HC520—3新型液压剪的设计
机电工程学院毕业设计(机制方向)
可选
选题
微型电机轴搓碾校直机的设计
黄新明
可选
选题
汽车离合器从动盘自由行程检测机的设计
黄新明
可选
选题
汽车离合器摩擦片半自动多轴专用钻床的设计
黄新明
可选
选题
离合器从动盘扭转疲劳实验机的设计
黄新明
可选
选题
运动鞋底木模的三维造型及数控加工
黄新明
可选
选题
保持架落料、成形、冲底孔复合模的设计
黄新明
可选
选题
蔺绍江
可选
选题
FCJ-Ⅱ型液压翻车机的机械及液压系统设计
蔺绍江
可选
选题
发动机箱体加工工艺设计及三维建模
蔺绍江
可选
选题
粉料食品压片机及其仿真设计
蔺绍江
可选
选题
基于“慧鱼模型”的循迹边界识别小车设计
蔺绍江
可选
选题
基于单片机和DS18B20水温控制系统的设计与仿真
刘东汉
可选
选题
单片机数据采集显示系统的设计仿真与制作
何彬
可选
选题
80kN自行走式牵引机液压传动系统的研究
黄磊
可选
选题
地震体验装置液压系统设计
黄磊
可选
选题
HC520-3型液压剪的研制
黄磊
可选
选题
曲臂高空作业车液压系统的设计研究
黄磊
可选
选题
生产井液压抢喷系统的设计与研究
黄磊
可选
选题
自动轮对压装机液压系统设计
黄磊
可选
选题
快锻液压机液压系统设计
黄磊
可选
选题
基于PLC的立体仓库输送控制系统设计
剪刀创新设计 毕业论文
目录第一章前言......................................................第一节左手剪刀设计的意义....................................第二节现有国内外剪刀造型的现状和趋势........................ 第二章传统剪刀的市场调查与研究..................................第一节市场调查的内容.....................................第二节市场调查结果分析................................... 第三章左手剪刀的设计定位........................................第一节市场定位..............................................第二节功能各要素定位........................................一功能要素...............................................二材料要素...............................................三人机要素...............................................四造型要素 (16)五色彩要素............................................... 第四章民族文化艺术在剪刀中的运用................................ 第五章左手剪刀初步设计方案及方案选择............................第一节初步设计方案..........................................第二节左手剪刀最优设计说明..................................1.整机结构图.............................................2.材料选择...............................................3.色彩选择...............................................4.尺寸设计...............................................5.局部细节分析和效果.....................................6.3D电脑建模............................................7.效果图................................................. 第六章:总结..................................................... 参考文献-------------------------------------------------------39 致谢-----------------------------------------------------------41 附草图设计-----------------------------------------------------42第一章前言第一节左手剪刀设计的意义一.研究背景和意义东方民族对左撇子更歧视一些,往往也采取更严厉的手段加以纠正。
HC520—3新型液压剪刀的设计
切 钢 材 头 尾 , 于 快 速 、 松 的剪 切 螺 杆 、 条 、 用 轻 钢 钢
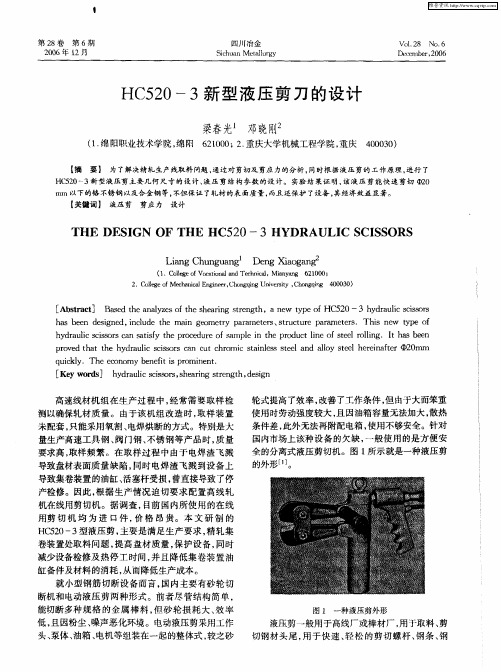
导致盘材表面质量缺陷, 同时电焊渣 飞溅到设备上 导致集卷装置 的油缸 、 活塞杆受损 , 曾直接导致了停 产检修。因此 , 根据生产情况迫切要求配 置高线轧 机在线用剪切机 。据调查 , 目前 国内所使 用的在线 用 剪 切 机 均 为 进 口 件 , 格 昂 贵 。本 文 研 制 的 价 H 5 0 3型液压剪 , C2 — 主要是满足生产要求 , 精轧集 卷装置处取料问题 , 提高盘材质量 , 保护设备 , 同时 减少设备检修及热停工时间, 并且 降低集卷装置油 缸备件及材料的消耗 , 从而降低生产成本 。 就小型钢筋切断设备而言 , 国内主要有砂轮切 断机和电动液压 剪两种形式。前者尽管结构简单 ,
高速线材机组在生产过程 中, 经常需要取样检 测以确保轧材质量 。由于该机组改造时 , 取样装置 未配套 , 只能采用氧割、 电焊烘断的方式 。特别是大
量生产高速工具钢 、 阀门钢、 不锈钢等产品时, 质量 要求高 , 取样频 繁。在取样过程中由于电焊渣飞溅
轮式提高了效率 , 改善了工作条件 , 但由于大而笨重 使用时劳动强度较大 , 且因油箱容量无法加大 , 散热 条件差 , 此外无法再附配电箱 , 使用不够安全 。针对 国内市场上该种设备 的欠缺, 一般使用的是方便安 全的分离式液压剪切机。图 1 所示就是一种液压剪 的外形 … 。
q iky uc l.Th c n my b n f sp o n n . ee o o e ei i rmie t t
液压剪切机的设计说明书
青岛理工大学琴岛学院设计说明书课题名称:PLC控制的液压剪切机学院:青岛理工大学琴岛学院专业班级:机电一体化094学号:20090212143学生:卫明君指导老师:黄国栋青岛理工大学琴岛学院教务处2011 年 6 月 27 日液压和气压传动课程设计评阅书题目PLC控制德尔液压剪切机学生姓卫明君学号20090212143名指导教师评语及成绩指导教师签名:年月日答辩评语及成绩答辩教师签名:年月日教研室意见总成绩:室主任签名:年月日目录1. 设计的目的和意义2. 设计原理3. 设计说明正文4. 总结5. 参考文献摘 要液压传动是机械设备常用的传动方式,在机械领域具有很重要的作用,它具有体积小、质量轻,并且可以实现无极调速。
此次设计要求做到节能降耗,系统发热少,立置油缸应有平衡锁紧装置,做到安全可靠。
板料液压剪切机主要用于板料的剪切加工,由送料机、料架、压块和剪刀组成,物料的压紧和剪切由液压缸驱动,各工作机构行程上,布置有电气行程开关SQ1-SQ5,通过其发信和可编程序控制器(PLC)实现自动控制。
一、设计目的和意义本课程是机电一体化专业的主要专业基础课和必修课,是在完成《液压与气压传动》课程理论教学以后所进行的重要实践教学环节。
本课程的学习目的在于使学生综合运用《液压与气压传动》课程及其它先修课程的理论知识和生产实际知识,进行液压传动的设计实践,使理论知识和生产实际知识紧密结合起来,从而使这些知识得到进一步的巩固、加深和扩展。
通过设计实际训练,为后续专业课的学习、毕业设计及解决工程问题打下良好的基础。
学生通过《液压与气压传动》课的课堂学习,初步掌握了基本理论知识。
本课程设计即为了给学生创造一个运用课堂理论知识,解决较复杂的问题的平台,锻炼学生综合利用所学知识的能力,初步接触一下“设计”的味道。
二、设计原理1.设备描述本液压剪切机主要用于板料的剪切加工。
由送料机、料架、压块和剪刀组成,如图所示。
物料的压紧和剪切由液压缸驱动,各工作机构行程上,布置有电气行程开关SQ1-SQ5,通过其发信和可编程序控制器(PLC)实现自动控制。
机械毕业设计(论文)-便携式高枝动力剪切机的设计-环保机械(含全套图纸)[管理资料]
![机械毕业设计(论文)-便携式高枝动力剪切机的设计-环保机械(含全套图纸)[管理资料]](https://img.taocdn.com/s3/m/39a3bc491a37f111f0855bba.png)
-------------科技学院全日制普通本科生毕业设计便携式高枝动力剪切机的设计DESIGN OF PORTABLE HIGH-SHEAR FORCE STICK学生姓名学号:年级专业及班级:2007级---------------------- 指导老师及职称:教授提交日期:20 年月湖南农业大学东方科技学院全日制普通本科生毕业设计诚信声明本人郑重声明:所呈交的本科毕业设计是本人在指导老师的指导下,进行研究工作所取得的成果,成果不存在知识产权争议。
除文中已经注明引用的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究做出重要贡献的个人和集体在文中均作了明确的说明并表示了谢意。
本人完全意识到本声明的法律结果由本人承担。
毕业设计作者签名:年月日目录摘要 (1)关键词 (1)1 前言 (1) (2) (3) (3)2 方案确定 (4)3 受力分析 (7) (7)4动力源的选取 (8)5传动部分的设计 (9) (9) (9) (9) (9) (9) (10)、热处理方法、定精度等级 (10) (10) (13)………………………………………………1 5.............................................1 6 轴的强度校核 (18) (18)6轴套的强度校核 (21)7支撑杆的强度校核 (23)..................................................................2 3 (24)8附件 (25)参考文献 (25)致谢 (26)便携式高枝动力剪切机的设计学生:谢栋指导老师:全腊珍(湖南农业大学东方科技学院,长沙 410128)摘要:随着城市绿化工程的发展,急需开发方便实用的高大树木剪切机。
传统的修枝方式仍是人工架梯使用修剪工具进行,这种工作状态不仅作业条件差,体力消耗大,效率低,而且很不安全。
不锈钢矩形坯液压剪的设计
总第 1 3期 5 20 0 6年 第 3期
河 北 冶全
HE BEI M ETALL R G Y U
T oa 5 rl l 3
2 0 , 压 剪 的 设 计
杨 四 新 ,赵 桂 花
Absr c :Th y a i s e r f r s uae sanls se l b l tde i d y ou o pa y or c se s i to- ta t e h drulc h a o q r t i e s t e i e sgne b r c m n f a tr i nr
×10 2 mm 方 坯 、 10 5 mm ×10 5 mm 方 坯 、 10 6 mm ×
30 2 mm 矩 形 坯 ,生 产 钢 种 为 1 r8 iT C l N9 i和 普 碳 钢 。本文 对该 连 铸 机 切 割 设 备—— 液 压 剪 的选 型 、
结构 、工 作原 理及 主液 压缸 主要参 数进 行 分析 。
3 结 构 及 原 理
20 0 3年 5月 ,邢 台机 械 轧 辊 ( 团 ) 有 限 公 集
司 为梧州 钢厂 设计 制造 的二机 二 流方 、矩形 坯 连铸
机 于 20 0 4年 5月 份 调试 完 毕 , 目前 设 备 运行 状 况
良好 ,达 到 了设 计要 求 ,年 设 计 生 产 能 力 1 5万 t / , 台 。铸 机 半 径 7 m,配备 2台 2 t电炉 、冶 炼 周 期 0 7 mi ;切 割方 式 为机 械切 割 ,铸 坯 规 格 有 1 0 0 n 2 mm
( 台机 械 轧 辊 ( 团 ) 有 限公 司 设 备 公 司 ,河 北 邢 台 邢 集 040 ) 50 0
飞剪液压方案设计书
目录第一章绪论21.1国内外飞剪的发展状况21.1.1国外飞剪的发展情况21.1.2国内飞剪的发展情况21.2飞剪的用途及工艺要求31.3课题研究的主要内容3第二章系统设计42.1系统参数42.2分析系统运动42.3确定系统的执行元件及其控制和调速方案42.4确定动力元件参数及其它组成元件参数62.4.1初选系统工作压力62.4.2液压马达的计算62.4.3计算伺服阀相关参数72.4.4选择速度传感器72.5确定各环节的传递函数72.5.1伺服阀的传递函数72.5.2液压马达—负载的传递函数82.6确定系统的开环增益92.7绘制系统的开环伯德图,检查系统的稳定性9第三章液压元件选型103.1液压泵型号103.2伺服阀选择103.3液压马达选择113.4溢流阀选择113.5速度传感器的选择123.6冷却器的选择133.7油箱的相关选择14设计小结17参考文献18对本课程的建议19第一章绪论1.1国内外飞剪的发展状况横向剪切运行中的轧件的剪切机叫飞剪,是一种能快速切断铁板、钢管、纸卷的加工设备,是冶金轧钢行业、高速线材及螺纹钢定尺剪切机,是现代轧制棒材剪短中的产品,具有耗电少、投资成本低的特点。
众所周知,飞剪机是中小型轧钢和连铸生产线上不可缺少的关键设备之一,也是机电气液一体化配套技术难度较高的设备。
飞剪机的合理选型、运行速度、剪切精度、自动化程度、操作维护及设备寿命等均直接影响着轧材成品的产量大小,成材率和定尺率的高低,也就是说直接影响着轧钢厂的生产效率和经济效益。
1.1.1国外飞剪机的发展情况目前国外多采用两种比较先进的飞剪机型,一是采用离合器制动器,我们称作“连续——启停”制飞剪,另一种是电机直接启停制飞剪两种飞剪各有其优点亦有其不足之处。
随着科学技术的不断发展,电控元器件水平的提高,启停制飞剪将逐步代表着飞剪机的发展趋势。
1.1.2国内飞剪发展情况从建国初期50年代至70年代,国内飞剪机大都受东欧、苏联等社会主义国家影响,飞剪机大致可分为连续制和起停制两大类,例如:鞍钢一初轧100x100方连续制飞剪机,首钢300小型50x50方起停制飞剪机,济钢小型厂捷克产11吨连续制飞剪机等等连续制飞剪机,大多采用空切机构和匀速机构,实现定尺剪切工作时电机拖动传动系统连续运动,剪切机构做连续地空切动作,当需要剪切是,调整空切机构的位置,令剪切机构完成剪切动作,而后再回复空切动作,因此这种飞剪设置了空切机构、倍尺机构等装置。
连杆式液压剪设计与计算
剪切机主要用于对轧件进行切头、切尾或者切成规定长度,以及沿轧件宽度方向切边或者切成定尺宽度。
根据剪切轧件的温度可以分为热剪切机和冷剪切机;根据剪切方式又可以分为上切式和下切式;根据驱动方式不同还可以分为机械剪和液压剪;根据剪刃的形状、位置及剪切方式可以分为平行刀片剪切机、斜刀片剪切机、圆盘剪切机及飞剪[1]。
某钢厂热轧1780mm 检查线上的取样连杆式液压剪的剪刃采用斜剪刃方式布置,剪切方式为上切式,位于检查线起始位置,将带钢剪切成抽检试样钢板,以便对带钢进行检查。
待剪切带钢厚度1.5~8mm ,宽度900~1520mm ,强度极限R m ≤540MPa 。
1设备组成及工作原理连杆式液压剪主要由驱动液压缸、摆臂、连杆、剪刃及焊接框架等组成(见图1)。
横梁固定在焊接框架中,摆臂和连杆2通过销轴与横梁及连杆1连接,连杆3通过销轴与连1.一重集团大连工程技术有限公司工程师,辽宁大连116600连杆式液压剪设计与计算胡乃硕1摘要:介绍连杆式液压剪的组成及工作原理,对剪切过程进行分析计算,并对受力最大的摆臂进行有限元分析,最后对液压缸力能参数进行计算。
关键词:连杆;剪切力;计算中图分类号:TG333.21文献标识码:A文章编号:1673-3355(2020)01-0006-04Design and Calculation of Link Type Hydraulic Shears Hu NaiShuoAbstract:The paper presents the components and working concept of link type hydraulic shears,and analyzes and calculates the cut process,and performs FE analysis to the most stressed arm,and calculates the mechanical parameters of the hydraulic cylinders.Key words:link ;shear force ;calculation10.3969/j.issn.1673-3355.2020.01.0061—驱动液压缸;2—摆臂;3—连杆1;4—连杆2;5—连杆3;6—上刀架;7—上剪刃;8—下剪刃;9—下刀架;10—横梁;11—焊接框架;12—剪切带钢。
最新液压课程设计三级项目
液压与气压传动课程三级项目—1000N小型磨床工作台液压系统的分析与设计研究报告组员:英光雨120101010249王守东120101010236武吉祥120101010219陈旭夕120101010385李龙120101010237指导教师:刘劲军2015-07-01燕山大学液压与气压传动课程三级项目任务书小组分工及贡献摘要主要阐述了平面磨床工作台液压系统,液压技术是机械设备中发展最快的技术之一。
随着科技步伐的加快,液压技术在各个领域中得到广泛应用。
液压技术己成为主机设备中最关键的部分之一。
本平面磨床工作台液压系统设计,出了满足在性能方面规定要求外,还必须符合体积小,重量轻,工作可靠,使用和维修方便等一些公认的普通设计原则。
液压系统的设计主要是根据已知条件,来确定液压工作方案、液压流量、压力和液压泵以及其他元件的设计。
完成整个设计过程需要进行一系列工作。
设计者首先应以树立正确的设计思路,努力掌握先进的科学技术知识和科学辩证的思想方法。
同时,还要坚持理论联系实际,并在实践中不断总结和积累设计经验,向有关领域的科技工作者和从事生产实践的工作者学习,不断发展和创新,才能建好地完成机械设计任务。
关键词磨床液压缸液压泵目录摘要 (3)第1章绪论 (5)1.1课题背景 (5)1.1.1设计的目的 (5)1.1.2设计的要求 (6)第2章系统设计及参数计算 (6)2.1确定对液压系统的工作要求 (6)2.2液压系统工况分析 (7)2.3确定主要参数 (8)第三章拟定液压系统图 (10)3.1液压泵型式选择 (10)3.2选择液压回路 (10)3.3液压系统的合成 (11)第四章液压元件的选择 (12)4.1确定液压泵的规格和电动机的功率 (12)4.2阀类元件和辅助元件的选择 (13)4.3确定管道尺寸 (14)4.4确定油箱容量 (15)第五章液压系统性能验算 (15)5.1回路压力损失 (15)5.2液压系统的发热与温升验算 (16)结论 (17)心得 (17)参考文献 (18)第1章绪论1.1 课题背景液压传动具有多种技术优势,例如功率密度大,配置灵活方便,调速范围大,工作平稳且快速性好,易于操控并实现过载保护,易于实现自动化和机电液的整合,系统设计制造和使用维护方便等,因而已经成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。
25mm×3500mm液压斜刃剪设计
25mm×3500mm液压斜刃剪设计
王令宝;裴家路;孙维阳
【期刊名称】《中国重型装备》
【年(卷),期】2016(000)001
【摘要】通过理论计算和有限元方法对25mm×3500mm液压斜刃剪的功能和结构进行整体优化设计,大幅减轻了设备重量,降低了制造成本,提高了设备可靠性.【总页数】3页(P17-19)
【作者】王令宝;裴家路;孙维阳
【作者单位】北方重工集团有限公司压延设备分公司,辽宁110141;北方重工集团有限公司压延设备分公司,辽宁110141;北方重工集团有限公司压延设备分公司,辽宁110141
【正文语种】中文
【中图分类】TG333.2+1
【相关文献】
1.中厚板液压斜刃剪切机设计中应注意的几点问题 [J], 张敬礼
2.铝板带斜刃碎边剪的设计研究 [J], 孟宪跃;张洪锐;于鹏飞
3.3500mm宽厚板液压试样剪 [J], 赵燕;张磊
4.3500mm液压滚切式热分段剪机组制造及应用 [J], 马领兵;聂海雄;王炯;杨支超
5.光亮退火机组液压斜刃剪的分析 [J], 马威
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
厂—
,出 推:
二
/1 "
一
・
式中: 为实验压力 ( 工作压力 P 6 P 时,,1 P ≤1 a v . ; M -5 工作压力 P 6M a 1 5 , P 【 ≥1 P 时, . P)M a; r 2 o 】为缸 体材料 的许用应力 (o】 [ , b -= o 为缸体材料的抗拉 r 强度 , P r为安全系数 ( M a; t 一般取 n 5 , P ;, = )M a1 为 / 强度系数 ( 对于无缝钢管 ,'1 ; 1 )C为计入壁厚公差 / - _
以厦合金钢等。不但保证 了轧材的表面质量 , 还保护 了 设备 , 且经济效益显著 。
关键词 : 液压剪 剪应 力 设计
中圈分类号: G 3. T 33 + 2
文献标识码: A
收稿日期: 0— 7 2 2 6 0— 0 0
高 速线材机组在生产过程中,经常需要取样检 测, 以确保轧材质量。 在采用氧割或电焊烘断的取样
过程中, 由于电焊渣飞溅导致盘材表面质量缺陷, 同
启动油泵 , T通电时 , I D 电磁 阀 2的阀芯切换到
右边 工作 位置 ,油 液从 油泵 1经 电磁 阀 2流 向
2R 5 3 型调速阀 3进入液压缸 4 推动液压缸 4 F N —0 , ,
时电焊渣飞溅到设备上导致集卷装置的油缸、活塞 杆受损 , 曾直接导致停产检修 , , 因此 需配置高线轧
E mah 6 g iae m - i 1 2 e@sn .o 1
维普资讯
2 0 年第 4 06 期
梁春光 , : C 2 — 等 H 50 3新型液压 剪的设计
作用活塞端面的推力 和弹簧 的变形力 , 二者方
=
笪
向相反 , 其合力即为液压剪的输 出力 , 即
材、 棒材厂的使用要求。其液压系统示意图见图 1 。 [
3 ,5 ; 54 钢 空心活塞杆材料为 3 ,5 54 无缝钢管。我们
选取液压剪的活塞杆的材料为 4 钢 , 5 并为实心活塞 杆。同时 , 考虑到液压剪结构的紧凑性和稳定性 , 将 活塞与活塞杆设计作为一个整体 。
2 液压剪液压缸内径 D的计算 . 1 从图 1 可以得知 ,该液压剪油缸的进油和出油
梁春光 1 邓晓刚 z
(. 1绵阳职业技术学院, 四川 绵阳 610 ; 2 重庆大学机械工程学院, 重庆 403 ) 200 . 000 摘 要: 解决精轧生产线取料问 通过对剪切及剪应力的分析, 根据液压剪的工作原理, 为了 题, 同时 进行了H 50 3 C 2— 新型液压剪主要几何尺寸厦其结构参数的设计。实验结果证明: 该液压剪能快速剪切 2 i 0l nn以下的铬不锈钢
—
Q Q ・
式 中: 为液压缸的容积 , 3 m; S为液压缸行程 , 。 m
.
因 ≥ 故在初步估算液压缸的 内径时 , , 我们
将 忽略不计 , —E 。 即 1
. ^
3 缸筒壁厚 6的计算 . 3
按 中等壁厚计算 ] :
F
又 EP× A寺 由 = 1, 彻‘ lA 0
液压缸缸体的常用材料为 2 , ,5 03 4 无缝钢管。 5
因2 钢的机械性能略低, 0 且不能调质 , 应用较少。 当缸 筒与缸底、 缸头、 管接头或耳轴等件需焊接时, 则应采 用焊接性能较好的 3 钢 , 5 粗加工后调质。 一般隋况下 ,
均采用 4 钢, 5 并应调质到 2 125 B 4— 8 。 H 活塞杆有实心和空心两种,实心活塞杆材料为
1 液压 剪装置概 述
泵油箱中。 剪刃 5随着系统的卸压 、 活塞杆的移动而
回到预定位置。
2 液压剪液压缸主要几何尺寸的计算
H 50 3 C 2— 型液压剪可用于高速线材精轧过程在 线取料 , 最大可剪切直径 2 0肿 , 最大剪切力 F 10 =7
k, N 最大工作压力 P 30M a适用于大多数高速线 = 5 P ,
机在线用剪切机。 据调查 , 目前国内所使用 的在线用
中的活塞杆移动 , 活塞杆带着剪刃 5 向剪刃 6 靠近 ,
当被剪钢筋人在两剪刃之间时 , 发生剪切动作。
剪切完毕 , 油泵停止运转 , 系统泄压。IT失电 D
剪切机均为进 口件, 昂贵。 价格 本文设计了 H 50 3 时 , 阀 2 C 2— 电磁 的阀芯切换到左边工作位置 , 液压缸 4 型液压剪 ,主要为了解决生产中精轧集卷装置取料 中的压力油经调速阀 3 流向电磁阀 2 ,最后回到油 问题 , 同时减少设备检修及热停工时间, 减少集卷装 置油缸备件及材料的消耗 , 从而降低生产成本。
维普资讯
总第 14期 0
20 06年 第 4期
山西冶日
S HANX TAL URGY I ME L
T tl 0 oa 1 4 No 4, 0 6 . 20
文章编号:6215(060—080 17- 220 )4 03—3 1
H 50 3 C 2 — 新型液压剪的设计
是从 同一接口位置进 出, , 因此 活塞杆的回复要靠外
1 油泵电机组 ;一 3 S C 03 5 2 — 0 Z — 2 M- 一 E 2/1W20 5 N 4型球形
力实现。 在液压剪中安装一个弹簧, 通过弹簧复位来
电磁换向阀; 调速阀; 液压缸; 剪刃 I 6 剪刃Ⅱ 3 一 4 一 5 一 ;一
图 1 液压剪装置液压塞处于工作状态时, 忽 略摩擦力及阻力 的影响 ,它受到的力主要有高压油
第一作者简介: 梁春光, 15 年生, 男, 9 9 现在绵阳职业技术学院主要从事机械设计教学和研究工作, 讲师。 e 0 1— 222 , Th 862016
式中: P为工作压力 , P ; M aA为活塞的作用面积 , m。
2 液压剪输出力 的计算 . 2