七大异常处理流程图
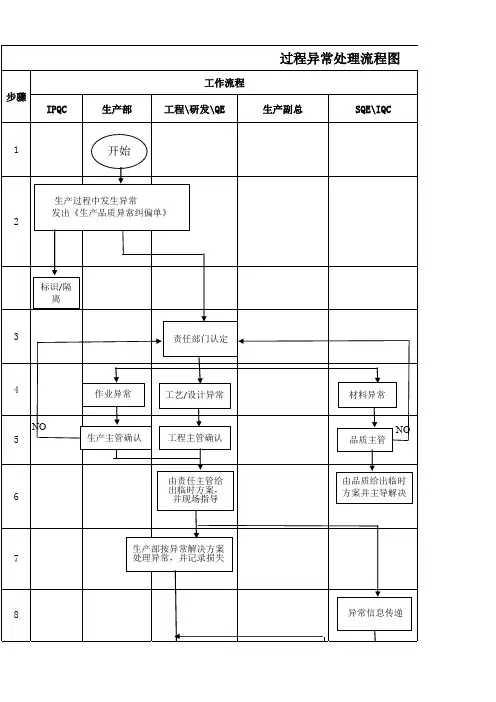
过程异常处理流程图
品质工程师根据品质数据判定是否可以结案
8
材料异常 NO
品质主管 由品质给出临时 方案并主导解决
异常信息传递
9 10 11 12 编制:吴烧威
效果验证
NO
O K
由责任部门给出长 期纠正措施
上报副总,组队 分析原因
依来料异常处 理流程处理
确定处理对策
NO 品质工程师以及巡检进行监督实施,并对效果确认
结案 审核:马文虎
工作内容
1、异常包括:1、巡检人员在首件检验不良、巡线过程发现工艺 纪律不符、产品抽检不良;2、生产人员在生产过程中发现的不 符合作业SOP或产品异常等; 2、生产过程中,生产班组长、员工以及品质巡检发现异常后应 立即向所属部门报告,经主管确认后发出《生产品质异常纠偏单 》; 2、IPQC将生产异常纠偏单交给品质工程师进行分析
步骤
IPQC
1
生产部
工作流程
过程异常处理流程图
工程\研发\QE
生产副总
SQE\IQC
开始
生产过程中发生异常 发出《生产品质异常纠偏单》 2
标识/隔 离
3
责任部门认定
4 NO
5
6
作业异常Βιβλιοθήκη 工艺/设计异常生产主管确认
工程主管确认
由责任主管给 出临时方案, 并现场指导
生产部按异常解决方案
7
处理异常,并记录损失
在确认异常后,由巡检立即对生产产品进行标识/隔离,必要的 需暂时停线
品质工程师对异常现象进行确认,并认定异常责任部门,涉及到 比较专业技能的内容需寻求品质主管或相关开发工程师进行分析
《异常处理流程》PPT课件
注:整个流程涵盖了PDCA管理循环及纠正预防的管理理念
23
部门责任的判定
开发部:
1.未及时确认零件样品; 2.设计错误或疏忽; 3.设计的延误; 4.设计临时变更; 5.设计资料未及时完成; 6.设计需要修改,设计人员未得到相关负责人的确认就安
1.由主要负责人召集. 2.最终处理报告完成. 3.小组成员认同效果确认结果,以及预防措施执
行.
12
问题处理流程(8-D模式)
13
8-D的成果:
8-D首重利用团队力量,因此无论是问题分析,或是对 策执行,都希望集众人之智,完成众人之事.
8-D特别注重以问题为经验,以对策为行动,所以在最 终处理过程中,对预防工作做要求.
8-D的内容都是运用QC七大手法、问题分析模式、 统计技朮等常用工具,作业质量要求能一致,且容易被 执行.
8-D依其步骤可设定处理成员与检核时限,对权责与 效果确认,是可以被严谨安排的,而且有利于追踪.
龙头分厂生产运作流程
产品部订单
订单评审
N 工艺评估
设备 人员
产能评估
N
主生产计划拟制 (装配调度)
追溯方式亦须告知.
6
问题处理流程(8-D模式)
5W2H提问技术: Why? 为何这样做,有无必要? What? 目的是什么? Where? 哪里做?有无更合适的地方? When? 时间安排好不好? Who? 谁来做?几个人做? How to do? 这样做法有沒有更好的? How much? 这样做的成本多少?
1.召集有关人员成立小组. 2.决定小组成员负责事项. 3.确定主要负责人.
4
问题处理流程(8-D模式)
异常处理流程图
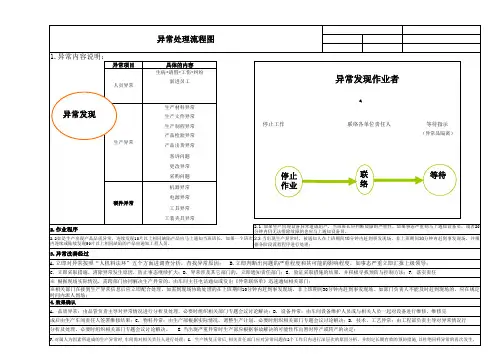
1.异常内容说明:
异常项目
人员异常
异常处理流程图
具体的内容 生病*请假*工伤*纠纷
新进员工
异常发现作业者
异常发现
生产异常
生产材料异常 生产文件异常 生产制程异常 产品检验异常 产品出货异常
停止工作
联络各单位责任人
等待指示 (异常品隔离)
客诉问题
更改异常 采购问题 机器异常
停止
联
等待
作业
络
硬件异常
电源异常 工具异常
A. 品质异常:由品管负责主导对异常情况进行分析及处理,必要时组织相关部门专题会议讨论解决;B. 设备异常:由车间设备维护人员或与相关人员一起对设备进行维修,维修完
成后由生产车间责任人签署维修结果;C. 物料异常:由生产部根据实际情况,调整生产计划,必要时组织相关部门专题会议讨论解决;D. 技术、工艺异常:由工程部负责主导对异常情况行
内连续或陆续发现50片以上相同缺陷的产品应通知工程人员。
据各阶段流程程序进行处理;
3.异常改善经过
A.立即对异常按照“人机料法环”五个方面进调查分析,杳找异常原因; B.立即判断出问题的严重程度和其可能的影响程度,如事态严重立即汇报上级领导;
C. 立即采取措施,消除异常发生原因,防止事态继续扩大;D. 异常涉及其它部门的,立即通知责任部门;E. 验证采取措施的结果,并积极寻找预防与控制方法;F. 落实责任
※ 根据现场实际情况,需跨部门协同解决生产异常的,由车间主任电话通知或发出《异常联络单》迅速通知相关部门;
※相关部门在接到生产异常信息后应立即配合处理,如需到现场协助处理的在上班期间10分钟内赶到事发现场,非上班期间30分钟内赶到事发现场。如部门负责人不能及时赶到现场的,应在规定 时间内派人到场; 4.效果确认
异常处理作业流程图
提出对策并实 施;书面回复
QA整理异常报告
对策实施效 果追踪确认
结案
相关部门会签
最终判定 与批示
核准 日期:
审核 日期:
制作 日期:
制程异常处理作业流程图:
生产部
品质部
工程/开发
责任部门
制程或检验发现异常 开具品质异常单
A 3/3
厂长
NO
QC确认不符 合事项
YES
QC确认制程 产品
NG
附《纠错与预防措施表》 并转入生产单位
不合格批处理 标示/隔离/退货/特 采/报废
初步确认分析
非制程不良
分析不良产生原因
制程不良
提出对策并实施; 书面回复品质部
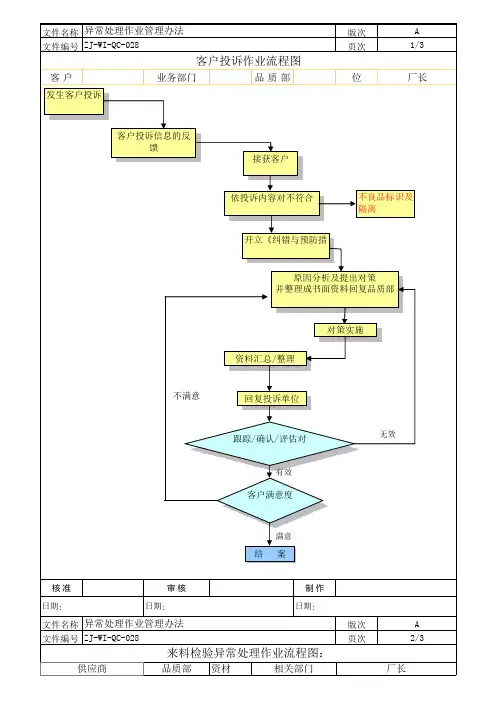
文件名称 异常处理作业管理办法 文件编号 ZJ-WI-QC-028
客户投诉作业流程图
客户
业务部门
品质部
发生客户投诉
版次 页次
责任单 位
A 1/3
厂长
客户投诉信息的反 馈
接获客户
依投诉内容对不符合 开立《纠错与预防措
不良品标识及 隔离
原因分析及提出对策 并整理成书面资料回复品质部
不满意
资料汇总/整理
对策实施
YES
NO 各部门会签
异常单COPY各
MRB最终判定
开具不符合改善对策表
COPY供应商
供应商分析原因, 提出对策
不合格批处理 标示/隔离/退货
QA确认/评估对 策的符合性
NG OK
QA确认改
OK
结案
核准
审核
制作
日期:
日期:
日期:
文件名称 异常处理作业管理办法
版次
文件编号 ZJ-WI-QC-028
七大异常处理流程图
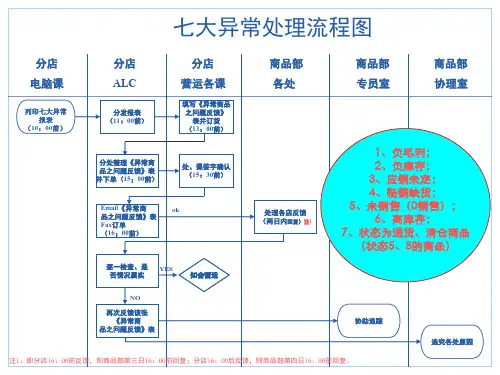
分店 电脑课
列印七大异常 报表 (10:00前)
分店 ALC
分发报表 (11:00前)
分店 营运各课
填写《异常商品 之问题反馈》 表并订货 (13:00前)
商品部 各处
商品部 专员室
商品部 协理室
分处整理《异常商 品之问题反馈》表 并下单(15;00前)
处、课签字确认 (15:30前)
Email《异常商 品之问题反馈》表 Fax订单 (16;00前)
ok
处理各店反馈 (两日内回复)注1
1、负毛利; 2、负库存; 3、应销未定; 4、畅销缺货; 5、未销售(0销售); 6、高库存; 7、状态为退货、清仓商品 (状态5、8的商品)
逐一检查、是 否情况属实
YES
知会营运
NO 再次反馈该张 《异常商 品之问题反馈》表 协助追踪 追究各处原因 注1:即分店16:00前反馈,则商品部第三日16:00前回复;分店16:00后反馈,则商品部第四日16:00前回复。
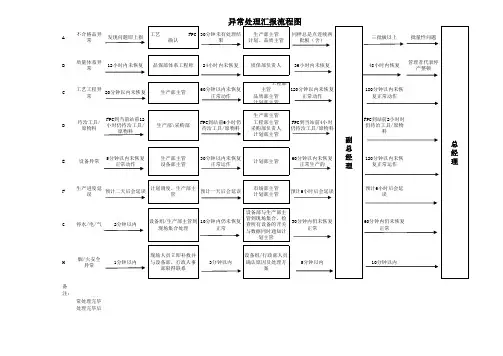
异常处理汇报流程图
3分钟以内
设备组/行政部人员 确认原因及处理方
案
5分钟以内
备 注: 1.G.H项异
常 2.处E项理异完常毕 处理完毕后
预计6小时后会延 误
60分钟内仍未恢复 正常
10分钟以内
3.A.B.C.D 项处理完毕 后于次日 内,责任部 门将异常原 因改善对策 及处理结果 提报至副总 经理室. 4.F.项异常 处理完结后 于次日内, 生产部将异 常原因改善 对策及处理 结果提报至 计划部. 5.所有异常 当日未处理 完毕,相关 主管不得离 开. 编 制:
20分钟以内未恢复
生产部主管
60分钟以内未恢复 正常动作
工程部
主管
120分钟以内未恢复
品质部主管
正常动作
计划部主管
180分钟以内未恢 复正常动作
D
待治工具/ 原物料
FPC到当前站前12 小时仍待治工具/
原物料
生产部\采购部
FPC到站前6小时仍 待治工具/原物料
生产部主管 工程部主管 采购部负责人 计划部主管
异常处理汇报流程图
A
不合格品异 常
发现问题即上报
工艺
确认
FPC 30分钟未有处理结 生产部主管 同样总是点连续两
果
计划、品质主管
批板(含)
体系异 常
12小时内未恢复
品保部体系工程师
24小时内未恢复
质保部负责人
36小时内未恢复
48小时内恢复
管理者代表停 产整顿
C
工艺工程异 常
审核:
批准:
预计一天后会延误
市场部主管 计划部主管
预计6小时后会延误
设备部与生产部主
G
停水/电/气
生产异常处理流程图
生产异常处理流程图生产异常是指在生产过程中出现的不正常情况,可能导致产品质量问题、生产进度延误或者安全隐患等。
因此,建立一套完善的生产异常处理流程图对于企业的生产管理至关重要。
下面将介绍一套通用的生产异常处理流程图,以供参考。
1. 异常发现。
生产异常可能由生产人员、设备监控系统或者质量检测人员发现。
一旦发现异常,需要及时记录异常情况,并立即通知相关责任人员。
2. 异常报告。
责任人员收到异常通知后,需要立即进行确认,并填写异常报告。
异常报告应包括异常发现时间、具体异常情况、可能影响范围、初步原因分析等内容。
报告完成后,需要及时上报给相关部门领导。
3. 紧急处理。
针对严重影响生产安全和产品质量的异常,需要立即启动紧急处理流程。
相关责任人员应立即组织人员进行现场处置,确保异常不会进一步扩大影响范围。
4. 原因分析。
在紧急处理完成后,责任人员需要成立专门的原因分析小组,对异常进行深入分析。
通过现场调查、数据分析、设备检测等手段,找出异常的根本原因,并提出改进措施。
5. 改进措施。
在确定了异常的根本原因后,需要立即制定改进措施,并分配责任人员进行跟踪执行。
改进措施可能包括设备维护、工艺调整、人员培训等方面。
6. 效果验证。
改进措施执行一段时间后,需要对效果进行验证。
通过对生产数据、产品质量等方面进行比对,确认改进措施是否有效。
若发现问题仍然存在,则需要及时调整改进措施。
7. 结果总结。
一次生产异常处理完成后,需要进行结果总结。
总结应包括异常处理的及时性、有效性、改进措施的执行情况以及未来预防措施等内容。
并将总结报告上报给相关部门领导,以供参考和借鉴。
以上就是一套通用的生产异常处理流程图,希望对各位生产管理人员有所帮助。
生产异常是不可避免的,但是通过建立科学的处理流程,可以最大程度地减少异常对生产造成的影响,提高生产效率和产品质量。
希望各企业能够重视生产异常处理流程的建立和执行,确保生产过程的稳定和可控。
生产异常处理流程图(只作参考)
产生记录 1 2 3 、、、 《《《 制首制 程件程 检检巡 验查检 不记记 合录录 格表表 登》》 记 表 》
参考文件 1 2 、、 《《 不生 合产 格过 品程 控控 制制 程程 序序 》》
处置单位原因分术,采 暂定对策及永久对策 购,商务 给予改善。
效果确认
NG
OK
改善结案
5、品质部对异常改 善效果进行确认如OK 品质,生产,技 则结案,如NG需再行 术,采购,商务 分析解决。
审核:
编制:
生产异常处理流程图
编号:
作业流程图 制程异常发生
工作内容
负责单位
1、各作业工序发生 生产,品质 异常
确认能否自行解决
NG
发出制程异常处理单
2、该异常发生工序 人员是否能自行改善 解决,如是则纠正即 生产,品质 可,否则,发出制程 异常处理单。 3、处置单位针对异 生产,技术,采 常不良进行原因分析 购 。
异常事件处理流程图
行政副经理: 公司地址:
报警 基本 要求
1、用电话报警时,要沉着冷静地拨打“119”火警电话(匪警110、交警122、急救120);要讲清楚起火地点及其所在区、街道、门牌号、
什么新村、几幢几室,说明是什么东西着火,有无爆炸危险物品等情况;要讲清报警人的姓名、单位和所在的电话号码;待对方说明可以 挂断电话时,方可挂断电话。 2、报警后,要立即亲自或派人到单位门口、街道口或交叉路口迎候消防车,并带领消防队迅速赶到火场。
进 行 调 查 及 处 时 理 向 相 办 关 理 职 工 能 伤 部 门 医 报 疗 告 或 具 保 体 险 状 索 况 赔 等 善 后 处 理 ﹐
3 、 以 上 事 故 事 发 部 门 须 2 小 时 内 书 面 上 报 至 人 力 资 源 部
﹑
﹑ ﹐ ﹑ ﹑
紧 急 病 情
分类
处理
精神或 行为异常
异常事件应急处理流程
火 灾 火 险 化 学 品 泄 漏 工 伤 事 故
事发部门 自行消除 冒烟和阴燃 火势迅速扩大 救治伤员或送医院﹐疏散现场及其它可能受影响人员
1
2
报告政府职能部门“119”或EHS安全组、设备部、安检部并请求紧急救援
化学品泄漏 设施损毁
事发部门自 行消除险情
救治伤员或送医﹐疏散现场可能受影响 人员 能力 受限 报告EHS安全组﹑设备部﹑安检部救援
按 异 常 事 件 报 告 要 求
依 相 关 流 程
救治伤员(送医院) 现场应急处理(如﹕关机﹑切断电源等)同时报告EHS安全组
异 常 事 故 发 生
失窃/偷盗(含宿舍) 分类 处理
保护现场 调解 无效
内保 事件
分类 处理
质量异常处理流程图
零(合)检检验记录(专检)质量记录台帐
产品标识卡
质量问题通知单
退修品通知单
质量问题通知单
紧急/例外放行申请单
退修品通知单
质量问题通知单
紧急/例外放行申请单
退修品通知单
质量问题通知单
紧急/例外放行申请单退修品通知单
质量问题通知单
紧急/例外放行申请单
十你想过普通的生活,就会遇到普通的挫折。你想过最好的生活,就一定会遇上最强的伤害。
质量异常处理基准
异常
发生时流程
1、停止生产2、隔离标识3、报告班长4、等待指示
1首次发现的不合格
2初物不合格
3关键工序的不合格
4性能项目的不合格
5不良品的连续发生
6其它不合格
责任者
操作工
上序操作工、班长
检查员
工艺员
车间主任
质量部长
技术部长
主管经理
处置对策
内容
异常定义:连续三件不合格以及控制图出现异常。
车间主任:组织追溯不合格品;向质量部报告。
不合格品处置;停产或再生产指示
对不合格进行评审,对工程进行确认,向质量部报告。
对不合格进行评审,对工程进行确认,明确处理方法。
对不合格进行评审。
再生产品质
确认
品质确认后作业开始。
追溯无误后恢复生产。
确认生产的产品无误。
对不合格进行功能性能试验。
记录
零(合)检检验记录(自检)
处置方式:停机、隔离、标识、向上序操作工、班长、检验员报告,等待作业。异常排除后再作业。
上序操作工:自检追溯确认,返工返修后再检验。
班长:互检、追溯、确认,向车间主任报告。处置不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
知会营运
商品部 各处
处理各店反馈 (两日内回复)注1
商品部 专员室
商品部 协理室
1、负毛利; 2、负库存; 3、应销未定; 4、畅销缺货; 5、未销售(0销售); 6、高库存; 7、状态为退货、清仓商品 (状态5、8的商品)
NO
再次反馈该张 《异常商
品之问题反馈》表
七大异常处理流程图
分店 电脑课
列印七大异常 报表
(10:00前)
分店 ALC
分发报表 (11:00前)
分店
营运各课
填写《异常商品 之问题反馈》
表并订货 (13:00前)
分处整理《异常商 品之问题反馈》表 并下单(15;00前)
处、课签字确认 (15:30前)
Email《异常商
ok
品之问题反馈》表
Fax订单
协助追踪
注1:即分店16:00前反馈,则商品部第三日16:00前回复;分店16:00后反馈,则商品部第四日16:00前回复。
追究各处原因