CNC常用刀具报价参照表
刀具报价单

剪切材料厚度: 0.05—0.5mm剪切前带材宽度: 300~450 mm剪切后带材宽度: 10~440㎜剪切最多条数31条剪切工具(1)圆盘刀规格:外径×内径×B¢200×¢100×10 (80)片单价660元/片(2)定距套规格:内径×隔环外径×胶套外径×Bmm(3)隔离环/垫:规格:外径×内径×Bmm生产厂家:茅山刀具厂剪切材料厚度: 0.1—1.0mm剪切前带材宽度: 300~450 mm剪切后带材宽度: 10~440㎜剪切最多条数25条剪切工具(1)圆盘刀规格:外径×内径×B¢220×¢110×10 (60)片单价690元/片(2)定距套规格:内径×隔环外径×胶套外径×Bmm ¢110×¢160×¢220(3)隔离环/垫:规格:外径×内径×Bmm生产厂家:茅山刀具厂剪切材料厚度: 0.2~2.0mm剪切前带材宽度: 300~450 m剪切后带材宽度:20~440㎜剪切条数:最多21条剪切工具(1)圆盘刀规格:外径×内径×B¢220×¢110×10 (55)片单价690元/片(2)定距套规格:内径×隔环外径×胶套外径×Bmm ¢110×¢160×¢220(3)隔离环/垫:规格:外径×内径×Bmm ¢110×¢160剪切材料厚度:0.5~3.5mm剪切前带材宽度:300~450 mm剪切后带材宽度:30~440㎜,剪切条数:最多15条剪切工具(1)圆盘刀规格:外径×内径×B¢280×¢150×15 (35)片单价1080元/片(2)定距套规格:内径×隔环外径×胶套外径×Bmm ¢150×¢210×¢280(3)隔离环/垫:规格:外径×内径×Bmm ¢210×¢150生产厂家:茅山刀具厂圆盘剪剪切工具的材质及精度1.剪切工具工具磨削周期:与材料性能、状态、厚度、调刀间隙、使用情况等各方面因素有关。
CNC_常用刀具表

1143SC90-1400
铝用合金钻头
2
627.471
1254.942
定心、倒角加工
25
M5 攻丝
BT40-45°
拉钉
1
36.27
36.27
26
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
27
ER25-6GB
刚性攻丝卡簧
1
570.492
570.492
28
4201A-M5
硬质合金丝锥
铝用数控刀片
50
29.016
1450.8
5
M5 底孔钻
BT40-45°
拉钉
1
36.27
36.27
6
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
7
ER25-5A
精密级卡簧
1
222.768
222.768
8
1105SC03-0420
铝用合金钻头
5
95.94
479.7
9
M6 底孔钻
BT40-45°
19
ER25-9A
精密级卡簧
1
222.768
222.768
20
1105SC03-0850
铝用合金钻头
5
241.722
1208.61
21பைடு நூலகம்
倒角钻
BT40-45°
拉钉
1
36.27
36.27
22
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
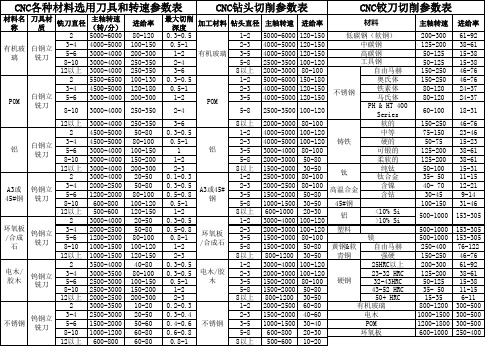
CNC各种材料选用刀具与转速参数表

环氧板
600-1000
250-400
12以上
600-800
60-80
0.8-1
8以上
500-600
10-20
2500-3000
20-50
0.3-0.4
2-3
1500-2000
40-60
电木
1000-1500
300-500
5-6
1500-2000
50-60
0.4-0.6
3-5
1000-1500
30-40
POM
1200-1800
300-500
8-10
1000-1200
60-80
0.6-0.8
5-8
600-800
自由马赫
250-400
76-122
12以上
1000-1500
120-150
2-3
8以上
800-1200
30-50
强硬
150-250
46-76
电木/胶木
钨钢立铣刀
2
3500-4000
40-80
0.3-0.5
电木/胶木
1-2
3000-4000
100-120
硬钢
25HRC以上
200-300
61-92
3-4
150-180
奥氏体
150-250
46-76
3-4
4500-5000
120-180
0.5-1
2-3
4000-5000
120-150
铁素体
80-120
24-37
5-6
3000-4000
200-300
1-2
CNC各种材料选用刀具与转速参数表
铝
A3或45# 钢
环氧板 /合成石
电木/胶 木
不锈钢
1-2
2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3
3-5 5-8 8以上
4000-5000 100-120
中等
4000-5000 100-120 铸铁
3-4 4500-5000
POM
白钢立 铣刀
5-6 8-10
3000-4000 3000-4000
12以上 3000-4000
进给率
80-120 100-150 200-300 250-350 250-350 100-130 120-180 200-300
250-350
250-350
最大切削 深度
加工材料 钻头直径
软的
主轴转速
200-300 125-200 50-125 50-125 150-250 150-250 80-120 80-120
60-100
150-250
进给率
61-92 38-61 15-38 15-38 46-76 46-76 24-37 24-37
18-31
46-76
铝
白钢立 铣刀
A3或 钨钢立 45#钢 铣刀
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
CNC刀龙门机常用表刀具

CNC刀具龙门机)常用表
序号
种类
规格
数量
1
强力刀柄 BT50-C32-110L
2把 筒夹C16,C20,C25,C32各2个
4
一休刀柄 BT50-FMB22-200
2把
5
一休刀柄 BT50-FMB22-250
2把
6
一休刀柄 BT50-FMB22-300
2把
7
刀盘 ¢63R6
侧固刀柄 BT50-(SD8)-250L
1把
44
侧固刀柄 BT50-(SD10)-250L
1把
45
侧固刀柄 BT50-(SD16)-250L
1把
46
侧固刀柄 BT50-(SD20)-250L
1把
47
侧固刀柄 BT50-(SD25)-250L
48
侧固刀柄 BT50-(0)-300L
3个
8
刀盘 ¢63R0.8
3个
10
飞刀杆 ¢30R5(200L-C25-2T)
1把
11
飞刀杆 ¢30R5(160L-C25-2T)
1把
12
飞刀杆 ¢35R0.8(350L-C32-2T) 1把
13
飞刀杆 ¢35R0.8(300L-C32-2T) 1把
14
飞刀杆 ¢35R0.8(250L-C32-2T) 1把
21
飞刀杆 ¢21R0.8(160L-C20-2T) 1把
22
飞刀杆 ¢17R0.8(200L-C16-2T) 1把
23
飞刀杆 ¢17R0.8(160L-C16-2T) 1把
30 无风阻刀柄 BT50-SK-20-200L
数控车床常用刀具及选择
数控车床常用刀具及选择1.数控刀具的结构数控车床刀具种类繁多,功能互不相同。
根据不同的加工条件正确选择刀具是编制程序的重要环节,因此必须对车刀的种类及特点有一个基本的了解。
在数控车床上使用的刀具有外圆车刀、钻头、镗刀、切断刀、螺纹加工刀具等,其中以外圆车刀、镗刀、钻头最为常用。
数控车床使用的车刀、镗刀、切断刀、螺纹加工刀具均有整体式和机夹式之分,除经济型数控车床外,目前已广泛使用可转位机夹式车刀。
(1) 数控车床可转位刀具特点数控车床所采用的可转位车刀,其几何参数是通过刀片结构形状和刀体上刀片槽座的方位安装组合形成的,与通用车床相比一般无本质的区别,其基本结构、功能特点是相同的。
但数控车床的加工工序是自动完成的,因此对可转位车刀的要求又有别于通用车床所使用的刀具,具体要求和特点如下表所示。
表2-2 可转位车刀特点(2) 可转位车刀的种类可转位车刀按其用途可分为外圆车刀、仿形车刀、端面车刀、内圆车刀、切槽车刀、切断车刀和螺纹车刀等,见表2-3。
表2-3 可转位车刀的种类(3) 可转位车刀的结构形式①杠杆式:结构见图2-16,由杠杆、螺钉、刀垫、刀垫销、刀片所组成。
这种方式依靠螺钉旋紧压靠杠杆,由杠杆的力压紧刀片达到夹固的目的。
其特点适合各种正、负前角的刀片,有效的前角范围为-60°~+180°;切屑可无阻碍地流过,切削热不影响螺孔和杠杆;两面槽壁给刀片有力的支撑,并确保转位精度。
②楔块式:其结构见图2-17,由紧定螺钉、刀垫、销、楔块、刀片所组成。
这种方式依靠销与楔块的挤压力将刀片紧固。
其特点适合各种负前角刀片,有效前角的变化范围为-60~+180。
两面无槽壁,便于仿形切削或倒转操作时留有间隙。
③楔块夹紧式:其结构见图2-18,由紧定螺钉、刀垫、销、压紧楔块、刀片所组成。
这种方式依靠销与楔块的压下力将刀片夹紧。
其特点同楔块式,但切屑流畅不如楔块式。
此外还有螺栓上压式、压孔式、上压式等形式。
CNC加工参数表
1400 0.12 2400 1500 0.12 2500 1400 0.1 2500
1400 1500 1400
R0.4普长飞刀 1850 1500 0.4 2000 1500 0.1 1800 1500 0.25 2000 1500 0.1 2500 1500
白钢平底普长刀 700 1200 0.4 850 1200 0.1
1800 1200
R5钨钢普长刀 2000 1200 0.5 2400 1400 0.12 2000 1500 0.5 2300 1500 0.12 3000 1600
R5钨钢加长刀 2000 1100 0.4 2400 1300 0.12 2000 1400 0.5 2300 1400 0.12 3000 1400
1000 1500 1.5 1200 1200 0.1
平底钨钢刀 1200 1300 0.5 1350 1500 0.1 1000 1000 0.35 1100 1000 0.1
900 500 0.1
φ8
平底加长钨钢刀 1100 R4白钢粗刀 1600
R4钨钢加长刀 2800 R4钨钢普长刀 2800
1 1800 1500 1.2 1800 1600 0.5 2500 1600 0.8 2100 1500 0.6 3000 1500 0.6 3000 1600
1 1400 1200 1.2 1400 1300
1 2000 1400 1.2 2000 1500 0.5 2500 1400 0.6 2100 1500 0.5 3200 1800 0.4 3200 1500
Φ30R5
特长飞刀 加长飞刀
1800 1200 0.4 1800 1500 0.18 1600 1000 0.2 1650 1250 0.16 1800 1300 0.5 1800 1500 0.18 1800 1600 0.6 1800 1700 0.18 1800 1400 0.3 1800 1500 0.18 2000 1600 0.8 2200 1600 0.18
CNC电极加工刀具参数表
70
Φ6
7000 5000 0.7 等高铣 骨位 7000 3000 0.4
65
Φ4
7000 3500 0.5 等高铣 骨位 7500 3000 0.35
55
Φ3
7000 3000 0.4 等高铣 骨位 8000 2500 0.28
45
Φ2 Φ1.5
8000 2500 0.25 8000 2000 0.2
等高铣 等高铣
骨位 8000 2500 0.2 40(避空18) 骨位 8000 2000 0.18 40(避空18)
Φ1
9000 1500 0.15 等高铣 骨位 10000 1500 0.15 40(避空8)
Φ0.8 Φ0.5
9000 1000 0.1 9000 1000 0.08
等高铣 等高铣
平行铣 R面 6000 3000 0.25
50
0.05MM
平行铣 R面 7000 2500 0.2
40
Φ3R1.5 Φ2R1
平行铣 平行铣
R面 70000 2000 0.14 40(避空18)
Φ1.5R0.75
平行铣 R面 8000 2000 0.12 40(避空18)
170
80
70
65
38
38 空白表示不
使用
粗公加 工步距 还要加 大于85度的 0.05MM 斜面步距要
减少 (0.050.1MM)
核 准:
审 核:
制 订:
骨位 10000 1000 0.13 40(避空8) 骨位 10000 1000 0.1 40(避空5)
Φ12R6 Φ10R5 Φ8R4 Φ6R3 Φ4R2
平行铣 R面 5000 4000 0.4
CNC刀具参数表
0.015 20000
0.015 20000
CNC刀具参数表
刀具参数 刀具类型 刀具名称 柄径 6 12 10 8 6 25 20 16 25 20 16 刀长 100 100 100 100 100 120 110 95 160 140 120 刃长 30 40 40 35 30 50 45 40 80 65 60 精雕机 开粗/中光 进刀量转速 0.12 0.25 0.25 0.2 0.15 15000 10000 10000 12000 15000 加长合金刀 D6 加长合金刀 R6 加长合金刀 R5 加长合金刀 R4 加长合金刀 R3 白钢刀 白钢刀 白钢刀 D25 D20 D16 5000 5000 5000 5000 5000 光刀 进给率 进刀量转速 0.04 0.1 0.08 0.06 0.05 16000 12000 12000 15000 16000 进给率 5000/1500 5000 5000 5000 5000 光边 光边 光边 光边 光边 光边 备注
CNC刀具参数表
刀具参数 刀具类型 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 普通刀把 防震刀把 防震刀把 防震刀把 防震刀把 防震刀把 防震刀把 刀具名称 D63R6 D63R6 D63R6 D50R5 D50R5 D50R0.8 D50R.8 D35R5 D30R5 D32R0.8 D32R0.8 D25R0.8 D25R0.8 D20R0.8 D20R0.8 D16R0.8 D16R0.8 D12R0.8 D10R0.8 R10 R10 R8 R8 R6 R5 D16R0.8 D12R0.5 D8R0.5 R8 R6 R4 柄径 48 48 48 48 48 48 48 32 25 25 32 25 25 20 20 16 16 12 10 25 20 20 16 12 10 16 12 8 16 12 8 刀长 150 200 300 300 200 300 200 250 150 150 250 150 200 150 200 150 200 130 120 150 200 150 200 130 120 200 150 110 200 150 110 0.3 0.2 15000 15000 5000 5000 0.1 0.07 18000 18000 5000 5000 精雕机少用 0.06 0.06 15000 15000 5000 5000 高速机少用 精雕机少用 0.2 0.15 10000 10000 5000 5000 0.08 0.07 12000 12000 5000 5000 高速机少用 高速机少用 高速机少用 刃长 精雕机 开粗/中光 进刀量转速 光刀 进给率 进刀量转速 进给率 备注
CNC标准刀具切削参数参考表 加工产品
1500
2500
12
1200
4000
2
15
1200
3600
2
19
1200
3200
2.5
6
1200
4000
8
1000
3800
10
1200
3500
14
1200
3000
18
1200
2500
23
1200
2200
19
2000
4000
2
47
2000
3000
2
47
2000
3000
2
60
2000
2500
2
60
2000
25
0.15
30
0.2
30
0.3
30
0.5
30
0.5
30
1
30
1
40
1.5
402ຫໍສະໝຸດ 50255
2.5
60
4
70
4
40
1
40
2
50
0.5
50
1
80
1.5
75
2
90
2
粗加工
步距
进给F
0.4
350
0.2
500
1.5
600
2.5
800
2.8
1200
3
1200
4
1200
5
1200
7
1200
9
1000
10
1000
12
(不用填)
400 600 800 1000 1200
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总价(含税) 备注 36.27 1326.78 1412.073 加工薄壁件 1450.8 36.27 812.214 222.768 479.7 36.27 812.214 222.768 568.62 36.27 812.214 222.768 1895.4 36.27 812.214 222.768 1208.61 36.27 812.214 222.768 1254.942 定心、倒角加工 36.27 812.214 570.492 1497.6 36.27
弹簧夹头刀柄 刚性攻丝卡簧 硬质合金丝锥 拉钉 弹簧夹头刀柄 刚性攻丝卡簧 硬质合金丝锥 拉钉 弹簧夹头刀柄 刚性攻丝卡簧 硬质合金丝锥 拉钉 弹簧夹头刀柄 精密级卡簧 铝用直槽钻 拉钉 弹簧夹头刀柄 精密级卡簧 铝用直槽钻 拉钉 弹簧夹头刀柄 精密级卡簧 铝用直槽钻 拉钉 弹簧夹头刀柄 精密级卡簧 铝用平头铣刀 拉钉 镗刀柄 精镗刀头
刀具说明 拉钉 套式铣刀柄 90°铣刀盘 铝用数控刀片 拉钉 弹簧夹头刀柄 精密级卡簧 铝用合金钻头 拉钉 弹簧夹头刀柄 精密级卡簧 铝用合金钻头 拉钉 弹簧夹头刀柄 精密级卡簧 铝用合金钻头 拉钉 弹簧夹头刀柄 精密级卡簧 铝用合金钻头 拉钉 弹簧夹头刀柄 精密级卡簧 铝用合金钻头 拉钉 弹簧夹头刀柄 刚性攻丝卡簧 硬质合金丝锥 拉钉
812.214 570.492 1663.74 36.27 812.214 570.492 4056.39 36.27 812.214 570.492 2568.15 36.27 812.214 222.768 697.554 36.27 812.214 222.768 2005.38 36.27 812.214 222.768 2005.38 36.27 812.214 222.768 178.308 36.27 2285.829 6212.115
5.3
D72孔镗孔 60 61 总价(含税) FI14-6581-CC06 YBG102/CCMT060204-HF 精镗刀夹 数控刀片 1 10 172 1845.324 19.071 1845.324 190.71 50193.117
数量 单价(含税) 1 36.27 1 1326.78 1 1412.073 50 29.016 1 36.27 1 812.214 1 222.768 5 95.94 1 36.27 1 812.214 1 222.768 5 113.724 1 36.27 1 812.214 1 222.768 10 189.54 1 36.27 1 812.214 1 222.768 5 241.722 1 36.27 1 812.214 1 222.768 2 627.471 1 36.27 1 812.214 1 570.492 5 299.52 1 36.27
1 1 5 1 1 1 10 1 1 1 5 1 1 1 2 1 1 1 4 1 1 1 4 1 1 1 4 1 1 1
812.214 570.492 332.748 36.27 812.214 570.492 405.639 36.27 812.214 570.492 513.63 36.27 812.214 222.768 348.777 36.27 812.214 222.768 501.345 36.27 812.214 222.768 501.345 36.27 812.214 222.768 44.577 36.27 2285.829 6212.115
M6 攻丝
30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59
M6 攻丝
M8 攻丝
M10 攻丝
D8.5 钻孔
D11 钻孔
D12 钻孔
M6、M8 铣沉头
D72孔镗孔
BT40-ER25-70H ER25-6GB 4201A-M6 BT40-45° BT40-ER25-70H ER25-8GB 4201A-M8 BT40-45° BT40-ER25-70H ER25-10GB 4201A-M8 BT40-45° BT40-ER25-70H ER25-10A 1576PC05-0850 BT40-45° BT40-ER25-70H ER25-12A 1576PC05-1100 BT40-45° BT40-ER25-70H ER25-12A 1576PC05-1200 BT40-45° BT40-ER25-70H ER25-6A AL-2E-D6.0 BT40-45° BT40-CN40-54L FB04-CN40-5181-75L
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
刀具名称 面铣刀
M5 底孔钻
M6 底孔钻M8 底Βιβλιοθήκη 钻M10 底孔钻倒角钻
M5 攻丝
株洲钻石型号 BT40-45° BT40-XM40-75 EMP02-125-B40-AP11-10 YD101/APKT11T304-LH BT40-45° BT40-ER25-70H ER25-5A 1105SC03-0420 BT40-45° BT40-ER25-70H ER25-6A 1105SC03-0500 BT40-45° BT40-ER25-70H ER25-7A 1105SC03-0680 BT40-45° BT40-ER25-70H ER25-9A 1105SC03-0850 BT40-45° BT40-ER25-70H ER25-9A 1143SC90-1400 BT40-45° BT40-ER25-70H ER25-6GB 4201A-M5 BT40-45°