现场改善IE案例
合集下载
现场IE改善案例分析--生产线平衡分析改善案例
生产线平衡定义
对生产的全部工序进行均衡,调整作业 负荷和工作方式,消除工序不平衡和工 时浪费,实现“一个流”。
出料
入料
平衡生产线的意义
通过平衡生产线可以综合应用到程序分析、动作分析 、layout分析,搬动分析、时间分析等全部IE手法,提 高全员综合素质
在平衡的生产线基础上实现单元生产,提高生产应变 能力,对应市场变化实现柔性生产系统
(4) 4种增值的工作
站在客户的立场上,有四种增值的工作
1、使物料变形 2、组装 3、改变性能 4、部分包装
物料从进厂到出厂,只有不到 10% 的时间是增值的!
工序
符 号
内容
作业内容
分类
加工 作业
○
加工 作业
■产生附加价值的工序及作 业
卖得掉
检查
□
数量检查 ■虽然有必要,但需要进行 品质检查 改善的工序及作业
现场IE改善案例分析--生 产线平衡分析改善案例
2020年7月14日星期二
内容安排
一、线平衡定义 二、生产线平衡分析方法 三、B值、F值的定义与计算 四、线平衡案例分析
一、线平衡定义
生产线平衡定义
什么是生产线平衡
生产线平衡是指构成生产线各道工序所需的 时间处于平衡状态,作业人员的作业时间尽 可能的保持一致,从而消除各道工序间的时 间浪费,进而取得生产线平衡。
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4 及5之內﹐从而工序 3里的人手可调配其 它生产线去
可行性﹕須工序 2﹐4及5內均有足夠 时间接受额外工作。
ቤተ መጻሕፍቲ ባይዱ
生产线平衡-例3﹕减少人手(2人)
降低线体速度,减少生产产量
工作時間
IE现场改善讲义《动作分析》

空手
抓
搬运
动作要素改善检查表
(1) 可否使用导轨或挡块进行定位? 修正位置 (2) 物品的角度、形状能否配合定位进行改变? (3) 可否通过设计使定位不会出错? (1) 是否可以使用固定装置或诱导装置方便组合? 组合 (2) 能否依次装配很多件? (1) 能否使用工具进行分解? 分解 (2) 可否一次分解很多件? (1) 工具的大小、形状、重量能否改变? 使用 (2) 工具的拿法拿的位置能否简单化? (3) 工具、仪器、设备的使用能否简单化?
拆卸(DA):将一物分解为两个以上目的物的动素。 它包括从物体被控制(握取),处于可拆卸状态的 一瞬间到完全拆开的瞬间。拆卸常在“握取”之 后以及“移动”或“放开”之前发生。
第一类动素说明
放开(RL):放下目的物的动素。它包括从手指开 始离开目的物的瞬间直至手指完全离开目的物的 瞬间。“开放”是与“握取”“抓”“持住”等 相反的动素,是所有动素中时间消耗最少的。当 用身体某一部份对物体控制的状态解除的一瞬间 也视为“放开。 检查(I):将目的物与规定标准相比较的动素。它 包括从眼睛开始寻找的一瞬间到目的物被发现的 瞬间。
基本动作要素分析
基本动作要素分析的基本思想是吉尔布雷斯奠定的, 他认为人所进行的作业是由某些基动作要素(简称动 素)按不同方式、不同顺序组合而成的。 为了探求从事某项作业的最合理的动作系列,必须 把整个作业过程中人的动作,按动作要素加以分解, 然后对每一项动素进行分析研究,淘汰其中多余的 动作,改善那些不合理的动作。
案例说明-1
案例说明-2
案例说明-3
案例说明-4
动作分析
沙布利克分析基本步骤 仔细观察作业过程,大体把握作业重点,最好 能在脑海中描绘出整个动作过程。 把整个动作过程分解成几个较大阶段性动作 (作业要素)。 按左右手、眼睛对阶段性动作进行动作要素分 解,把动作描述、相应的记号记入沙布利克分 析表。 将分析结果与实际动作进行对照,找出遗漏或 错误的地方进行修改。 应记得在表中填写单位名称、产品名、作业名 称、分析人、分析时间等使分析表完整。
现场改善IE案例
16
例17
辅助工具的应用
镊子
薄小零件
薄小零件
波纹板
改善前 用镊子把薄小零件夹起来 薄小零件易滑动
改善后 把薄小零件放在波纹板上
零件相对固定,夹取容易
17
例18
固定夹具 需长时间固定对象物时,可利用固定夹具
改善前
左手拿起螺栓, 右手将螺母拧上
改善后
左右手同时进行下述动作: 将螺栓放在固定夹具上, 再将螺母拧上
改善后 零件有序、对称放置, 双手同时、按顺序工作
12
例13
尽量缩小作业区域
传送带 工件 作业台
人
传送带 工件
人
★良好的照明有助于提高作业效率 ★适当的通风、正常的温度和湿度可以减轻疲劳 ★加强清扫和整理、合适的工作服可以避免工伤
13
例14
容器和器具
方形箱子
漏斗状/托盘状箱子
、、、、、、、、、
零件 过滤网 脏屑
9
例10
工具
改变材料和工具的存放状态
弹
夹
簧
工件
改善前
改善后
工具未固定
工具固定
取放距离不定
便于作业
10
例11பைடு நூலகம்作业场所的钳子放置
钳子
改善前 钳子放在桌子上, 拿起后要在手里倒一下
握法要调整
改善后 钳子放在漏斗状支架中
免去握法调整
11
例12 零件左右对称布置,便于双手作业
改善前
零件放置杂乱, 随即选择零件进行组装
14
例15
漏斗形容器的利用
加压
轴套 方形容器
改善前 从箱子中取轴套, 移动距离长,不好拿
漏斗形容器出口
例17
辅助工具的应用
镊子
薄小零件
薄小零件
波纹板
改善前 用镊子把薄小零件夹起来 薄小零件易滑动
改善后 把薄小零件放在波纹板上
零件相对固定,夹取容易
17
例18
固定夹具 需长时间固定对象物时,可利用固定夹具
改善前
左手拿起螺栓, 右手将螺母拧上
改善后
左右手同时进行下述动作: 将螺栓放在固定夹具上, 再将螺母拧上
改善后 零件有序、对称放置, 双手同时、按顺序工作
12
例13
尽量缩小作业区域
传送带 工件 作业台
人
传送带 工件
人
★良好的照明有助于提高作业效率 ★适当的通风、正常的温度和湿度可以减轻疲劳 ★加强清扫和整理、合适的工作服可以避免工伤
13
例14
容器和器具
方形箱子
漏斗状/托盘状箱子
、、、、、、、、、
零件 过滤网 脏屑
9
例10
工具
改变材料和工具的存放状态
弹
夹
簧
工件
改善前
改善后
工具未固定
工具固定
取放距离不定
便于作业
10
例11பைடு நூலகம்作业场所的钳子放置
钳子
改善前 钳子放在桌子上, 拿起后要在手里倒一下
握法要调整
改善后 钳子放在漏斗状支架中
免去握法调整
11
例12 零件左右对称布置,便于双手作业
改善前
零件放置杂乱, 随即选择零件进行组装
14
例15
漏斗形容器的利用
加压
轴套 方形容器
改善前 从箱子中取轴套, 移动距离长,不好拿
漏斗形容器出口
IE改善案例展示及学习

提效 王振凤
改善对象 改善日期
问题描述
商用公司370型号安装底脚工位员工没有工装,只能用手将底脚安装上,影响员工工作效率
商用公司 2012.07.28
改善措施
根据370底脚样式制作打底脚工装(如图所示),将此工装安在气枪上,把底脚安装好,即省了人力又减少操作时间10s
类别
改善前
改善后
对比照片
差异
员工打底脚时没有工装,用手操作,费时费力
--实验装置之间,而且,试验装 置在另一个房间,从而造成在这 两个房间之间频繁移动现象。
消除一点一滴的浪费是我们追求的目标
1.器皿的配置
作业量减少,操作更简单。简化
2.储水瓶
橡胶软管,橡胶栓种类减少,烧杯减少
3.过滤台(装置的配置台)
作业台减少,有效利用空间
消除一点一滴的浪费是我们追求的目标
改善方案
消除一点一滴的浪费是我们追求的目标
消除一点一滴的浪费是我们追求的目标
消除一点一滴的浪费是我们追求的目标
2.现场改善项目汇总
改善名称 改善部门 问题描述
刷漆工位接漆工装设计 IE办公室
改善类型 改善人
IE改善档案卡
质量改善 管伟琴
生产现场刷漆工位在刷漆过程中油漆经常滴落在压机底板上,影响产品质量
消除一点一滴的浪费是我们追求的目标
1)推进项目汇总表
3.物料模块化进度
项目
第一期 (商用公司)
已完成 7
推进中 0
第二期 (冷柜业务链)
3
4
第二期
(冰箱业务链)
2
5
澳洋
0
8
消除一点一滴的浪费是我们追求的目标
暂不实施 4 0 0 0
改善对象 改善日期
问题描述
商用公司370型号安装底脚工位员工没有工装,只能用手将底脚安装上,影响员工工作效率
商用公司 2012.07.28
改善措施
根据370底脚样式制作打底脚工装(如图所示),将此工装安在气枪上,把底脚安装好,即省了人力又减少操作时间10s
类别
改善前
改善后
对比照片
差异
员工打底脚时没有工装,用手操作,费时费力
--实验装置之间,而且,试验装 置在另一个房间,从而造成在这 两个房间之间频繁移动现象。
消除一点一滴的浪费是我们追求的目标
1.器皿的配置
作业量减少,操作更简单。简化
2.储水瓶
橡胶软管,橡胶栓种类减少,烧杯减少
3.过滤台(装置的配置台)
作业台减少,有效利用空间
消除一点一滴的浪费是我们追求的目标
改善方案
消除一点一滴的浪费是我们追求的目标
消除一点一滴的浪费是我们追求的目标
消除一点一滴的浪费是我们追求的目标
2.现场改善项目汇总
改善名称 改善部门 问题描述
刷漆工位接漆工装设计 IE办公室
改善类型 改善人
IE改善档案卡
质量改善 管伟琴
生产现场刷漆工位在刷漆过程中油漆经常滴落在压机底板上,影响产品质量
消除一点一滴的浪费是我们追求的目标
1)推进项目汇总表
3.物料模块化进度
项目
第一期 (商用公司)
已完成 7
推进中 0
第二期 (冷柜业务链)
3
4
第二期
(冰箱业务链)
2
5
澳洋
0
8
消除一点一滴的浪费是我们追求的目标
暂不实施 4 0 0 0
IE生产效率改善与流程优化案例

生产管理研修班专用培训教材
生产管理研修班专用培训教材
6大防错案例分析
生产管理研修班专用培训教材
案例应用:
1.鸡蛋之隔层装运盒减少搬运途中的损伤.(缓和原理)
2.设立多层之检查方法,考试后检查一次看看,有没有犯错的地方.(保险原理)
3.自动消防洒水系统,火灾发生了开始自动洒水灭火.(警告原理)
4.汽车之安全带,骑机车戴安全帽.(保险原理)
2、作业员责任很小,已够努力 如厕/休息仅各占5%左右 已是世界性宽放水准范围内
3、停工待料占11%,为何?
生产管理研修班专用培训教材
IE十大手法之七 — 搬运法
从到
料 件
搬运 者
容 器
用 车
重量
距 离
时间
次 数
改善 重点
生产管理研修班专用培训教材
IE十大手法之八 — 提案法(工作改善)
题目:油品加注 机的改善
程式时间
6
2
F5 开机
7
2 .9 7
取出M /B
8
4 .9 7
拆治具(C P U )
9
4 .2 2
目檢,SFIS
10
2 .5 5
盖测试章
11
1.3 7
放M /B 于输送帶
C ycle tim e(秒) (A ) 15 1.76
O P 时间(秒)
(B )
3 6 .9 2
人机比例
C = A /B
4 .11
观测事象 有效作业 准备作业 不良重制重修
休息 如厕/喝茶
交谈 停工待料 机台故障
比率% 29 20 14 4 5 5 11 4
生产管理研修班专用培训教材
现场改善及ie手法

THANK YOU
感谢聆听
时间研究
通过观察和测量作业人员完成某项任务所需的时间,制定合理的时 间标准。
作业标准化
将最优的作业方法和流程标准化,确保所有作业人员都能按照统一 的标准进行操作,提高生产效率和产品质量。
标准作业程序(SOP)制定
编写详细的标准作业程序,明确每一步骤的操作规范和要求,为作 业人员提供明确的指导。
生产线平衡与布局优化
运用各种计划和控制手段,确 保生产系统按照预定目标高效 运行。
IE手法在现场改善中的应用
流程优化
通过分析和改进工作流程,消除浪费、提高效率 。例如,减少不必要的操作步骤、简化工作流程 等。
设备改善
对生产设备进行改进和优化,提高设备效率和可 靠性。例如,采用自动化设备、改进设备维护计 划等。
物料管理
意义
现场改善是企业提高竞争力、实现可持续发展的重要手段之一。 通过现场改善,企业可以不断提高产品质量、降低生产成本、提 高生产效率、增强员工士气,从而赢得更多的市场份额和客户信 任。
现场改善的目标与原则
目标
现场改善的主要目标是提高生产效率、降低生 产成本、提高产品质量、增强员工士气等,以
实现企业的整体经营目标。
现场改善及IE手法
目
CONTENCT
录Hale Waihona Puke • 现场改善概述 • IE手法简介 • 现场改善的步骤与方法 • IE手法在现场改善中的具体应用 • 现场改善的实践案例 • 现场改善的挑战与对策
01
现场改善概述
现场改善的定义与意义
定义
现场改善是一种通过优化工作流程、提高工作效率和质量、降低 成本等方法,对生产现场进行持续改进的管理方法。
IE现场改善专案报告

2015年10月 2015年11月 2015年12月
李自岳/ 刘庆鹤
付国华/ 张文雅
计划 执行
2016年1月
付国华
IE
计划 执行
李自岳/ 刘庆鹤
赵永强
计划 执行
李自岳/ 刘庆鹤
赵永强
计划 执行
李自岳/ 刘庆鹤
赵永强
计划 执行
李自岳/ 刘庆鹤
赵永强
计划 执行
李自岳/ 刘庆鹤
赵永强
计划 执行
李自岳/ 刘庆鹤
一.成立背景及课题选定
1.2 课题选定之订单分析
根据10月份产能分析得,该型号订单量占公司总订订量的34.8%。
二.改善计划及目标设定
2.1 改善计划
内容
冲压A903车间LAYOUT布置
效果确认
A903改善48米流水线作业 改为30米作业(41人)
流程改善(山积表/平衡率 /IE七大手法)
A903改善(41人改为36 人,产能不变)
TT:22.4s
12
12
8
2 2
TT:19s
五.效果确认
5.1 各项指标数
41人
生
产
人
36人 数
:
减
少
改善前
改善后
5
人
400
350
面
300 200
220
积 :
减
100
少
13
0
0
改善前 改善后 M²
生 产 人 数 : 减 少 5 人
流 水 60
线 50
长 40
度 30
: 20
减 少
18
10 0
米
48米 改善前
现场IE改善(PPT47张)
5、改善瓶颈岗位
(1)改善的4大原則
1)减少动作次数 2)同时使用双手 3)缩短移动距离 4)使动作变得轻松
(2) IE动作改善的4原则
ECRS原则 1、Eliminate 2、Combine 3、Rearrange 4、Simplify
——取消 ——合并 ——重排 ——简化
(3)ECRS法运用图示简介
四.基礎IE改善手法 1﹒何謂基礎IE手法
“基礎IE手法是以人的活動為中心 ﹐以事實為依據﹐用科學的分析方法對 生產系統進行觀察﹑記錄﹑分析﹐並對 系統問題進行合理化改善﹐最后對結果 進行標準化的方法”
IE手法一﹕動作改善法(作業標準化)
作業員須每隔28秒轉 身一次﹐取身后的膠 帶﹐這樣每小時須做 150次轉身無效轉身取 膠帶動作
3600<H> 节拍<TT>= 目标产量
二. 现场IE改善<3>
2.现场IE三原则 a、划节距线<25-30cm>,根据标准工时 调整拉速节拍<TT>。 b、保证每个节距有一个产品。 c、每个岗位不准堆积。
生产线平衡计算
平衡率=
(各工序的作业时间总和) * 100% 瓶颈岗位时间*人数<工位数>
改变观念
1、观念改变 2、行动改变 则 则 行动改变 习惯改变
3、习惯改变
则
命运改变
团队与集团的区别
集体
目标不一致
团队
目标一致
Q&A time
本課程到此告一段落﹐請大家就有疑問 的部分踴躍提問﹐謝謝﹗
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精品课件
20
例20
利用重力和机械力取送材料 利用斜架缩短搬运的距离
60cm
精品课件
21
改善前 分别在两处盖章
改善后 只要盖1次章
动作多,盖章位置难确定
动作少,盖章位置易确定
精品课件
3
例4
双手同时作业
小零件
固定作业
改善前 左手拿零件 右手将零件固定 单手作业
小零件
改善后
左手拿零件并将之固定 右手同时进行相同作业
对称作业
精品课件
4
例5
双手同时作业
改善前 一件一件地检查
改善后 一次检查两件
进行组装零部件,作业者不弯
够得着的近处 ●减少屈身、弯腰等躯干动作
腰——高度约85cm
精品课件
8
例8
眼睛的移动 眼睛→颈部→躯干 ●尽可能将零件、工具 放在看得见的近处
精品课件
9
例9 减小移动距离 作业要求:将盖板固定在产品上
产品
传送带
人
人
改善前
盖板放在一边, 取到盖板后固定在产品上
改善后
盖板放在传送带上, 取到盖板后固定在产品上
手移动40cm
手移动15cm
精品课件
10
例10
工具
改变材料和工具的存放状态
弹
夹
簧
工件
改善前
改善后
工具未固定
工具固定
取放距离不定
便于作业
精品课件
11
例11 作业场所的钳子放置
钳子
改善前 钳子放在桌子上, 拿起后要在手里倒一下
握法要调整
支 架
改善后
钳子放在漏斗状支架中
免去握法调整
精品课件
12
例12 零件左右对称布置,便于双手作业
例1 将工具固定减少动作数量
作业要求: 将元件焊在基板上
元件 基板
焊料
电烙铁
改善前
左手 1.取材料 2.拿焊料 3.焊接 4.放焊料 5.材料入箱
右手 (等待) 拿电烙铁
放电烙铁 (等待)
改善后
左手 1.取材料 2.焊接 3.材料入箱
右手 拿焊料
拿焊料
每次都要取放电烙铁
将电烙铁固定在工作台前
精品课件
改善前
左手拿起螺栓, 右手将螺母拧上
改善后
左右手同时进行下述动作: 将螺栓放在固定夹具上, 再将螺母拧上
★利用夹具、导轨等限定运动路线 ★利用夹具、导轨等使定位更容易
精品课件
19
利用重力和其它力取送材料 例19
利用斜槽缩短完成品搬运的距离
60cm
20cm
作业台
工件箱
其它力:磁力、气压、油压、弹力、点滴装置
改善后
双手将垫圈插入专用夹具, 用手指使之弯折90°
双手协调动作
精品课件
7
例8
使用身体最佳部位
手的移动
手指→手→前臂→上臂
→肩→躯干→腰部
使作业位置高度达到最佳状态: ●缩短手臂的移动距离
★坐在椅子上,前臂水平伸出时 ●尽可能不动全臂
——高度约60cm
●只做凭前臂、手腕或手指即 可完成的动作
★臂肘防灾作业台上,眼睛平视 ●尽可能将零件、工具放在手
精品课件
5
例6 双手同时反向和对称移动
左手
非协调性动作 右手 左手 右手 左手
协调性动作 右手 左手 右手
左手 右手 左手 右手 左手 右手 左手 右手
材料工具不对称,肩部或躯干要移动, 易失去平衡,易疲劳
容易做到
不能做到
能,但不协调
精品课件
6
例7
使用双手可同时完成动作的夹具
ቤተ መጻሕፍቲ ባይዱ
改善前
左手拿垫圈, 右手握夹使之弯折90°
方形箱子
漏斗状/托盘状箱子
、、、、、、、、、
零件 过滤网 脏屑
精品课件
15
例15
漏斗形容器的利用
加压
轴套 方形容器
改善前 从箱子中取轴套, 移动距离长,不好拿
漏斗形容器出口
改善后 从漏斗形容器出口取轴套
取用方便
精品课件
16
例16 辅助工具的应用
小零件
小零件
手指
作业台
海绵垫
改善前
小零件放在作业台上, 用指尖拿起来
改善后 小零件放在海绵垫上
取用时小零件易滑掉
取用更容易
★工具、设备的把手做成易握、易抓的形状
精品课件
17
例17
辅助工具的应用
镊子
薄小零件
薄小零件
波纹板
改善前 用镊子把薄小零件夹起来
改善后 把薄小零件放在波纹板上
薄小零件易滑动
零件相对固定,夹取容易
精品课件
18
例18
固定夹具 需长时间固定对象物时,可利用固定夹具
1
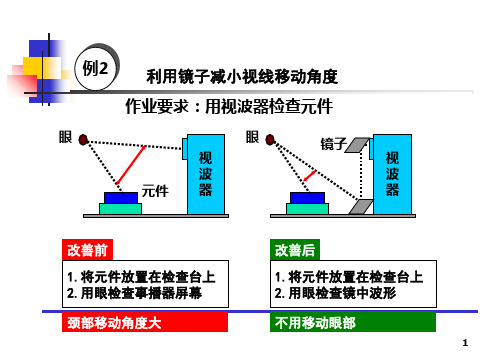
例2
利用镜子减小视线移动角度
作业要求:用视波器检查元件
眼
眼
镜子
视
视
波
波
元件 器
器
改善前
1.将元件放置在检查台上 2.用眼检查事播器屏幕
改善后
1.将元件放置在检查台上 2.用眼检查镜中波形
颈部移动角度大
不用移动眼部
精品课件
2
例3 将两个以上动作合并 作业要求:盖日期印和合格印
定位
日合 期格
日合 期格
改善前
零件放置杂乱, 随即选择零件进行组装
改善后
零件有序、对称放置, 双手同时、按顺序工作
精品课件
13
例13
尽量缩小作业区域
传送带 工件 作业台
人
传送带 工件
人
★良好的照明有助于提高作业效率
★适当的通风、正常的温度和湿度可以减轻疲劳
★加强清扫和整理、合适的工作服可以避免工伤
精品课件
14
例14
容器和器具