特殊过程(喷漆酸洗)工艺记录表
喷漆记录表、管理表(更新)

Finishing 完工
Appearance 外观
Others 其他
Records of Paint Thickness
Undercoat Date :
底漆
年月日
漆膜厚度记录
Topcoat 面漆
Date : 年月日
1
2
3 4 5 6 平均漆膜厚度
Measuring Instrument
Paint Name 油漆名称
Intergard251
Intergard251
Thinner 稀释剂
Dilution Rate 稀释率
Paint Method 喷漆方法
Painting Date 喷漆日期
Weather 天气
Weather 天气
Temperature 温度
Temperature 温度
Date 年月日
Time 时间
Weather 气候
℃ %RH 温度 湿度
Location 名称
Inspection Item 检查项目
表面处理(内外表面) 底漆 1st 面漆 2rd 内表面(防锈漆)
表面处理(内外表面) 底漆 1st 面漆 2rd 内表面(防锈漆)
表面处理(内外表面) 底漆 1st 面漆 2rd 内表面(防锈漆)
表面处理(内外表面) 底漆 1st 面漆 2rd 内表面(防锈漆)
表面处理(内外表面) 底漆 1st 面漆 2rd 内表面(防锈漆)
表面处理(内外表面) 底漆 1st 面漆 2rd 内表面(防锈漆)
表面处理(内外表面) 底漆 1st 面漆 2rd 内表面(防锈漆)
面漆 3th 面漆 3th 面漆 3th 面漆 3th 面漆 3th 面漆 3th 面漆 3th 面漆 3th 面漆 3th 面漆 3th 面漆 3th 面漆 3th
化学清洗程序五表

水循环30分钟后,加入清洗助剂后再循环30分钟。最后加入清洗剂循环清洗。
工艺条件
流量:30~50m3/h
时间:4~6小时
药液浓度
清洗剂适量缓蚀剂适量
钝化剂适量还原剂适量
化验项目
酸洗时金属腐蚀率每小时不得大于10g/㎡
终点判断
酸浓度在半小时内测定结果差值小于0.1
总铁离子浓度稳定
记录内容
pH值:
日期:年月日
设备名称:
工序三
工序名称
脱脂后水冲洗
工艺流程
见清洗流程示意图
工序目的
除去系统中脱脂后剩余的脱脂残液。
清洗方法
开始采用高进低出冲洗,干净后,按照清洗循环路线冲洗。
工艺条件
流量:40~50m3/h
时间:2小时左右
药液浓度
无
化验项目
PH值
终点判断
水冲洗的溶液至PH=6~9,进出口浊度差≤5ppm,停止此工序。
建设单位:
日期:年月日
总承包单位:
日期:年月日
施工单位:
日期:年月日
记录内容
冲洗时间
注意事项
循环过程中要注意系统运行的情况,调节清洗泵的流量,保证流量和压力平稳
时间记录
开始时间
结束时间
工序确认
建设单位:
日期:年月日
总承包单位:
日期:年月日
施工单位:
日期:年月日
设备名称:
工序四
工序名称
酸洗/钝化
工艺流程
见清洗流程示意图
工序目的
利用酸洗液与垢类物质和腐蚀产物进行化学和电化学反应,生成可溶物,以除去设备、管道表面的污垢。酸洗是整个化学清洗的关键步骤。
酸洗过程检验记录
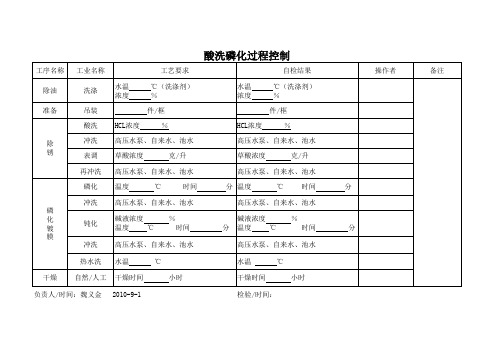
工序名称 除油 准备 工业名称 洗涤 吊装 酸洗 除 锈 冲洗 表调 再冲洗 磷化 冲洗 磷 化 镀 膜 钝化 冲洗 热水洗 干燥 自然/人工 HCL浓度 水温 浓度 工艺要求 ℃(洗涤剂) % 件/框 % HCL浓度 水温 浓度 自检结果 ℃(洗涤剂) % 件/框 % 操作者 备注
高压水泵、自来水、池水 水温 干燥时间 检验/时间: ℃ 小时
负责人/时间:魏义金
高压水泵、自来水、池水 草酸浓度 克/升
高压水泵、自来水、池水 草酸浓度 克/升
高压水泵、自来水、池水 温度 ℃ 时间
高压水泵、自来泵、自来水、池水 碱液浓度 温度 ℃ % 时间
高压水泵、自来水、池水 碱液浓度 温度 ℃ % 时间 分
分
高压水泵、自来水、池水 水温 干燥时间 2010-9-1 ℃ 小时
油漆工艺流程检验表模板

油漆工艺流程检验表模板下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!油漆工艺流程检验表模板详解在工业生产中,油漆工艺流程的质量控制至关重要,因为它直接影响到产品的外观和耐用性。
喷漆记录表、管理表(更新)

Surface Preparation 表面处理
Work Date 处理时间
2014 年 12 月 29 日
Method of Preparation 处理方法
喷砂除锈
Level of Cleanliness 处理等级
Sa2.0
Work 工程
First(底漆) Second(面漆)
HARDTOP
Paintig 喷漆
Paint Name 油漆名称
Dilution Rate 稀释率
PILOT QD PRIMER 快干醇酸底漆
5:1
XP COMP.A.B 脂肪族聚氨脂 面漆组份 A.B
8:1:1
Paint Method 喷漆方法
高压无气喷涂 高压无气喷涂
Painting Date 喷漆时间
2015.1.12
2015.1.13
Topcoat 面漆
单位 unit μm
平均
1
2
3
4
5
6
7
8 膜厚
Undercoat 内底漆
30
29
35 30 36 28 33 28 31
Topcoat 内底漆
182 185 179 170 190 185 186 180 182
Third(面漆) 内表面(防锈漆)
HARDTOP XP
COMP.A.B 脂肪族聚氨脂 面漆组份 A.B
Check 检查
Inspector 检验员
Undercoat 外底漆
37
37
35 39 40 37 38 42 38
Topcoat 外底漆
Sketch 梗概 175 185 179 170 180 183 184 180 179
喷漆过程检测记录表

喷漆过程检测记录表
1. 检测记录概述
本文档记录了喷漆过程中的检测记录,包括喷漆前、喷漆中和喷漆后的各项检测指标。
2. 喷漆前检测记录
2.1 表面准备检测
- 检查表面是否平整,无明显凹凸或划痕。
- 检查表面是否清洁干燥,无灰尘、油脂或其他杂质。
2.2 喷漆材料准备检测
- 检查喷漆颜料是否充足,并确保颜色与要求一致。
- 检查喷漆稀释剂是否正确配比,以保证喷涂效果。
3. 喷漆中检测记录
3.1 喷涂厚度检测
- 使用喷涂厚度测量仪对喷涂层厚度进行测量,确保符合要求。
3.2 喷涂均匀性检测
- 目视检查喷涂表面是否均匀,无明显颜色差异或斑块。
4. 喷漆后检测记录
4.1 表面质量检测
- 目视检查喷漆表面是否光滑平整,无明显气泡、划痕或色差。
4.2 喷涂附着力测试
- 使用适当的附着力测试方法,检测喷涂层与基材之间的附着力。
5. 检测记录保存
- 所有检测记录应妥善保存,并按照规定的时间进行归档。
6. 结论
本文档提供了喷漆过程中的检测记录表,以确保喷漆作业的质量符合要求。
通过仔细执行检测记录中的各项指标,可以提高喷漆作业的效率和质量,并确保最终的喷漆结果符合预期。
喷漆工序生产记录

开始喷漆
喷枪嘴离簧面保持在250-400mm
检验
抽样数
1
2
3
4
5
6
检验结论
检验件
合格件
允许进入下道工序件
经返工(返修)达到合格件
检验员:
标准要求
实测结果
标准要求
实测结果
标准要求
实测结果
标准要求
实测结果
标准要求
实测结果
成料件数
成料堆放地点
零件图号
序号
喷漆过程异常情况记录:
质量异常情况记录
不合格品处置记录情况:
处置人:
不合格品处置验证:
验证人:
SY/CX-SC-004-032
喷漆工序生产记录
表单编号:
产品名称
型号
生产批号
生产时间
喷漆工序检验
共件,合格件,经返工(返修)达到合格件,。进入本工序件
检验人:
设备
名称
数量
运行状态
检查人
工
装
名称
数量
是否完好
检查人
工艺要求
图纸要求
工艺过程卡ห้องสมุดไป่ตู้
工序号
作业内容
质量及参数要求
生产实施情况
操作人
备注
1
清除表面油污、灰尘
表面应没有油污、灰尘。
2
将漆和溶剂均匀的混合
溶剂按15%
喷漆特殊过程力确认表

2#样件参数
3#样件参数
醇酸漆:稀释剂=2:1
10kg:5kg
10kg:5.1kg
10kg:5.2kg
油漆粘度15-25s
15s
20s
25s
压力0.4-0.6Mpa
0.4 Mpa
0.5Mpa
0.6Mpa
烘干温度180-200℃
180℃
190℃
200
干燥时间12小时
12小时
12小时
12小时℃
特殊过程能力确认记录
工序名称
喷漆
产品名称
日期
过程控制文件
喷漆作业指导书
过程设备
名称
型号规格
设备能力确认
空压机
设备完好,能满足工艺要求
人员能力
姓名
培训情况
人员能力确认
×××××
经过作业指导书培训
能掌握调漆喷漆工艺要求
材料确认
材料名称
型号规格
确认结果
漆
现场使用的油漆与作业指导书一致
工艺参数确认
工艺参数要求
产品质量要求
检验项目
质量要求
1#件实测
2#件实测
3#件实测
外观
均匀、无流挂、色泽光亮
符合
符合
符合
漆面附着力
等级
符合
符合
符合
漆膜厚度
60-80μm
68μm
73μm
78μm
工作环境要求Fra bibliotek适宜确认结果
符合要求
过程确认结论
经确认该工序能力能满足要求
确认人