窄间隙埋弧自动焊坡口形式
窄间隙埋弧焊焊接接头工艺参数的优化

小焊接工作量 ,需要将 V形或双 V形焊接坡 口形式改进
为窄 间隙焊接坡 E形式。 l
6  ̄ 0
在厚壁容器环 缝 的窄间 隙埋 弧焊焊接 工艺试 验 中,
我们对每层单道焊和每层双道焊的焊道排列形式进行了
试验 ( 见表 1 。试 验结 果表 明 ,在 窄间 隙埋弧 焊焊 接 )
维普资讯
l藿 ;量墨 童星 塑 座. 蚕冒 蔓 塞 j
窄 间 隙埋 弧焊 焊 接 接 头 工 艺参 数 的优 化
上海 耐莱斯 ・ 詹姆斯伯雷 阀门有限公司 (0 26 杨卫东 2 10 )
l 。摘娄】 通过对普通埋弧焊工艺参数的 ¨ I 优化组 合试验,使优化后的焊 接工艺能在改 进的 埋弧焊设备上
率 。 窄 间 隙埋 弧 焊 的后 层 焊 道 对 前 层 焊 道 的 重 复 加 热 ,
虽然以上两种焊接坡 口形式 能够 满足普通埋弧焊设
备 的焊接要求 ,但大厚度管道环缝采用双面 V形焊接坡
_
呈 曼 兰 !塑 生堡 塑型 !
www.1 / 8ch} l . O/ . t ' " / t st c T c ' / ' / /
件较 好 ,对 焊工 技 能 水平 的依 赖性 小 ,焊 接 过 程 易 实 现
此焊接接头的力学性能得到了改善 , 别是对提高焊接 特
接 头的抗裂性能和冲击韧度效果 比较显著 ;由于熔敷金 属量减少 ,焊接接头 中氢含量有所下降 ,焊接接头 的应 力水平 和变形量也有所降低。
( ) 窄 间 隙埋 弧 焊 技 术难 点 为 了使 窄 问 隙埋 弧 焊 2
参磊 工热 工 加
维普资讯
i
窄间隙焊
直流正接窄间隙GMAW焊接简介
MIG直流正接?熔滴过渡不稳定? MIG直流正接?熔滴过渡不稳定? 前苏联、 哈尔滨锅炉厂和哈焊所、 前苏联 、 哈尔滨锅炉厂和哈焊所、 日本都通过实验证实在窄 间隙这一特殊环境中,直流正接电弧非常稳定,焊接时, 间隙这一特殊环境中,直流正接电弧非常稳定,焊接时,坡 口侧壁也产生电弧,熔合较好, 口侧壁也产生电弧,熔合较好,熔滴过渡由滴状变为喷射过 渡,形成凹形焊缝,成型良好,结晶裂纹倾向小,焊丝熔化 形成凹形焊缝,成型良好,结晶裂纹倾向小, 速度快,生产率比反极性提高50% 速度快,生产率比反极性提高50%。
窄间隙焊接的特征: (1)多数采用Ⅰ形坡口或坡口角度很小(0.5-7o)的U、 多数采用Ⅰ形坡口或坡口角度很小(0. V形坡口; (2)多层焊接; (3)自上而下的各层焊道数目相同(通常为1或2道); 自上而下的各层焊道数目相同(通常为1 (4)采用小或中等线能量进行焊接。
二.窄间隙焊接的优点和不足
超窄间隙焊接原理
这种方法对焊接电源和装配精度很高,现在没有用于实际生产 的报道。
参考资料
1.窄间隙焊接. [日]焊接学会方法委员会. 机械工业出 1.窄间隙焊接. [日]焊接学会方法委员会. 版社, 版社, 1988 2.项 峰,姚 舜.窄间隙焊接的应用现状和前景. Welding 2.项 窄间隙焊接的应用现状和前景. Technology. Vol 30, No 5,2001 3.胡存银,张富巨.窄间隙焊接的技术与经济特性分析. 3.胡存银,张富巨.窄间隙焊接的技术与经济特性分析. Welding Technology. Vol 30, No 2,2001 4.那雪冬.贴覆焊剂片超窄间隙焊. 4.那雪冬.贴覆焊剂片超窄间隙焊. 兰州理工大学硕士学位 论文,2004 论文,2004
窄间隙埋弧焊
窄间隙埋弧焊的坡口形式
三种坡口形式
窄间隙埋弧焊与传统埋弧焊坡 口形式对比
窄间隙埋弧焊的基本工艺方案
坡口宽度对成形的影响
窄间隙埋弧焊
窄间隙埋弧焊焊丝直径
窄间隙埋弧焊焊接电流
窄间隙埋弧焊焊接电压
窄间隙埋弧焊焊接速度
窄间隙埋弧焊焊接成形
与常规埋弧焊比较, 窄间隙埋弧焊适用的 的参数范围较小。焊 接电流,焊接电弧电 压与焊接速度应当匹 配恰当,当某一参数 变化时,其余两个参 数应当做相应的调整 ,以使得到满意的成 形。
窄间隙埋弧焊机头
(1)连接支架(2)送丝机 (3)扁平型导电嘴(4)焊
丝校正机构 (5)焊剂回收装置(6)焊
剂斗 (7)焊剂气动阀(8)焊剂输送
管 (9)焊剂吸抽嘴 (10)接缝横向跟踪侧面探头 (11)接缝垂直跟踪导轨 (12)电子发射器
窄间隙埋弧Байду номын сангаас工艺内容
坡口宽度与倾角 焊丝直径 焊丝至坡口侧壁间距 焊接电流 焊接电压 焊接速度
窄间隙埋弧焊(NGSA)技术工艺
宋焕平
窄间隙埋弧焊
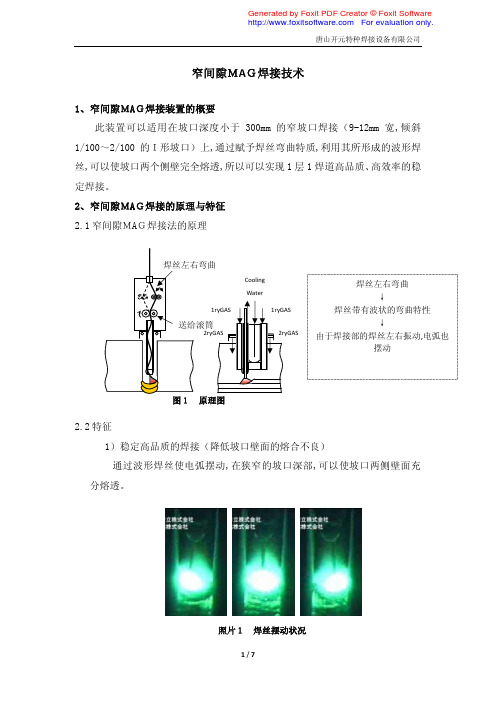
用于厚板对接接头的焊接,焊前焊件不开坡口或只开 小角坡口而留有窄而深的间隙,采用多层埋弧焊进行 焊接的高效率焊接方法。
窄间隙焊接是厚板焊接领域的一项先进技术。与普通 坡口的埋弧焊相比,窄间隙焊具有无可比拟的优越性 。如坡口窄、焊缝金属填充量少,可以节省大量的焊 材和焊接工时;由于窄间隙焊时热输入量较低,使焊 缝金属和热影响区的组织明显细化,从而提高其力学 性能,特别是塑性和韧性。
窄间隙MAG焊接介绍
31
······
······
2010 2011 2011 2011 2011
7/7
16
1
(广州)重型机器有限公司
焊接设备
2008 2009
17
中国第二重型机械集团
立向窄间隙焊接设备
2
2009
北京北重汽轮电机有限责任公 叶栅隔板窄间隙气体保
18
1
司
护焊
2010
东方电气集团东方汽轮机有限 叶栅隔板窄间隙气体保
19
2
公司
护焊
2009
10T(Φ2800)隔板窄间
隙深坡口气体保护焊接
成套设备
4、焊接应用实例: 4.1 厚壁管类轴类焊接
Hale Waihona Puke 3/74.2 厚壁容器焊接
Generated by Foxit PDF Creator © Foxit Software For evaluation only.
唐山开元特种焊接设备有限公司
4.3 锻压胎架窄间隙焊接
4/7
4.4 厚板罐体横向窄间隙焊接
Generated by Foxit PDF Creator © Foxit Software For evaluation only.
唐山开元特种焊接设备有限公司
4.5 厚板窄间隙立向焊接
5/7
Generated by Foxit PDF Creator © Foxit Software For evaluation only.
中冶京唐(唐山)精密锻造有限 压力机构件窄间隙 MAG
26
1
公司
焊接系统
窄间隙 MAG 自动焊接设
27
湖北三环锻压设备有限公司
埋弧焊焊接缝坡口的基本型式与尺寸

0~4
-
-
16~30
(20~40)
25
0~4
-
-
带钝边J形坡口
20~50
(6~12)
02
6~10
-
-
Y形坡口
10~24
50~80
0~2.5
5~8
-
-
需采用HD和TD保护熔池
10~30
40~80
0~2.5
6~10
-
-
允许后焊侧采用碳弧气刨清根
Y形带垫板坡口
10~30
40~60
2~5
2~5
-
-
Y形锁边坡口
UV形坡口
40~160
70~80
(5~10)
0~2.5
2~3
9~11
8~11
封底焊道允许采用任何明弧焊
窄间隙坡口
60~250
70~80
(1~3)
0~2
1.5~2.5
9~11
8~11
1)窄间隙坡口适用于首层焊一道,以后每层焊两道
2)内坡口侧采用任何明弧焊
I形坡口
6~14
-
0~2.5
-
-
-
δ>δ1封低焊道允许采用任何明弧焊
埋弧焊焊接缝坡口的基本型式与尺寸
名称
符号
工件厚度
δ/mm
焊缝形式
坡口形式
坡口尺寸/mm
说明
ɑ(β)/(º)
b
P
H
R
I形坡口
3~10
-
0~1
-
-
1~2
焊缝有效厚度值由设计确定
3~5
-
0~1
-
-
窄间隙GMAW(NG-GMAW)横向焊接概述

窄间隙GMAW(NG-GMAW)横向焊接概述1 窄间隙GMAW焊接技术1.1 窄间隙焊接1963年美国巴特尔(Battelle)研究所就提出了窄间隙焊接技术。
到1966年,窄间隙焊接(NGW, Narrow Gap Welding)这个词首次被使用,随后被大量使用在焊接文献中[1]。
窄间隙焊接是基于现有的弧焊技术,采用I型或U型小尺寸坡口,进行的多层单道或多层多道焊接[2]。
窄间隙焊接是对GMAW、GTAW、SAW、SMAW等焊接方法进行的特殊应用,基本的焊接原理、技术特性还是相同的。
与传统的焊接方法相比,窄间隙焊接有以下优势[3]:焊接材料与电能消耗减少;焊接接头的残余应力、残余变形减小;接头力学性能更好。
1.2 窄间隙GMAW特点窄间隙焊接方法在实际使用时主要是NG-GMAW(窄间隙熔化极气体保护焊)、NG-SAW (窄间隙埋弧焊)和NG-TIG(窄间隙钨极氩弧焊)这三种方法。
其中,NG-GMAW更具有应用优势和前景。
[4]NG-TIG 低无高能NG-GMAW 高无较高能NG-SAW 较高有一般不能在现有的各种窄间隙焊接技术中,综合评价认为NG-GMAW应是相对更优越的技术。
从焊接生产率上看,NG-GMAW与NG-SAW的生产效率差不多,但成倍地高于NG-TIG技术;从空间位置上看,NG-GMAW可以全位置焊接;其次NG-GMAW热输入范围宽且可很低,使得该技术可在无需采用特别技术如焊前预热、道间温度控制、焊后热处理等条件下,尤其适合低合金高强钢、超高强钢焊接[5]。
但是,在实际生产中窄间隙GMAW技术常常会遇到以下困难[6]:(1)侧壁熔合不良。
这个是窄间隙焊普遍存在的问题,由于窄间隙的坡口深而窄,电弧覆盖范围有限,对侧壁热输入量不足,容易产生熔合不良。
(2)气保护要求高。
为了保证焊接过程中始终有良好的气保护作用,需要气保护尽可能的靠近电弧。
(3)焊接飞溅对工艺稳定性影响大。
GMAW焊接过程中不可避免的会出现飞溅,一旦飞溅落到导电嘴、保护气通道、焊枪,容易造成焊接过程的不稳定,甚至是焊枪的损坏。
窄间隙双丝埋弧焊
特殊的导电嘴和送丝机构
4. 纵列双丝埋弧焊(TANDEM-ARC)
5. 纵列双丝-双弧埋弧焊(TANDEM-TWIN-ARC)
6.横列双丝埋弧焊
7.纵列双丝埋弧焊(TANDEM-ARC)
单熔池-最高的熔敷效率
多熔池-焊接速度受咬边限制 对气孔和裂纹有很强的抵抗能力 两个焊丝间的距离在10 mm 30 mm之间(太近电弧干扰剧烈,太远形成2个熔池) 时,两个电弧形成一个熔池、一个气泡,大于该范围时,形成两个熔池,两个气 泡。 导前电弧:采用较大的电流及较小的电压,目的在于保证足够的熔深。 后续电弧:采用较小的电流及较大的电压,目的在于使焊缝具有适当的熔宽,改 善焊缝成形,防止焊接缺陷(咬边、未熔合等)。
窄间隙1层2,适用于 150~300mm厚的工件, • 特点:易焊透,焊 渣易清除,工艺参数 允许范围大。而且由 于线能量小,焊缝具 有良好的韧性。
窄间隙1层3焊道, 适用于板厚>300mm 的工件
12.窄间隙埋弧焊的其它形式
清根量大 较大的坡口角度
板厚在40~80mm时,减少焊接时间明 显,坡口宽度在18~20mm以上时,采 用1层2焊道焊接
0.5Mo耐热钢
SA-204 SA-299
F8A4-EA2-A2 F8P4-EA2-A2 F9A2-EA3-A3 F9P0-EA3-A3
GB713-2008-15CrMoR GB713-2008-14Cr1MoR GB713-2008-12Cr2Mo1R GB150.2-12Cr2Mo1 GB150.2-12Cr2Mo1VR NB/T47008-12Cr2Mo1V F8P2-EB2-B2 F8P4-EB2-B2 (中国H08CrMoA) F9P2-EB3-B3 F9P4-EB3-B3 F9P2-EG-G F9P2-EG-G NB/T47008-12Cr3Mo1V F9P2-EG-G
窄间隙埋弧焊坡口形式和尺寸
摘要:根据焊件的壁厚、材质、机加工能力、焊件制造工艺流程,设计对应的窄间隙埋弧焊坡口形式及尺寸,其主要目的是在保证焊缝质量、方便施焊的前提下,尽量减少焊接填充量,提高生产效率,降低生产成本。
关键词:窄间隙埋弧焊;坡口形式;焊接工艺中图分类号:TG445文献标识码:B 文章编号:1001-2303(2009)08-0094-03第39卷第8期2009年8月Vol.39No.8Aug.2009Electric Welding Machine白金生,李伟武,段世新(中信重工机械股份有限责任公司焊接工艺研究所,河南洛阳471039)Exploration on joint configuration and dimensions in narrowgap welding with SAW processBAI Jin-sheng ,LI Wei-wu ,DUAN Shi-xin(CITIC HIC Welding Procedure Research Institute ,Luoyang 471039,China)Abstract :The design of joint configuration and dimensions for narrow gap welding with SAW process is based on wall thicknessand material of weldment ,availability of machining facilities ,and manufacturing procedure so as to reduce quantity of filler metal ,heighten efficiency and lower cost of production ,while ranking the consideration to ensure weld quality and benefit welding operation at top of the design.Key words :narrow gap welding with SAW ;joint configuration ;welding precess收稿日期:2009-03-30作者简介:白金生(1957—),男,河南洛阳人,工程师,主要从事焊接工艺研究与开发,获国家专利两项,河南省部级科技进步奖3项。
窄间隙焊
Thanks
国内的应用主要以窄间隙埋弧焊为主,并且我国的窄间隙焊接研究多 开展在高校,因此实际应用的较少。实际应用多集中在锅炉厂和造船 厂,如哈尔滨锅炉厂,渤船重、武汉造船厂等。
我国目前主要是应用粗丝大电流NG-SAW, NG-GMAW等其它方法 应用很少。Why?
1)埋弧焊对焊丝在坡口内作用位置的不敏感,工艺规范区间宽,粗 丝大电流,侧壁熔合好,工艺可靠性高,无飞溅。
五.超窄间隙焊接简介
坡口间隙5mm以下,当间隙小于4mm时侧壁熔合问题不 突出
优点:坡口面积更小,单道焊接,效率更高,线能量更 低,热影响区小(1mm)
存在问题: 1. 气、水、电的导入 2. 侧壁打弧问题
1. 侧壁贴焊剂片法:
间隙3.5mm 兰州理工大学那冬雪等人开发,在坡口的两侧壁上贴覆焊剂片,焊剂片 的成分主要以大理石和萤石为主,焊剂片熔点高,导电性差,可以抑制 电弧沿侧壁攀升。但这种方法由于焊剂片的制造和贴覆不方便,且容易 产生夹渣,气孔,不适用于实际生产。
双丝或多丝: 焊枪特殊,坡口间隙大;
旋转射流过渡:工艺区间小,难以控制;
磁控电弧摆动:只适用于NG-TIG;
电弧高速旋转:焊枪相对简单小巧,工艺性好,是一种比较好的方式, 但焊丝对保护气的扰动较大,需两重保护气。
两种常用的窄间隙焊接形式
焊钢 细丝小电流窄间隙焊接:低热输入窄间隙焊接,焊丝直径
不足: 在狭窄坡口内的气、丝、水、电的导入困难,焊枪复杂,加工精度高、难
度大,通用性不强 由于电弧轴向与侧壁夹角很小,容易导致侧壁未熔合,这是窄间隙焊接关
键问题 焊丝对中要求高,对中不好,几乎不能进行焊接 窄间隙焊缝往往由几十层焊道形成,一层有缺陷,返修很困难 焊接规范区间较窄,焊接过程抗干扰性差,飞溅对焊接过程影响严重 ; 在侧壁的拘束下容易产生热裂纹,尤其是第一道焊缝产生的几率最大
浅谈I形坡口、Y形坡口窄间隙埋弧自动焊工艺研讨
有 :“ 选用 的焊 条 、焊 丝 及 焊 剂 与钢 材 焊 接 后 , 其熔 敷 金属 的屈 服强 度 、极 限强度 、延伸率 及冲 击 韧性 应高 于母 材 的机械 性 能 ”或 类似 要求 。换 言之 即是 :焊接 接头 的力 学性 能和 工 艺性 能应高
于 母材 金属 。钢 材 的冲击 韧 性 、时效 冲击性 能 与 其 化学 成分 中有 害元 素硫 、磷 的含 量 是有一 定 关
在 施工 前考 虑焊 接准 备 时 ,焊接 材料 的选 用 、焊 接 坡 口的设计选 择应 审慎 研 讨 。我们 学 习查 阅 了 “ B T 7 9 2 0 《 制 压力 容器 焊接 规程 》标 J /4 0- 00 钢
准 释义 ”的相关 释义 。 我 国焊 条 、焊剂 、药 芯焊 丝标 准大 都等 效采
焊 时 , 一道 完成 , 面焊 时 正反各 焊一 道பைடு நூலகம் 成 。 焊 双 单 面 焊 : 6 =2 1mm; 双 面 焊 : 6 x2 mm。 a 0 = 随着 焊 件 板 厚增 加 ,I 坡 口便满 足 不 了焊 接 要 形 求, 应采用 Y形 坡 口, 是 I 就 形坡 口加 V 形坡 口, 对 于双 面焊 来 说 ,其 6 = 6 3 mm。 ”还可 以再加
采 用 中 国标准 编 号
程度 G /93 BT 8
—
王 磊
张 国华
钢 制焊 接 结构 产 品的基 础 质量 是其 焊接 接 头 的使 用 性 能和焊 接 缺 陷 。钢 桥 结构 是 由母材 ( 主 体钢 材 )和 焊接 接 头构 成 的 ,焊接 接 头 的使 用 性
讨迫在 眉 睫 。
Q 2 q均 分 为 c、D、E逐 级 升 高 的 三 个 级 别 , 4O 从 标 准 中 611 钢 的 牌 号 和 化 学 成 分 ( 炼 . 款 . 熔
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊丝到坡口壁距离为3.5~4mm。焊枪最大偏摆角度为±60,通过绘图可知坡口最小开口宽度为21mm(如图二所示)。
2.4根部R值
单丝焊:R=B/2±1=10~11mm。双丝焊:R=12。
2.5钝边:4mm
3
3.1
图三图四图五
3.2
3.3
4
H
B
R
400Biblioteka 361239036
12
380
前言
本标准主要内容包括我公司的窄间隙埋弧自动焊的三种坡口形式和坡口的四个基本参数(厚度H、开口宽度B、根部R值、钝边)。
由于国家暂无标准窄间隙埋弧自动焊焊接坡口形式标准。本标准主要目地是给设计部门提供设计依据,给焊接工艺编制、焊材计算、工时制定提供依据,规范我公司窄间隙埋弧自动焊焊接坡口形式。
本标准由技术部提出。
36
12
370
35
12
360
35
12
350
35
12
340
35
12
330
34
12
320
34
12
310
34
12
300
33
12
290
33
12
280
33
12
270
33
12
260
32
12
250
32
11
240
32
11
230
32
11
220
31
11
210
31
11
200
31
11
190
28
11
180
28
11
170
27
11
本标准起草单位:
本标准起草人:
本标准为首次发布。
窄间隙埋弧自动焊坡口形式
1
本标准规定了窄间隙埋弧焊在不同焊接条件下、不同直径、不同加工方法、不同尺寸精度设计产品、选择窄间隙埋弧焊坡口的原则。
本标准适用于我公司所有适用窄间隙埋弧焊的产品。
2
2.
对于我公司的窄间隙坡口有四个基本参数:厚度
图一图二
2.2
160
27
11
150
27
11
140
26
11
130
26
11
120
26
11
注:
(1)窄间隙埋弧自动焊的焊接坡口形式与尺寸的设计与设备的焊枪厚度、宽度、摆动角度、单丝双丝、焊丝直径、加工工艺流程、工件刚性、工件直径、预热温度、工作环境、焊接规范等均有关系。应此,坡口设计时需综合分析方可达到理想的效果。
(2)窄间隙埋弧自动焊焊接坡口设计时要与焊接工艺和加工工艺沟通后确定。