炼钢厂铁耗计算公式
炼钢部分各种计算公式汇总
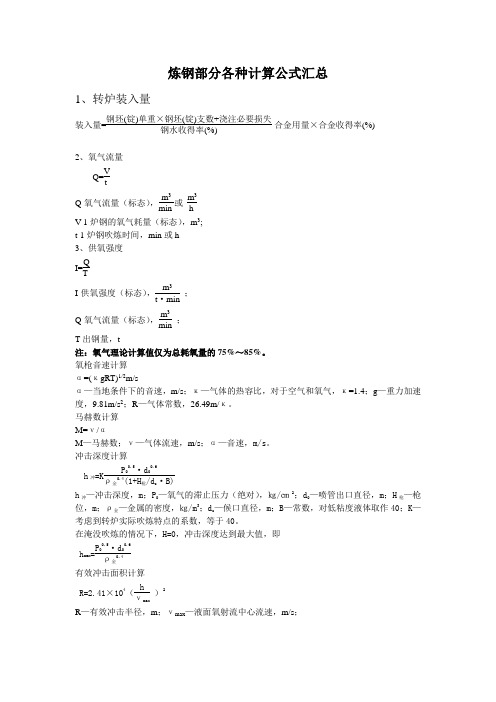
炼钢部分各种计算公式汇总1、转炉装入量装入量=钢坯(锭)单重×钢坯(锭)支数+浇注必要损失钢水收得率(%)-合金用量×合金收得率(%)2、氧气流量Q=V tQ-氧气流量(标态),m 3min 或 m 3hV-1炉钢的氧气耗量(标态),m 3;t-1炉钢吹炼时间,min 或h 3、供氧强度 I=Q TI-供氧强度(标态),m 3t ·min ;Q-氧气流量(标态),m 3min;T-出钢量,t注:氧气理论计算值仅为总耗氧量的75%~85%。
氧枪音速计算 α=(κgRT)1/2m/sα—当地条件下的音速,m/s ;κ—气体的热容比,对于空气和氧气,κ=1.4;g —重力加速度,9.81m/s 2;R —气体常数,26.49m/κ。
马赫数计算 M=ν/αM —马赫数;ν—气体流速,m/s ;α—音速,m/s 。
冲击深度计算h 冲=K P 00.5·d 00.6ρ金0.4(1+H 枪/d c ·B)h 冲—冲击深度,m ;P 0—氧气的滞止压力(绝对),㎏/㎝2;d 0—喷管出口直径,m ;H 枪—枪位,m ;ρ金—金属的密度,㎏/m 3;d c —候口直径,m ;B —常数,对低粘度液体取作40;K —考虑到转炉实际吹炼特点的系数,等于40。
在淹没吹炼的情况下,H=0,冲击深度达到最大值,即 h max =P 00.5·d 00.6ρ金0.4有效冲击面积计算 R=2.41×104(h νmax)2R —有效冲击半径,m ;νmax —液面氧射流中心流速,m/s ;νmax =ν出d 出H ·P 00.404ν出—氧射流在出口处的流速,m/s 。
金属-氧接触面积计算 在淹没吹炼时,射流中的金属液滴重是氧气重量的3倍,吹入1m3氧气的液滴总表面积(金属-氧气的接触面积): S Σ=3G 金r 平均·ρ金G 金—1标米3氧气中的金属液滴重量=3×1.43㎏;r 平均—液滴的平均半径,m ;ρ金—金属液的密度,7×103㎏/m 3。
6钢铁企业吨钢可比能耗计算方法

规模以上工业统计报表制度 —1—6.钢铁企业吨钢可比能耗计算方法工序 部位工序单位能耗 吨标准煤/吨产品(1)钢比或铁比 吨产品/吨钢(铁)(2)可比能耗的组成 吨标准煤/吨钢 (1)×(2)备 注焦化Aa =(烧结、球团、炼铁)耗焦量/全铁折合产量A ·aa b c 为折算铁比系数,只适用于能耗指标计算烧结 Bb =烧结矿消耗量/全铁折合产量B ·b球团 Cc =球团矿消耗量/全铁折合产量C ·c炼铁D =炼铁工序能耗/全铁折合产量D 1=炼铁工序能耗/全铁产量E = A ·a+ B ·b+ C ·c+ De :吨钢耗生铁量 E ·eD :炼铁工序折合全铁单位能耗;D 1:炼铁工序全铁单位能耗;E :企业吨铁单位能耗;转炉 电炉 其他炉 连铸F 1 F 2 F 3 F 4f 1转炉钢率 f 2电炉钢率 f 3其他炉钢率 f 4连铸钢率 (f 1+ f 2+ f 3=1)F= F 1·f 1+ F 2·f 2 + F 3·f 3+ F 4·f 4连铸能耗属炼钢工序开坯G :初轧单位能耗g ·[1— (连铸坯量+直接成材耗锭量)/ (初轧耗锭量+连铸坯量+直接成材耗锭量)]M=初轧开坯累计耗能量/(初轧耗锭量+连铸坯量+直接成材耗锭量)1.式中连铸坯量系企业直接成材消耗的连铸坯量;2.在特钢企业用钢锭成材时,生产的锻钢件(材)可按直接成材处理;3.M=G ·g ·[1— (连铸坯量+直接成材耗锭量)/ (初轧耗锭量+连铸坯量+直接成材耗锭量)]g.初轧钢坯成坯率轧材H=轧材耗能量/企业最终钢材产量h: 企业由钢到材的综合成材率 H ·h机车I=运输能耗量/企业钢产量燃气加工与输送J=燃气加工与输送耗量/企业钢产量 企业能源亏损K=企业能源亏损量/企业钢产量 企业吨钢可比能耗L=E ·e+F+M+ H ·h +I+J+K。
影响钢铁料消耗的主要因素分析

影响钢铁料消耗的主要因素分析1前言钢铁料消耗指标是炼钢厂重要的经济技术指标,一般占生产成本的80~85%,对炼钢厂的成本有重要的意义。
钢铁料消耗国家规定的统计标准:转炉钢铁料消耗(kg/t钢)=[铁水+生铁+废钢铁量(kg)]/转炉合格产出量(t),其中:生铁包括高炉铁块、还原铁;废钢铁包括各种废钢、废铁等。
(行业惯例目前都以合格铸坯量代替转炉合格产出量)以下对影响钢铁料的主要因素进行梳理,由于涉及的因素较多,以定性分析为主。
2影响钢铁料消耗的主要因素2.1铁水预处理铁水脱硫处理的钢铁料损失主要发生在处理前后的扒渣带铁和处理过程中的喷溅及铁水倒运铁损失等。
扒渣带铁与铁水自带的高炉渣和脱硫渣量成正比,其中脱硫渣量的大小与采用的脱硫剂有关。
如复合喷吹脱硫工艺,脱硫剂消耗为4 kg/t铁,渣量为4.64kg/t铁,扒渣铁损为2.09 kg/t铁。
2.2转炉冶炼转炉的钢铁料损失主要由冶炼的烟尘、钢渣及喷溅等因素引起,占本工序损失量的98%,回炉、钢水出不尽等占一部分。
烟尘损失:通常情况下占转炉工序损失量的55%,其中碳氧化损耗约占44%、金属烧损约占11%,这部分损失量主要取决于钢铁料中碳含量。
钢渣中金属损失量:通常情况下占损失量的37 %,其中硅、锰氧化损失约占7.5%,铁氧化损失约占22.5%,渣中钢粒约占7%。
喷溅损失:通常情况下约占6%。
回炉、钢水出不尽等:通常情况下约占2%。
转炉冶炼是一个氧化过程,减少氧化损失是减少钢铁料损失的关键。
氧化损失中,一类为必要损失,无法避免,如碳、硅、锰等元素氧化,以获得化学热,这部分损失为必要损失。
另一类氧化损失是可以避免或减少的,如转炉后吹。
2.3 连铸连铸的钢铁料损失主要包括氧化铁皮、切割损失、切头切尾、中包注余、大包注余、漏钢、废品、清理损失等。
其中中包注余、切头切尾、切割损失等因素,占连铸工序钢铁料损失量的80%。
中包注余:通常约占连铸工序损失量的40%。
炼钢部分各种计算公式汇总
炼钢部分各种计算公式汇总炼钢是一种重要的冶金过程,主要目的是将生铁转变为钢。
在炼钢的过程中,需要进行各种计算来确定炼钢参数、优化工艺和预测产量。
下面是一些与炼钢相关的计算公式的汇总:1.燃烧热量计算:燃烧热量=燃料质量×单位质量热值2.炉渣配方计算:炉渣配方=矿石配比×燃烧热量×炉渣比例系数3.冶炼时间计算:冶炼时间=铁水重量×铁水温度变化速率4.预测炉渣生成量:炉渣生成量=生铁质量×炉渣产率5.炼钢原料使用量计算:炼钢原料使用量=铁水重量×原料炉渣率6.炉渣温度计算:炉渣温度=炉渣初始温度+(燃料热量/炉渣质量)-(冷却损失+辐射损失)7.冶金反应热计算:冶金反应热=反应物的热值-生成物的热值8.炉温控制计算:炉温控制=炉温目标值-炉温测量值9.耗氧量计算:耗氧量=氧气流量×氧浓度×燃烧公式系数10.炉渣替代率计算:炉渣替代率=炉渣替代量/炉渣生成量11.冷却水量计算:冷却水量=冷却热量/剪切热12.制氧气量计算:制氧气量=铁水含氧量×铁水重量×(氧气纯度/100)13.吹氧流量计算:吹氧流量=制氧气量/铁水供氧时间14.坩埚温度计算:坩埚温度=铁水温度+气氛温度15.炉水质量计算:炉水质量=炉水比例×矿石质量以上是一些与炼钢相关的计算公式的汇总。
当然,实际的炼钢过程非常复杂,还需要考虑其他因素如温度、压力、流量等等。
这些公式只是提供了一些基本的计算方法,实际应用中还需要根据具体情况进行适当的调整和修正。
炼铁铁料单耗计算
炼铁铁料单耗计算炼铁铁料单耗是指单位炼铁量所需铁料的重量,是一个反映铁炉运行情况和生产效率的重要指标。
主要涉及的计算方法包括全料理论单耗、实际单耗和综合单耗等。
下面将详细介绍这些计算方法的具体内容。
一、全料理论单耗全料理论单耗是以全部配料中的高炉铁为基数,通过计算各种配料的重量,推算出单位铁炉产量所需铁料的重量。
它可以反映铁矿精矿、烧结矿、生铁和其他辅助原料在高炉炉料中的比例,从而帮助生产部门科学合理安排铁炉生产,提高铁矿石的利用率。
计算公式:全料理论单耗 = (高炉铁+tFe)/(sFe*(ρs/ρf-1))+sjt= (tFe+sFe*((ρs/ρf)-1))/sFe*(ρs/ρf)+sjt其中,tFe是高炉铁重量,sFe是其他铁原料的重量,ρs和ρf分别为辅助原料和炉料的密度,sjt是铁途损耗。
二、实际单耗实际单耗是指在铁炉生产过程中,实际用到的铁料重量与炼铁产量的比值。
它可以直接反映炉料消耗率的高低,是评估生产效率好坏的重要指标。
计算公式:实际单耗 = 铁炉使用铁料重量/炼铁产量三、综合单耗综合单耗是全料理论单耗和实际单耗相结合的综合指标。
它要考虑到铁炉运行的各种因素,包括料型、炉温、喷煤、风量等。
只有达到全料单耗,又达到实际单耗的要求,才能说明铁炉生产达到最佳状态。
计算公式:综合单耗 = 铁炉使用铁料重量/炼铁产量 + (实际单耗-全料理论单耗)/全料理论单耗四、注意事项1.计算时应严格按照各种原料的实际重量进行计算;2.不同企业的计算方法可能有所不同,要根据自身的情况选择合适的计算方法;3.计算的过程中需要关注铁途损耗的影响,进行正确的调整和计算;4.每个铁炉的生产情况都不同,要根据实际情况进行相应的计算和分析。
总之,炼铁铁料单耗的准确计算对于评估铁炉生产效率、优化炉料配比、提高铁矿石利用率等方面均具有重要意义。
需要在实际生产中采用合适的计算方法,确保数据的准确性和科学性。
炼钢铁水消耗计算公式
炼钢铁水消耗计算公式:重复利用水量÷(生产中取用的新水量+重复利用水量)×100%。
这个制造成本是粗算:(0.96×生铁+0.15×废钢)指的是吨钢钢铁料成本,0.82则是指钢铁料消耗成本占粗钢制造成本的82%;生铁成本同理,(1.6×铁矿石+0.45×焦炭)指的是主要原燃料成本,0.9则是指主要原燃料成本占生铁制造成本的90%。
原理
电子枪是电子束熔炼炉的心脏。
它包括枪头(一般由灯丝、阴极、阳极等组成)、聚焦线圈和偏转线圈等。
电子枪按其结构形式可分为轴向枪(或称皮尔斯枪)、非自加速环形枪、自加速环形枪及横向枪,它们的基本结构及其在电子束熔炼过程中的工作情况示于图2。
电子枪的数量有单枪、双枪和多枪等。
钢铁料消耗计算
钢铁料消耗计算
钢铁料消耗计算一般根据以下几个因素:钢铁材料的类型和规格不同类型和规格的钢铁材料对应的消耗量不同,一般可以通过钢铁厂商提供的材料数据表或手册来获取消耗量信息。
钢铁生产的工艺流程不同的工艺流程会对钢铁材料的消耗量产生影响,例如采用高炉和电炉两种不同的冶炼方式,消耗量就会有所差异。
钢铁生产技术的水平和工艺优化钢铁生产技术的水平和工艺优化水平对消耗量也有影响,例如采用先进技术和工艺优化措施可以降低材料消耗。
钢铁生产线的生产能力和效率生产线的生产能力和效率也会影响到钢铁材料的消耗量,通常情况下,生产线的生产能力越高,效率越高,材料消耗量就会越少。
综合以上几个因素,可以通过计算公式来计算钢铁料的消耗量,其中,一般的计算公式如下:材料消耗量 = 生产重量×排放系数其中,生产重量是指钢铁产品的生产数量,排放系数是指钢铁材料消耗量和生产重量之比。
铁耗和负载损耗计算公式

铁耗和负载损耗计算公式在电力系统中,铁耗和负载损耗是两个重要的指标,它们直接影响着系统的运行效率和经济性。
因此,对铁耗和负载损耗的计算公式进行深入的研究和分析,对于提高电力系统的运行效率和经济性具有重要意义。
本文将对铁耗和负载损耗的计算公式进行详细的介绍和分析。
一、铁耗的计算公式。
铁耗是指在电力系统中,由于铁芯材料的磁滞和涡流损耗所引起的损耗。
铁耗的计算公式可以用以下公式表示:P_fe = K_fe f B^1.6 V^2。
其中,P_fe表示铁耗,单位为瓦特;K_fe表示铁损系数,是一个与铁芯材料和结构有关的常数;f表示频率,单位为赫兹;B表示磁感应强度,单位为特斯拉;V表示有效值电压,单位为伏特。
从上述公式可以看出,铁耗与频率、磁感应强度和电压都有关系,当这些参数发生变化时,铁耗也会相应变化。
因此,在设计电力系统时,需要充分考虑这些因素,以减小铁耗,提高系统的运行效率。
二、负载损耗的计算公式。
负载损耗是指在电力系统中,由于电流通过导线和设备时所引起的电阻损耗。
负载损耗的计算公式可以用以下公式表示:P_load = I^2 R。
其中,P_load表示负载损耗,单位为瓦特;I表示电流,单位为安培;R表示电阻,单位为欧姆。
从上述公式可以看出,负载损耗与电流的平方成正比,与电阻成正比。
因此,在设计电力系统时,需要尽量减小电阻,以减小负载损耗,提高系统的运行效率。
三、铁耗和负载损耗的影响因素。
铁耗和负载损耗的大小受到多种因素的影响,主要包括以下几个方面:1. 电流大小,电流越大,负载损耗就越大,因此需要尽量减小系统中的电流大小,以减小负载损耗。
2. 频率大小,频率越大,铁耗就越大,因此需要尽量减小系统中的频率大小,以减小铁耗。
3. 磁感应强度,磁感应强度越大,铁耗就越大,因此需要尽量减小系统中的磁感应强度,以减小铁耗。
4. 电压大小,电压越大,铁耗就越大,因此需要尽量减小系统中的电压大小,以减小铁耗。
5. 电阻大小,电阻越大,负载损耗就越大,因此需要尽量减小系统中的电阻大小,以减小负载损耗。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
炼钢厂铁耗计算公式
国家规定的统计标准
转炉钢铁料消耗(kg/t钢)=[生铁+废钢铁量(kg)]/转炉(电炉)合格产出量(t)
其中:生铁包括冷生铁、高炉铁水、还原铁;废钢铁包括各种废钢、废铁等。
凡分别管理、按类配用下列废钢铁的,在计算废钢铁消耗指标时,可按下列统一的折合标准折合计算:
a. 轻薄料废钢,包括锈蚀的薄钢板以及相当于锈蚀薄板的其他轻薄废钢,按实物量×60%计算,其加工压块按实物量×60%计算;关于轻薄废钢,国家标准GB/T4223-1996中有明确规定;
b. 渣钢是指从炉渣中回收的带渣子的钢,按实物×70% 计算;经过砸碎加工(基本上去掉杂质)的渣钢,按实物量×90%计算;
c. 优质钢丝(即过去所称“钢丝”)、钢丝绳、普通钢钢丝(即过去所称“铁丝”)、铁屑以及钢锭扒皮车屑和机械加工的废钢屑(加工压块在内),按实物量×60%计算;
d. 坯切头切尾、汤道、中注管钢、桶底钢、冻包钢、重废钢等均按实物计算。
3.某些厂家的统计方式
国家标准规定钢铁料消耗,是入炉料计算,实际企业计算时,炼钢厂内部回收的废钢都被扣除了。