不得检出。 【编号】B-022 【用途】硫酸锌颗粒 【复检周期】第一次复检周期 6 个月,第二次复检周期 6 个月。 【标准来源】YY0236—1396
复合膜质量标准
【材质】为标准 YY0236-1996 中的 PET/AL/PE 类。 【规格尺寸】 宽度(mm) ≤200 >200 硫酸锌颗粒:宽度为 120mm±1.5mm。 【技术要求】外观 (1)不允许有穿孔、异物、异味、粘连、涂层不均匀、 复合层之间分离、划伤、气泡、皱纹、脏污等缺陷。缺陷允许限度(见下表) 缺陷分类 1、材质不符。 关键缺陷 2、规格混淆。 3、复合膜之间有脱层现象。 4、卷内有昆虫。 1、卷内有灰尘和油污。 主要缺陷 2、卷芯松动。 3、个别包装严重污染。 4、因运输中受损,无法使用。 次要缺陷 运输中受损,但仍可使用。 8% 3% 0% 缺陷内容 允许限度 宽度偏差(mm) ±1.5 ±2.0
5004聚酯、铝、聚乙烯药品包装用复合膜、袋质量标准

1.目的建立聚酯、铝、聚乙烯药品包装用复合膜、袋质量标准。
2.范围内包材聚酯、铝、聚乙烯药品包装用复合膜、袋。
3.术语或定义
3.1 包装材料:药品包装所用的材料,包括与药品直接接触的包装材料和容器、印刷包装材料,但不包括发运用的外包装材料。
3.2 药品质量标准:是国家对药品质量、规格及检验方法所作的技术规定,是药品生产、供应、使用、检验和药政管理部门共同遵循的法定依据。
4.职责
4.1 质量控制部负责起草审核质量标准。
4.2 质量保证部负责审批质量标准。
5.内容
5.1 产品名称
中文名称:聚酯、铝、聚乙烯药品包装用复合膜、袋
拼音名称:Juzhi、lv、JulvyixiYaopin Baozhuangyong Fuhemo、dai
5.2【标准依据】《国家包装容器(材料)标准YBB00172002》
5.3定性和定量的限度要求
5.4【批准的供应商】生产商—西安昊宇医药包装有限公司
5.5 取样、检验方法或相关操作规程编号:检验方法见《聚酯、铝、聚乙烯药品包装用复合膜、袋检验标准操作规程》(SOP-QC5004-00),取样方法见《取样标准操作规程》
(SOP-QA001-00)。
5.6【贮藏】密闭保存。
5.7 【注意事项】N/A
5.8 【复验期】二年
6.附件N/A
7.参考或引用文件
7.1《取样标准操作规程》SOP-QA001-00
7.2《聚酯、铝、聚乙烯药品包装用复合、袋检验标准操作规程》SOP-QC5004-00
8.文件变更记载。
药品包装用复合膜标准
药品包装用复合膜标准药品包装用复合膜是一种在医药行业中广泛使用的包装材料,其质量标准对于保障药品的质量和安全具有重要意义。
本标准旨在规定药品包装用复合膜的技术要求、试验方法、检验规则和标志、包装、运输、贮存等要求,以确保药品包装用复合膜的质量和安全性,保障药品的有效性和稳定性。
一、技术要求。
1. 外观质量,药品包装用复合膜应具有良好的透明度和光泽,无色差、气泡、皱纹、污渍等缺陷。
2. 物理性能,药品包装用复合膜应具有一定的拉伸强度、撕裂强度和破裂伸长率,以确保其在包装过程中不易损坏。
3. 化学性能,药品包装用复合膜应符合相关的卫生标准,不得含有对人体有害的物质,如重金属、有机溶剂等。
4. 热封性能,药品包装用复合膜应具有良好的热封性能,确保包装的密封性和防潮性。
5. 印刷性能,药品包装用复合膜应能够满足药品包装的印刷要求,印刷图案清晰、色彩饱满、不易脱落。
二、试验方法。
1. 外观检验,采用目测和光源透视等方法进行外观检验,确保药品包装用复合膜的外观质量符合要求。
2. 物理性能测试,采用拉伸试验机进行拉伸强度、撕裂强度和破裂伸长率的测试,确保其符合相关标准。
3. 化学性能测试,采用化学分析方法对复合膜中的有害物质进行检测,确保其不含有对人体有害的物质。
4. 热封性能测试,采用热封试验机对复合膜的热封性能进行测试,确保其能够满足包装的密封要求。
5. 印刷性能测试,采用印刷设备对复合膜进行印刷,检验其印刷效果是否符合要求。
三、检验规则和标志。
1. 对于合格的药品包装用复合膜,应在其包装上标注相关的质量标志,以示其合格性。
2. 对于不合格的药品包装用复合膜,应及时予以淘汰,并进行相应的处理,以免影响药品的质量和安全。
四、包装、运输、贮存。
1. 药品包装用复合膜应在包装过程中注意防潮、防晒、防污染,确保其质量不受影响。
2. 在运输和贮存过程中,应避免受潮、受热、受压,以免影响其使用性能和质量。
综上所述,药品包装用复合膜标准对于保障药品的质量和安全具有重要意义,各相关企业应严格按照标准要求进行生产和使用,以确保药品的有效性和稳定性,保障人民群众的用药安全。
YBB00132002药品包装用复合膜袋通则 (1)
YBB_00132002_药品包装用复合膜、袋通则复合膜系指各种塑料与纸、金属或其它塑料通过黏合剂组合而形成的膜其厚度一般不大于0.25mm。
复合袋系将复合膜通过热合的方法而制成的袋,按制袋形式可分为三边封袋、中封袋、风琴袋、自立袋、拉链袋等。
本标准适用于非注射剂用的药品包装用复合膜、袋。
药品包装用复合膜按材料组合分类,如表1所示:表1 复合膜分类种类材质典型示例Ⅰ纸、塑料纸或PT/粘合层/PE或EV A、CPPⅡ塑料 BOPET或BOPP、BOPA/粘合层/PE或EV A、CPPⅢ塑料、镀铝膜 BOPET或BOPP/粘合层/镀铝CPPBOPET或BOPP/粘合层/镀铝BOPET/粘合层/PE或EV A、CPP、EMA、EAA、离子型聚合物Ⅳ纸、铝箔、塑料纸或PT/粘合层/铝箔/粘合层/PE或EV A、CPP、EMA、EAA、离子型聚合物涂层/铝箔/粘合层/PE或CPP、EV A、EMA、EAA、离子型聚合物Ⅴ塑料(非单层)、铝箔BOPET或BOPP、BOPA/粘合层/铝箔/粘合层/PE或CPP、 EVA、EMA、EAA、离子型聚合物注1:玻璃纸简称PT;双向拉伸聚丙烯简称BOPP:双向拉伸聚酯简称BOPET;双向拉伸尼龙简称BOPA;聚乙烯简称PE;流延聚丙烯简称CPP;乙烯与醋酸乙烯酯共聚物简称EV A;乙烯与丙烯酸共聚物简称EAA;乙烯与甲基丙烯酸共聚物简称EMA。
注2:复合时可用干法复合或无溶剂复合,这时粘合层为一般的粘合剂。
也可用挤出复合,这时粘合层为PE或EV A、EMA、EAA等树脂。
[鉴别] 红外光谱选取适宜方法,取每层材料,照分光光度法(中华人民共和国药典2000年版附录ⅣC)测定,应符合规定。
(铝、纸成分可不做)。
[外观] 取本品适量,在自然光线明亮处,正视目测。
不得有穿孔、异物、异味、粘连、复合层间分离及明显损伤、气泡、皱纹、脏污等缺陷。
复合袋的热封部位应平整、无虚封。
[阻隔性能] 水蒸气透过量照塑料薄膜和片材透水蒸气性试验方法杯式法(GBl037-88)的规定进行。
药用复合膜质量标准
药用复合膜质量标准
编制人
编制日期
年月日
复制份数
审核人
审核日期
年月日
颁发部门
质量管理部
批准人
批准日期
年月日
生效日期
分发部门
物料科、质检科、质保科、质量管理部
编订依据
《中华人民共和国药典》2000年版
目 的:建立一个药用复合膜质量标准。
范 围:药用复合膜质量标准。
责 任:检验员、QA监控员、物料科长、质检科长、质保科长、质量总监。
内 容:
项目名称
内 容
材 质
所用材料质量要求,及厚度、光洁度应和相应的规格标准及封样相同。
规格尺寸
宽:150mm±0.3mm;厚度:0.08mm±0.002mm
文字内容
图字内容、格式、字体大小及颜色应与相应规格标准相符。
印刷质量
印刷的文字、图案、清晰完整、色彩均匀,无明显色差,套印位置偏差≤0.5mm,卷筒两端面应平整,平面度公差为2mm,卷筒两端应紧实,卷芯不得自由脱落或松劲。
清洁度
不允许有穿孔、异物、异味、粘连、涂层不均匀,复合层间分离及明显损伤、气泡、皱纹、脏污等缺陷。
卫生学
检 查
细菌数
≤1000个/100cm2霉来自数≤100个/100cm2
大肠杆菌
不得检出
食品和药品包装用复合膜袋标准及其检测
食品和药品包装用复合膜、袋标准及其检测广州市冠誉铝箔包装材料有限公司廖启忠Tel: E-mail:目前药品包装用复合膜、袋有行业标准YBB00132023《药品包装用复合膜袋通则》、YBB00172023《聚酯/铝/聚乙烯药品包装用复合膜、袋》、YBB00182023《聚酯/低密度聚乙烯药品包装用复合膜、袋》、YBB00192023《双向拉伸聚丙烯/低密度聚乙烯药品包装用复合膜、袋》,相关的行业标准、国家标准和外国标准有YBB00142023《药品包装材料与药品相溶性实验指导实验指导原则》、GB/T10005-1998《双向拉伸聚丙烯(BOPP)/低密度聚乙烯(LDPE)复合膜、袋》、GB/T10004-1998《耐蒸煮复合膜、袋》、JIS Z1707-1995《食品包装用塑料膜》。
药品包装用复合膜、袋的性能指标重要有:外观尺寸、密封阻隔性能、机械性能、卫生性能和其它特种性能等五大类。
一、外观外观一般不允许有穿孔、异物、异味、粘连、复合层间分离及明显的损伤、气泡、皱纹、脏污等缺陷,复合袋的热封部位还应平整,无虚封。
对于印刷的文字和图案应清楚,完整,色彩均匀,无明显色差。
套印精度一般用精度为0.1mm的20倍刻度放大镜检查不0.5mm。
印刷质量具体的标准及检测可参考GB/T7707-1987《凹版装潢印刷品》。
对于卷膜还应紧实,卷面不允许有明显突起和凹陷的暴筋,卷膜两端应平整,端面不平整度一般不得超过2mm。
外观检查一般以目测为主,其质量标准不同厂家有较大差异。
二、尺寸偏差一般袋的长度和宽度允许有±1.5mm的偏差,偏差太大会影响袋的容积,瓶盖用封口膜由于要放置在瓶盖内其尺寸精度规定较高,一般允许偏差不超过±2%。
厚度偏差及平均厚度偏差一般规定不超过±10%,制袋产品,热封宽度也不能偏差过大,热封边的大小不仅会影响袋的强度,还会影响其容积,一般规定热封边的宽度偏差不超过20%作为袋,尚有一个要控制的尺寸是热封边与袋边的距离,一般不超过4mm,最佳有控制在3mm以内,过大会影响袋的容积,也许装不下被包装物。
食品和药品包装用复合膜、袋标准及其检测
食品和药品包装用复合膜、袋标准及其检测广州市冠誉铝箔包装材料有限公司廖启忠Tel:E-mail:目前药品包装用复合膜、袋有行业标准YBB00132002《药品包装用复合膜袋通则》、YBB00172002《聚酯/铝/聚乙烯药品包装用复合膜、袋》、YBB00182002《聚酯/低密度聚乙烯药品包装用复合膜、袋》、YBB00192002《双向拉伸聚丙烯/低密度聚乙烯药品包装用复合膜、袋》,相关的行业标准、国家标准和外国标准有YBB00142002《药品包装材料与药品相溶性试验指导试验指导原则》、GB/T10005-1998《双向拉伸聚丙烯(BOPP)/低密度聚乙烯(LDPE)复合膜、袋》、GB/T10004-1998《耐蒸煮复合膜、袋》、JIS Z1707-1995《食品包装用塑料膜》。
药品包装用复合膜、袋的性能指标主要有:外观尺寸、密封阻隔性能、机械性能、卫生性能和其它特种性能等五大类。
一、外观外观一般不允许有穿孔、异物、异味、粘连、复合层间分离及明显的损伤、气泡、皱纹、脏污等缺陷,复合袋的热封部位还应平整,无虚封。
对于印刷的文字和图案应清晰,完整,色彩均匀,无明显色差。
套印精度一般用精度为0.1mm的20倍刻度放大镜检验不0.5mm。
印刷质量详细的标准及检测可参考GB/T7707-1987《凹版装潢印刷品》。
对于卷膜还应紧实,卷面不允许有明显突起和凹陷的暴筋,卷膜两端应平整,端面不平整度一般不得超过2mm。
外观检验一般以目测为主,其质量标准不同厂家有较大差异。
二、尺寸偏差一般袋的长度和宽度允许有±1.5mm的偏差,偏差太大会影响袋的容积,瓶盖用封口膜由于要放置在瓶盖内其尺寸精度要求较高,一般允许偏差不超过±2%。
厚度偏差及平均厚度偏差一般要求不超过±10%,制袋产品,热封宽度也不能偏差过大,热封边的大小不仅会影响袋的强度,还会影响其容积,一般要求热封边的宽度偏差不超过20%作为袋,还有一个要控制的尺寸是热封边与袋边的距离,一般不超过4mm,最好有控制在3mm以内,过大会影响袋的容积,可能装不下被包装物。