《生产与运作管理》计算题解析
生产运作管理习题课答案解析

1.A :0.25×90+0.1×80+0.25×90+0.2×90+0.2×90=89 B :0.25×95+0.1×75+0.25×80+0.2×85+0.2×80=84.25 C :0.25×80+0.1×95+0.25×80+0.2×80+0.2×80=81.5所以选择A 方案 2. 解:(1)1660202Q 470T R ⨯-===效(分/件)(2)A A eA t 4S 2,S 2R 2====;B eB 3S 1.5,S 22===;C eC 5S 2.5S 32===,。
所以,A 、B 、C 三工序所需设备数分别为:2、2、3。
A A eA S 2K 1S 2===,B 1.5K 0.752==,C 2.5K 0.833==,所以三道工序设备负荷系数分别为:1,0.75,0.83。
整条流水线的负荷率为:mii=1meii=1S 21.5 2.5K=0.86223S++==++∑∑3.全年有效工作时间为240×8×2×60×90%=207360(分钟) 节拍等于207360÷36000=5.76(分钟)因 5.5分钟一个节拍,故最高产量为207360÷5.5=37702(件),则废品数量为37702—36000=1702(件)。
废品率=1702÷37702=4.51%。
这里的废品率是以实际产量为基准计算的。
4.解:生产比倒数法1)根据A 、B 、C 的产量,A 、B 、C 的生产比例为:X A :X B :X C =4:3:2,则一个循环流程的总产量是9。
2)计算生产比例数,设各种产品生产比例数为:m A =1/4,m B =1/3,m C =1/2。
逻辑顺序法1)进行基本逻辑分析根据A 、B 、C 的产量,A 、B 、C 的生产比例为:X A :X B :X C =4:3:2,则一个循环流程的总产量是9。
生产与运作管理课后答案
∙自我测试∙模拟试题∙分章练习∙典型例题一、单选题(每小题2分,共20分)1.以下哪个条件要求厂址应该接近消费市场?( )A.原料易变质 B.原料笨重 C.产品运输不便D.原料运输不便2.事件时差是()A.最悲观时间和最乐观时间之差 B.结束时间和开始时间之差C.事件最迟时间和最早时间之差 D.以上都不是。
3.按照生产要素密集程度和与顾客接触程度划分,医院是()A.大量资本密集服务 B.大量劳动密集服务C.专业资本密集服务 D.专业劳动密集服务 E.以上都不是4.以下哪一条是项目的特点?A.一次性 B.重复 C.产出是标准的D.重复性工作多 E.风险小。
5.当供不应求时,会出现下述情况()A.供方之间竞争激化 B.价格下跌C.出现回扣现象 D.产量减少6.下述哪项不属于制造企业的库存?A.原材料 B.产成品 C.在制品 D.库存记录7.按工艺专业化原则建立生产单位,优点是()A.生产系统可靠性高 B.可采用专用高效设备C.缩短生产周期 D.简化管理工作8.下述哪项不属于维持库存费?A.物料费用 B.运输费 C.保险费D.被盗损失 E.仓储设施折旧9.汽车装配宜采用()A.流水线布置 B.固定位置布置C.功能布置 D.以上都不10.固定量库存系统的基本模型不包括下述哪项假设?A.一次订货费或调整准备费是常量 B.根据平均库存计算维持库存费C.库存回报是库存的减函数 D.提前期为常量E.需求率均匀且为常量二、简答题(每小题8分,共40分)1.对制造业中的大量大批生产运作和单件小批生产运作各举一例,并说明其特点。
2.什么是基于时间的竞争?它对生产运作管理有什么要求?3.什么是并行工程?其主要思想和特点是什么?4.MRP的基本思想是什么?为什么需要且围绕物料转化组织生产?5.精细生产的基本思想是什么?三、计算题(每小题10分,共40分)1、根据生产的需要,某企业每年以20元的单价购入一种零件4,000件。
生产与运作管理第4版课后习题参考答案机工版

5
平均
13 13.2 25 24 7 5.4 12 10.2 13 14.2
3.解: 本题考察学生对抽样法建立标准时间的掌握程度。 根据这样的条件,可以计算出标准时间: 7 u 8 u 400 y 500 u 90% u (1 10%) 0.443 小时。
4. 解:该题目也是考察抽样法建立标准时间的。 计算如下:
教师要提示学生,如下几点:
1)装配线平衡中对不同工序进行组合时,不能破坏原来工序的先后顺序关系,也就是说,进入前面工 作地的工序要比后面工作地的工序先完成。
2)装配线平衡结果不是唯一的,可以有很多不同结果。 3)装配线平衡效果可以用一定的平衡标准来衡量(如书中的时间损失系数,平滑系数等)
该题目的时间损失系数为:13.2% 7.
1.0
A
C
0.4 D
0.6
0.4
0.4
E
G
H
0.9
0.6
0.7
F
I
J
1.0
0.4
K
M
(2)计算节拍:
r
Fe N
8 u 60 30 220 /(10 2%)
2.0045 | 2 (分钟)
(3)计算最小工作地数目:
S min
¦ ª
«
ti
º »
«¬ r »¼
ª0.4 1.5 1.0 0.4 0.6 0.9 0.4 0.4 0.6 0.7 1.0 0.4 º
的办法得到的,该题目的计算过程如下:
根据专家打分与各个因素的权重可计算三个备选方案的评分:
ª0.154º
««0.077»»
««0.085»»
B
>R@3u10 >W @10u1
生产与运作管理的计算题
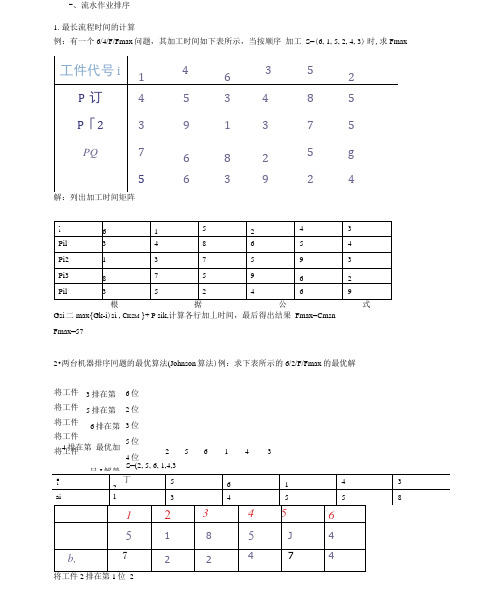
-、流水作业排序1. 最长流程时间的计算例:有一个6/4/F/Fmax 问题,其加工时间如下表所示,当按顺序 加工 S=(6, 1, 5, 2, 4, 3) 时,求Fmax工件代号i 14 6 35 2 P 订 4 5 3 4 8 5 P 「23 9 1 3 7 5 PQ7 6 8 2 5 g563924解:列出加工时间矩阵根 据 公式Gsi 二max{Gk-i )si , C KSM }+ P sik,计算各行加丄时间,最后得出结果 Fmax=CmsnFmax=572•两台机器排序冋题的最优算法(Johnson 算法)例:求下表所示的6/2/F/Fmax 的最优解将工件2排在第1位 2将工件 将工件 将工件将工件将工件 3排在第 5排在第 6排在第 4排在第 最优加6位2位 3位5位4位2 56 1 4 S=(2, 5, 6, 1,4,33由上表可计算出,Fmax =283.—般n/m/F/Fmax问题的最优算法(一)Palmar算法(入i二刀[k-(m+l)/2]P ik k二1, 2,…,m按入i不增的顺序排列」】件)例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用Palmar求解.解:入i二刀[k-(3+l)/2]P ik , k=l,2 , 3入i二-Pil+ Pi3于是,入1=-PU+ P13 =-1+4=3入2二-P21+ P23 =2+5二3入3二-P31+ P33 =-6+8=2入4二-P41+ P43 =-3+2二T按入i不增的顺序排列工件,得到加工顺序(1, 2, 3, 4)和(2, 1, 3, 4 ),经计算,二者都是最优顺序,Fmax=28(二)关键工件法例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用关键工件法求解.3■ ■Pa Pit 24解:由上表可知,力口 u工时间最长的是3号工件,Pil<=Pi3的工件为1和2,按Pil不减的顺序排成Sa=(l,2),Pil>Pi3 的工件为4号工件,Sb= (4),这样得到加工顺序为(1,2, 3,4 )。
生产运作管理计算题及答案
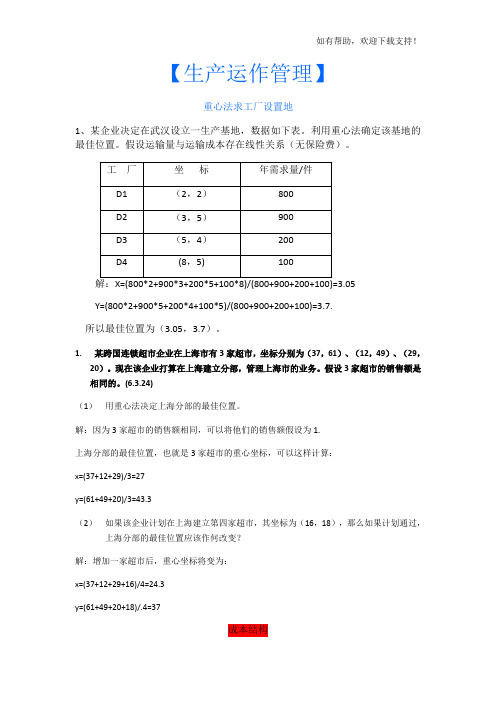
【生产运作管理】重心法求工厂设置地1、某企业决定在武汉设立一生产基地,数据如下表。
利用重心法确定该基地的最佳位置。
假设运输量与运输成本存在线性关系(无保险费)。
工厂坐标年需求量/件D1 (2,2)800D2 (3,5)900D3 (5,4)200D4 (8,5) 100解:X=(800*2+900*3+200*5+100*8)/(800+900+200+100)=3.05Y=(800*2+900*5+200*4+100*5)/(800+900+200+100)=3.7.所以最佳位置为(3.05,3.7)。
1.某跨国连锁超市企业在上海市有3家超市,坐标分别为(37,61)、(12,49)、(29,20)。
现在该企业打算在上海建立分部,管理上海市的业务。
假设3家超市的销售额是相同的。
(6.3.24)(1)用重心法决定上海分部的最佳位置。
解:因为3家超市的销售额相同,可以将他们的销售额假设为1.上海分部的最佳位置,也就是3家超市的重心坐标,可以这样计算:x=(37+12+29)/3=27y=(61+49+20)/3=43.3(2)如果该企业计划在上海建立第四家超市,其坐标为(16,18),那么如果计划通过,上海分部的最佳位置应该作何改变?解:增加一家超市后,重心坐标将变为:x=(37+12+29+16)/4=24.3y=(61+49+20+18)/.4=37成本结构1、某商店销售服装,每月平均销售400件,单价180元/件,每次订购费用100元,单件年库存保管费用是单价的20%,为了减少订货次数,现在每次订货量是800件。
试分析:(1)该服装现在的年库存总成本是多少?(15000元)(2)经济订货批量(EOQ )是多少?(163件) (1)总成本=(800/2)*180*20%+(400*12/800)*100=15000元 (2)EOQ =HDS 2=800/)12*400(100*12*400*2=163件(3)EOQ 总成本=(163/2)*180*20%+(400*12/163)*100=5879元 (4)年节约额=15000-5879=9121元 节约幅度=(9124/15000)*100%=60.81%2、某食品厂每年需要采购3000吨面粉用于生产,每次采购订货手续费为300元,每吨产品的年库存成本为20元,请计算该食品厂采购面粉的经济订货批量EOQ 。
生产与运作管理的计算题
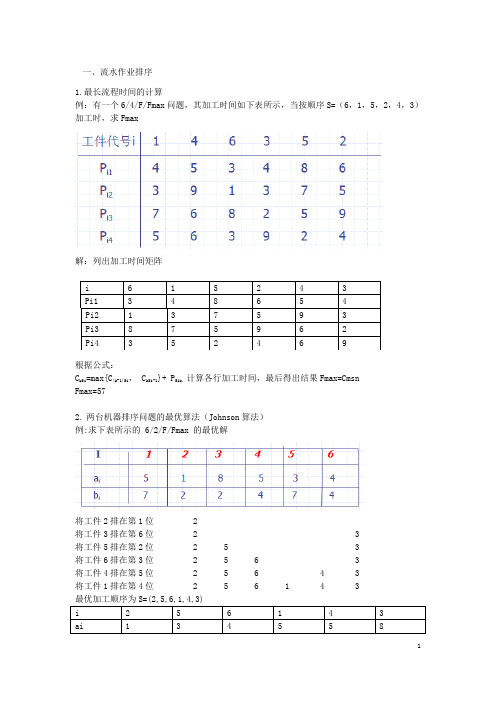
一、流水作业排序1.最长流程时间的计算例:有一个6/4/F/Fmax问题,其加工时间如下表所示,当按顺序S=(6,1,5,2,4,3)加工时,求Fmax解:列出加工时间矩阵i 6 1 5 2 4 3Pi1 3 4 8 6 5 4Pi2 1 3 7 5 9 3Pi3 8 7 5 9 6 2Pi4 3 5 2 4 6 9根据公式:C kSi=max{C(k-1)Si, C kSi-1}+ P Sik,计算各行加工时间,最后得出结果Fmax=CmsnFmax=572.两台机器排序问题的最优算法(Johnson算法)例:求下表所示的 6/2/F/Fmax 的最优解将工件2排在第1位 2将工件3排在第6位 2 3将工件5排在第2位 2 5 3将工件6排在第3位 2 5 6 3将工件4排在第5位 2 5 6 4 3将工件1排在第4位 2 5 6 1 4 3i 2 5 6 1 4 3ai 1 3 4 5 5 8bi 2 7 4 7 4 2由上表可计算出, Fmax =283. 一般n/m/F/Fmax 问题的最优算法(一)Palmar 算法(λi= ∑ [k-(m+1)/2]P ik k=1,2,…,m 按λi 不增的顺序排列工件 ) 例:有一个4/3/F/Fmax 问题,其加工时间如下表所示,用Palmar 求解.解:λi= ∑ [k-(3+1)/2]P ik ,k=1,2,3λi=-Pi1+Pi3于是,λ1=-P11+P13 =-1+4=3 λ2=-P21+P23 ==2+5=3 λ3=-P31+P33 =-6+8=2 λ4=-P41+P43 =-3+2=-1按λi 不增的顺序排列工件 ,得到加工顺序(1,2,3,4)和(2,1,3,4),经计算,二者都是最优顺序,Fmax=28 (二)关键工件法例:有一个4/3/F/Fmax 问题,其加工时间如下表所示,用关键工件法求解.解:由上表可知,加工时间最长的是3号工件,Pi1<=Pi3的工件为1和2,按Pi1不减的顺序排成Sa=(1,2),Pi1>Pi3的工件为4号工件,Sb=(4),这样得到加工顺序为(1,2,3,4)。
国家开放大学电大专科《生产与运作管理》2024-2025期末试题及答案
国家开放大学电大《生产与运作管理》2024-2025期末试题及答案(试卷代号:2617)盗传必究一、单项选择题(每个小题2分.共20分)1.将大致相同类型的设备相对集中地摆放在一起,形成一个群体,对产品进行相同和相似的加工。
这种设备布置称为()oA.产品导向布置形式B.工艺导向布置形式C.流水线布置形式D.混合式的设备布置形式2.在组织生产与运作过程时,要把()放在首位。
A.综合性B.目标性C.连续性D.平行性3.生产调度工作的主要依据是()。
A.主生产计划B.生产能力C.生产作业计划D.生产计划4.在设备管理中,可靠性标志着机器在其整个使用周期内保持所需质量指标的()oA.特征B.性能C.完好性D.能力5.考虑采取各种技术组织措施,进行技术改造后,企业或主管部门确定的生产能力()oA.设计生产能力B.计划生产能力C.应变生产能力D.查定生产能力6.以渠道顾客订单为前提的订单物流模式是()。
A.戴尔模式B.丰田模式C.海尔模式D.日立模式7.六西格玛管理的设计目标是:在生产过程中降低产品及流程的()。
A.缺陷次数B.波动性C.缺陷概率D.波动概率8.确定企业每一具体最终产品在每一具体时间段应生产数量,它是综合生产计划分解和细化,其时间段一般定为一周,有时定为日、旬、月,根据具体情况而定的生产计划为()oA.产量计划B.生产作业计划C.物料需求计划D.主生产计划9.清扫过程是一个()的过程。
A.划分辖区B.发现问题C.分清责任D.清点10.利用ABC管理法对库存进行管理时,对于A类物资,应当实行的控制方式是()oA.定量订购B.定期订购C.随机订购D.经济订购二、多项选择题(每小题2分,共10分)11 .订货生产型与补充存货型比较,属于补充存货型生产类型的特点主要有()oA.标准产品B.以通用设备加工为主C.价格事先确定D.对产品需求基本无法预测E.生产与运作管理难度相对小一些12.实施MRPII三个主要阶段有()oA.前期工作B.系统平衡C.决策工作D.设备改造E.实施13.敏捷制造体系结构的要素有()。
(完整word版)生产与运作管理的计算题.docx

一、流水作业排序1.最长流程时间的计算例:有一个6/4/F/Fmax 问题,其加工时间如下表所示,当按顺序S=( 6, 1, 5, 2, 4, 3)加工时,求Fmax解:列出加工时间矩阵i615243Pi1348654Pi2137593Pi3875962Pi4352469根据公式:C kSi =max{C(k-1)Si, C kSi-1 }+ P Sik,计算各行加工时间,最后得出结果 Fmax=CmsnFmax=572.两台机器排序问题的最优算法( Johnson 算法)例:求下表所示的 6/2/F/Fmax 的最优解将工件 2 排在第 1 位2将工件 3 排在第 6 位23将工件 5 排在第 2 位253将工件 6 排在第 3 位2563将工件 4 排在第 5 位25643将工件 1 排在第 4 位256143最优加工顺序为S=(2,5,6,1,4,3)i256143ai134558bi274742由上表可算出,Fmax =283. 一般 n/m/F/Fmax 的最算法( 一 )Palmar 算法(λ i=∑ [k-(m+1)/2]P ik k=1,2,⋯,m按λ i不增的序排列工件)例:有一个 4/3/F/Fmax, 其加工如下表所示 , 用 Palmar 求解 .解:λ i=∑ [k-(3+1)/2]P ik,k=1,2,3λi=-Pi1+Pi3于是,λ 1=-P11+P13 =-1+4=3λ2=-P21+P23 ==2+5=3λ3=-P31+P33 =-6+8=2λ4=-P41+P43 =-3+2=-1按λ i不增的序排列工件,得到加工序(1, 2, 3, 4)和( 2,1,3,4),算,二者都是最序,Fmax=28( 二 ) 关工件法例 : 有一个 4/3/F/Fmax, 其加工如下表所示, 用关工件法求解.解:由上表可知,加工最的是 3 号工件, Pi1<=Pi3 的工件 1 和 2,按 Pi1 不减的序排成 Sa=(1,2),Pi1>Pi3 的工件 4 号工件,Sb=(4), 得到加工序( 1,2,3,4 )。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工序间流动在制品占用量定额Z3(又称周转在制品)
指在间断流水线中,在规定的间隔期内,为了保证相邻两 工序或生产线正常工作而在它们之间设置的储备量标准。
Z3max=(T同×S上)/t上-(T同×S下)/t下
式中,T同:相邻两工序的同时工作时间 S上、S下:上、下道工序的工作地数目 t上、t下:上、下道工序的单件加工时间
时间
2
平行顺序移动方式
工序
t1
t2
t3
具体作法是:当ti<ti+1时, 零件按平行移动方式转移; 当ti≥ti+1时,以i工序最后 一个零件的完工时间为基准, 往前推移(n-1)ti+1,作 为零件在(i+1)工序的开 始加工时间。
t4
T平顺
时间
T平顺=
n ti (n 1) min t j , t j 1
计划期代表产品的产量=2000+1875×32/40+1857×28/40 =2000+1500+1300=4800件 代表产品A的节拍=24000/4800=5分/件 产品B的节拍=5×32/40 =4分/件 =3.5分/件 产品C的节拍=5×28/40
4
混合流水线的节拍.
F
r : 混合流水线的平均节拍 F:计划期的作业时间 Ni:计划期各种产品的计划产量 P:品种数
i 1 j 1
m
m1
本例中,T平顺=4×(10+5+20+10)-(4-1)×(5+5+10)=120 (分钟)
3
多品种流水线就是在一条流水线上生产两种或两种以上的产 品(零件)。它有两种形式:可变流水线和混合流水线。
一、节拍的计算
可变流水线各种产品的生产节拍。 代表产品法 例:设可变流水线上生产A、B、C三种产品,其计划月产量 分别为2000、1875、1857件,每种产品在流水线上各工 序单件作业时间之和分别为40、32、28分,流水线按两 班制工作,每月有效工作时间为24000分。现选A为代表 产品,则
6
产品 ①
计划 产量 ②
单位产品 台时定额 ③
换算 系数 ④ =③/50
换算 代表产品 量⑤ =④×②
比重⑥ =⑤/Σ⑤
生产能力(换算 为具体产品的生产能 力,即生产各种计划 产品的生产能力) ⑦=PCB× ⑥÷④
A B C
280 400 220
45 50 55
0.9 1 1.1
252 400 242 Σ⑤=894
假定产品 PC ⑥=Fe× n /⑤
生产各种计划 产品的生产能 力PCi ⑦=⑥×③ 214 111 149
A B C
200 100 140
0.33 0.17 0.23
100 60 100 98
650
14 4553 98
D
160
Σ②=600
0.27
120
176
已知Fe=4553小时,n=14台
9
例:某厂铣床组有铣床14台,每台铣床的全年有效工时为 4553小时,加工A、B、C、D四种产品,计划产量分别为 200、100、140、160台,单位产品台时定额分别为100、 60、100、120,用假定产品法计算铣床组的生产能力。
8
产品 ①
计划 产量 ②
产量 比重 ③
单位产品 台时定额 ④
假定产品 台时定额 ⑤=Σ(③×④)
T顺
t4
时间
顺序移动方式的优点是管理方便,缺点是时间最长。
1
平行移动方式
T平=
t
i 1
m
i
(n 1)t1
t1:最长的单件工序时间
工序
t1 t2
t3 t4 T平
本例中,T平=(10+5+20+10)+(4-1)×20=105 (分钟) 平行移动方式的优点是时间最短,缺点是工(台)时利用率 较低,运输量较大。
28.19% 44.74% 26
已知Fe=4648小时(单位设备年有效工作时间),设备数为10台 选B为代表产品,以代表产品为对象表示的生产能力
PCB
10 4648 930 50
7
假定产品法(在多品种生产企业里,产品的结构,工艺、
劳动量差别很大,难以确定代表产品,这时可采用假定产品 法,假定产品是按各种具体产品工作量比重构成的一种实际 上不存在的产品。)
四、生产过程的时间组织
零件在加工过程中的移动方式
顺序移动方式
一批零件的加工周期T顺(Torder)为:
T顺 n ti
i 1
m
t1
t2
t3
n:零件加工批量 ti:第i工序的单件工序时间 m:零件加工的工序数 如图所示,n=4,t1=10分钟,t2=5 分钟 t3=20分钟 t4=10分钟,则 T顺=4×(10+5+20+10)=180(分 钟)
30 60 90 12 24 36 48 60 72 84 90 18 36 54 42 30 18 6 0
在制品
流动在制品占用量从0→最大值→0周而复始地循环变化。
11
生产提前期(提前期Lead
Time—LT) 指产品(毛坯、零件、部件)在各车间投入或出产的时 间比成品出产的日期应提前的天数,前者称投入提前期, 用T投表示,后者称出产提前期,用T出表示。 成品出产日期是计算提前期的起点。 前后车间生产批量相等,生产间隔期也相等。 车间投入提前期=本车间出产提前期+本车间生产周期 车间出产提前期=后车间投入提前期+本车间保险期 前后车间生产批量不等,生产间隔期不等(成简单倍数关系) 车间投入LT=本车间出产LT+本车间生产周期 车间出产LT=后车间投入LT+本车间保险期+(本车间生产间隔 期-后车间生产间隔期)
r=
Ni
i 1
p
二.混合流水线的平衡问题
计算流水线上需要的最少工作地数
N
Smin=
i 1
P
i
Ti
r Ni
i 1
P
5
四、生产能力
概念: 指企业的设施在一定时期(年、季、月)内,在先进合理的技 术组织条件下所能生产一定种类产品的最大数量。 生产能力有设计能力、查定能力和现实能力之分。 计算 设备组加工单一制品的情况 PC=(设备台数×生产时间)/每件产品所消耗的台时数 设备组加工多个制品的情况 代表产品法(适于品种数少的大批生产) 代表产品是结构与工艺有代表性,且产量与劳动量乘积最大的产品。 例:某厂车床组有车床10台,每台车床有效工时有4648小时,在 车床上加工 A、B、C三种产品,其计划产量分别是280、400、 220台,单位产品台时定额分别为45、50、55,试用代表产品 法计算车床组生产能力。
10
例:某流水线中A、B为前后相邻两工序,前工序A,后工序 B,Ta=2分,Tb=5分,A、B都只一个工作地,流水线的计 划节拍为5分钟,工作班有效工作时间为7.5小时,两工序间 的流动在制品占用量在一个工作班内的变化如下表所示:
项目 时间 (小时) 1 2 3 4 5 6 7 7.5
A工序生产量 B工序生产量 两工序间流动