动力电池PACK生产线
pack电池生产线流程

pack电池生产线流程一、引言pack电池是一种广泛应用于电动汽车、储能系统等领域的重要组件,其生产线流程对于保证产品质量、提高生产效率具有重要意义。
本文将介绍pack电池生产线的整体流程,包括原材料准备、电池模组制造、电池模组测试、装配与封装等环节。
二、原材料准备1. 正极材料准备:包括正极片、集流体等材料的采购、入库,确保其质量符合要求。
2. 负极材料准备:包括负极片、集流体等材料的采购、入库,确保其质量符合要求。
3. 隔膜材料准备:包括隔膜片的采购、入库,确保其质量符合要求。
4. 电解液准备:包括正极材料、负极材料等的混合制备,确保电解液配比准确。
三、电池模组制造1. 正负极片涂布:将正极材料和负极材料分别涂布在集流体上,形成正负极片。
2. 隔膜贴合:将涂布好的正负极片与隔膜片按一定顺序叠压在一起,形成电池模组。
3. 压缩和固化:通过一定的压力和温度条件,使电池模组中的材料紧密结合,提高电池的稳定性和性能。
4. 切割和成品检验:将固化后的电池模组进行切割,形成标准尺寸的电池单体,并进行成品检验,确保电池单体质量合格。
四、电池模组测试1. 电性能测试:对电池模组进行放电和充电测试,检测其电压、电流、容量等参数,以验证其性能是否符合设计要求。
2. 循环寿命测试:对电池模组进行多次充放电循环,模拟实际使用情况,评估其循环寿命和容量衰减情况。
3. 安全性能测试:对电池模组进行过充、过放、短路等安全性能测试,确保其在异常情况下不会发生爆炸或火灾等安全问题。
五、装配与封装1. 电池模组装配:将通过测试的电池模组按照一定的数量和排列方式进行装配,形成pack电池组。
2. 电池组保护:对pack电池组进行保护措施,包括防尘、防水、防震等,确保其在使用过程中能够安全稳定运行。
3. 封装:将装配好的pack电池组进行封装,形成最终的pack电池产品。
4. 成品检验:对封装好的pack电池产品进行成品检验,确保其质量符合要求。
动力电池组PACK流水线生产方案

动力电池组PACK流水线生产方案一、概述动力电池组是储存和释放电能的设备,应用于电动汽车、混合动力汽车等领域。
PACK(Power Assemble Configuration Kit)流水线是动力电池组的生产线,用于实现动力电池组的高效、稳定和大规模生产。
本方案旨在介绍PACK流水线的整体架构和关键步骤,以及所需设备和人员配置,以提高动力电池组生产效率和质量。
二、PACK流水线架构PACK流水线的整体架构包括以下几个主要步骤:1.电芯检测与分级:通过检测电芯的电压、电流、内阻等参数,对电芯进行分类,以保证电芯的质量和性能符合要求。
2.电芯组装:将符合要求的电芯按照一定规格和数量进行组装,形成电芯组。
3.电芯组级联:将多个电芯组按照一定电路连接方式进行级联,形成电芯组串。
4.电芯组封装:对电芯组进行封装,以确保电芯组内部结构和连接的牢固性和密封性。
5.电芯组测试与故障排除:对电芯组进行电压、电流、容量等性能测试,并进行故障排查和修复。
6.电芯组整形与装配:对电芯组进行整形和装配,形成最终的动力电池组产品。
7.电池组测试与质检:对动力电池组进行外观、性能和安全性质检,确保产品质量符合标准要求。
三、PACK流水线关键步骤1.电芯检测与分级电芯检测与分级是PACK流水线的第一步,采用自动化测试仪对电芯进行电压、电流、内阻等参数的检测,然后将电芯分为合格品和不合格品两类,以确保后续组装的电芯质量符合要求。
2.电芯组装电芯组装是将符合要求的电芯按照一定规格和数量进行组装,形成电芯组。
此步骤采用自动化组装机械手,根据电芯的规格和要求进行自动化组装,以提高效率和减少人工操作。
3.电芯组级联电芯组级联是将多个电芯组按照一定电路连接方式进行级联,形成电芯组串。
此步骤采用自动化连接设备,将电芯组按照一定的连接方式进行级联,然后进行连接测试,以确保电芯组串的连接质量和稳定性。
4.电芯组封装电芯组封装是对电芯组进行封装,以确保电芯组内部结构和连接的牢固性和密封性。
新能源pack线工艺流程

新能源pack线工艺流程1. 简介新能源pack线工艺流程是指在新能源电池生产过程中,对电池进行组装和测试的一系列步骤。
该工艺流程的目标是确保电池的质量和性能,并最大限度地提高生产效率。
2. 工艺流程步骤2.1 材料准备在开始pack线工艺之前,首先需要准备各种材料和设备。
这些材料包括电池单体、连接件、绝缘垫片、外壳等。
设备包括注液机、焊接机、测试仪器等。
2.2 单体分选单体分选是根据单体的性能参数,将其分类为不同等级。
常见的参数包括电压、内阻、容量等。
这可以帮助确保pack后的电池组具有一致的性能。
2.3 清洁处理清洁处理是为了确保pack线上的各个部件干净无尘,并提供一个良好的工作环境。
这可以通过使用洁净室或清洁设备来实现。
2.4 组装组装是将单体与其他部件连接起来,形成一个完整的电池组。
这包括以下步骤:•将单体放置在固定夹具上。
•使用连接件将单体连接起来,形成串联或并联结构。
•在连接点上进行焊接,确保连接牢固可靠。
•安装绝缘垫片,防止短路和漏电。
2.5 注液注液是将电解液注入电池组中的关键步骤。
这需要使用注液机进行自动或半自动注液。
注液时需要确保注液量准确、均匀,并避免气泡的产生。
2.6 封装封装是将电池组放入外壳中,并密封起来的过程。
这可以通过以下步骤完成:•将电池组放入外壳中。
•使用密封胶或密封垫片将外壳与电池组固定在一起。
•使用焊接机对外壳进行焊接,确保密封性能良好。
2.7 充放电测试充放电测试是对pack后的电池组进行性能评估的重要步骤。
这可以通过以下测试完成:•充电测试:将电池组连接到充电设备,按照指定条件进行充电,并记录充电时间和容量。
•放电测试:将电池组连接到负载设备,按照指定条件进行放电,并记录放电时间和容量。
•性能评估:根据充放电测试结果,评估电池组的性能指标,如容量、循环寿命等。
2.8 整理包装整理包装是将pack后的电池组进行分类、整理和包装的步骤。
这可以通过以下步骤完成:•分类:根据性能参数和质量检验结果,将电池组分为不同等级。
锂电池pack生产线可行性报告材料
锂电池pack生产线可行性报告材料
一、锂电池pack生产线可行性报告
1.项目概述
锂电池pack生产线是指从原材料采购、生产、装配、检测到最终出厂,把由单体锂电池排构成的蓄电池组完成封装为整体的生产线。
该生产线主要针对蓄电池组封装的一次性完成,主要用于电动车、电力车、航空客机、船舶、建筑工地等储能电池的充放电,以及电子信息产品等领域的安全可靠的能源供应。
2.项目优势
(1)壳体结构紧凑,占用空间小,从而缩短蓄电池组单位容积应用所需时间。
(2)壳体表面处理严格,确保设备稳定性能,可保证蓄电池组在使用中的安全性。
(3)设备能耗小,生产成本低,为企业带来可观的收益。
(4)装配精度高,出厂率高,满足客户对产品要求。
3.项目需求
(1)技术需求
1)设备的技术参数要求:
a.装配速度:每小时可装配500组;
b.装配精度:装配精度应不小于90%;
c.材料精度:材料将在装配过程中使用,应满足设计及使用要求;
d. 可靠性:装配完成的锂电池pack应满足使用及安全要求;
2)根据最终产品要求,设备要求:
a.严格控制容量,平均误差控制在0.5Ah内;。
电池PACK生产工艺流程

扫码
测试
测试结果
三、详细工艺
1.8 模组成型 工作内容:将模块、链接铜片、支撑板,利用螺丝组装成模组,并粘贴条码。 设备:无。 工装和工具:气动扳手及套筒 ;扭力扳手及套筒; 工艺要求:扭力符合标准、模块正负极摆放正确。
三、详细工艺
2.预加工段 进行动力电缆加工、螺杆加工、线束加工、铜排加工、BMS检测及组装、高压板
二、工艺流程
三、详细工艺
按照工艺流程图,对每个工段和每个工位的工作内容、设备、人员进行分 解。 1、点焊段
利用分选机对电芯进行分选,分选后的电芯组装成模块、张贴条码,焊接 正负极镀镍钢片,检查焊点,测试模块的电压内阻并扫码记录数据,合格的模 块组装成模组。
三、详细工艺
1.1 电芯分选和模块组装 工作内容:设置分选机的分选参数,对电芯进行扫码、测试内阻、测试电压, 从分选机良品通道里面取出电芯,对于分选机不良品通里面的不合格电芯进行 标识隔离。 设备:分选机。 工装和工具:模块组装工作台。 工艺要求:内阻≤20mΩ,压差≤5mV,需同体系同等级电芯,且电芯无凸起 、凹陷、变形。
2.3热缩管裁切 工作内容:裁切热缩管至要求长度; 设备:热缩管裁切机; 工装和工具:无。
裁切机
三、详细工艺
2.4波纹管裁切 工作内容:裁切波纹管至要求长度; 设备:波纹管裁切机; 工装和工具:无。
波纹管裁切机
三、详细工艺
2.5电缆套管及热缩 工作内容:将裁切好的波纹管和热缩管套到电缆上,并利用热风枪热缩热缩管; 设备:无; 工装和工具:热缩枪 。
三、详细工艺
1.4 等离子清洗
工作内容:等离子清洗是使用等离子设备对组装后模块所有正负极进行清洁, 保证焊接质量。 设备:等离子清洗机。 工装和工具:模块定位夹具。 工艺要求:管控清洗速度及清洗时间,无明显异物。
动力电池PACK生产工艺流程图
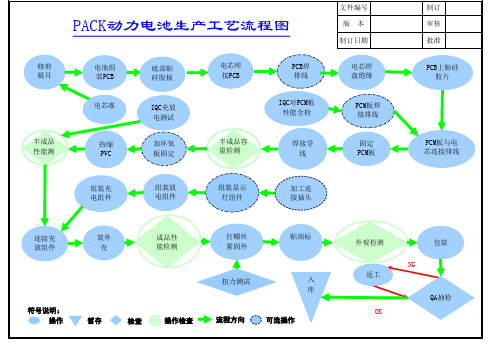
修剪 极耳
半成品 性能测
电池组 装PCB
电芯准
热缩 PVC
底部贴 硅胶板
IQC充放 电测试
加环氧 板固定
电芯焊 接PCB
半成品容 量检测
PCB焊 排线
IQC对PCM板 性能全检
焊接导 线
文件编号 版本 制订日期
电芯焊 盘绝缘
PCM板焊 接排线
固定 PCM板
组装充 电组件
组装放 电组件
组装显示 灯组件
加工连 接插头
制订 审核 批准 PCB上贴硅
胶片
PCM板与电 芯连接排线
连接充 放组件
装外 壳
成品性 能检测
打螺丝 紧固外
贴商标
符号说明: 操作
暂存
扭力测试
入
库
检查
操作检查
流程方向
可选操作
外观检测 返工 OK
包装 NG
QA抽检
锂电池pack生产线可行性报告
年产值3000 万锂离子电池pack 生产线工程可行性争辩报告日期:2022 -4-101.总论1.1工程名称年产3000 万元锂电pack 生产线工程1.2工程概况1.2.1建设目标本工程建设的目标是:到2022 年建成年产值3000 万元的锂电pack 生产线,本工程分三期完成,一期2022 年拟建成年产值500 万元的锂电PACK 生产线,二期到2022 年拟建成年产值1000 万元的锂电pack 生产线,三期到2022 年拟建成年产值3000 万元的锂电pack 生产线,通过外购电芯,自行检测包装组合,再到市场推广,逐步积存阅历、培育人才、最终形成市场口碑、优质客户等,为公司进入锂电池的电芯制造打下良好的根底。
1.2.2产品线以及拟建规模建设期产品名称拟建规模—期圆柱(18650) 一般型年产值500 万二期软包装一般型年产值500 万圆柱(18650) 动力型+一般型年产值1000 万三期软包装一般型+动力型年产值1000 万合计(三期建成后) 年产值3000 万建设期内容时间编制一期设备清单厂房规划2022 .4.20 前2022 .4.25设备调研2022 .5.10前—期设备选购2022 .6.1前设备安装调试2022 .7.1前人员培训2022 .7.5前编制二期设备清单2022.1.30 前厂房规划2022.2.5 前设备调研2022.2.20 前二期设备选购2022.3.15 前设备安装调试2022.4.20 前人员培训2022.4.25 前编制三期设备清单厂房规划设备调研2022.2.15 前2022.2.25 前2022.3.25 前三期设备选购2022.4.30 前设备安装调试2022.6.10 前人员培训2022.6.15 前类 别名 称 型 号 用 途单台产 能支 /10h 数量 / 台总产能支/10h单 价 价 格/万元 /万元圆柱锂离子 电池检测柜 盈创 YC-3000JL 512 点 3A 泰斯 MPT04S030A容量检测 1500支/24h3 4500 支39保护板测试仪电脑裁线剥生 产类防静电皮电池综合性能测试仪泰斯 2022 〔20V 〕全检电池 组 10000 组 110000 组0.480.48电 性能备注:一期锂电 pack 生产线、以及人员临时和镍氢检测车间、包装车间借调,一期500万产值,按 2 元/Ah 电池计算,折算日产 4000 支 18650 /2022mAh(1) 一期设备投资估量保护板检测96001 /24h 9600 1.7 1.7 裁切导线 202201202200.80.8---10.06 0.06100.001 0.01工作台面1030 元 0.03 防静电/m2锂离子电池 容量以及 23 6性能测试仪寿命测试合计18 18.08线机点焊机镍氢现有点焊静电手环测试仪 日本 HAKKO498静电手环除静电单台产 能支 /10h 数 量/ 台 总产能支/10h 单 价 价 格/万元 /万元软包锂离子 容量1500生 产类备注:二期软包 500 万产值,按 3 元/AH 电池计算,折算日产 5300 支 1000mAh 的软包 电池,二期锂电检测和包装车间和镍氢的检测和包装分开运作。
中国第一条汽车动力电池PACK生产线
一、前言我国在新能源汽车方面投入力度很大,列为科技部重大专项课题,目前已有多种混合动力新能源汽车样车问世,许多汽车企业陆续发布新车上市时间表,国务院近期出台了鼓励发展新能源汽车的扶持政策,显然,发展新能源汽车是国际共识,中国各地都在下大力气研发建设,如天津的电动汽车生产基地,深圳比亚迪的双模铁电池混合汽车,不久前合肥电动汽车已下线上路行驶,当地政府大力支持并特别颁发了上路牌照,此外还有浙江准备大力推出适合农村市场需要的微型电动汽车,价格不到万元人民币,在专家们还在争论我国到底发展哪种新能源结构车型时,各地方政府及企业已经因地制宜、实事求是地发展自己的新能源汽车产业了。
无论是何种新能源汽车,几乎都不排斥电池的作用,包括油电混合动力汽车、燃料电池汽车以及纯电动汽车,而在汽车动力电池方面,除了低成本的铅酸电池外,现在开始使用镍氢电池,近期将陆续推出锂动力电池,锂动力电池的综合性能目前最符合混合动力汽车的要求,世界各国,尤其汽车强国日本和美国,都在大力发展锂电池生产技术规模,我国也一哄而上,生产锂动力电池的企业不下百家。
锂动力电池目前的技术瓶颈是如何提高成品率从而降低成本,在保证单体电芯安全性的前提下实现大规模成组的动态充放电一致性,在足够功率放电的同时具有足够的循环使用寿命。
现有的生产设备、工艺流程、电池管理系统均存在缺陷,换句话说,目前企业尚不能稳定生产合格的锂动力电池组,至少国内企业是这样,有专家明确指出,我国现在还没有一条真正的汽车动力电池PACK生产线,如果不能快速解决这个问题,不但上百家电芯生产企业发展受阻,而且也会严重影响我国相关新能源汽车产业发展,反之,如果实现产业化,不但能满足国内整车市场的需要,更能解决国际庞大的市场之需,业内预计,新能源汽车专用锂动力电池每年需求上亿块,产值数万亿,谁也吃不下,与太阳能电池产业类似,将数年呈供不应求态势,而且订单只会向少数技术拥有企业过分集聚。
我们辛苦钻研八年之久,终于在锂动力电池的生产、控制方面取得了一系列技术突破,并拥有完全自主知识产权,可以整合现有的国内外单体电芯生产技术资源,突出解决电芯与整车用户之间的PACK问题,与地方政府和投资商一起,共同建立我国第一条汽车锂动力电池组PACK生产线。
pack模组自动化生产线工作原理
pack模组自动化生产线工作原理
pack模组自动化生产线是指利用自动化设备和技术对pack模
组进行生产的生产线。
其工作原理如下:
1. 原料准备:将生产pack模组所需的原料准备好,如电池片、分隔膜等。
2. 切割与组装:利用自动化设备对电池片进行切割和组装,形成pack模组的基本结构。
3. 电池片连接:将切割好的电池片用导电铜箔等材料连接在一起,形成pack模组的电路连接。
4. 封装与防护:将pack模组放入封装机器中,利用自动化技
术对pack模组进行封装和防护,以保护模组内部电路。
5. 测试与检验:通过自动化设备对pack模组进行电池活性测试、阻抗测试、外观检验等,确保pack模组的质量和性能符
合标准。
6. 标识与包装:在pack模组上标识产品信息,并将其包装成
成品,以便运输和销售。
整个生产过程中,自动化设备如机器人、传送带、自动装配机等起到关键作用,能够实现自动化、高效率的生产,并提高pack模组的质量和稳定性。
同时,自动化生产线还能够对生
产数据进行实时监控和分析,提供数据支持,以实现生产过程的优化和精细化管理。
动力电池pack产线检查项目
动力电池pack产线检查项目
首先,在原材料采购环节,需要检查原材料的质量和供应商的
资质,确保原材料符合要求,并且具有合格的认证。
在生产过程中,需要对每个生产步骤进行检查,包括电池单体的制造、电池模组的
组装、电池管理系统的安装等。
在这些步骤中,需要检查生产设备
的运行状态、操作人员的操作规范以及生产环境的清洁度和安全性。
另外,还需要对动力电池pack的性能进行检测,包括电池的容量、充放电性能、循环寿命等指标的测试,以确保动力电池pack的
性能符合设计要求。
同时,也需要进行安全性能的测试,包括短路、过充、过放等异常情况下的安全性能测试,以确保动力电池pack在
各种极端情况下都能保持安全稳定。
此外,还需要对动力电池pack的外观进行检查,确保外观无损伤、无渗漏等质量缺陷。
最后,在包装和出厂环节,需要对包装方
式和出厂产品进行最终检验,以确保产品符合出厂标准。
总的来说,动力电池pack产线检查项目涉及到原材料采购、生
产过程、性能测试、安全性能测试、外观检查、包装和出厂检验等
多个环节,需要全面细致地进行检查和测试,以确保生产出的动力电池pack的质量和安全性能达到要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于筹建动力电池PACK生产线(初稿)
一,动力电池PACK生产线的任务:
负责PT和LEV电池组产品的样品制作及电池组小批量的生产,同时为将来可能的大批量生产做准备。
二,产能规划:
折算成36V/10AH电池组,即100组/天;
折算成6串19.2V/1.1AH电池组,即组/天。
三,工艺流程(讨论):
①LEV:保护板检测(全检)—电池点焊—焊点检测—上支架—焊接保护板—半成品检测—壳体组装—成品老化。
②PT:保护板检测(全检)—电池点焊—焊点检测—焊接保护板—成品检测—成品老化
③相关工艺文件:制定中
四,产能计算:
①以LEV 36V/10AH(3并11串26650)计算:点焊每组需30min,焊接保护板每组需15min,壳体组装每组需30min,所以每台点焊机每天(8小时)能点15组,由此计算共需8台点焊机(产能120组/天)。
②以PT 19.2V/1.1AH(6串18650)计算:点焊每组需7min,焊接保护板每组需5min,所以每台点焊机每天(8小时)能点65组,由此计算8台点焊机的产能520组/天。
五,设备需求:
流水线:每条4台电焊机,共需2条
六,人员配置:
见流水线人员布局图,每条拉13人,共需27
流水线人员布局图
七,PACK产线布局图:见附件“最新布局图”。