测量过程控制检查表
过程审核检查表范例
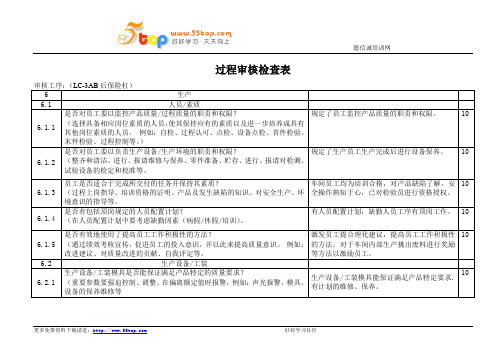
德信诚培训网过程审核检查表6 生产6.1 人员/素质6.1.1 是否对员工委以监控产品质量/过程质量的职责和权限?(选择具备相应岗位素质的人员,使其保持应有的素质以及进一步培养成具有其他岗位素质的人员。
例如:自检、过程认可、点检、设备点检、首件检验、末件检验、过程控制等。
)规定了员工监控产品质量的职责和权限。
106.1.2 是否对员工委以负责生产设备/生产环境的职责和权限?(整齐和清洁、进行、报请维修与保养、零件准备、贮存、进行、报请对检测、试验设备的检定和校准等。
规定了生产员工生产完成后进行设备保养。
106.1.3 员工是否适合于完成所交付的任务并保持其素质?(过程上岗指导、培训资格的证明、产品及发生缺陷的知识、对安全生产、环境意识的指导等。
车间员工均为培训合格,对产品缺陷了解,安全操作熟知于心,已对检验员进行资格授权。
106.1.4 是否有包括顶岗规定的人员配置计划?(在人员配置计划中要考虑缺勤因素(病假/休假/培训)。
有人员配置计划,缺勤人员工序有顶岗工作。
106.1.5 是否有效地使用了提高员工工作积极性的方法?(通过绩效考核宣传,促进员工的投入意识,并以此来提高质量意识。
例如:改进建议、对质量改进的贡献、自我评定等。
激发员工提合理化建议,提高员工工作积极性的方法,对于车间内部生产挑出废料进行奖励等方法以激励员工。
106.2 生产设备/工装6.2.1 生产设备/工装模具是否能保证满足产品特定的质量要求?(重要参数要强迫控制、调整、在偏离额定值时报警,例如:声光报警,模具、设备的保养维修等生产设备/工装模具能保证满足产品特定要求.有计划的维修、保养。
106.2.2 在批量生产使用的检测、试验设备是否能有效地监控质量要求?(测量精度/检具能力调查、数据采集和分析、检具检定的证明等检测、试验设备能有效地监控质量要求. 106.2.3 生产工位、检验工位是否符合要求?(工作环境条件(包括返工/返修工位)必须符合于产品及工作内容,以避免污染、损伤、混批、说明错误。
水利工程施工过程质量控制检查表

水利工程施工过程质量控制检查表项目名称:水利工程施工日期:YYYY年MM月DD日检查人员:XXX检查内容:1. 现场准备工作- 确认施工地点是否符合规划要求;- 检查场地平整度、排水情况和环境整洁度;- 确认所需设备和材料是否齐全。
2. 基础施工- 检查基础开挖的深度、宽度和坡度是否符合设计要求;- 观察基础土壤的质量和稳定性,确认是否需要加固处理;- 核查基础混凝土浇筑前的模板搭设和钢筋绑扎是否准确无误。
3. 结构物建设- 依据设计图纸核实各个结构部分的尺寸、形状和位置;- 检查混凝土浇筑前的钢筋布置是否符合设计要求;- 观察混凝土浇筑过程中的浇筑质量和振捣情况。
4. 河道整治- 检查河床开挖的深度、宽度和坡度是否符合设计要求;- 核查河道便士、退水口和固槽的设置是否正确;- 确定边坡的夯实度和防护措施是否得当。
5. 泵站建设- 检查泵站主体结构的尺寸、形状和位置是否符合设计要求;- 核实设备安装的稳固性和电气接线的准确性;- 判断管道连接处的密封情况和抗渗性能。
6. 安全措施- 观察现场施工人员是否佩戴个人防护装备;- 检查施工现场的警示标志和安全隔离措施是否完备;- 确认施工作业是否符合相关安全操作规范。
检查结果:根据以上检查内容,现场施工过程质量控制检查结果如下:1. 发现问题:- 现场准备工作中,发现设备不齐全,需要及时补充;- 基础施工中,基础土壤质量需要加固处理;- 结构物建设中,混凝土浇筑前的钢筋布置有误;- 河道整治中,边坡防护措施未达到要求;- 泵站建设中,管道连接处出现渗漏。
2. 对问题的处理意见:- 设备不齐全应及时补充,保证施工进度;- 基础土壤质量加固,确保结构稳定性;- 钢筋布置错误应修正,保证混凝土质量;- 边坡防护措施应加强,避免坍塌事故;- 渗漏问题应及时修补,确保管道安全运行。
3. 后续控制措施:- 加强现场设备管理,确保齐全并进行及时维护;- 加强土方加固处理,并进行监测评估;- 坚持按照图纸和设计要求进行施工,确保质量;- 完善边坡防护和安全警示标志,确保施工安全;- 定期检查管道连接处,防止渗漏情况发生。
13测量与监视过程检查表
产品审核指导书
8.2.2.2
COP
71
产品标识和追溯性控制程序
72
不合格品控制程序
73
试验室控制程序
74
产品/过程检验失效分析统计
产品/过程检验失效分析统计记录
8.4
COP
75
进货检验指导书
76
产品过程检验规范
77
产品/过程检验改进工作持续改进计划记录
产品/过程检验改进工作持续改进计划记录
8.5.
COP
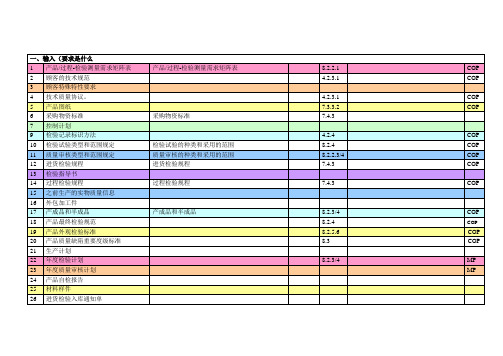
四、使用什么方式进行(材料/设备/装置)
78
检具、量具、仪器、仪表
检具、量具、仪器、仪表
7.6
SUP
79
试验设备与设施
试验设备与设施
7.6
SUP
五、由谁进行(能力/技能/知识/培训)教材
80
质检部及检验员、产品/过程审核员
资格证书(职称证/学历证)
作业文件:各过程相关人员及人员的质量目标
产成品和半成品
8.2.3/4
COP
18
产品最终检验规范
8.2.4
COP
19
产品外观检验标准
8.2.5.6
COP
20
产品质量缺陷重要度级标准
8.3
COP
21
生产计划
22
年度检验计划
8.2.3/4
MP
23
年度质量审核计划
MP
24
产品自检报告
25
材料样件
26
进货检验入库通知单
27
产品/过程检验工作持续改进计划
培训计划、相关培训记录与证据
培训申请/培训计划/培训记录/试卷/成绩/效果评估/员工培训档案
现场审核检查表

7.1.2
计量确认 间隔
有否制定计量确认间隔管理程序;确认间 隔有否经评审;有否对测量设备在科学、经济、 量值准确的前提下进行分类管理(如ABC分 类);确定的确认间隔是否科学、经济。
查阅文件、评审记录以及确定 的确认间隔。
按《制造、修理计量器具许可 证监督管理办法》、《定量包装商品 计量监督管理办法》、《零售商品称 重计量监督规定》有效版本,检查 实施情况。
二技术能 力要求
二、1总则
体系的计量检测能力和检测水平应满足 顾客、组织和法律法规对计量的要求。
二、2
检测能力
测量设备配置能否满足质量管理、产品测 量、环境管理、职业健康、安全管理监视和测 量的要求;经营管理(如原材料验收)、安全 生产管理有否具备满足要求的检测能力;能源 管理有否配置满足GB17167-2005要求的计量 器具。
7.3.2溯源性
所有的测量结果能否都能溯源到SI单 位。当SI单位不存在时,使用的测量标准 是否经双方同意,溯源是否通过有资质的实 验室(如符合JJF1069或GB/ T15481/ ISO/ IEC19017025要求的实验室)实现,作为参 考标准的标准物质是否有证,抽查测量结果 量值溯源图及检定/校准证书。量值溯源图 能否反映其溯源性。
8.2.2
顾客满意
有否监视有关顾客满意的信息,有否规定 获得信息和使用这些信息的方法,对于获得的 信息有否采取相应的措施。
查相关文件,满意度调查记录 及其他途径获得的信息,查对这些 信息进行分析及所采取措施的记 录。
8.2.3
测量管理 体系审核
有否制定审核的程序或文件,有否按规定 的频次实施审核,审核前有否制定审核计划及 编制检查表,审核是否覆盖体系涉及的所有标 准条款与部门,审核能否发现需改进的方面, 不符合报告有否有效关闭,审核结果有否报告 给组织的管理层中受影响的部分。审核记录是 否完整。
质量控制检查表模板
质量控制检查表模板一、产品信息产品名称:产品型号:生产日期:检查日期:二、外观检查1. 外观整体观察:检查产品外观是否完好,是否有明显损伤或瑕疵。
2. 尺寸检查:根据产品规格,测量产品各个部分的尺寸是否符合要求,记录实际尺寸。
三、功能检查1. 电气功能检查:进行电气性能测试,包括电压输入、输出、功耗等参数的测试,并与产品说明书中的要求进行对比。
2. 机械功能检查:检查产品的各个机械部件是否灵活可靠,如按钮、开关、滑动部件等。
同时进行操作测试,确保功能正常。
四、材料质量检查1. 原材料检查:核对产品使用的各类原材料是否符合要求,包括金属、塑料、玻璃等材料的检验。
2. 焊接点检查:检查产品的焊接是否牢固,焊接点是否存在明显裂纹或者松动情况。
五、耐久性测试1. 使用寿命测试:模拟产品的正常使用环境,进行长时间连续工作测试,以确保产品在正常使用寿命内不会出现故障。
2. 环境适应性测试:对产品进行环境适应性测试,包括高温、低温、潮湿等恶劣环境的模拟测试。
六、安全性检查1. 电气安全性检查:检查产品的电气设计是否符合安全标准,如绝缘情况、接地是否良好等。
2. 机械安全性检查:检查产品在正常使用过程中是否存在安全隐患,特别关注尖锐边角、危险部件等。
七、测试结果记录1. 测试员:记录测试人员的姓名或编号。
2. 测试日期:记录完成测试的日期。
3. 结果:根据实际测试情况,记录测试结果,包括合格、不合格或需要修复等。
备注:(如有必要,可在此处填写其他需要补充的说明或注意事项)以上质量控制检查表模板适用于多种产品的质量检查工作,可根据实际需求进行相应的修改和调整。
在进行质量控制检查时,请严格按照相关规范和流程进行,并记录真实可靠的检查结果,以确保产品质量符合标准和客户需求。
测量系统开发检查表建议的要素

测量系统开发检查表建议的要素测量系统设计和开发问题:☐ 要测量什么?特性的类型是什么?是机械特性吗?是动态的还是静态的?是电性能吗?有重要的零件内变差吗?☐ 测量过程的结果(输出)用作什么目的?生产改进、生产监控、实验室研究、过程审核、装运检查、进货检查、对D.O.E 的反馈吗?☐ 谁将使用过程?操作者、工程师、技师、检查者、审核员?☐ 要求的培训:操作者、维护人员、工程师、教室、实际应用、在职培训、学徒期间。
☐ 确定变差来源了吗?使用小组、头脑风暴、渊博的过程知识,因果图或矩阵建立误差模型(S.W.I.P .E 或 P .I.S.M.O.E.A )☐ 开发型测量系统的潜在失效模式及后果分析了吗?☐ 柔性的测量系统或专用的测量系统:测量系统可以是永久的和专用的,或者也可以是柔性的且有可以测量不同类型零件的能力;如:仪器车量具、夹具量具、三坐标测量机等。
柔性的量具会更昂贵,但长期运行可以省钱。
☐ 接触或不接触:可靠性、特性类型、样件计划、成本、维护、校准、人员技能、兼容性、环境、速度、传感器类型、零件偏差和图像处理。
这可以由控制计划要求和测量(在连续抽样期间全面接触量具可能有额外磨损)频次确定。
全表面接触传感、传感器类型、空气反馈喷射、图像处理,CMM 或光学比较仪等。
☐ 环境:污垢、潮湿、湿度、温度、振动、噪声、电磁干扰(EMI )、周围空气移动、空气污染物等。
实验室、车间、办公室等?以微米水平计算的紧密公差使环境成为关键的问题。
同时,还有CMM 、显示系统及超声波等。
这可能是过程内自动反馈类型测量的一个因素。
切削油、切削碎片和超高温也可能成为问题,需要干净房间吗?☐ 测量和定位点:使用GD&T 清楚地确定固定和夹紧点以及在零件的何处进行测量。
☐ 固定方法:自由状态或夹紧的零件定位。
☐ 零件方向:主要部分位置与其它部分。
☐ 零件准备:测量前零件应该干净、无油、温度稳定吗?☐ 传感器定位:角度方向,到最初定位器或网络的距离。
VDA6.3过程检查表

编号:No(11)第_____
审核过程: 审核产品: 检查重点工序: 审核项目/内容 序号 6.1 人员/素质 6.1.1 是否对员工委以监控产品质量/过程质量的职责和权限?考虑要点,如:
1 2 3 4 工艺文件(SOP)中是否有自检的规定,员工是否遵守?(SOP文件、工序作业记录) 每班生产前过程认可的职责是否确定?(设备点检/首件检验/末件检验/IPQC专职巡检) 当班发现不合格品的处置流程如何?上报终止生产的权利? 质管/检验人员对质控点控制图的理解?能否作出反应?
评分
6.1.2 是否对员工委以负责生产设备/生产环境的职责和权限?考虑要点,如: 1 设备、环境的清洁?有无规范保证措施? 2 是否对设备进行点检?(包括每班正式生产前的清洁工作) 3 是否按维护计划对设备进行了维护? 4 是否准备关键设备备件,能随时得到? 5 检验器具的保养,检定和校准? 6.1.3 员工是否适合于完成所交付的任务并保持其素质?考虑要点,如: 1 过程上岗指导/培训/资格状况(是否熟悉加工步骤以及过程中的检验要求?) 2 安全注意事项是否被员工了解?意外事故时的处置方法是否向操作者讲明? 3 由目视判断观察人员是否持证上岗? 4 操作者是否了解自己填写的记录的填写内容、方法/存档要求?(查现场记录) 6.1.4 是否包括顶岗规定的人员配置计划?考虑要点,如: 1 根据生产班次计划配置人员?规定了岗位相关职责(包括设备、环境、过程监控的责任)? 2 关键岗位是否有顶岗人员?(如关键重点工序,模具安装,设备维修的关键技术人员)不同 产品的加工人员 是否有替代人员计划? 3 替代人员岗位素质证明是否表明具有替岗资格? 6.1.5 是否有效地使用了提高员工工作积极性的方法 ? 考虑要点如: 1 员工的工资是否与其生产数量或过程目标的完成情况相挂钩? 2 对质量改进的贡献(对质量/改进有显著奉献并取得一定成绩时,该员工是否给予适当奖励 和表彰)? 3 合理化建议被采纳后是否给予奖励和表彰?
控制计划检查表
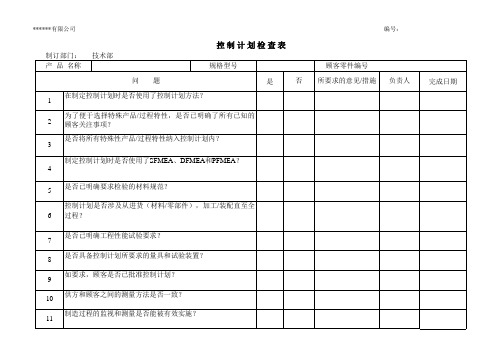
顾客零件编号 所要求的意见/措施
Байду номын сангаас
负责人
完成日期
是否已明确要求检验的材料规范? 5
控制计划是否涉及从进货(材料/零部件),加工/装配直至全 6 过程?
是否已明确工程性能试验要求? 7
是否具备控制计划所要求的量具和试验装置? 8
如要求,顾客是否已批准控制计划? 9
供方和顾客之间的测量方法是否一致? 10
制造过程的监视和测量是否能被有效实施? 11
编号:
******有限公司
制订部门: 技术部 产 品 名称
控制计划检查表
规格型号
问题
是
否
在制定控制计划时是否使用了控制计划方法? 1
为了便于选择特殊产品/过程特性,是否已明确了所有已知的 2 顾客关注事项?
是否将所有特殊性产品/过程特性纳入控制计划内? 3
制定控制计划时是否使用了SFMEA、DFMEA和PFMEA? 4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测量过程控制检查表
编号:01
测量过程名称冷冻鱼糜(A级)水分测量测量过程文件编号Q/XNFS09-2008
测量过程的计量要求
被测量(参数)名称测量范围最大允许误差/
不确定度分辨力
环境要
求
其他计量要
求
水分≤79% -0.5% / 常温/
测量过程要素控制状况
测量设备测量范围
准确度等级
/最大允许误差分辨力其他特性
是否满足规
定计量要求
水分测定仪(0-100)%±0.2%/ / 满足
测量方法《冷冻鱼糜》满足环境条件常温满足
操作人员测量人员经过测量、检验方面的知识培训,能独立完成检验和测量
工作。
满足
监视方法(如:用核
查标准监视)
用核查方法进行监视。
满足测量不确定度 U rel=0.5% k=2 满足
审核记录:
1.检查计量要求的导出是否满足顾客、组织和法律法规的要求?
2.测量过程控制要素如,测量设备、核查标准、测量方法、环境条件、人员操作技能是否受控?
3.测量过程特性如,测量不确定度评定方法是否正确?
4.测量过程监视是否在控制限内?
考核记录:(检查有效文件、溯源性、设备管理、人员能力、环境条件、原始记录、证书报告,进行评价,说明理由,提供证据)
经审核,文件现行有效,测量设备经校准合格能溯源至社会公用计量标准,检验人员经培训上岗,操作技能较熟练,测量环境条件、检验原始记录等均符合要求。
审核结论:□合格□有缺陷□不合格注:在选项上打√,只选一项。
审核日期:年月日审核员:审核组长:受审核方代表:。