针织用纱的质量要求
针织用纱与机织纱的六大不同质量要求
针织用纱与机织纱的六大不同质量要求导读: 针织纱要求条干更高,柔软性好,有一定的强度和延伸性、捻度,在针织机上形成针织物的过程中,纱线要受到复杂的机械作用,如拉伸、弯曲、扭转、摩擦等。
为保证生产的正常进行以及产品的质量,针织用纱应满足以下要求:一、纱线应具有一定的强度和延伸性纱线的强度是针织用纱的重要品质指标。
由于纱线在准备和织造过程中经受一定的张力和反复的载荷作用,因此,针织用纱必须具有一定的强度。
此外,纱线在编织成圈过程中,还要受到弯曲和扭转变形,因此还要求针织用纱具有一定的延伸性,以便于编织过程中弯曲成圈,并减少纱线断头。
二、纱线应具有良好的柔软性针织用纱的柔软性比机织用纱要求高。
因为柔软的纱线易于弯曲和扭转,并使针织物中的线圈结构均匀、外观清晰美观,同时还可减少织造过程中纱线的断头以及对成圈机件的损伤。
三、纱线应具有一定的捻度一般来说,针织用纱的捻度比机织用纱要低。
若捻度过大,纱线的柔软性就差,织造时不易被弯曲、扭转,还容易产生扭结,造成织疵,使织针受到损伤;此外,捻度过大的纱线会影响针织物的弹性,并使线圈产生歪斜。
但针织用纱的捻度也不能过低,否则会影响其强度,增加织造时的断头,且纱线膨松,使织物容易起毛起球,降低针织物的服用性能。
因此,正确地选择捻度是合理选用纱线的一项重要途径。
针织物的用途不同,捻度要求也有所区别。
(1)汗布要求滑爽、紧密、表面光洁、纹路清晰,纱的捻度要大些,可接近同线密度机织用经纱标准。
(2)外衣用纱线捻度应取大些,以增强挺括性、改善起毛起球现象。
(3)棉毛布、弹力布要求手感柔软,富有弹性,纱的捻度应稍低些,一般采用同线密度机织用纬纱捻度的下偏差。
起绒针织物用纱,为便于拉绒,且使绒头厚薄均匀,捻度要求更小一些。
另外捻度的大小还随纱线线密度而异。
四、纱线的线密度要均匀、纱疵要少纱线线密度均匀性即纱线条干的均匀性,是针织用纱的一个重要品质指标。
条干均匀的纱线有利于针织加工和保证织物质量,使线圈结构均匀,布面清晰。
针织用纱质量的4个要求
针织用纱质量的4个要求
作为一种重要的纺织原料,针织用纱在服装制作和手工编织中扮演着至关重要
的角色。
针织用纱的好坏直接影响到制成品的质量和使用寿命,因此选择优质的针织用纱尤为重要。
但是,如何鉴别针织用纱的质量呢?以下是4个要求供大家参考。
1. 纱线直径均匀
用于针织的纱线直径必须均匀,这是保证成衣或编织品表面平整和颜色均匀的
基本要求。
如果纱线的直径不均匀,则编织出的制品表面会出现明显的起毛、起球和变形等缺陷。
2. 柔软度适中
针织用纱的柔软度是指纱线有多柔软或有多硬。
柔软度适中的针织用纱不仅手
感好,而且编织成品的外观效果也更佳。
柔软度过高的针织用纱容易起毛和毛刺,柔软度过低的则不易编织。
3. 密度适宜
针织用纱的密度是指纱线每英寸的纺织数,它的大小影响到编织品的大小和弹性。
密度适宜的针织用纱编织出的成品形状清晰,而且更加紧密,不易变形和变松。
如果针织用纱的密度过高,编织的成品就会过紧,弹性不足;密度过低,则编织出的成品表面显得较为宽松,不够挺括。
4. 拉力适度
针织用纱的强度和拉伸弹性是其重要的物理性能指标,同样也是衡量针织品质
量的重要标志。
强度适中的针织用纱编织出的制品拉力合适,不易变形或损坏。
如果针织用纱的强度很低,则成品的承重能力不足,如果太高则难于编织。
总之,了解针织用纱的质量要求可以帮助人们选择合适的针织用纱,从而制作
出高质量的针织品。
针织用纱质量控制技术问题探讨

端 用 户 要 求 分 类 配 棉 ;二 是 确 保 成 纱异 纤含 量 满足 用 户要 求 ;三 是 制 订 合 理 的 内控 标 准 ; 四是 重视 生 产 过程 中主要 质 量
指 标控 制 与 达 标 。
关 键 词 :针 织 用 纱 ;质 量 要 求 ; 质 量 控 制 技 术 中 图 分 类号 :T 1 55 S9. 文 献标 识码 :C 文 章 编 号 : 17 .3 6 (0 1 1 0 1 3 6 42 4 2 1)0 — 0 . 0 0
1 根据终端 用户要 求分类 配棉 是纺好针 织纱 的前提 由于针 织纱用途 不 同对 配棉要 求也有 不 同,大体有 以下几 种情况 :
1 )对 染色要求 高 的针 织物 ,纺纱配 棉 中马克隆值 选配 是第一顺 序 :要 求配棉 成份 中喷头差异 < 03 .,
最大 05 .,喷头 问差 异 C V%少于 1%。 0
用 户 提 出的 要求 ,控 制标 准是 :针 织 下机 毛 坯布 异纤 含量 染 色坯 ≤2 5个/0 g 2 k ,浅色 坯 、漂 白坯 ≤1 0
个/0 g 2 k ,纺纱厂要根据针织 毛坯布 异纤含量控制 要求 ,制 订 出厂纱异 纤检测指标 :染色 坯≤34个/0万 . 1
米 ,浅色坯 ≤2个/0万米 ,完全 漂 白坯 必须使用机 采棉 ,以消除针 织纱的异 纤 。 1 对进 厂非机采棉花要 逐批进行异 纤检测 ,原棉异纤含量超 过 I/ 不 能直接使 用 ,作高档钊‘ 纱要选 gt 织
4 )对漂 白产 品异纤要 求高 的品种 ,要用 美棉 、澳 棉等机 采棉花 。 此外 ,纺好针 织纱 ,严把 用棉成 份接 批关 是关键 ,要确保 质量 不波 动 ,不出现色 档 ,接 批抽 调 比例
棉纱规格质量
(1)棉纱规格质量:
①普梳棉单纱规格,一般按支数划分有70—56、55—44、43—37、36—29、28—19、18—
17 、16—10、9—7、6—3;②精梳棉单纱规格,按支数划分有150—131、130—111、110—91 、90—71、70—56、55—44、43—37、36—29、28—19、18—16。
针织用纱要求纱的捻度小,条干均匀,保证针织绒衣的绒毛厚实,弹性良好,保暖性强。
机织用的纱要求轻,纬纱结杂少,条干均匀。
(2)检验方法:按照国家标准规定,纱线质量按品质指标和重量不匀率对棉纱评等。
按条干均匀度和棉结,杂质粒数对棉纱评级。
其中品质指标主要指纱线的强度,它在一定程度上反映织物耐穿,耐用性能。
纱线的品级主要反映纱线的粗细差异及外观疵点情况,它直接影响织物外观,如纹路的匀整,清晰与阴影的大小等。
纱线质量的高低与生产管理,工艺条件,机械状况,技术操作水平,原棉的优劣及其使用合理情况有着密切的关系。
棉纱的技术指标请见GB/T398—93国家标准。
棉纱检验方法按GB/T398—93《棉本色纱线》;GB/T4743—95《纱线的线密度(或支数)的测定方法——绞纱法》;SN/T0450—95《出口本色棉纱线和精梳涤棉混纺纱检验规程》。
按照贸易合同规定的品质规格和指标进行检验。
30tex纯棉普梳针织用纱纺纱工艺设计
30tex纯棉普梳针织用纱纺纱工艺设计纺纱工艺是纺织品生产中的重要环节,它直接影响到纱线的质量和性能。
30tex纯棉普梳针织用纱是一种常用的纱线,它具有柔软、透气、吸湿、舒适等特点,广泛应用于针织品的生产中。
本文将介绍30tex纯棉普梳针织用纱的纺纱工艺设计。
一、纱线的选择30tex纯棉普梳针织用纱的纺纱工艺设计首先要选择合适的纱线。
纱线的选择应根据产品的要求和工艺特点来确定。
30tex纯棉普梳针织用纱的纱线应选用优质的棉花为原料,经过普梳工艺处理后,纱线的质量和性能更加稳定。
同时,纱线的细度应根据产品的要求来确定,一般在30tex左右。
二、纺纱工艺流程30tex纯棉普梳针织用纱的纺纱工艺流程包括开松、清洗、梳棉、精梳、牵伸、捻合等环节。
1. 开松开松是将棉花进行初步处理的环节,目的是使棉花变得松软,易于后续的加工处理。
开松的方法有多种,如手工开松、机械开松等。
在30tex纯棉普梳针织用纱的纺纱工艺中,一般采用机械开松的方法,可以提高生产效率和纱线的质量。
2. 清洗清洗是将棉花中的杂质和污渍去除的环节,目的是保证纱线的质量和卫生。
清洗的方法有多种,如水洗、气流清洗等。
在30tex纯棉普梳针织用纱的纺纱工艺中,一般采用水洗的方法,可以彻底清洗棉花中的杂质和污渍。
3. 梳棉梳棉是将棉花进行细化处理的环节,目的是使棉花的纤维更加细长、平整,便于后续的加工处理。
梳棉的方法有多种,如手工梳棉、机械梳棉等。
在30tex纯棉普梳针织用纱的纺纱工艺中,一般采用机械梳棉的方法,可以提高生产效率和纱线的质量。
4. 精梳精梳是将梳棉后的棉花进行进一步处理的环节,目的是使棉花的纤维更加细长、平整,提高纱线的质量和性能。
精梳的方法有多种,如手工精梳、机械精梳等。
在30tex纯棉普梳针织用纱的纺纱工艺中,一般采用机械精梳的方法,可以提高生产效率和纱线的质量。
5. 牵伸牵伸是将精梳后的棉花进行拉伸处理的环节,目的是使纱线的强度和延伸性更好。
纯棉针织用纱的质量控制技术

用仪 器检 测和 布面检 测 两方 面结合来 综合 评定
针 织 用纱质 量 , 能有 效 增 加 针 织用 纱 在 布 面 的显 现
针织 物 由织 针 编织 而成 , 由于针 眼小 , 纱上 纱 原 疵 , 别是 俗称 “ 特 大肚 纱 ” 的粗 节疵 点 , 不易顺 利 通 都 过针 眼 , 易跳 出布 面 , 形成 漏 针 、 洞 、 套 等疵 点 , 破 脱 影响 织造 和布 面质 量 。Use tr十万 米 纱 疵 中重 点 控
由于 针织 物 圈 形 织物 的结 构特 点 , 面 三丝 异 布 纤很 难 修织 。漂 白及 浅 色 针 织 物 , 点 要控 制 有 色 重
织 造 , 根 纱 线 单 独 成 圈 , 互 交 织 。它 的组 织 松 每 相 弛 , 与纱之 间空 隙多 , 纱 内不 匀 、 邻 纱 之 间不 纱 单 相
匀 均会 影响外 观 。原 纱 条 干 不 匀要 求 较 高 , 易暴 容 露 在布 面 。特 别 是 细 节 危 害更 大 , tr 万 米 纱 Use 十
疵 要重 点控制 H、 长 细节 。 I 1 2 纱疵 少且 纱 条光 洁毛 羽少 .
三 丝等 异性纤 维 ; 中深 色针 织物 , 要重点 控 制丙纶类 俗称 蛇皮 丝等 染不 上色 的异纤 。
织产 品对 纱线 的染 色匀整 性要 求很 高.
针织 产 品和机 织产 品 由于织造 原 理和织 物 结构 的不 同 , 纱线 也有 不 同的质 量要 求 , 对 针织用 纱有 以
下特 点 。
1 5 捻度 要适 当减 少 . 由于 针 织产 品 的风格 特 点 , 织用 纱 成 纱捻 度 针
合 生产 实践 , 对纯 棉 针 织用 纱 的质 量 控 制 技 术作 分
纯棉19tex针织纱精梳工艺设计
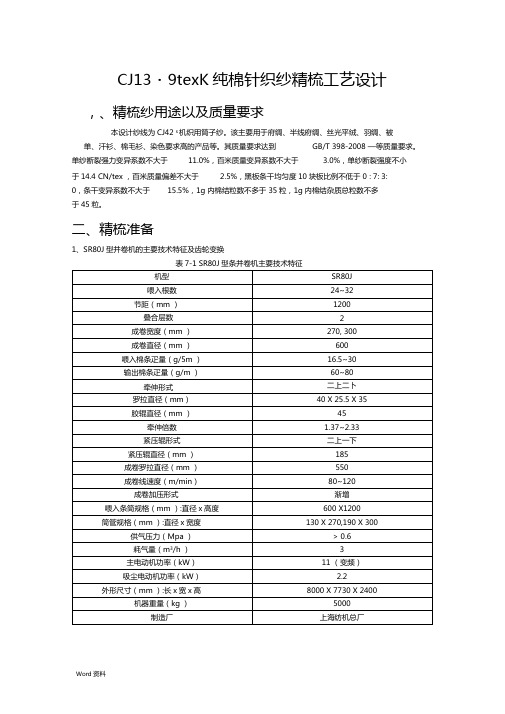
CJ13・9texK纯棉针织纱精梳工艺设计,、精梳纱用途以及质量要求本设计纱线为CJ42 s机织用筒子纱。
该主要用于府绸、半线府绸、丝光平绒、羽绸、被单、汗衫、棉毛衫、染色要求高的产品等。
其质量要求达到GB/T 398-2008 —等质量要求。
单纱断裂强力变异系数不大于11.0%,百米质量变异系数不大于 3.0%,单纱断裂强度不小于14.4 CN/tex ,百米质量偏差不大于 2.5%,黑板条干均匀度10块板比例不低于 0 : 7: 3:0,条干变异系数不大于15.5%,1g内棉结粒数不多于 35粒,1g内棉结杂质总粒数不多于45粒。
二、精梳准备1、SR80J型并卷机的主要技术特征及齿轮变换表7-1 SR80J型条并卷机主要技术特征表7-2变换轮代号及变换范围2、 速度变频调速,成卷罗拉输出线速度分 78、85、92、99、106、113、120(m/min )七档供选用。
3、 牵伸计算喂入预并条干定量(g/5m )并合数E 实输出小卷干定量(g/m ) 5说明:喂入条子并合数一般为24~32根。
(1)、前~后成卷罗拉张力牵伸曰 攀 卡o.971(倍)表7-3 A 与E 1计算对照(2)、前罗拉~台面压辊张力牵伸E275 25 32 22 36型7 1.019(倍)240 30 B 30 B表7-4 B 与E 2计算对照(3八后罗拉〜导条辊张力牵伸E 3 11晋D 0.5 S 「012(倍)表7-5 C 、D 与E 3计算对照20 24 65 51.477 (倍)E 机E实牵伸配合率1.477 1.01 1.49 (倍)E 1E 2E 3E 4E 5E66067966.7185 30 26 87.4545 八(4)、台面压辊~紧压辊张力牵伸E4 1.005(倍)匚475 22 F F表7-6 F与E4计算对照WC O 4 A Q(5)、后成卷罗拉~紧压辊张力牵伸E5 ----------------------- — 1.023(倍)匚5185 G G表7-7 G 与E5计算对照40 20 H 19 H(6)、前罗拉~三罗拉牵伸E6 H—空0.905 — 1.448(倍)匚635 20 K 24 K表7-8 H、K与E6计算对照所以,总牵伸:E E1 E2 E3 E4 E5 E60.971 1.019 1.012 1.005 1.023 1.448 1.49(倍)4、罗拉隔距、加压及满卷长度表7-9纤维主体长度与罗拉隔距、握持距(1)、前胶辊加压范围在 0.45~0.55Mpa ,取0.5Mpa ;后胶辊加压范围在 0.35~0.45Mpa ,取 0.4Mpa 。
针织用纱和梭织用纱的区别

针织用纱和梭织用纱的区别针织要求条干(也就是纱线的粗细均匀程度)更高,柔软性好,一定的强度和延伸性、捻度(纱捻度都比较低)在针织机上形成针织物的过程中,纱线要受到复杂的机械作用,如拉伸、弯曲、扭转、摩擦等。
为保证生产的正常进行以及产品的质量,针织用纱应满足以下要求:1、纱线应具有一定的强度和延伸性纱线的强度是针织用纱的重要品质指标。
由于纱线在准备和织造过程中经受一定的张力和反复的载荷作用,因此,针织用纱必须具有一定的强度。
此外,纱线在编织成圈过程中,还要受到弯曲和扭转变形,因此还要求针织用纱具有一定的延伸性,以便于编织过程中弯曲成圈,并减少纱线断头。
2、纱线应具有良好的柔软性针织用纱的柔软性比机织用纱要求高。
因为柔软的纱线易于弯曲和扭转,并使针织物中的线圈结构均匀、外观清晰美观,同时还可减少织造过程中纱线的断头以及对成圈机件的损伤。
3、线应具有一定的捻度一般来说,针织用纱的捻度比机织用纱要低。
若捻度过大,纱线的柔软性就差,织造时不易被弯曲、扭转,还容易产生扭结,造成织疵,使织针受到损伤;此外,捻度过大的纱线会影响针织物的弹性,并使线圈产生歪斜。
但针织用纱的捻度也不能过低,否则会影响其强度,增加织造时的断头,且纱线膨松,使织物容易起毛起球,降低针织物的服用性能。
因此,正确地选择捻度是合理选用纱线的一项重要途径。
针织物的用途不同,捻度要求也有所区别。
汗布要求滑爽、紧密、表面光洁、纹路清晰,纱的捻度要大些,可接近同线密度机织用经纱标准。
外衣用纱线捻度应取大些,以增强挺括性、改善起毛起球现象。
棉毛布、弹力布要求手感柔软,富有弹性,纱的捻度应稍低些,一般采用同线密度机织用纬纱捻度的下偏差。
起绒针织物用纱,为便于拉绒,且使绒头厚薄均匀,捻度要求更小一些。
另外捻度的大小还随纱线线密度而异。
4、纱线的线密度要均匀、纱疵少纱线线密度均匀性即纱线条干的均匀性,是针织用纱的一个重要品质指标。
条干均匀的纱线有利于针织加工和保证织物质量,使线圈结构均匀,布面清晰。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
针织分经编、纬编二大类,棉纱主要用在纬编针织机上。
纬编是纬向编织针织物,纱线以一定的张力轮送到针织机的成圈编织区域,弯曲成圈相互串套而成针织物。
从编织角度讲,要求纱支柔软、光洁,捻度适当均匀,有一定的强度及断裂伸长率,条干均匀,细节要少。
因为针织物组织比较松弛,纱与纱之间空隙较多,原纱条干不匀直接影响织物外观,细节危害更大。
飞花要少。
目前针织纱存在的主要问题
针织物的品质和性能取决于针织原料的性能、针织物的组织结构及规格、染色及后整理等因素。
其中针织原料的性能是影响针织物性质的主要因素。
针织物的用途不同,选用的原料也不同。
目前内衣用针织物大多采用棉纱;袜类产品的原料有棉纱、羊毛和化纤;羊毛衫主要采用羊毛、腈纶、腈纶混纺纱等;针织外衣的主要原料是涤纶、锦纶、腈纶以及混纺纱和新型纺织材料(如tencel纤维、差别化纤维等);特种产业用原料主要是玻璃纤维、金属丝、芳纶丝等。
原料的组分可以是仅含一种纤维的纯纺纱或两种纤维以上的混纺纱;(如花色纱线、竹节纱、结子纱、包芯纱等)。
此外,化纤异型纤维、复合纤维特别是超细旦纤维等新型原料的出现,为针织用纱开辟了新途径。
试验室对纱支进行检测,基本上都能达到一等品水平,只有普梳纱棉结杂质超过,极个别的捻系数超过360。
二是条干不匀,黑板条干是反映不出,0.9.1.0的黑板在实物上会出现较多云斑阴影,无论是普梳、精梳都出现过,甚至长绒棉纱也出现过。
三是异纤,普梳、精梳都有。
异纤纱只能做染色产品来掩盖。
四是棉结白点、上色不匀,这在普梳纱上比较突出,混纺纱织物上色不匀。
五是毛羽,棉纱毛羽多,织造时花衣多,花衣轧入便是织疵,坏针、光坯成品布,布面毛、不光洁。
针织企业对纱支的质量要求
纬编针织大园机,100多根纱一起喂入编织,稍有偏差,便会在针织布面上暴露出来,尤其是单面针织物,罗纹、双罗纹织物,因组织结构不同,反映不明显。
物理检测一等品是基本条件,主要为织造服务。
不仅毛坯布要达到要求,而且染整后光坯布实物质量没问题。
单强、捻系数都能满足要求。
(1)捻系数不宜超过340;2)纱支条干要均匀;3)尽可能没有异纤;(4)棉结杂质粒数要少,不能有上色率低的白点,染色均匀性好,最好达到4~5级;(5)毛羽少,可减少织造时飞花,提高光坯成品布布面光洁度。
在针织机上形成针织物的过程中,纱线要受到复杂的机械作用,如拉伸、弯曲、扭转、摩擦等。
为保证生产的正常进行以及产品的质量,针织用纱应满足以下要求:
1、纱线应具有一定的强度和延伸性
纱线的强度是针织用纱的重要品质指标。
由于纱线在准备和织造过程中经受一定的张力和反复的载荷作用,因此,针织用纱必须具有一定的强度。
此外,纱线在编织成圈过程中,还要受到弯曲和扭转变形,因此还要求针织用纱具有一定的延伸性,以便于编织过程中弯曲成圈,并减少纱线断头。
2、纱线应具有良好的柔软性
针织用纱的柔软性比机织用纱要求高。
因为柔软的纱线易于弯曲和扭转,并使针织物中的线圈结构均匀、外观清晰美观,同时还可减少织造过程中纱线的断头以及对成圈机件的损伤。
3、线应具有一定的捻度
一般来说,针织用纱的捻度比机织用纱要低。
若捻度过大,纱线的柔软性就差,织造时不易被弯曲、扭转,还容易产生扭结,造成织疵,使织针受到损伤;此外,捻度过大的纱线会影响针织物的弹性,并使线圈产生歪斜。
但针织用纱的捻度也不能过低,否则会影响其强度,增加织造时的断头,且纱线膨松,使织物容易起毛起球,降低针织物的服用性能。
因此,正确地选择捻度是合理选用纱线的一项重要途径。
针织物的用途不同,捻度要求也有所区别。
汗布要求滑爽、紧密、表面光洁、纹路清晰,纱的捻度要大些,可接近同线密度机织用经纱标准。
外衣用纱线捻度应取大些,以增强挺括性、改善起毛起球现象。
棉毛布、弹力布要求手感柔软,富有弹性,纱的捻度应稍低些,一般采用同线密度机织用纬纱捻度的下偏差。
起绒针织物用纱,为便于拉绒,且使绒头厚薄均匀,捻度要求更小一些。
另外捻度的大小还随纱线线密度而异。
4、纱线的线密度要均匀、纱疵少
纱线线密度均匀性即纱线条干的均匀性,是针织用纱的一个重要品质指标。
条干均匀的纱线有利于针织加工和保证织物质量,使线圈结构均匀,布面清晰。
如纱上有粗节,则编织就不能顺利通过,造成纱线断头或损伤机件,而且在布面上容易形成“横条”、“云斑”,降低针织物品质;如纱上有细节,则在此处强度不足,容易断头,影响织物的质量和降低机器生产率。
因为针织机上有多路成圈系统同时进纱成圈,所以不仅要求每路纱线粗细均匀,而且各路之间纱线的粗细差异也要严格控制,否则会在布面上形成横条纹,阴影等疵病,降低织物质量。
5、纱线应具有良好的吸湿性
纱线在空气中吸收水分的能力称为吸湿性。
各种纤维的吸湿能力有很大差异,且吸湿量的大小随空气的温湿度不同而不同。
用于针织生产的纱线,应具有一定的吸湿性。
在同样相对湿度的条件下,吸湿性好的纱线,除了其导电性能较好以外,同时也有利于纱线捻回的稳定和延伸性的提高,从而使纱线具有良好的编织性能。
6、纱线要具有良好的光洁度和较小的摩擦系数
针织用纱应尽可能没有杂质和油渍等,而且应很光滑。
不光滑的纱线,对机件的摩损厉害,容易损伤机件,且车间里飞花多,既影响工人身体健康,又影响针织机的生产率和织物的品质。
此外,在针织加工过程中,纱线要与多种机件摩擦接触,作相对滑动,使纱线受到一定
的阻力,从而产生纱线张力。
因此,表面粗糙的纱线或摩擦系数过大的纱线在经过成圈机件时会产生较高的纱线张力,影响纱线张力的均匀性,从而造成线圈结构的不匀。
为了减少纱线的摩擦系数,可对纱线表面惊醒抗静电剂和润滑油剂或蜡质的处理。