家具厂各种制程作业检验标准
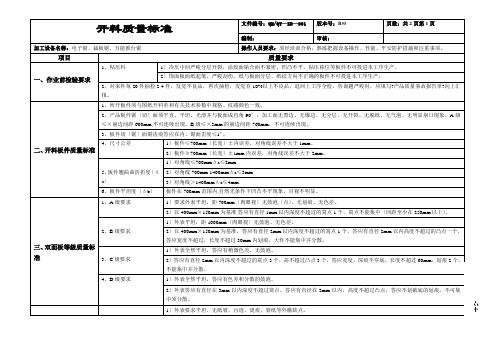
板式家具工序质量标准及检验规范
4—8 件 2—4 件 3—5 件
质检员 操作者 车间治理人员
检验方法: 工具测量、 目视
检验中发觉有一个或一个以上的 不良品时
管监督生产部及时返工处理。
停送下工序,由操作者自行全检,不良 品马上进行处理,完全合格前方可送下
每 50 件之间
3—8 件
质检员
一工序。
封边质量标准
文件编号:QM/QY—ZB—007 版本号:B/0
1〕板件≤700mm〔长宽〕±内误差,对角线误差不大于 1mm。 2〕板件≧700mm〔长宽〕±1mm 内误差,对角线误差不大于 2mm。
1〕对角线≤700mmΔa≤2mm
5、板件翘曲曲折折度〔Δ 2〕对角线 700mm-1400mmΔa≤3mm
a〕
3〕对角线>1400mmΔa≤4mm
6、板件平坦度〔Δb〕 板件在 700mm 范围内,自然光条件下凹凸不平现象,目视不明显。
三、细节质量〔碰伤〕 1、A 级面不答应碰伤。
标准
2、B 级面≤2×2mm 的伤痕,但可修复。
3、C 级不见光板件≤5×5mm 挂伤,但可修复。
四、产品〔板件〕码 放、防护要求
1、所有加工板件,不能直截了当接触地面,要求叠放在地台板上。 2、堆叠板面〔特注重双面板件〕叠面不能有任何易刮〔划〕伤外表的硬剩余物,要有垫条隔开,严禁面与面直截了当堆叠,以免板与板面互刮磨损。 3、产品〔板件〕要求不能堆〔停〕放在易受潮的地点。
5〕要求外表层的用板整块无接口、接合面〔端头〕双面涂胶,并对接合口用 U 型钉进行固定,骨料层与层接口必须错开。
二、粘压质量标准
6〕要求压面平展,接口密缝,无分层,外表纸无划〔刮〕伤、崩裂、压破、凹凸现象,双面板外表不可有钉孔。 7〕压料厚度答应比成品板件的厚度大以内,二次开料长宽度误差±1mm。
软体家具制程检验标准
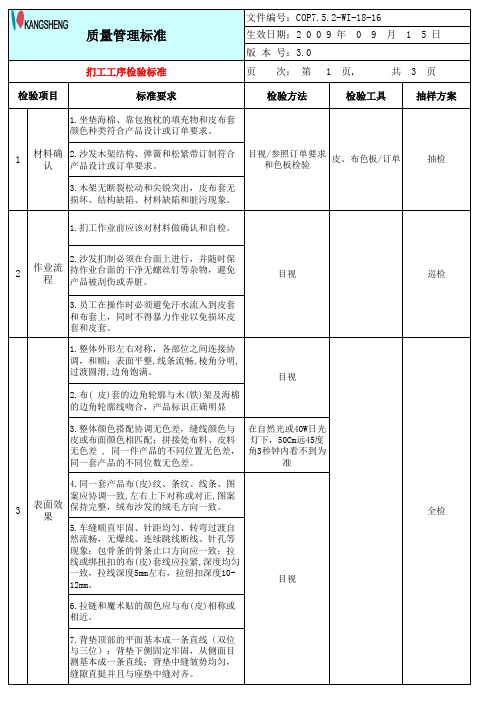
质量管理标准
扪工工序检验标准 检验项目 标准要求
1.坐垫海棉、靠包抱枕的填充物和皮布套 颜色种类符合产品设计或订单要求。
生效日期:2 0 0 9 年 版 本 号:3.0 页 次: 第 检验方法 1 页,
0
9
月
1
5 日
共
3
页 抽样方案
松紧带订制符合 产品设计或订单要求。 认
2.沙发脚或脚架安装端正对称,无破损、
试组装/拼位检验
平台
全检
卷尺测量 卷尺 测量靠背间、坐垫 间和扶手间的对角 线尺寸差异 水平检验台上放 置,用塞规检测不 平的一只脚离检验 台的距离
3.过平台检验沙发整体着地平稳度≦2mm
塞规/测试平台 抽检
7
尺寸结 构性能
4.以沙发的一个角为受力点抬起沙发,底 架没有变形和松动感。 5.同件或同套沙发的座位间座感一致无异 响,无座到木方的现象;因结构差异,允 许贵妃位、脚踏同正常位间有轻微的软硬 差异。 6.沙发内部不得有螺丝刀、螺丝钉等异 物,座垫、扶手和靠背的缝隙内不得有枪 钉、螺丝等容易伤手的异物。
全检
目视
文件编号:COP7.5.2-WI-18-16
质量管理标准
扪工工序检验标准
8.内胆开松棉要求边角到位,分布均匀, 整体平整,无凹凸感,内胆不可以呈块 状;内胆表面的喷胶棉要求平坦,均匀, 杜绝翻边,卷边现象。 9.三位和双位的座平面要求平整,垫子之 间要求紧贴,缝线直挺并且外露均匀;外 沿缝线从侧面目测基本成一条直线,两边 垫子缝线的两头不得向下弯曲,缝线的下 口不得起皱。 10.座垫正面的两侧与扶手的连接要求贴合 自然无空隙,座底前口与扶手前面平齐, 座口基本成一条直线;座后不得露底布和 海棉。 11.座垫前口缝线与座底下口垂直,杜绝倾 斜现象;座垫下口包布或皮要求平整,挺 阔,杜绝起水波皱的现象。 12.扶手前封的缝线与木架边齐平,前封内 侧缝线要求上下笔直,内侧的边衬皮和拉 表面效 手布要求拉紧并且固定牢固;前封皮下的 果 海绵要求明朗,挺阔,不得有尖锐物,杜 绝起皱现象。 13.手垫,背垫和边封的合缝要求缝合牢 固,杜绝裂开,跳针现象;手垫和背垫正 面连接和协自然,无空缺凹陷感;边封面 要求粘合平整,牢固,杜绝脱胶现象。 14.扶手内的海棉和喷胶棉边角到位,分布 均匀,整体平整,杜绝有空缺,起球,重 叠呈块状等现象。 15.真皮不得有破损、发霉、疤痕、褶皱、 开裂、脱色、网状血筋和底筋等严重不良 现象;仿皮表面不允许有开裂、气泡,破 烂,脏污,脱色,染色和起皱分层等严重 不良现象。 16.布类表面无连续抽纱、严重折皱、破烂 脏污和脱毛褪色等不良现象,真皮、仿皮 和布类允许存在少量的轻微缺陷,具体要 求参照《裁剪工序检验标准》。 1.内衬物(公仔棉或乳胶混合物)必须符合 产品设计的重量要求,误差不超过10g。 2.内衬物应铺衬均匀,边角到位,无漏铺、 多铺、结团等现象;手缝内套时,线的颜色 装抱枕 应与内套布的颜色一致(一般为白色),布边 要折边,针距控制在3CM左右,布套缝好后不 得有丝棉毛边露出底布。 3.抱枕外套装好后,抱枕整体表面平整,边 角饱满,外露拉链的必须将拉链头藏于外套 内。
家具工厂制程铣型标准-铣型质量检验标准

玻璃槽位不精确误差超过位置、大小、深度误差超过±0.2mm,槽内有明显刀痕(按开发部部件图)
5
加工板件的正面部分有钉眼、加厚接缝
6
棱角、圆弧处有缺口
7
造型部位有明显刀痕
8
加工板件的边、棱、角未达到均匀一致
9
铣刀底部不平整、板件平面有锤印、毛刺
10
有挂伤、撞伤、划伤、饰面板保护膜划烂
制程检验标准
文件编号
版本号
A/0
铣型质量检验标准
页/次
1/1
目的:为了使所有员工明确、统一质量要求
范围:木工车间铣型工序
检验方法:目视、手摸、量具测量
抽样标准及允收水准参考《抽样作业指导书》
检验项目
检验内容及标准
缺陷等级
CR
MA
MI
1
造型不圆滑自然,尺寸误差超过±0.5mm(按开发部部件图)
2
线条不清晰、流畅、均匀、对称、有损伤
11
造型面有崩茬、刀痕、砂痕
12
弧形板件弧度误差超过1毫米
13
14
批准
审核
制订
生效时间:
家具厂各工序质量检验标准
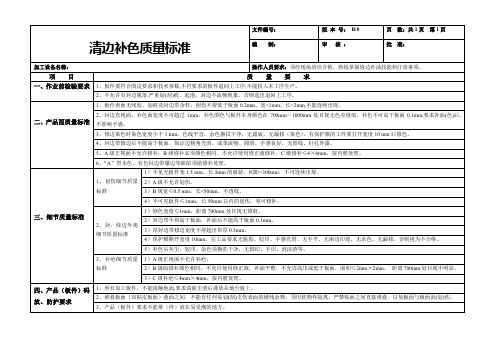
文件编号:版 本 号: B/0 页 数:共1页 第1页 清边补色质量标准编 制: 审 核 : 批 准: 加工设备名称: 操作人员要求:须经现场培训合格,熟练掌握修边补油技能和注意事项。
项 目 质 量 要 求1、板件要符合图皮要求和技术参数,不符要求的板件退回上工序,不能投入本工序生产。
一、作业前检验要求 2、不允许有封边脱落,严重划(刮)痕、起泡,封边不流畅现象,否则选出退回上工序。
1、板件表面无残胶、划痕及封边带余料,削伤不得低于板面0.2mm 、宽<1mm ,长<2mm,不能连续出现。
2、封边直视面、补色面宽度不可超过1mm ,补色颜色与板件本身颜色在700mm —1000mm 处目视无色差修痕,补色不可高于板面0.1mm,要求补油(色)后,不影响手感。
3、修边染色时染色宽度小于1 mm ,色线平直,余色擦拭干净,无露底,无漏修(染色),有保护膜的工件要打开宽度10 mm 后修色。
4、封边带修边后不能高于板面,保证边棱角光滑,成条流畅、圆滑,手感良好,无黑线、针孔外露。
5、A 级正视面不允许修补,B 级修补必须颜色相同、不允许使用修正液修补,C 级修补≤4×4mm ,按内膛处理。
二、产品面质量标准 6、“A ”型本色、有色封边带爆边等缺陷须做修补处理。
1)不见光板件宽1.5 mm 、长3mm 的崩缺,间距>300mm ,不可连续出现。
2)A 级不允许划伤。
3)B 级宽≤0.5 mm ,长<50mm ,不透线。
1、划伤细节质量标准 4)不可见板件≤1mm ,长50mm 以内的划伤,须可修补。
1)修色宽度≤1mm ,距离700mm 处目视无修痕。
2)封边带不得高于板面,补油后不能高于板面0.1mm 。
3)厚封边带修边宽度不得超出带厚0.3mm 。
4)保护膜撕开宽度10mm ,完工品要求无脱胶、胶印、手感光滑、无不平、无崩边印迹、无杂色、无漏修,否则视为不合格。
金属家具制程工序质量检验标准
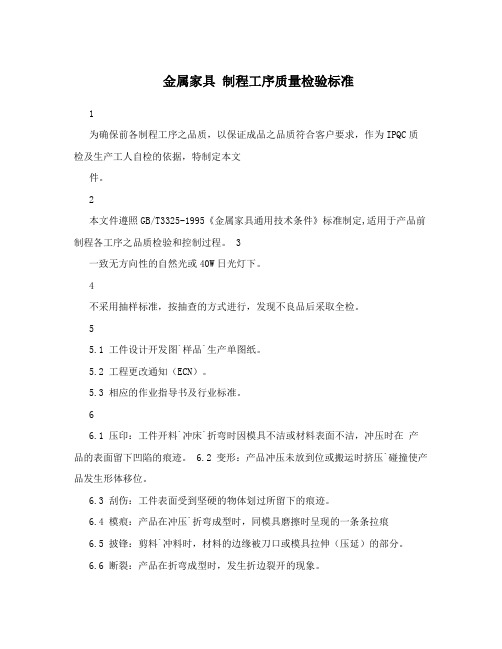
金属家具制程工序质量检验标准1为确保前各制程工序之品质,以保证成品之品质符合客户要求,作为IPQC质检及生产工人自检的依据,特制定本文件。
2本文件遵照GB/T3325-1995《金属家具通用技术条件》标准制定,适用于产品前制程各工序之品质检验和控制过程。
3一致无方向性的自然光或40W日光灯下。
4不采用抽样标准,按抽查的方式进行,发现不良品后采取全检。
55.1 工件设计开发图`样品`生产单图纸。
5.2 工程更改通知(ECN)。
5.3 相应的作业指导书及行业标准。
66.1 压印:工件开料`冲床`折弯时因模具不洁或材料表面不洁,冲压时在产品的表面留下凹陷的痕迹。
6.2 变形:产品冲压未放到位或搬运时挤压`碰撞使产品发生形体移位。
6.3 刮伤:工件表面受到坚硬的物体划过所留下的痕迹。
6.4 模痕:产品在冲压`折弯成型时,同模具磨擦时呈现的一条条拉痕6.5 披锋:剪料`冲料时,材料的边缘被刀口或模具拉伸(压延)的部分。
6.6 断裂:产品在折弯成型时,发生折边裂开的现象。
6.7 缺角:产品在剪` 冲料过程中,未达到图示的完整。
6.8 生锈(氧化):工件表面保护层被损,裸露于空气中,表面呈现出黑色`白色或褐色斑纹(颗粒)。
6.9 碰伤:工件表面受到坚硬物体猛烈撞击而留下的痕迹,它与压痕的区别在于压痕为局部。
6.10 漏工序:在控制程序中因前面的工序未完成就进入下一道工序的控制程序,这种现象叫漏工序。
6.11 卷边:图纸上不要折起的边或折边。
77.1 材质7.1.1 钢板图纸中未标注具体型号的(如单光板、Q235A、钢板等)均选用GB708-88冷扎钢板,钢板的精度按GB710-88 2级。
7.1.2 不锈钢图纸中未标注具体型号的,采用1Cr18Ni9Ti表面亚光的板材;对柜体采用表面拉丝的进口不锈钢板,并需提供样板经设计确认。
7.1.3 铝合金板图纸中未标注具体型号的,采用LY12-GB3194-82的材料(需折弯加工的采用软铝合金板,不需折弯加工的采用硬铝合金板)。
板式家具工序质量标准与检验规范10

质 量 要 求
项 目
1、板材含水率要求在8-12%,骨心料厚度公恙在土0・2mm且在同一水平面、同个工件(问时取土值),长宽度±0・5顾・胶的粘度在15±3mpas以。
1)板材规格、面底板的木塚方向饮种必须?1合图纸和有关数据要求。
4、孔深度要求误釜国+O・5fflm.孔径允许±0・1mm,孔轴距允许1000mm以误雄允许土0. 2mm;大于1000mm小于ISOOmm B+,误差允许±0・3mm:大于1500nm时, 误差允许±0・Smou
5、帕工须注意防护板件不可羟伤封边.划伤板*。
三、细节质量(碰伤〉 标准
1、A级面不允许碰伤。
2)允许有直径2rm以深度不燧过(X5mm的窝点3个,1・亦高不趨过0・5mm凸点3个,允许宽度0・5血•渾痕不穿底,长度不 趨过60mm.划痕2个・不能集中并分散。
4,D级要求
1)裹面屋本平签.允许有色屋和分歆的鼓泡。
2)表面允许有直径在3mm以深度不趨过O.Snm窝点,允许有直径在3顾 以,高度不趨过0. 5mm凸点,允许不划破底的划痕, 不可集中须分散。
6—8件
质检员
完工检
毎20件中间
2—4件
操作者
检验中发现有一个或一个以上的
不良品时
停送下工序,由操作者自行全检,不良 品立即进行处埋,完全合格后方可送下
—工序。
毎50件之间
3—5件
车间管理人员
毎50件之间
6—8件
质检员
拼压质量标准
天件編号:
版本号:
頁ft: *2頁第1兀
編休
审核:
批准:
实验室家具生产各工序质量检验标准
2:金属加工与焊接
a:首先以生产指令单技术要求检验。
b:型材打孔,划窝,孔距,深浅,直径,
都应保持一致。 c:焊接成形框架对角公差在 5mm 范围内。 d:焊接接口处,要牢固、平整、光滑。 3:表面处理(喷涂)
记得下半学期 原本早上早来抄作业的同学越来越少了
a:首先以生产指令单技术要求检验。半成 品工件必须严格除油、除锈处理。
2:板材开槽与打孔 a间,槽的深 度必须达到要求。
c:玻璃门条开槽不能把封边带打缺,表面 无划伤现象。
3:台面下料
记得下半学期 原本早上早来抄作业的同学越来越少了
a:首先以生产指令单技术要求检验。 b:台面下料面板不能有缺口现象。
c:台面成形尺寸长、宽、对角误差范围在 正负 0.5mm 内。
b:表面喷涂覆盖均匀,无色差现象。
c:表面光滑无明显较大颗粒壮,厚度必须 在 0.2mm 范围内。无凹凸划伤现象。
以上制程检验标准望每位员工认真执行,做 到以标准做事,不符合标准的一律不能进行再制 作。
下料工序制程检验标准
为了保证产品的质量,加强质量意识提高生
产效率,特制定制程检验标准。
记得下半学期 原本早上早来抄作业的同学越来越少了
台面、前加工制程检验标准 为了保证产品的质量,加强质量意识提高生 产效率,特制定制程检验标准。 1:实心理化板
记得下半学期 原本早上早来抄作业的同学越来越少了
a:首先以生产指令单技术要求检验。 b:磨边弧度要求一致,弧度为 R6mm。
c:要求对照平面图检验开缺的尺寸,及磨 边的方向。
d:要求台面表面无划痕,下面垫板要正规 的加上螺丝。
2:木质台面 a:首先以生产指令单技术要求检验。
记得下半学期 原本早上早来抄作业的同学越来越少了
木家具制程检验标准
检
目
视Байду номын сангаас
巡
检
v
检验时严格按照前a类标准执行,修补无明显胶痕、蜂窝,返砂后的零件符合砂光外观标准a。
检验时严格按照前b类标准执行,修补无明显胶痕、蜂窝,返砂后的零件符合砂光外观标准b。
检验时严格按照前c类标准执行,修补无明显胶痕、蜂窝,返砂后的零件符合砂光外观标准c。
组
装
外
观
全
检
目测/弯尺
v
质检员抽检巡视
打包牢固,外观较整齐、端正,带位倾斜度偏差<50mm彩图条码位置较整齐,粘贴牢固,倾斜度偏差<5mm。
打包牢固,外观整齐、端正,带位倾斜度偏差<50mm;彩图条码位置较整齐粘贴牢固,倾斜度偏差<5mm。
开榫的零件长度余量为10mm,不开榫的长度余量为15mm。拼板料长度余量为20--30mm.备料长度余量为10—15mm。宽厚度850mm以下余量≤3mm;850—1000mm余量≤4mm;1000mm以上余量≤5mm。
开榫的零件长度余量为10mm,不开榫的长度余量为15mm。拼板料长度余量为20--30mm,备料长度余量为10—15mm。宽厚度850mm以下余量≤3mm;850—1000mm余量≤4mm,1000mm以上余量≤5mm。
长度公差±1mm,宽厚度公差±1mm,不允许有任何弯度,孔位公差±0.3mm,榫头宽误差+1mm,厚-0.5mm.。
加工材料符合前备料标准
外
观
全
检
目
视
v
无明显刀痕,孔位误差正负小于0.5mm,孔内无木屑,表面无斜刺,孔榫边缘不能有毛边。
无明显刀痕,孔位误差正负小于0.5mm,孔内无木屑,表面无斜刺,孔榫边缘不能有毛边。
板式家具工序质量标准及检验规范
编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期:编制日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 。
工序质检标准家具
文件编号:WI-8-01生效日期:2005/6/20版本号: A页 数:1/11.0目的1.1 规范公司产品品质管理工作,确保公司产品质量控制。
1.2 强化生产员工质量意识,规范公司员工生产操作,稳定提升公司产品品质。
2.0范围本标准适用于公司所有开料工序作业管理。
3.0定义3.1 A 类板件指所有台面板,非聚脂抽屉面板、门板。
3.2 B 类板件指所有侧板、桶面板、附台顶板、桶箱顶板、附台门板、门条、门板、 台脚装饰线,拉手条。
3.3 C 类板指台脚、底板、加厚防。
3.4 应检:生产员工/机组/工序生产加工出来的产品合格率较低。
3.5 重点检:生产员工/机组/工序生产加工出来的产品合格率已低到一定的水准。
4.0质量要求4.1 检查内容4.1.1 开料尺寸、规格准确,净料长宽允许负误差2 -0.5mm 。
毛料长宽允许误 差0-0.5mm 。
门板、侧板、中隔板对角线公差-1mm-0。
顶底板、层板对 角线公差-1mm-0,出槽深度正公差4 0.5mm,宽度正公差4 0.1mm,长度正 公差41mm 。
4.1.2 开料板材的纹理方向与流程表上标明的方向一致。
4.1.3 用宝丽板开料,A 类板件表面不能有缺陷,B 类板件允许存在缺陷为: ^2mm/每件的窝点不超过2个,不深达纸层的划痕4 4mm 。
直径4 2mm 斜光看见的鼓包不能超过2个,非外观面,不能烂底纸。
4.1.4 开料后,板材锯口应平整。
锯口边沿无明显锯齿痕、毛刺、崩边、污渍。
正面不能有崩边现象,底边崩边的正面宽度4 1mm,锯口与基准面垂直。
锯面斜度4 1°,大小锯片厚度公差±0.1mm 。
4.1.5 部件表面干净,按卡板堆放整齐。
4.2 每天检查记录家具有限公司 文件标题:开料工序检验作业指导书4.2.1本工序质检员每天按首检要求或AQL2.5抽检方法对应检和重点检人员/机组/工序每加工批/次产品进行检查并做好记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.1.3贴皮表面无划花、刮(碰)伤、压痕等现象。
5.1.4车轵工件对称部位应对称,表面平滑、顺畅,线条清晰、匀称。
5.1.5必须分清工件的前后与正反,不得搞错方向。
5.1.6孔位无钻穿、钻爆,孔边无崩缺。
5.1.7产品表面若需作记号应使用木工铅笔,禁止使用其它笔类(如圆珠笔、水性笔等)。
5.1.1.7.3松木门材料放宽标准:死节超过20mm以上者不允许。
编制/日期
审核/日期
批准/日期
修改/日期
有限公司品质检验标准
标题
备料作业品质检验标准
版本
第A版
版次
第0次修改
页码
共2页,第2页
编号
WIQ-016
检验地点
备料车间
检验人员
IPQC
期限
按需要
5.1.8车积、雕刻部位不得用软质木材。
5.1.2.0加工余量:
3.0职责:
3.1品质部:负责机器加工半成品的品质检验与标识。
3.2机加组:负责不合格品的处理。
4.0品质检验:
4.1检验工具:卡尺、卷尺。
4.2检验方法:工具测量、目视。
4.3品质检验员必须参照限度样板。
4.4品质检验员将结果记录于《巡检记录表》内。
5.0品质要求:
5.1.1工件应与图纸或样品一致(误差为±1 mm)。
5.1.8工件允许的公差范围(单位:mm):
编制/日期
审核/日期
批准/日期
修改/日期
有限公司品质检验标准
标题
机加工作业品质检验标准
版本
第A版
版次
第0次修改
页码
共2页,第2页
编号
WIQ-018
检验地点
木工车间
检验人员
IPQC
期限
按需要
工序
公差点
单件之间公差
批量性同时公差尺寸公差范围(mm)
壁炉
门肚板
门横
版本
第A版
版次
第0次修改
页码
共2页,第1页
编号
WIQ-015
检验地点
备料车间
检验人员
IPQC
期限
按需要
1.0目的:
为木工机加工工序提供符合宽度、厚度、材质要求的半成品。
2.0适用范围:
适用于公司生产用所有产品开料生产过程。
3.0职责:
3.1品质部:负责备料半成品的品质检验与标识。
3.2备料组:负责不合格品的处理。
5.1.1.4虫柱材必须经过杀虫处理。
5.1.1.5要根据不同的油漆要求选用不同等级的木材。
5.1.1.6端裂或面裂,端裂长度≧10mm不允许,面裂长度≧40mm或宽度≧0.6mm或贯穿者不允许
5.1.1.7.0活节或死节
5.1.1.7.1活节长度≦5cm且在2个以内
不在重要部位者允收
5.1.1.7.2死节长度≦1.5cm且在2个以内
5.4纸箱印刷照业务包装说明书规定印刷。
5.5包装方式依作业指导书规定执行。
5.6刮碰伤、露白、撕裂、漆裂、着色不洁、油漆未干、油漆缺点均不可装。
5.7不良品或有不合格标记的,必须送回整修,不可包装。
5.8产品表面包装前必须将灰尘除去。
5.9纸箱、泡沫及其它包材不可破损、污秽、潮湿或脚印。
5.10产品合格标签必须核对正确后贴于产品背面指定位置。
3.2仓库:负责合格与不合格品的存放。
4.0品质检验:
4.1检验工具:湿度计、卷尺。
4.2检验方法:工具测量、目视。
4.3品质检验员将结果记录于《出货检验报告》内。
5.0品质要求:
5.1产品须先经试组,结构上无问题始可包装。
5.2油漆下线之产品确定完全干燥始可包装。
5.3垫板上装箱(壁炉)之高度不得超过5层。
编制/日期
审核/日期
批准/日期
修改/日期
有限公司品质检验标准
标题
机器加工作业品质检验标准
版本
第A版
版次
第0次修改
页码
共2页,第1页
编号
WIQ-017
检验地点
木工车间
检验人员
IPQC
期限
按需要
1.0目的:
为木工组装工序提供符合工程图纸等相关要求的半成品配件。
2.0适用范围:
适用于公司生产用所有机器加工生产过程。
门柱
精切
长度
0.5
±1
±1
±1
作榫
角度
0.2
0.2
±1
±0.3
吻合度
0.3
0.5
±0.5
0.5
打线
宽深度
0.5
±0.3
±0.3
±0.3
打槽
直线度
0.3
0.3
0.3
0.3
宽深度
0.5
±1
±1
±1
钻孔
偏差
0.5
±1
±1
±2
定厚
直径度
0.1
±1
±1
±1
±1
宽厚度
0.3
±0.5
±1
±1
直面平角
成型
宽深度
±0.5Байду номын сангаас
5.11产品外箱标签必须核对正确后贴于指定位置(扣手孔开口上方,FA15、FA69中横板等位置不够的产品贴于扣手孔旁,位置对称),注意两面标签的流水号必须保持一致。
编制/日期
审核/日期
批准/日期
修改/日期
有限公司品质检验标准
标题
包装作业检验标准
版本
第A版
版次
第0次修改
页码
共2页,第1页
编号
WIQ-024
±0.5
±0.5
凸榫
直线度
0.3
0.3
长宽厚
0.1
-0.3
凹榫
长宽厚
0.1
+0.2
车床
直径
0.5
注:①单件之间公差:批量生产中部件与部件之间的不等尺寸公差。
②批量性同时尺寸公差:批量各部位尺寸同时与图纸或样品之间的实际公差范围。
编制/日期
审核/日期
批准/日期
修改/日期
有限公司品质检验标准
标题
备料作业品质检验标准
检验地点
包装部
检验人员
OQC
期限
按需要
5.16包装完成,内部配件不可有滑动,碰伤之情形。
5.17箭头指示方向,摆放必须正确。
5.18木门在包装过热收缩机后收缩膜不能有破损。码放时应保持垂直,打包装带时须拉紧。
5.19成品检验,不是对所有的品质问题重复检验,而是主要对各个品质环节没有或无法检验到的问题进行检验,主要是侧重于产品的整体效果、结构、包装状况等。
5.1.2.1断料:长度作量为5~20mm,出榫余量为5mm,不出榫余量为10mm,拼板余量为15~20mm。
4.0品质检验:
4.1检验工具:湿度计、卷尺。
4.2检验方法:工具测量、目视。
4.3品质检验员必须参照限度样板。
4.4品质检验员将结果记录于《巡检记录表》内。
5.0品质要求:
5.1.0实木开料
5.1.1.0材质
5.1.1.1含水率为8—12度。
5.1.1.2同批产品材质、颜色基本一致。
5.1.1.3明用料不得使用腐配材、颜色基本一致,暗用料的轻微腐朽面积不得超过材料面积的15%,深度不得超材料厚度的25%。
有限公司品质检验标准
标题
包装作业检验标准
版本
第A版
版次
第0次修改
页码
共2页,第1页
编号
WIQ-023
检验地点
包装部
检验人员
OQC
期限
按需要
1.0目的:
为保证交付客户的产品满足客户要求,并使包装方式满足产品防护要求。
2.0适用范围:
适用于包装及出货检验过程。
3.0职责:
3.1品质部:负责品质检验与标识。