太阳能玻璃及标准(修订版)
(整理)光伏组件原材料钢化玻璃质量检验标准.
光伏组件原材料钢化玻璃质量检验标准一、适用范围:本标准规定了晶体硅太阳电池组件用钢化玻璃的检验要求。
二、内容:1. 检验要求1.1.尺寸类技术要求1)长度尺寸要求:长宽尺寸在0-2500mm范围内尺寸公差要求为0~(-1)mm,此公差要求也适用于圆形钢化玻璃。
2)对角线尺寸要求:对角线尺寸要求在0-1000mm范围内尺寸公差要求为0~(-1)mm,对角线尺寸在1000mm-3000mm范围内尺寸公差要求为1~(-1)mm。
3)厚度尺寸要求:厚度为3-3.5mm的尺寸允许偏差为±0.2mm,同一片玻璃厚薄差为0.2 mm。
1.2. 外观检验要求条件:温度:23℃(+5,-5)相对湿度:60%(+15%,-10%)距离:人眼与产品表面的距离为300—350mm。
或灯光垂直产品距离1米,使用40W日光灯时间:检测量面和其它不超过8s;每件检查总时间不超过30s(除首件)。
位置:检视面与桌面成45°;上下左右转动15°照明:100W冷白荧光灯,距离产品表面500-- 550mm(照度达500~550Lux)。
1.3.外观类技术要求1)爆边要求:每片玻璃每米边长上允许长度不超过3mm,自玻璃边部向玻璃板表面延伸深度不超过1mm,自板面向玻璃厚度延伸深度不超过厚度四分之一的爆边。
2)划伤要求:宽度在0.1mm以下的轻微划伤,每平方米面积内允许存在长度小于50mm 的2条;宽度在0.1mm以上0.5mm以下的长度小于50mm的允许1条。
3)结石、裂纹、缺角、夹钳印要求结石、裂纹、缺角、夹钳印要求均不允许存在。
4)钢化玻璃气泡分圆形和长形。
径的圆面积内不超过20个。
若同时产生两种形式的气泡,则两种气泡数量之和不超过该气泡的单个的数量。
表中S以平方米为单位的玻璃面积,保留两位小数点,气泡的个数为允许范围内各系数与S相乘所得的数值,按照进“1”法修整。
夹杂物之间的间距大于300mm,夹杂物不允许为黑色。
太阳能玻璃原片企业标准(最新)
东莞南玻太阳能玻璃有限公司企业标准太阳能玻璃Solar glass Q/DGCSG001-20061.范围本标准规定了太阳能玻璃产品的分类、要求、检验方法、验收规则、包装、储存和运输的要求。
本标准适用于连续辊压法生产的低铁超白压花太阳能玻璃,主要应用于各种太阳能产品的封装玻璃。
2.引用标准GB/T1217-2004 公法线千分尺GB/T9056-2004 钢直尺GB/T2680-1994 建筑玻璃可见光透射比、太阳光直接透射比、太阳能总透射比、紫外线透射比及有关窗玻璃参数的测定GB/T2828-2003 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T8170-1987 数值修约规则GB/T6382.1 平板玻璃集装器具架式集装器及其试验方法GB/T6382.2 平板玻璃集装器具箱式集装器及其试验方法JB/T7979-1999 塞尺JC/T 513 平板玻璃木箱包装JC/T511-2002 压花玻璃3.分类玻璃按厚度分为2.5mm、3 mm、3.2mm、4 mm、5 mm、6 mm和8 mm、10 mm 本标准按外观质量及用途设定太阳能级一个质量等级4.定义本标准采用下列定义4.1图案不清 pattern unclearnss局部花纹图案模糊或变形。
4.2线条 line太阳能玻璃表面呈现的线状条纹缺陷。
4.3 气泡 bubble太阳能玻璃中的夹杂气体物。
4.4划伤 scratch在生产和储运装卸过程中,玻璃表面被划出的痕迹。
4.5压痕(包括辊伤) impression压辊表面造成的玻璃板面缺陷或表面花纹被破坏。
4.6皱纹 wrinkles玻璃表面呈现的波纹状缺陷。
4.7裂纹 check玻璃表面的开裂缺陷。
4.8结石、杂物 stone inclusion嵌入玻璃表面或裹在玻璃板中的未熔化的混合料颗粒及其他杂质。
4.9厚度 thickness从表面压花图案的最高部位至另一面的距离。
5.要求5.1太阳能玻璃应为正方形或长方形。
太阳能超白压钢化玻璃质量标准
太阳能超白压花钢化玻璃质量标准3. 分类玻璃按厚度分为2.5mm、3.0mm、3.2mm、4mm、5mm、6mm、8mm、10mm。
产品规格按客户要求而定。
本标准按外观质量及用途设定太阳能一个质量等级。
4. 基本术语图案不清局部花纹图案不清或者变形气泡玻璃中的夹杂气体物结石、夹杂物嵌入玻璃表面或裹在玻璃板中的未熔化的混合料颗粒及其他杂质。
线条压花玻璃表面呈现的线状条纹缺陷划伤在生产和储运、装卸过程中,玻璃表面被划伤的痕迹压痕(包括辊伤)因压辊表面的原因造成玻璃板面的缺陷或表面花纹被破坏皱纹压花玻璃表面呈现波纹状缺陷裂纹玻璃表面的开裂缺陷弯曲度4.9.1 整体弯曲度玻璃经高温强化和淬冷之后,整个玻璃表面因承受了不均匀的温度或风压,导致出现弧形弯曲4.9.2局部弯曲度(即波形度)玻璃经高温强化和淬冷后,局部出现不同程度的S形或波浪形的变形5. 质量要求太阳能玻璃的可见光透射比应符合表1所规定的要求:表1 可见光透射比的要求玻璃铁含量≤% (Fe2O3)。
太阳能钢化玻璃的厚度允许偏差应符合表2的规定。
表2 厚度允许偏差太阳能钢化玻璃产品规格为长方形或正方形。
产品的长、宽尺寸允许偏差应符合表3规定。
表3 尺寸允许偏差(单位:mm)超大规格2000mm×1000mm以上或者异形(含钻孔)规格产品,按供需双方协商规定。
对角线偏差:对角线长L在0~1000mm之间,两对角线差的绝对值│L1-L2│≤1mm,若1000mm≤L≤3000mm,则两对角线差的绝对值│L1-L2│≤2mm。
玻璃钻孔加工要求5.7.1玻璃钻孔的孔径尺寸公差为±1.0mm,孔中心定位尺寸公差为±1.5mm。
5.7.2钻孔、开槽之后,边棱必须粗磨倒边,并符合如下的规定:整体弯曲度以及局部弯曲度应符合表4规定表4 弯曲度允许偏差值弯曲度允许范围整体弯曲度不得大于3mm/m(即%)局部弯曲度(波形度)1.紧靠边部测量,波形度不得大于0.40mm/300mm;2.距边端25mm起测量,其波形度不得大于0.35mm/300mm;太阳能超白压花玻璃外观质量符合表5规定表5 外观质量缺陷类型质量要求图案不清不允许气泡圆形气泡直径<0.5mm0.5mm≤L<1.5mm1.5mm≤L<3mmL>3.0mm 允许数量不计数×S,个1×S,个0,个长形长度<1.5mm≤L<3mm3≤L≤5mm L>5mm(1) 钻孔直径D≥玻璃厚度T;(2) 孔的边距L≥×玻璃厚度T;(3)挖槽的a、b两处需圆角过渡,圆角半径R≥玻璃厚度T;碎片状态(颗粒数)取4片钢化玻璃试样进行试验,每块试样在50mm ×50mm 区域内的碎片数要求不少于40颗。
光伏玻璃原片质量标准
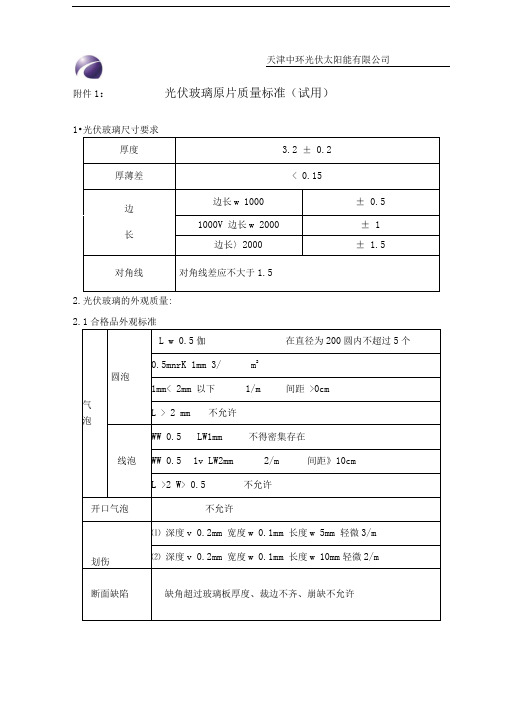
天津中环光伏太阳能有限公司附件1:光伏玻璃原片质量标准(试用)1•光伏玻璃尺寸要求厚度 3.2 ± 0.2厚薄差< 0.15边边长w 1000 ± 0.5 长1000V 边长w 2000 ± 1边长〉2000 ± 1.5 对角线对角线差应不大于1.52.光伏玻璃的外观质量:2.1合格品外观标准气泡圆泡L w 0.5伽在直径为200圆内不超过5个0.5mnr K 1mm 3/ m21mm< 2mm 以下1/m 间距 >0cmL > 2 mm 不允许线泡W W 0.5 L W1mm 不得密集存在W W 0.5 1v L W2mm 2/m 间距》10cmL >2 W> 0.5 不允许开口气泡不允许划伤⑴ 深度v 0.2mm 宽度w 0.1mm 长度w 5mm 轻微3/m⑵ 深度v 0.2mm 宽度w 0.1mm 长度w 10mm轻微2/m断面缺陷缺角超过玻璃板厚度、裁边不齐、崩缺不允许2.2 一级品外观标准气泡⑴0.5mm X 1mm 以下不得密集(100mm 直径的圆面积内不得 超过10个)⑵1mr ^ 2mm 以下2/川间距> 10cm⑶ W 0.5 L < 10mm 4/卅间距》10cm ⑷1mnr K 2mm 以上不允许开口气泡不允许划伤⑴ 深度v 0.2mm 宽度w 0.1mm 长度w 5mm 轻微3/tf⑵ 深度v 0.2mm 宽度w 0.1mm 长度w 10mm 轻微2/tf断面缺陷 缺角超过玻璃板厚度、裁边不齐、崩缺不允许夹杂物 无杂质(面积小于0.5mm<0.5mm 白色发光杂质允许8/m 2) 不允许黑色夹杂物不可擦除 污物 不允许有擦不掉的白雾状或棕黄色等覆着物压痕、皱纹不允许夹杂物 无杂质(面积小于0.5mm<0.5mm 白色发光杂质允许8/tf ) 不允许黑色夹杂物不可擦除污 物不允许有擦不掉的白雾状或棕黄色等覆着物、擦伤不允许压痕、皱纹 不允许 彩虹、霉变 不允许 线条/线道 不允许 裂纹 不允许 结石不允许天津中环光伏太阳能有限公司注:100mm 直径的圆面积内划伤或夹杂物不允许超过 2条(个)3. 光伏玻璃透射比:光伏玻璃可见光区透射比应》 范围内,太阳光直接透射比应》91%4. 铁含量光伏玻璃铁含量应不高于120ppm5. 组批和抽样 按下表规定进行抽样表单位:片J 中环光能F ZHOn^URnSDLHREnEHGY天津中环光伏太阳能有限公司 91.5%,在 300nm-2500nm 光谱。
《太阳电池用玻璃》标准报批稿简介
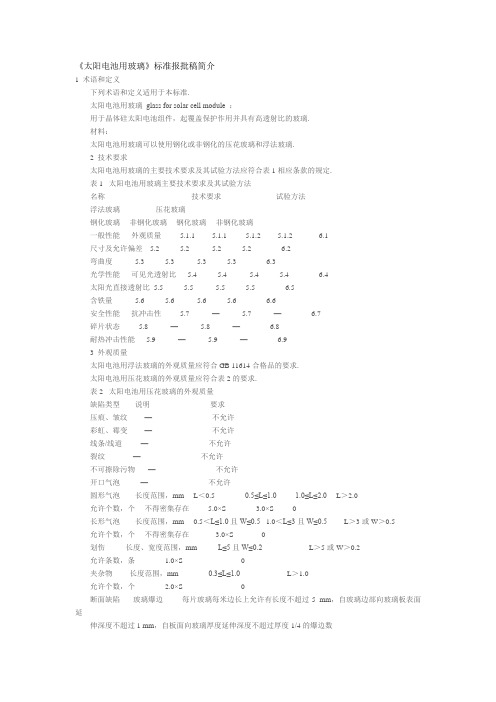
《太阳电池用玻璃》标准报批稿简介1 术语和定义下列术语和定义适用于本标准.太阳电池用玻璃glass for solar cell module :用于晶体硅太阳电池组件,起覆盖保护作用并具有高透射比的玻璃.材料:太阳电池用玻璃可以使用钢化或非钢化的压花玻璃和浮法玻璃.2 技术要求太阳电池用玻璃的主要技术要求及其试验方法应符合表1相应条款的规定.表1 太阳电池用玻璃主要技术要求及其试验方法名称技术要求试验方法浮法玻璃压花玻璃钢化玻璃非钢化玻璃钢化玻璃非钢化玻璃一般性能外观质量 5.1.1 5.1.1 5.1.2 5.1.2 6.1尺寸及允许偏差 5.2 5.2 5.2 5.2 6.2弯曲度 5.3 5.3 5.3 5.3 6.3光学性能可见光透射比 5.4 5.4 5.4 5.4 6.4太阳光直接透射比 5.5 5.5 5.5 5.5 6.5含铁量 5.6 5.6 5.6 5.6 6.6安全性能抗冲击性 5.7 — 5.7 — 6.7碎片状态 5.8 — 5.8 — 6.8耐热冲击性能 5.9 — 5.9 — 6.93 外观质量太阳电池用浮法玻璃的外观质量应符合GB 11614合格品的要求.太阳电池用压花玻璃的外观质量应符合表2的要求.表2 太阳电池用压花玻璃的外观质量缺陷类型说明要求压痕、皱纹—不允许彩虹、霉变—不允许线条/线道—不允许裂纹—不允许不可擦除污物—不允许开口气泡—不允许圆形气泡长度范围,mm L<0.5 0.5≤L≤1.0 1.0≤L≤2.0L>2.0允许个数,个不得密集存在 5.0×S 3.0×S 0长形气泡长度范围,mm 0.5<L≤1.0且W≤0.5 1.0<L≤3且W≤0.5L>3或W>0.5允许个数,个不得密集存在 3.0×S 0划伤长度、宽度范围,mm L≤5且W≤0.2L>5或W>0.2允许条数,条 1.0×S 0夹杂物长度范围,mm 0.3≤L≤1.0L>1.0允许个数,个 2.0×S 0断面缺陷玻璃爆边每片玻璃每米边长上允许有长度不超过5 mm,自玻璃边部向玻璃板表面延伸深度不超过1 mm,自板面向玻璃厚度延伸深度不超过厚度1/4的爆边数为一处缺角钢化玻璃不允许;非钢化玻璃不允许超过玻璃板厚度非钢化玻璃凹凸尺寸不允许超过玻璃板厚度钢化玻璃凹凸不允许注1:上表中,L表示缺陷的长度,W表示宽度,L、W所指均为缺陷光学变形尺寸.S是以平方米为单位的玻璃板的面积,气泡、夹杂物、划伤的数量允许上限值是以S乘以相应系数所得的数值,此数值应按GB/T 8170修约至整数.注2:尺寸大于0.5 mm的气泡,气泡间及气泡与夹杂物的间距应大于300 mm.注3:圆型气泡密集存在是指在100 mm直径的圆面积内超过20个,长型气泡密集存在是指在100 mm 直径的圆面积内超过10个.注4:在100 mm直径的圆面积内划伤或夹杂物均不允许超过2条(个).注5:不允许存在黑色夹杂物.太阳电池用玻璃边部加工形状及质量要求由供需双方商定.4 尺寸及允许偏差长度与宽度允许偏差太阳电池用玻璃长度与宽度允许偏差应符合表3的规定.表3 太阳电池用玻璃长度与宽度允许偏差单位为毫米太阳电池用玻璃类型允许偏差非钢化玻璃边长≤3 000±2边长>3 000 ±3钢化玻璃边长≤5000,-1500<边长≤1 0000,-1.51 000<边长≤20000,-2.0边长>2 000 0,-2.5注:对偏差有特殊要求的由供需双方商定.厚度及允许偏差太阳电池用浮法、压花玻璃厚度系列分别参照GB 11614和JC/T 511-2002,特殊要求由供需双方商定.太阳电池用玻璃厚度允许偏差应符合表4的规定.表4 太阳电池用玻璃厚度允许偏差单位为毫米太阳电池用玻璃公称厚度厚度允许偏差<4.0 ±0.24.0 ±0.25.0 ±0.36.0 ±0.48.0 ±0.510.0 ±0.612.0 ±0.6注:对偏差有特殊要求的由供需双方商定.厚薄差太阳电池用玻璃同一片玻璃的厚薄差应符合表5的要求.表5 太阳电池用玻璃厚薄差单位为毫米太阳电池用玻璃公称厚度厚薄差浮法玻璃压花玻璃<4.0 ≤0.25≤0.304.0 ≤0.30≤0.355.0 由供需双方商定6.0 由供需双方商定8.0 由供需双方商定10.0 由供需双方商定12.0 由供需双方商定对角线差太阳电池用非钢化玻璃对角线差应不大于两对角线平均长度的0.2%;太阳电池用钢化玻璃对角线差应不大于两对角线平均长度的0.1%.弯曲度太阳电池用玻璃弓形弯曲度不应超过0.2%;波形弯曲度任意300 mm范围不应超过0.5 mm.可见光透射比太阳电池用玻璃折合3 mm标准厚度可见光透射比应≥91.5%.太阳光直接透射比在300 nm~2 500 nm光谱范围内,太阳电池用玻璃折合3 mm标准厚度的太阳光直接透射比应≥91%.铁含量太阳电池用玻璃铁含量(Fe2O3)应不高于0.015%.抗冲击性进行试验的试样破坏数应符合7.3.3的规定.碎片状态。
2020年 太阳能组件玻璃检验标准 A-0-工艺部-三级文件-安全作业管理
文件制修/ 订记录表1 目的明确玻璃检验标准.2 范围本规范适用于各种规格型号太阳能组件专用玻璃的进厂质量检验。
3 定义无4 相关文件《太阳能电池组件玻璃检验作业检验指导书》GB/T9963-1998钢化玻璃国家检验标准5 职责5.1 质量部:依照标准制定相应检验指导书。
5.2 采购部:将标准传递至供应商,并与供应商签订技术协议。
6 管理内容6.1 外观检验6.2 几何尺寸检验6.2.1 长度,宽度符合订货协议要求,允许偏差为±1.0mm。
6.2.2 厚度尺寸公差为±0.2mm。
6.2.3 对角线L﹤1000mm,偏差为≤1.5mm;1000mm≤L≤2000mm,偏差为≤3mm3.2.4 倒角 2.0mm~5.0mm 6.3 性能检验6.3 性能检验6.4 检测仪器,仪表及工卡量具钢板尺或钢卷尺、游标卡尺或千分尺、钢球。
6.5 检验方法6.5.1 外观检验在较好的自然光或自然散射光下,距玻璃表面600mm用肉眼进行观察,必要时使用放大镜进行检查。
6.5.2 尺寸检验依据订货协议技术要求用钢板尺或钢卷尺进行多点长宽尺寸测量,取其平均值;用精度为0.01mm的千分尺测量玻璃各边中心的厚度,取其平均值。
6.5.3 弯曲度检验以平面钢化玻璃制品为试样。
试样垂直立放,水平放置直尺贴紧试样表面进行测量。
弓形时以弧的高度与弦的长度之比的百分率表示。
波形时,用波谷到波峰的高与波峰到波峰或波谷到波谷的距离之比的百分率表示。
6.5.4 机械强度检验6.5.4.1 将试样放置在高50mm宽15mm与试样外形尺寸大小一致的木框上。
6.5.4.2 将重1040g的钢球自1.0m高度自由落下,冲击点应距试样中心25mm范围内。
每块试样中心只限一次。
(备注:试样玻璃单独放置,不可流入生产线使用)6.5.4.3 试样完好无损。
6.5.5 其它各项性能检验以采购部从厂家索取的性能检验报告为准,性能检验报告完全符合3.3标准条款时方可认为性能合格,否则认为性能指标不合格。
HRM-QA-009玻璃检验作业指导书 B-3
江阴海润太阳能电力有限公司太阳能组件玻璃检验作业指导书编号:HRM-QA-009版本:B/3编制人/日期:李小春/2012.10.29审核人/日期:余立阳/2012.11.08批准人/日期:唐世文(代)/2012.11.09 2012-11-12发布 2012-11-12实施文件制修/ 订记录表1 目的明确玻璃来料的检验方法。
2 范围本规则适用于组件所有玻璃。
3 相关文件3.1 《普通光伏玻璃技术规范》HRM-PD-0443.2 《不合格品控制程序》HRM-CX-0283.3 《玻璃透光率作业指导用书》HRM-QA-0643.4 《光伏镀膜玻璃技术规范》HRM-PD-0393.5《组件来料检验作业程序》HRM-QA-0413.6 《落球冲击试验指导书》HRM-QA-0493.7《粗糙度测试仪作业指导书》HRM-QA-0944 定义检验工具:钢卷尺,游标卡尺,落球冲击试验机,透光率测试仪、粗糙度测试仪。
5 职责5.1 质量部:钢化玻璃来料的检验。
5.2 SQE:提供相关材质证明及性能检验报告6 环境无7 职业健康安全7.1 安全:落球冲击试验时做好安全防范,避免玻璃碎片飞溅造成伤害;试验完毕,将玻璃碎片清扫干净。
7.2 健康:无8 管理内容8.1 外观检验在较好的自然光或自然散射光下,距玻璃表面1.0m 用肉眼进行观察,必要时使用放大镜进行检查,并依据《普通光伏玻璃技术规范》中8.1.1的要求判定外观是否合格。
镀膜玻璃外观检验按照《光伏镀膜玻璃技术规范》中的8.1的要求判定外观是否合格。
外观检验根据《GB2828正常检验抽样计划表》采用一般水平I ,合格质量水平AQL=1.0 8.2 尺寸检验依据玻璃标准要求用钢卷尺进行测量,每批次抽取10个样本进行测量,每个样本长度、宽度,任意测量2点,厚度取边长中心厚度,取2点进行测量。
检验完全符合《普通光伏玻璃技术规范》8.1.2 中的要求时方可认为尺寸合格,否则认为尺寸不合格。
太阳能电池用玻璃标准

太阳能电池用玻璃标准
太阳能电池用玻璃的标准包括以下方面:
1.厚度:根据光伏业中的实际应用,常用的厚度为3.2mm±0.3mm的普通规格。
2.透光率:玻璃的透光率应高于90%,在太阳电池光谱响应的波长范围内
(320-1100nm)透光率达91%以上,对于大于1200nm的红外光有较高的反射率。
3.耐久性:玻璃应能耐太阳紫外光线的辐射,透光率不下降。
4.外观质量:太阳能级玻璃的外观质量应符合相应的标准要求,如太阳电池玻璃
含铁量不得大于0.015%,可见光透射比大于或等于91.5%(折合约3mm标准厚度),太阳光直接透射比大于或等于91.0%(折合3mm标准厚度)。
5.太阳能级性能:太阳电池用玻璃的太阳能级性能包括厚度、尺寸偏差、厚薄差、
对角线差、弓形弯曲度、波形弯曲度等要求。
具体标准可能因不同的生产厂家和应用场景而有所不同。
6.安全性能:太阳电池用玻璃应符合相关的安全性能要求,如抗冲击性能、抗风
压性能等。
这些要求通常在光伏组件的生产标准和行业规范中规定。
需要注意的是,这些标准可能会随着技术的进步和市场需求的变化而有所调整。
因此,在实际应用中,建议根据具体的产品规格和应用场景选择合适的太阳能电池用玻璃,并关注相关标准的更新和变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
太阳能玻璃及标准(修订版) 太阳能玻璃(solar glass)是指应用于太阳能设备上对太阳光具有较普通玻璃更高透过率或能选择性透过的玻璃。
在太阳能玻璃中,高透光率特性的应用更为广泛。
通常它们被用做具有保护作用的盖板玻璃。
就应用而言,太阳能玻璃主要应用领域是太阳能电池和平板型太阳能集热器。
在国内,平板型太阳能集热器的市场逐渐被真空管式集热器所替代;太阳能玻璃主要应用于太阳能电池的封装。
1、太阳电池用玻璃
太阳电池用玻璃就是应用在太阳电池组件上的高透光率盖板玻璃。
现今应用最广的高透光率玻璃是低铁含量的玻璃,也就是我们俗称的“超白”玻璃。
铁在普通玻璃中属于杂质(吸热玻璃除外)。
铁杂质的存在一方面使玻璃着色,另一方面增大玻璃的吸热率,也就降低了玻璃的透光率。
铁是由原料本身、耐火材料或金属材质的生产设备等引入的,不可能完全避免。
人们只能通过生产控制尽可能减少铁在玻璃中的含量。
目前,太阳能玻璃的铁含量在0.015~0.02之间,而普通浮法玻璃的铁含量一般在0.7以上。
低的杂质铁含量带来高的太阳光透过率。
就国内应用最多的3.2mm 和4mm 玻璃而言,太阳光透射比一般达到9092。
目前各企业测定太阳光透射比的波段也各不相同:一部分企业测可见光波段;一部分企业测350nm1100nm、350nm1200nm;少数企业测整个太阳能可见光和近红外光谱350nm2500nm。
目前,生产太阳能电池封装玻璃的工艺技术主要为压延法,它是采用特制的压花辊,在超白玻璃表面压制特制的金字塔形花纹而制成的。
它是太阳能光伏电池不可或缺的重要组成部件。
2、太阳电池用玻璃市场状况
随着传统能源资源日渐短缺,开发利用太阳能等新能源成为世界各国的共识。
全球太阳能光伏电池产量从1980 年的3MW,发展到2006 年的2158MW。
与此对应,作为太阳电池封装的必须材料,太阳电池用玻璃的需求也与日俱增,2006 年全球总需求量约2800 万至3500 万平方米。
在我国,光伏领域玻璃的需求量也以每年50的速度递增,2010 年将达到250 万平方米,太阳电池玻璃市场前景非常广阔。
3、太阳电池用玻璃行业状况
太阳电池用玻璃是一种新兴的产品,它是随着光伏发电的发展而逐渐壮大的。
在国际上,主要有圣戈班、旭硝子、皮尔金顿、PPG 等公司生产。
国外企业总的窑数约10 条,总熔化量大约10001500 吨/天。
国内目前玻璃生产企业有十多家,大部分为几十吨日熔化量的小窑。
从2006 年,南玻、信义等大玻璃企业开始介入太阳电池玻璃生产领域。
南玻250 吨、信义400 吨窑相继投产。
从发展趋势看,我国将成为太阳电池玻璃未来重要的生产地。
4、太阳电池玻璃用标准状况及制定标准意义
目前没有相应的国际标准可以参照。
国内外的相关企业一般自行制定自己的企业标准用于生产控制或进货检验。
由于没有统一的标准来限定其生产和应用,严重制约了太阳电池玻璃行业的发展和规范。
根据中国建筑材料工业协会标准部函2006037 号文,由中国建筑材料科学研究总院委托国家安全玻璃及石英玻璃质量监督检验中心负责编制《太阳电池用玻璃》行业标准。
标准制定小组在标准制定过程中做了大量的相关行业状况、标准、文献的搜集和调研工作。
对收集的有关太阳电池用玻璃方面的国内外资料进行了认真分析,并充分考虑到近年来国内太阳电池玻璃材料生产现状,作了必要的验证试验。
经过数次内部修改完善,形成的正式的征求意见稿,向社会各界广泛征询了意见。
征求意见单位含盖了国内主要玻璃生产企业、主要玻璃加工企业、主要玻璃用户(光伏企业)、研究院所、标准管理部门等,力求做到全面、完整,以使标准水平适合行业发展需要。
对各单位对标准征求意见稿提出的修改意见和建议,编制组进行了认真的整理,并对各单位的意见进行了汇总处理。
经过编制组对标准内容和格式的进一步修改完善,形成的标准送审稿在2008 年1 月21 日通过了由全国建筑用玻璃标准化技术委员会主持、在广东东莞召开了标准审查会议。
按照审查会上专家组的意见,编制小组对征求意见稿进行了认真的修订,形成了正式的报批稿,已经正式向国家标准主管部门报批。
该标准主要适用于晶体硅太阳电池封装用盖板玻璃。
对于太阳能集热器及薄膜太阳电池基板玻璃,也可以参照标准的相关条款。
此次没有将双玻夹层结构的BIPV(光伏建筑一体化)构件列入标准范围,是考虑该部分内容单独制定标准较为合适,这样也使本标准结构、内容更合理。
该标准指标与国内外相关企业标准指标相比,处于相对更严格的水平,目的是通过标准的实施,达到提升产品水平、企业管理水平、促进行业技术进步的作用。
标准的制定,将成为相关企业进行质量控制和检验的重要依据,能起到推动产业技术进步,规范市场,提高产品质量的作用。
5、《太阳电池用玻璃》标准报批稿内容简介
5.1 术语和定义
下列术语和定义适用于本标准。
太阳电池用玻璃glass for solar cell module :
用于晶体硅太阳电池组件,起覆盖保护作用并具有高透射比的玻璃。
材料:
太阳电池用玻璃可以使用钢化或非钢化的压花玻璃和浮法玻璃。
5.2 技术要求
太阳电池用玻璃的主要技术要求及其试验方法应符合表 1 相应条款的规定。
表 1 太阳电池用玻璃主要技术要求及其试验方法
5.3 外观质量
5.3.1 太阳电池用浮法玻璃的外观质量应符合GB 11614 合格品的要求。
5.3.2 太阳电池用压花玻璃的外观质量应符合表2 的要求。
S 是以平方米为单位的玻璃板的面积,气泡、夹杂物、划伤的数量允许上限值是以S 乘以相应系数所得的数值,此数值应按GB/T 8170修约至整数。
注2:尺寸大于0.5 mm 的气泡,气泡间及气泡与夹杂物的间距应大于300 mm。
注3:圆型气泡密集存在是指在100 mm 直径的圆面积内超过20 个,长型气泡密集存在是指在100 mm 直径的圆面积内超过10 个。
注4:在100 mm 直径的圆面积内划伤或夹杂物均不允许超过2 条(个)。
注5:不允许存在黑色夹杂物。
太阳电池用玻璃边部加工形状及质量要求由供需双方商定。
5.4 尺寸及允许偏差
5.4.1 长度与宽度允许偏差太阳电池用玻璃长度与宽度允许偏差应符合表3 的规定。
表3 太阳电池用玻璃长度与宽度允许偏差单位为毫米
5.4.2 厚度及允许偏差
太阳电池用浮法、压花玻璃厚度系列分别参照GB 11614 和JC/T 511-2002,特殊要求由供需双方商定。
太阳电池用玻璃厚度允许偏差应符合表 4 的规定。
注:对偏差有特殊要求的由供需双方商定。
5.4.3 厚薄差
太阳电池用玻璃同一片玻璃的厚薄差应符合表5 的要求。
5.4.4 对角线差
太阳电池用非钢化玻璃对角线差应不大于两对角线平均长度的0.2%;太阳电池用钢化玻璃对角线差应不大于两对角线平均长度的0.1%。
5.4.5 弯曲度
太阳电池用玻璃弓形弯曲度不应超过0.2%;波形弯曲度任意300 mm 范围不应超过0.5 mm。
5.4.6 可见光透射比
太阳电池用玻璃折合3 mm 标准厚度可见光透射比应≥91.5%。
5.4.7 太阳光直接透射比
在300 nm2 500 nm 光谱范围内,太阳电池用玻璃折合3 mm 标准厚度的太阳光直接透射比应≥91%。
5.4.8 铁含量
太阳电池用玻璃铁含量(Fe2O3)应不高于0.015%
5.4.9 抗冲击性
进行试验的试样破坏数应符合7.3.3 的规定。
5.5 碎片状态
进行试验的每块试样在任意50 mm×50 mm 区域内的碎片数应不少于40。
允许有少量长条形碎片,其长度不超过100 mm。
5.5.1 耐热冲击性能
试样应耐200 ℃温差不破坏。