三轴机床空间斜面的加工技巧
精密磨床各种斜度的加工方法 (1)

各种斜度的加工方法对于我们在加工工件插破时,主要有两种方法:一种是用正弦磁器加工;一种是在砂轮上直接修斜度。
一.利用正弦磁器 (如右图)在加工一些斜度面面积较大时,我们一般采用正弦磁器来加工如右图的工件,在加工斜度前先在工件的E点划一条线,然后把正弦磁器的角度调到工件所需的角度,当砂轮和工件相接触时(即A点时)将机台X轴归零,算出H值(即Sina AE),H值即是砂轮所要进的数,加工过程中应把X轴的进刀量与所画的线结合起来对比加工。
二.修砂轮法对于一些斜度大,斜面面积小且斜度在槽内面,用修砂轮法是比较方便的。
1.加工如右图(A)的工件时,把砂轮的底部修成工件上所需的角度(砂轮上的斜度宽必须大于或等于L值);把工件校平砂轮的侧面与工件的D面碰刀归零,Y轴进到E点(如右图B)当砂轮碰到工件的A点时,X轴归零,然后X轴进刀到F点,这样工件的斜度就加工出来了。
2.加工如右图(图C)的插破斜度方法一:把砂轮的侧面修成a0且砂轮上斜度的高度h与工件上斜度的高h相等,如图c ,首先砂轮的底部与工件的B面碰刀并归零,然后砂轮的底部下到C点,C注意:在实际加工过程中Y轴在进刀时应少进0.03~0.05mm,先相加工然后进到实数精加工)方法二:如右图d把砂轮的侧面修成a0,但砂轮上的斜度的高h大于工件上斜度的高度h,首先用砂轮的底部在B面与工件的A面碰到,当砂轮碰到F点时Y轴归零,把砂轮升起,Y轴进到E点,X轴进到零(注意:在实际加工时,Y轴应少进0.03~0.05mm,先粗加工,然后进到实数精加工),工件所需的斜度即加工出来了,此种加工方法的好处是当精加工完毕,如果有R角,可以到砂轮的底部R角修掉,然后把工件的R角清掉。
当工件上有多处相同的斜度时,我们在加工前在平台上校一平面度和垂直度都好的挡块,连加工完图中的E处时,把工件的A面与挡块贴紧就可以直接下刀加工G处。
砂轮斜度修整的正确方法1.砂轮的斜度是用角度修器来修出的,角度修整器的工作原理是运用正弦定理。
普通数控机床加工空间角度斜孔的方法

普通数控机床加工空间角度斜孔的方法杨东涛;秦朝阳;齐文平;张少飞;杨建设【摘要】文中通过对于一般的数控机床加工空间角度斜孔的方法,从加工原理、手动计算、编程、加工进行了论述.【期刊名称】《机械工程师》【年(卷),期】2012(000)011【总页数】2页(P70-71)【关键词】空间角度斜孔;数控插补;编程【作者】杨东涛;秦朝阳;齐文平;张少飞;杨建设【作者单位】西安陕鼓动力股份有限公司,西安710611;西安陕鼓动力股份有限公司,西安710611;西安陕鼓动力股份有限公司,西安710611;西安陕鼓动力股份有限公司,西安710611;西安陕鼓动力股份有限公司,西安710611【正文语种】中文【中图分类】TG6591 问题的提出对于空间斜孔的加工(如图1),在传统机加工领域一直是个难点。
小一些的零件可以使用万能角度台等辅助工装夹具,有的经常将工件侧置来完成加工。
而对于重达几十吨的大型产品的加工就较为困难,一般也只能采用侧立工件,利用角度尺测量,大概定位装夹来完成;工艺要求不太高的斜孔,大多选择利用万向钻床来加工接通。
随着数控机床的大量普及,此类斜孔新的加工工艺方法也应运而生。
这些方法无需按角度装夹工件,尤其对于重量在几十吨左右的一些大型产品的加工,只需按合适位置安全装夹后,利用数控机床的插补功能即可加工完成。
较为先进的多轴加工中心可以将工件一次装夹后,利用多轴的后处理程序,或者可以使铣头刀具轴线精确地转至设计的空间斜孔位置,利用其对应的附件轴,一次轻松地加工完成。
一般的数控机床,经过计算,也可以通过回转工作台和传统附件铣头,在各自的工作面内旋转合适的角度后,互相构成这个空间角度,利用双向插补进刀来完成加工(如图2)。
本文仅对用一般的数控机床,采用手动计算的方法加工空间角度斜孔的几种方法进行论述。
图1图22 所用设备及加工原理SKODA200 卧式数控镗铣床(如图2)属于五轴联动机床。
所选附件铣头为一般直角铣头(如图2中所示),选用的数控系统为SIEMENS840D。
斜面的铣削
斜面的标注:
根据播放的教学视频录像,请同学们思考问题:
斜面加工两个必要条件:
1.
2.
合。
通过静止的画面让
学生自己回忆视频
3)用靠铁定位铣斜面
想一想~~
先将平口钳大扳转一个角度,再用百分表或万能角度尺找正固
2)用端铣刀铣斜面
a:工件基准平行工作台面b:工件基准垂直工作台面
A、用基尺直角尺配合测量斜面与基准面的角度
B、用基尺、直角尺、直尺配合测量斜面与基准面的角度
让学生亲自检测。
【投影区】
一、旧课回顾
1. 铣削长方体零件,加工哪几个面需要夹圆棒,夹圆棒的目地是什么?答:2、3面,目的是基准面与固定钳口紧
密贴合。
2.铣削长方体,在铣削端面时,我们常用直角尺校正工件侧面与虎钳导
轨垂直,目的是什么?
答:是为了保证工件端面与基准面的垂直度。
二、教学录像
【观看《铣斜面》的视频】
三、讲授新课四、归纳小结
1.知识总结:
2.学习方法总结:
3.铣削过程中的注意事项有哪些?
五、课后作业
1.巩固提高
书P55 2、3题
2.拓展延伸
10。
4.各类斜面加工
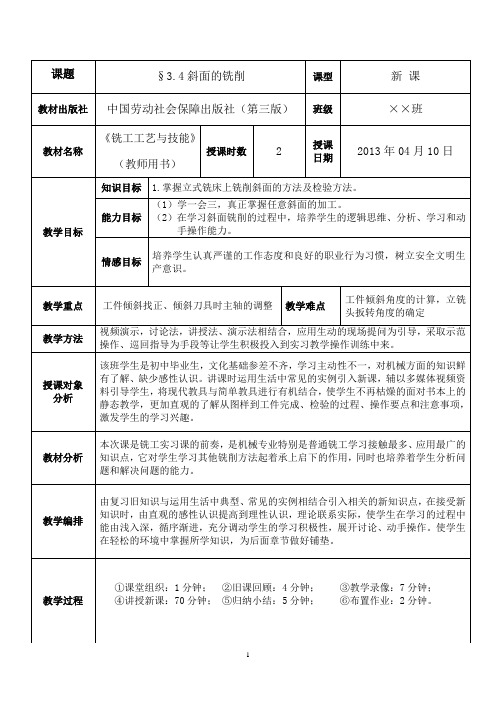
4.1 简单斜面加工(平底立铣刀)4.1.1标准矩形周边外斜面加工矩形工件XY对称中心为G54,顶面Z0,左右斜面与垂直面夹角相等(#3),前后斜面与垂直面夹角相等(#4),#3与#4可以不相等。
下刀点即初始点选择在工件的右上角,由上至下逐层爬升,以顺铣方式(顺时针方向)单向走刀。
无论粗、精加工,在确保不会发生干涉的情况下,通常在Z方向上把刀具轨迹向上略为延伸(多走一步距即可),以确保完全覆盖被加工表面,将程序中的“#7LE#5”改为“#7LE[#5+#17]”即可。
在本章所讲述的所有斜面加工均适用改原则。
O0411#1= X向大端尺寸#2= Y向大端尺寸#3= 左右斜面与垂直面夹角(ZX平面)#4= 前后斜面与垂直面夹角(YZ平面)#5= 所有斜面高度(绝对值)#6= (平底立铣刀)刀具半径#7=0 dz(绝对值)设为自变量,赋初始值为0#17= 自变量#7每次递增量(等高)S1000M03G54G90G00X0Y0Z30#8=#1/2+#6 首轮初始刀位点到原点距离(X方向)#9=#2/2+#6 首轮初始刀位点到原点距离(Y方向)X#8Y#9 快速移至首轮初始点上Z-#5 下降至斜面底部(初始点位于工件外面)WHILE[#7LE#5]DO 1 如果刀具还没有加工到斜面底部,继续循环1#11=#8-#7*TAN[#3] 次轮初始刀位点到原点距离(X方向)#22=#9-#7*TAN[#3] 次轮初始刀位点到原点距离(Y方向)G01X#11Y#22Z[-#5+#7]F300 G01爬升至次轮初始刀位点(X、Y、Z三轴联动)Y-#22F1000X-#11Y#22X#11#7=#7+#17 自变量#7每次递增#17(等高)END 1G00Z30M304.1.2 前侧斜面X0→X-单向推进加工以矩形工件右下角为XY原点,顶面Z0,由下向上逐层爬升,采用顺铣。
O0412#1= 斜面与垂直面的夹角#2= (平底立铣刀)刀具半径#3= 斜面高度(绝对值)#4=0 dz设为自变量,赋初始值为0#14= 自变量#4每次递增量(等高)#5= 斜面长度(绝对值)#15=#5+#2+0.5 沿斜面长度方向的行程(0.5为经验值)S1000M03G54G90G00X0Y0Z30X#2Y-#2 快速移动至初始点Z-#3 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#3]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dz值所对应的dy值(绝对值)G01Y[-#2+#6]Z[-#3+#4]F300 爬升至当前刀具初始点(Y、Z联动,Y坐标减小)X-#15F1000 进给至斜面左侧G00Z1 提刀至Z1.0平面X#2 快速回到斜面右侧初始点Z[-#3+#4] 下降至当前刀具初始点#4=#4+#14 自变量#4每次递增量#14(等高)END 1 此时#4大于#3G00Z30M304.1.3 后侧斜面X0→X+单向推进加工O0413#1= 斜面与垂直面的夹角#2= (平底立铣刀)刀具半径#3= 斜面高度(绝对值)#4=0 dz设为自变量,赋初始值为0#14= 自变量#4每次递增量(等高)#5= 斜面长度(绝对值)#15=#5+#2+0.5 沿斜面长度方向的行程(0.5为经验值)S1000M03G54G90G00X0Y0Z30X-#2Y#2 快速移动至初始点Z-#3 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#3]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dz值所对应的dy值(绝对值)G01Y[#2-#6]Z[-#3+#4]F300 爬升至当前刀具初始点(Y、Z联动,Y坐标增大) X#15F1000 进给至斜面左侧G00Z1 提刀至Z1.0平面X-#2 快速回到斜面右侧初始点Z[-#3+#4] 下降至当前刀具初始点#4=#4+#14 自变量#4每次递增量#14(等高)END 1 此时#4大于#3G00Z30M304.1.4 左侧斜面Y0→Y+单向推进加工O0414#1= 斜面与垂直面的夹角#2= (平底立铣刀)刀具半径#3= 斜面高度(绝对值)#4=0 dz设为自变量,赋初始值为0#14= 自变量#4每次递增量(等高)#5= 斜面长度(绝对值)#15=#5+#2+0.5 沿斜面长度方向的行程(0.5为经验值)S1000M03G54G90G00X0Y0Z30X-#2Y-#2 快速移动至初始点Z-#3 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#3]DO 1 如果刀具还没有加工到斜面底部,继续循环1 #6=#4*TAN[#1] 每次爬高dz值所对应的dx值(绝对值)G01X[-#2+#6]Z[-#3+#4]F300 爬升至当前刀具初始点(X、Z联动,X坐标增大) Y#15F1000 进给至斜面左侧G00Z1 提刀至Z1.0平面Y-#2 快速回到斜面右侧初始点Z[-#3+#4] 下降至当前刀具初始点#4=#4+#14 自变量#4每次递增量#14(等高)END 1 此时#4大于#3G00Z30M304.1.5 右侧斜面Y0→Y+单向推进加工#1= 斜面与垂直面的夹角#2= (平底立铣刀)刀具半径#3= 斜面高度(绝对值)#4=0 dz设为自变量,赋初始值为0#14= 自变量#4每次递增量(等高)#5= 斜面长度(绝对值)#15=#5+#2+0.5 沿斜面长度方向的行程(0.5为经验值)S1000M03G54G90G00X0Y0Z30X#2Y#2 快速移动至初始点Z-#3 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#3]DO 1 如果刀具还没有加工到斜面底部,继续循环1 #6=#4*TAN[#1] 每次爬高dz值所对应的dx值(绝对值)G01X[#2-#6]Z[-#3+#4]F300 爬升至当前刀具初始点(X、Z联动,X坐标减小) Y-#15F1000 进给至斜面左侧G00Z1 提刀至Z1.0平面Y#2 快速回到斜面右侧初始点Z[-#3+#4] 下降至当前刀具初始点#4=#4+#14 自变量#4每次递增量#14(等高)END 1 此时#4大于#3G00Z30M304.2 简单斜面加工(球头铣刀)4.2.1 标准矩形周边外系外面加工#1= X向大端尺寸#2= Y向大端尺寸#3= 左右斜面与垂直面夹角(ZX平面)#4= 前后斜面与垂直面夹角(YZ平面)#5= 所有斜面高度(绝对值)#6= (球头铣刀)刀具半径#7=0 dz(绝对值)设为自变量,赋初始值为0#17= 自变量#7每次递增量(等高)S1000M03G54G90G00X0Y0Z30#8=#1/2+#6 首轮初始刀位点到原点距离(X方向)#9=#2/2+#6 首轮初始刀位点到原点距离(Y方向)X#8Y#9 快速移至首轮初始点上#23=[1-COS[#3]]/SIN[#3]/COS[#3] 参表4-1#25=#6*[TAN[#3]-#23] 表4-1中的CH长度#27=#25-#6-#5 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#5+#6*[1-COS[#3]]/TAN[#3] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#7LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#11=#8-#7*TAN[#3] 次轮初始刀位点到原点距离(X方向)#22=#9-#7*TAN[#3] 次轮初始刀位点到原点距离(Y方向)G01X#11Y#22Z[#27+#7]F300 G01爬升至次轮初始刀位点(X\Y\Z三轴联动)Y-#22F1000X-#11Y#22X#11#7=#7+#17 自变量#7每次递增#17(等高)END 1G00Z30M304.2.2前侧斜面X0→X-单向推进加工由下向上逐层爬升,采用顺铣,单向走刀O0422#1= 斜面与垂直面夹角(YZ平面)#3= 斜面高度(绝对值)#2= (球头铣刀)刀具半径#4=0 dz(绝对值)设为自变量,赋初始值为0#5= 斜面长度(绝对值)#14= 自变量#4每次递增量(等高)#15=#5+#2+0.5 沿斜面长度方向的行程S1000M03G54G90G00X0Y0Z30X#2Y-#2 快速移至首轮初始点上#23=[1-COS[#1]]/SIN[#1]/COS[#1] 参表4-1#25=#2*[TAN[#1]-#23] 表4-1中的CH长度#27=#25-#2-#3 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#3+#2*[1-COS[#1]]/TAN[#1] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dZ值所对应的dY值(绝对值)G01Y[-#2+#6]Z[#27+#4]F300 G01爬升至次轮初始刀位点(Y、Z联动,Y坐标增大)X-#15F1000 进给至斜面左侧G00Z1X#2Z[#27+#4]#4=#4+#14 自变量#4每次递增#14(等高)END 1G00Z30M304.2.3后侧斜面X0→X+单向推进加工由下向上逐层爬升,采用顺铣,单向走刀O0423#1= 斜面与垂直面夹角(YZ平面)#3= 斜面高度(绝对值)#2= (球头铣刀)刀具半径#4=0 dz(绝对值)设为自变量,赋初始值为0#5= 斜面长度(绝对值)#14= 自变量#4每次递增量(等高)#15=#5+#2+0.5 沿斜面长度方向的行程S1000M03G54G90G00X0Y0Z30X-#2Y#2 快速移至首轮初始点上#23=[1-COS[#1]]/SIN[#1]/COS[#1] 参表4-1#25=#2*[TAN[#1]-#23] 表4-1中的CH长度#27=#25-#2-#3 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#3+#2*[1-COS[#1]]/TAN[#1] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dZ值所对应的dY值(绝对值)G01Y[#2-#6]Z[#27+#4]F300 G01爬升至次轮初始刀位点(Y、Z联动,Y坐标减小)X#15F1000 进给至斜面左侧G00Z1X-#2Z[#27+#4]#4=#4+#14 自变量#4每次递增#14(等高)END 1G00Z30M304.2.4左侧斜面Y0→Y+单向推进加工由下向上逐层爬升,采用顺铣,单向走刀O0424#1= 斜面与垂直面夹角(YZ平面)#3= 斜面高度(绝对值)#2= (球头铣刀)刀具半径#4=0 dz(绝对值)设为自变量,赋初始值为0#5= 斜面长度(绝对值)#14= 自变量#4每次递增量(等高)#15=#5+#2+0.5 沿斜面长度方向的行程S1000M03G54G90G00X0Y0Z30X-#2Y-#2 快速移至首轮初始点上#23=[1-COS[#1]]/SIN[#1]/COS[#1] 参表4-1#25=#2*[TAN[#1]-#23] 表4-1中的CH长度#27=#25-#2-#3 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#3+#2*[1-COS[#1]]/TAN[#1] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dZ值所对应的dY值(绝对值)G01X[-#2+#6]Z[#27+#4]F300 G01爬升至次轮初始刀位点(X、Z联动,Y坐标增大)Y#15F1000 进给至斜面左侧G00Z1Y-#2Z[#27+#4]#4=#4+#14 自变量#4每次递增#14(等高)END 1G00Z30M304.2.5 右侧斜面Y0→Y-单向推进加工由下向上逐层爬升,采用顺铣,单向走刀O0425#1= 斜面与垂直面夹角(YZ平面)#3= 斜面高度(绝对值)#2= (球头铣刀)刀具半径#4=0 dz(绝对值)设为自变量,赋初始值为0#5= 斜面长度(绝对值)#14= 自变量#4每次递增量(等高)#15=#5+#2+0.5 沿斜面长度方向的行程S1000M03G54G90G00X0Y0Z30X#2Y#2 快速移至首轮初始点上#23=[1-COS[#1]]/SIN[#1]/COS[#1] 参表4-1#25=#2*[TAN[#1]-#23] 表4-1中的CH长度#27=#25-#2-#3 表4-1中初始点(球头铣刀刀尖)的Z坐标值ZA #29=#3+#2*[1-COS[#1]]/TAN[#1] 表4-1中KM的长度Z#27 下降至斜面底部(初始点位于工件外面)WHILE[#4LE#29]DO 1 如果刀具还没有加工到斜面底部,继续循环1#6=#4*TAN[#1] 每次爬高dZ值所对应的dY值(绝对值)G01X[#2-#6]Z[#27+#4]F300 G01爬升至次轮初始刀位点(X、Z联动,Y坐标增大)Y-#15F1000 进给至斜面左侧G00Z1Y#2Z[#27+#4]#4=#4+#14 自变量#4每次递增#14(等高)END 1G00Z30M304.3 四角圆角过渡(上下等半径)矩形周边斜面加工4.3.1四角圆角过渡矩形周边外斜面加工(平底立铣刀)矩形工件XY对称中心为G54,顶面Z0,左右斜面与垂直面夹角相等(#3),前后斜面与垂直面夹角相等(#4),#3与#4可以不相等。
ug斜面加工最简单方法

ug斜面加工最简单方法
UG斜面加工是一种常见的机械加工方法,它可以通过将工件倾斜
一定角度,来加工出斜面形状。
实际上,UG斜面加工的操作技巧非常
熟练,需要掌握合适的加工工艺,才能达到最佳的加工效果。
在UG斜面加工中,最简单的方法是使用平面铣削工具进行加工,
首先设置坐标轴、坐标平面、插入加工轮廓,然后调整工件与加工轮
廓的相对位置,进行切削处理。
这种方法适用于简单的斜面加工,加
工效率高、成本低。
如果想要加工复杂的斜面形状,可以采用其他加工方式,如倾斜
式铣削、斜向钻孔等。
无论选择何种加工方式,都需要精确控制加工
过程中各项参数,包括速度、温度、压力等,确保加工质量和效率。
总之,UG斜面加工是一种非常实用的加工方法,适用于各种工件
形状和加工材料。
熟练掌握UG斜面加工技术,并选择合适的加工方式,可以大大提高生产效率和加工质量。
斜面.斜孔的加工
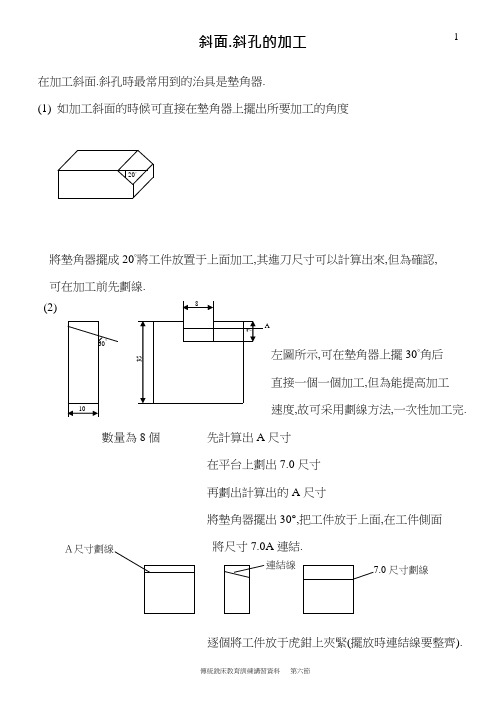
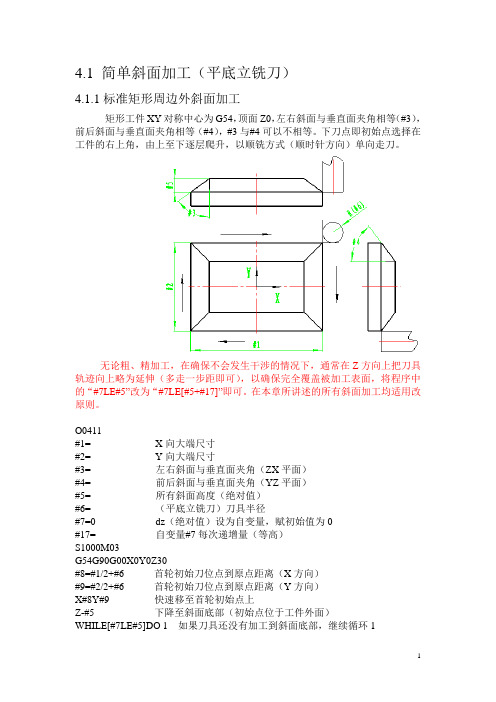
斜面.斜孔的加工在加工斜面.斜孔時最常用到的治具是墊角器.(1) 如加工斜面的時候可直接在墊角器上擺出所要加工的角度將墊角器擺成20°將工件放置于上面加工,其進刀尺寸可以計算出來,但為確認,(2),可在墊角器上擺30°角后 ,但為能提高加工,故可采用劃線方法,一次性加工完.數量為8個 ✩ 先計算出A 尺寸 在平台上劃出7.0尺寸 再劃出計算出的A 尺寸將墊角器擺出30°,把工件放于上面,在工件側面 將尺寸7.0A 連結.逐個將工件放于虎鉗上夾緊(擺放時連結線要整齊).1尋邊找到其槽的y 軸方向位置,進行加工. (3)✩ 從反面加工基準面A從反面劃線找到注入孔坐標(劃線時要在機台上劃,劃線工具沖子要在EG 或 SG 上研磨,夾與夾套內時尖點必須與主軸同心).因注入孔要求精度較高,且又小,所以不能擺與墊角器上加工所以要用正弦虎鉗. (4)模板上斜梢孔✩ 反面劃線,找到其斜孔位置用墊角器將角度擺出進行加工(如大一點不能用虎鉗夾持⑥大于300的模板⑦ 的模板可用專用治具⑥角度塊⑦壓于床台上進行加工.如用角度塊都不能加工, 模板很大很厚時,只能將模板平放于床台上,調整機頭度數來加工,但調整一2軸的角度,要對另一軸上平行度進行校正,如所加工零件精度要求不高,直接用 銑刀靠所要加工的模板來校正,如所加工零件精度要求很嚴,則需用校表校正 其平行度及角度是否正確.)(5) 當個平央上同時有兩個方向斜度時,需同時加工其兩斜度,可用正弦虎鉗擺出 個角度,再將正弦虎鉗吸于正弦磁座上擺出為一個角度進行加工.注: 在擺出角度后找點也需用劃線用的沖子用沖子去點所劃之線,以最接近所劃之線的點歸零,找到兩線寬的中點,那 麼兩線的交點也就是零零.(也就是所要找之點)(6) 加工上應注意的細節✩ 固定側之模仁上孔一般為線割孔,所以M 加工時只需鑽穿線孔與逃孔. 可動側之模仁上孔如有標注 “”或 “ EP ”那麼為頂針孔,需鉸孔 后用頂針實配,如未標注,如 “Φ2.04+0.010 ” “Φ2.54+0.0050 ”那麼只需加工 穿線孔,后序WE 加工.從后端鑽頂針孔時,鑽頭要磨利,否則會使孔偏位,且大 .兩角度同時加工3確認: 作民:王永清。
基于三轴数控铣床的一种斜面加工研究
零 件 的数 控 加 T主要 , i y 以分 为平 面力 I I T与孑 L 加 _ I 、平 面加 T采 用 铣 削_ J J I l T; - f L D I I T采 用镗 加 l
铣 削加 T :
a 、 以上端 面 定 位毛 坯 , 粗、 精铣顶面 , 后面 、 斜 面
局部 。
负差 , 差值 的二分一数据为该轴平 移距离 ( 正负号 为
方向 ) 即 可定斜 面加 1 二 坐 标原 点 , 图3 .
¨
¨
பைடு நூலகம்
H
H
图 5 斜面 I J U T 图 示
图 3 斜 边 毛 坯 坐 标 系 图 示
总 而 言之 ,通 过世 界 坐 标 系 与 定 面 毛坯 三 维数
3 结 束 语
b 、 以左 有 端 丽 分 别 定 位 毛坏 , 粗、 精铣左右面 , 后面 、 斜 面 局部 。 c ・ 、 以斜端 面 定位 毛坯 , 压 紧斜 角 支架 作 为底 面定 位。 粗、 精铣 斜 面 , 前面 局部 。
平面的位置精度 ; ( 4 ) 主要平面的精度 ; ( 5 ) 表 面粗糙
次数。
2 用P o we r Mi l l 软 件 制 定 刀具 路 径
由 冈 2可 见 世 界 坐标 系 不 能 满 足 加 丁需 要 , 故 需 定 义用 户 坐标 系 。每 个端 面定 位 都需 要 建立 一 个 专朋 坐 标 系和适 当定 义毛 坯尺 寸 。
滞 田
1 内 液 分 流 零 件 的 分 析 与 准 备
度 、
拟 定 零 件机 械加 T 1 - 艺规 程 时 ,有一 些 基 本
原 则应 该遵 循 :
( 1 】 先面后 孔 ; ( 2 ) 粗精分开 、 先糙 _ l 后精 ; ( 3 ) 统 一 T 艺过 程 的基 准 ; ( 4 ) T序 集 r } 1 , 先主后次 , 减 少装 夹
斜面上如何进行孔加工?
斜面上如何进行孔加工?
斜面上孔加工有这样几种思路,1、做工艺台阶
2、把斜面放平
3、使用钻套
4、使用专用夹具以上四种方法是比较常用的方法,第一、二种加
工起来比较简单,第四种方法需要根据零件专门设计专用夹具,需要具体问题具体分析,所以,咱们这里重点说下第三种方法钻套斜面打孔。
钻套斜面打孔,在开始钻孔的时候,因为受力不均易导致震动较大,容易打坏钻头,因为切削力的原因钻套的磨损也非常快,并且孔的加工质量不好,精度较差,容易报废工件。
造成这样的原因主要是钻头在加工斜面时,单刃受力较大,导致切削刃受力不平衡引起的,我们从左图中可以很容易的看出,那如何改善这种状况呢?改进措施:我们可以通过刃磨改变钻头切削刃的形状,切削刃和工件的接触由线接触变为点接触,如图。
这样就可以改变切削刃的受力状况,切削力变小并且横刃减小,定心效果大大改善,这样大大延长钻头的使用寿命,提高加工效率。
拔模斜面的多种加工方法
径形式如流线加工 、等高外形等。 (3)进行后置处理 ,生成加工代码 对于例题 ,若
幽 3
因此 ,在进行 曲面加工时 ,合理运用 程式过滤功能 是很有必要 的 ,值得推 荐使 用。对于拔 模斜 面 的加 工 , 运用程式 过滤 功能虽 然 可 以达到 缩小 加工 程 序量 的 目 的 ,但是常常会出现一段大圆弧过滤成好几段 小圆弧的 情 况 。
栏 目主持 越 宇龙 ;
拔 模 斜 面 的 多种 加 工 方 法
中国人 民解放军第 5311工厂 (江苏南京 210007) 张 明光
模具或者 零部件 的生 产 中经 常遇 到拔 模斜 面 的加 序量过于庞大 ,在数控系统存储空 间有 限的情况下 ,常
工 ,如 图 1所 示 。 拔模 斜 面 的加
常会导致 代码 传输 的失败。 在不 影 响 加 工 精 度
工属 于三维 曲面加
工 的范畴 ,依 据 编
程 习惯 ,运用 编程
软 件 先 绘 制 曲面 ,
再对 曲面采用 三维
刀路 进行 加工 ,属
图 1
于 比较传统 的解决思路 。对于有宏 程序基础 的用 户 ,也
的前 提 下,可 运 用 “程 式过 滤 ” 功 能 达 到缩 小 程序量的 目的,如 图2所 示 ,将处 于 同 一 高 度 平 面 上 的 一 系 列 的 点 位 , 根据 “公 差 设 定 ” 过 滤 成 同 一 高 度 上 的 圆 弧 ,
径  ̄30mm,高度 20mm,拔模 角 10。,分别 运用 三种 方 代码量大约仅 占用 3 000字节 。
复合斜面表面粗糙度的铣加工可以这样进行,既精确又高效
摘要:本文介绍的精确控制复合斜面表面粗糙度的铣加工方法,能够在严格满足技术加工要求的情况下,实现对复合斜面工件表面粗糙度的高精度控制,同时提高了加工效率,降低了加工成本,便于操控。
机械加工过程中往往会遇上具有多角度、多曲面的复杂零件及组合件,如复合斜面工件、特型刀具等各类难加工工件。
其中,如果工件的基准面是一个矩形面,它的斜面同时向基准面两个坐标方向发生倾斜,则此斜面称之为复合斜面,典型的复合斜面工件如星形件等。
1. 问题阐述现有技术中,对复合斜面的加工方式通常是利用两坐标轴联动的三坐标数控机床执行“两轴半”联动加工,并采用任意两轴联动插补,第三轴作单独的周期性进刀。
然而,上述技术难于实现对复合斜面的表面粗糙度的一次加工到位,而且其精度受到较大的影响。
其原因是:①考虑到复合斜面在空间的几何角度影响,复合斜面与水平面所形成的二面角不同,这样在切削步距保持不变的情况下,加工得到的表面粗糙度也会发生改变。
②排除刀具磨损及走刀速度等因素,影响加工面表面粗糙度的关键为第三轴的单独周期性进刀,即切削步距的大小。
当步距偏大时,加工面的表面粗糙度值会偏大,偏离技术要求,而通过减小步距再次试切则会导致加工总时间会明显变长;当步距偏小时,加工面表面粗糙度值也会偏小,虽然高于技术要求,但加工效率就会变低。
如何高效、经济地实现对复合斜面的切削对现在机械加工行业有着重要意义。
2. 设计思路针对现有技术的以上缺陷或改进需求,本文提供了一种高精度控制表面粗糙度的复合斜面铣削加工方法,其中通过结合复杂斜面自身的结构及其铣削加工特点,从多个加工参数中重点选择切削步距进行研究,并构建特定算法来准确确定其与表面粗糙度之间的互相影响,相应能够在严格满足技术加工要求的情况下,实现对复合斜面工件表面粗糙度的高精度控制。
精确控制复合斜面表面粗糙度的铣加工方法包括:(1)为具备复合斜面的工件选择装有立铣刀的三轴联动数控机床作为加工设备,采用直线切削方式执行加工,并将切削方向设定如下(见图1):设被加工复合斜面与水平面形成有平面角为θ的二面角,该平面角θ由处于复合斜面上的射线OA与处于水平面上的射线OB共同组成,则该切削方向保持与所述射线OA相重合或平行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使 用 组合夹 具 和机 床 主轴 调 整 等方 法 , 三轴 机 床 在 上成 功实 现 了承弹 口内腔 空 间斜面 的加工 。
2 零 件 的 结 构 工 艺 分 析
2 1 零 件 的 结构 特 点 .
如图 1 所示 , 零件 的承弹 口内腔部 分 由 A、 C B、 三个 不 同 的空 间 斜 面组 成 , 中 , 面 A 与 水 平 面 其 斜
Ab t a t I d ton t hem ulic or i a e m a hi i s r c : n a dii o t t— o d n t c n ng, s a e b v lp oc s i lo ha o e r qu r m e p c e e r e sng a s s s m e ie nt
组 成 , 且 相 邻 两 斜 面 相 交 为 一 条 空 间 直 线 , 交 并 相 处 不 允许 留圆角 。普 通 机 床 无 法实 现 其 加 工要 求 , 数控机 床 一次编 程 也 无法 达 到 其 加工 要 求 , 须 选 必
空 间 斜 面 的 实 际 加 工 为 例 , 过 空 间 坐标 点位 计 算 、 通 自动 编 程 和 手 工 编 程 相 结 合 的 方 法 。 用组 合 夹 具 、 整 主 轴 摆 利 调 动 角 度 等 工 艺 手段 , 三轴 机 床 上 实现 空 间斜 面 的 高精 度 加 工 。 在 关 键 词 : 间斜 面 数 控 铣 削 计 算 刀位 点 空
To wa d h pa e Be e o e s ng S il f t e Tr a i lM a h ne To l r s t e S c v lPr c s i k ls o h i x a c i os
Li a qi , Y g Xi n u Zh o n an o g ( o g ig Ae o p c o y e h i, in b i src ,Ch n qn 0 0 1 Ch n qn r s a eP l tc nc Ja g e tit Di o g i g4 0 2 )
m o h s c s a xa p e,t i p rs ows t tt ra a a hi e t ol an a h e h gh p e i i ut pa e a n e m l h spa e h ha he ti xilm c n o s c c ivet e hi r cson p oc s i g w ih c m bi d m e ho f t a c a i n oft pa e c r na e r e sn t o ne t d o he c l ul to he s c oo di t s,a o a i o a m i n ut m tc pr gr m ng a d
引 言
在数 控铣 削 加 工 中经 常 会 遇 到 空 问 斜 面 的零
件 加 工 , 于 加 工 面 在 空 间 变 化 , 控 编 程 和 调 试 由 数
择 合理 的数 控 加 工 工 艺 方 案 以及 编 写 正 确 的 加 工
程 序才 能满 足零 件空 问斜 面加工 要求 。
本文综 合考 虑零 件 的特 点 , 种 加 工方 案 进 行 几
优 选 , 过 软 件 自 动 编 程 和 手 工 编 程 相 结 合 , 妙 通 巧
难 度很 大 , 根据零 件结 构 特 点 对加 工 方 法 进行 特 需 殊 处理 , 巧用 机 床 主 轴 功 能 , 到 空 间 斜 面 加 工 要 达 求 。所谓 空 间斜 面[ 是指 在零 件 图的两个 不 同投影 面上 , 由两个 角度所 组 成 的 斜 面如 图 l所 示 零 件 的 承 弹 口内腔部 分相 对于 X ) (Y平 面 由三个 空 间斜 面
三 轴机 床 空 问斜 面的 加工 技巧
刘 昭 琴 ,杨 雄
( 庆航 天 职 业技 术 学 院 , 庆 江 北 区 40 2 ) 重 重 0 0 1
摘 要 : 间斜 面 的 加 工 除 了采 用 多 坐标 机 床 加 工 外 , 空 在加 工 方 法 和 技 巧 上 也 很 有讲 究 。 本 文 以零 件 的 承 弹 口
oft e pr e sng me h s a e hn qu s Ta i he a t a p c o e sng o h r s b a i g s ls h oc s i t od nd t c i e . k ng t c u ls a e pr c s i f t e pa t e rn he l
t pi dl wi n e he s n e s ng a gl.
K e r s: p c e e l n y wo d s a e b v lp a e; CN C ilng; c l u a i m li a c l ton;C t e o a i n po n U t r l c to i t
总第 1 5期q n 术 学 a e P l t c n c o r a fCh 天 职 业技 r s 院 学报 e h i o o g i g Ae o p c o y
S r l . ei a NO 1 5
Sp 2 1 e . O 2
ma u l r g a n a o r mmi g n t h s ft et c nc l a so o i e i t r n h d u t n f p n ,a d wih t e u e o h e h ia me n fc mbn d f u e a d t ea j sme to x