DYNAFORM数值模拟分析
基于Dynaform的圆筒拉深件数值模拟

HuZ — a ,Lu J a ,W a g Na e h o i u n n n
( et l ot n e i fr t n cnl y h nsaHua 4 0 0 , hn ) C n a u u & mt o oer a dt h o g ,C agh n n 10 4 C i r s h y f sy e o a
建 压边 圈零 件层 ( idr , 择 pr-A d o a Bne) 选 a - d …t…pr t-  ̄ t 菜 单项 , 凹模 中选 择 元素 添 加 到压 边 圈 零 件层 中 , 从
再用分离 (ea t 命令把 De Spr e a) i零件层和 Bne 零件 i r d 层分离 , 创建压边圈完成 。利用 D nf m中的 Q i ya r o uk c St 模块中的 Da i快速建立模型 , ep u r De w 选择相应的 命 令定 义 坯 料 ( 择 材 料 库 中 C T P 3 ) 工 具 选 Q Y E6 和 ( i Bne) De i r。建立的三维几何模型如图 2 、 d 所示。
关键 词 : 圆筒 件 ; 值 模 拟 ; ya r 正 交试 验 数 D nf m; o
中图分类号 : H 2 T 1
文献 标识码 : A
文章编号 :0 7 4 1 ( 0 1 0 — 09 0 10 —4 4 2 1 )6 0 2 — 2
Nu e ia i u a i n o y i d r p r a e n Dy a o i m rc ls m l t fc l e a tb s d o n fl l o n rl
Ab t a t n t i a e , h r n rc s fatp c lc l d r at ssmu ae y te p a o m f y ao m.T e if e c sr c :I h sp p r t e f mi gp o e so ia yi e r i i lt d b lt r o n f r o y n p h f d h l ne nu
dynaform模拟教程

毛坯形状的确定也是冲压成形工艺中需要解决的一个问题。由于板 材冲压成形过程中材料的流动情况一般比较复杂,毛坯形状的确定 很困难。采用计算机模拟技术,能够比较准确地掌握一个给定零件 在冲压过程中的材料流动的情况,这就为零件毛坯形状的确定提供 了有力的工具。
(a) 模拟得到的毛坯图
(b)成形后的纵梁
图中可以发现从第三个图开始 产生起皱,然后经历了长大、 减小到消失的过程。这个结果 是与实际情况非常接近 。
模拟纵梁成形过程图
成形后厚度的分布
(a) 汽车纵梁成形后厚度分布图
从图(a)厚度分布中可以看出,汽车纵梁成形 后厚度没有发生大的差异,只在四个转角处发 生了明显的厚度变化。之所以在转角处发生明 显的厚度的变化,是由于毛坯的长度大于压弯 后翼面的长度,在压弯过程中,有多余的金属 存在。从毛坯形状图(b)中可以发现在四个 转角A、D、G、J处,多出一个三角形面积材 料,这就使得翼面上有多余的金属存在。这部 分多余材料在成形中,一部分有向横向断面展 开的趋势,一部分有增加板材厚度的趋势,另 外还有一部分沿着纵向展开的趋势。在四个三 角形的A、D、G、J处顶点厚度变小,而该点 的对边,即多余材料的边则增厚。在成形终了 时,LM边处的厚度最厚,为7.16mm,而A点 的厚度最薄,为6.86mm。最厚的地方与最薄 的地方的厚度相差0.3mm。
200kN
400kN
800kN
dynaform分析报告

Dynaform分析报告1. 引言本文旨在对Dynaform进行分析,并提供一种基于“step by step thinking”的思考方式。
首先,我们将介绍Dynaform的概念和用途,然后分析其功能特点,并提供一些使用Dynaform的最佳实践。
2. 概述Dynaform是一种表单设计与管理工具,可以帮助用户创建各种类型的表单,并对表单数据进行管理和分析。
通过Dynaform,用户可以轻松地设计出符合自身需求的表单,并实现高效的数据收集与分析。
3. 功能特点3.1 表单设计Dynaform提供了丰富的表单设计功能,用户可以通过简单的拖放操作来创建各种表单元素,如文本框、下拉菜单、复选框等。
同时,Dynaform还支持对表单进行样式定制,使表单能够符合用户的品牌形象。
3.2 数据收集与管理通过Dynaform,用户可以方便地收集表单数据,并对数据进行管理。
Dynaform提供了数据验证功能,可以确保收集到的数据的准确性和完整性。
用户可以通过设置条件和规则,对表单数据进行自动化处理,如计算、筛选、转换等。
3.3 数据分析与报告Dynaform还提供了强大的数据分析与报告功能。
用户可以通过简单的操作,生成各种类型的报告,如柱状图、折线图、饼图等。
通过这些报告,用户可以直观地了解表单数据的分布和趋势,从而做出更加明智的决策。
4. 使用最佳实践4.1 设计清晰的表单在使用Dynaform设计表单时,应该注意保持表单的清晰和简洁。
避免添加过多的表单元素,以免给用户带来困惑。
同时,应该合理地布局表单元素,使其易于填写和理解。
4.2 设置数据验证规则为了确保数据的准确性和完整性,应该在Dynaform中设置合适的数据验证规则。
根据表单的特点和需求,可以设置必填字段、数据格式要求等规则,以防止用户填写错误或不完整的数据。
4.3 开展数据分析Dynaform提供了丰富的数据分析功能,用户应该充分利用这些功能,对收集到的数据进行分析和挖掘。
板料成形脸盆的DYNAFORM模拟分析报告

脸盆的零件图1、导入模型启动dynaform5.6后,选择菜单栏“File/Import”命令,依次将之前用UG建立的“DIE.igs”下模模型文件和"BLANK.igs"坯料轮廓文件导入到数据库中,如图1-1所示。
完成导入文件后,观察模型显示如图1-2所示。
图1-1 导入文件对话框图1-2 导入模型文件2、编辑零件选择菜单“Part/Edit”命令,弹出如图2-1所示的“Edit Part”对话框,修改各零件层的名称、编号和颜色,将毛坯层命名为“BLANK”,将下模层命名为“DIE”,修改后如图2-2所示,单击OK按钮确定。
图2-1 零件编辑对话框图2-2 编辑零件3、参数设定选择”Tool/Analysis Steup“命令,弹出“Analysis Steup”对话框在成型类型Draw Type的下拉菜单中选择双动(Double action),按照图3-1更改相应设置,点击“OK”按钮退出对话框。
图3-1 分析参数设置对话框4、网格划分(1)DIE层网格的划分设定当前零件层为DIE层,在工具栏中点击按钮,弹出如图4-1所示的对话框,点击“BLANK 2”将BLANK层关闭。
图4-1 关闭零件“BLANK”对坯料零件“DIE”进行网格划分,选择菜单中的“Preprocess/Element”命令,弹出“Element”对话框,如图4-2所示。
然后选择按钮,弹出4-3所示的对话框,设置成图4-3所示的参数。
点击“Select Surfaces”按钮,在弹出的对话框中点击“Displayed Surf”按钮选择需要划分的曲面,如图4-4所示,此时“DIE”将高亮显示,点击“OK”按钮选择完毕自动退回到Surface Mesh 对话框中,依次单击“Apply”“Yes”“Exit”“OK”按钮完成网格的划分,划分完后,效果如图4-5所示图4-2“Element ”对话框 图4-3 “Surface Mesh ”对话框图4-4“Select Surfaces ”对话框图4-5 DIE划分网格单元结果图(2)BLANK层网格的划分在工具栏中点击按钮,弹出如图4-6所示的对话框。
自己总结的用dynaform作模拟的步骤
自己总结的用dynaform作模拟的步骤自己总结的用dynaform作模拟的步骤希望版主加分!66页1.打开名称blank.lin和die.lin的文件2.进行网格的划分。
首先进行毛料的网格划分。
利用tool/the Blank Generator可以。
然后选择boundaryline 和surface中的surface,设置坯料半径为6.0(默认)。
其次进行凹模的网格划分。
利用Preprocess/Elements /Surface Mesh可以完成。
3.网格检查。
首先进行Auto Plate Normal。
利用Preprocess/Model Check 对话框可以完成。
再次进行Display Model Boundary。
clear掉边界曲线。
4.快速设置a.利用下模具分离出压边圈。
b.定义拉深模具定义凹模压边圈和毛料及其厚度,材料。
5.后处理POST PROCESSING (with PostGL)I. Reading the Results File into the Post Processor(*.dyn)II. Animating Deformation动画显示变形过程III. Animating Thickness and FLD观察随着拉深的进行,零件厚度和FLD(forming limiting diagram)的变化动画。
IV. Plotting Single Frames观测单帧动画V. Writing an AVI File输出动画显示文件6.传统设置a.利用lowtool偏置出uptoolb.利用lowtool偏置出lowringc. Separate LOWRING and LOWTOOLd.Tool Definition 凸凹模设置和压边圈设置e.Defining the Blank and Setting up Processing Parameters 定义毛料和拉深参数f. Tools Summary查看已经定义了的模具零件g.VIII. Auto Positioning the Toolsh. Measuring the Punch Travel Distance测量凸模拉深距离i. Define Punch Velocity Curvej.Defining the Binder (LOWRING) Force Curvek. Preview Tool Animation 动画预览l. Running the Analysis。
基于Dynaform的车身覆盖件成形数值模拟

基于Dynaform 的车身覆盖件成形数值模拟陈桂华,张群威(漯河职业技术学院,河南漯河462002)作者简介:陈桂华(1982-),女,河南周口人,本科,讲师,主要研究方向:机械制造。
摘要:文章概括了动态仿真在冲压成型中的应用,介绍了动态仿真模拟软件Dynaform 在板料成形中的使用功能和在车身覆盖件成形中的应用。
分析了Dynaform 在应用研究中仍存在的问题和进一步的研究发展方向。
关键词:动态仿真;材料模型;单元模型;Dynaform随着车型更新换代的速度加快,依靠经验的车身覆盖件冲压模具设计方法已无法满足实际生产的需要。
塑性成形理论的飞速发展以及计算机技术的广泛应用使冲压仿真作为一个有力工具进入工业界。
冲压仿真使汽车模具生产由经验上升到理论,大大缩短了车身覆盖件的成型周期、提高了车身覆盖件设计质量,为加速车型更新换代创造了很好的条件。
1动态仿真系统的关键技术发展有限元法是一种高效的用于数值计算的方法,用近似函数插值表示未知场函数在各个节点的数值,进而把连续的无限自由度问题转换成了离散有限自由度问题。
1.1求解格式冲压成型时一个及其复杂的力学过程,为实现动态仿真通过以下两种途径建立有限元格式:完全的La-grangian 格式(即T.L.格式)和更新的Lagrangian 格式(即U.L.格式)。
针对冲压成型过程的特点采用U.L.格式来建立有限元列式比较合适。
不管用哪种格式,最后的坯料运动方程都一样:M u +C u +f i =f e (1)其中:M —质量矩阵;C —阻尼矩阵;u —节点位移矢量;f i —等效内力矢量;f e —等效节点力矢量。
1.2材料模型冲压过程是通过冲压模具对板料施加压力实现变形过程的。
要分析冲压成型过程中的力学特性,就要建立对应材料的力学模型,这里称其为材料模型。
依据塑性流动理论,对于板料成形来说塑性特性是各向异性的。
板料成形通常采用以下几种材料模型。
(1)Hill 各向异性弹塑性模型依据Hill 的各向异性材料理论,如果体内有相互正交的各向异性主轴,而且坐标轴于各向异性主轴是互相平行的,则屈服准则为:F (σy-σz )2+G (σz-σx )2+H (σx-σy )2+2Lσ2yz +2Nσ2xy -1(2)式中,F 、G 、H 、L 、M 、N 为各向异性常数。
基于Dynaform的底甲板压型过程数值模拟分析

基于Dynaform的底甲板压型过程数值模拟分析杜德恒;李宏伟;陈泳;蔡晓清;冯和永;张卫华;陈东红;周正国;高伟【摘要】底甲板成型过程中材料流动情况复杂,成型后产品易产生回弹,影响产品尺寸精度.结合生产实际情况,根据产品成型特点,应用Dynaform软件模拟分析不同成型参数下板料成型过程中的材料应变分布、厚度变化及回弹情况.根据模拟结果,分析模具间隙、保压时间和成型温度等工艺参数对冲压件产品质量的影响,预测产品在冲压成型过程中的质量问题,为工艺设计及模具结构改进提供了理论依据,并且提高了产品的成型尺寸精度.【期刊名称】《新技术新工艺》【年(卷),期】2015(000)011【总页数】6页(P61-66)【关键词】Dynaform;数值模拟;底甲板;压型【作者】杜德恒;李宏伟;陈泳;蔡晓清;冯和永;张卫华;陈东红;周正国;高伟【作者单位】北京北方车辆集团有限公司工艺技术中心,北京100072;北京北方车辆集团有限公司工艺技术中心,北京100072;北京北方车辆集团有限公司工艺技术中心,北京100072;北京北方车辆集团有限公司工艺技术中心,北京100072;北京北方车辆集团有限公司工艺技术中心,北京100072;北京北方车辆集团有限公司工艺技术中心,北京100072;北京北方车辆集团有限公司工艺技术中心,北京100072;北京北方车辆集团有限公司工艺技术中心,北京100072;北京北方车辆集团有限公司工艺技术中心,北京100072【正文语种】中文【中图分类】TG376.2在特种车辆上,很多零件是用特种钢板(厚度一般为6~10 mm)压制而成的。
在制造这些厚板零件时,因在常温下加工,会产生严重的加工硬化、翘形和裂纹等现象,所以采用热压成型[1]技术来进行加工。
热压成型技术由瑞典的Hard Tech公司于20世纪80年代首次提出,它是一项专门用于成型高强度厚钢板冲压件的新技术,其工艺流程如图1所示。
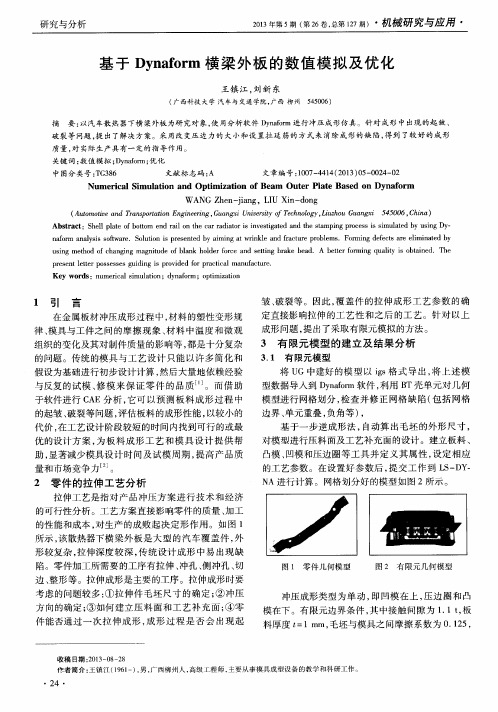
基于Dynaform横梁外板的数值模拟及优化
n a f o r m a n a l y s i s s o f t wa r e .S o l u t i o n i s pr e s e nt e d by a i mi n g a t wr i n k l e a n d f r a c t u r e p r o b l e ms . Fo r mi ng de f e c t s a r e e l i mi n a t e d by
1 引 言
在金属 板材 冲压成 形过 程 中 , 材料 的塑 性变形 规
皱、 破裂 等 。因此 , 覆 盖件 的拉 伸 成 形 工艺 参 数 的确
定 直接影 响拉 伸 的工 艺 性 和 之后 的工 艺 。针 对 以上 成 形 问题 , 提 出了采取 有 限元 模拟 的方 法 。
律、 模 具 与工件 之 间 的摩擦 现 象 、 材 料 中温 度 和微 观 组织 的变 化及其 对制 件质量 的影 响等 , 都是 十分 复杂 的问题 。传统 的模具 与工 艺 设计 只能 以许 多 简化 和 假设 为基 础进 行初 步设计 计算 , 然后 大量 地依赖 经验 与 反复 的试 模 、 修模来保证零件 的品质¨ 。而 借 助
p r e s e n t l e t t e r po s s e s s e s g ui d i n g i s p r o v i d e d f o r p r a c t i c a l ma nu f a c t u r e .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•板料内侧流动较大
•板料外侧没有流入
Case0: 仅有外圈拉延筋
• 剪切部分(第一主应变分布)
相应蓝色区域需要加上拉延筋
Case0:仅有外圈拉延筋
• 剪切部分(厚度分布)
Case1: 有内外圈拉延筋
• 外圈拉延筋的分布 (图中粗线)
外圈拉延筋高度 • Bead0: 10mm; Bead5 Bead1 Bead4 内圈拉延筋高度 • Bead1: 6mm; • Bead2: 2mm; • Bead3: 4mm; • Bead4: 3mm; • Bead5: 4mm; • Bead6: 6mm; • Bead7: 3mm;
DYNAFORM数值模拟分析
讨论
• 在模拟中发现,当板料外缘流入模具凹模 时,板料表面会发生起皱。虽然在后续成 形中,该起皱会在某种程度上消除,留下 的痕迹仍然是不可接受的;
• 板料的外边缘需要使用拉延筋将之紧紧压 住;
成形目标
• 工件剪切后的部分第一主应变介于2%-4%;
• 同时该部分最小厚度大于0.95mm;
• 外圈拉延筋的分布 (图中粗线)
外圈拉延筋高度 • Bead0: 10mm; Bead5 Bead1 Bead4 内圈拉延筋高度 • Bead1: 7mm; • Bead2: 4mm; • Bead3: 6mm; • Bead4: 5mm; • Bead5: 5mm; • Bead6: 7mm; • Bead7: 4mm;
• 外圈拉延筋的分布 (图中粗线)
外圈拉延筋高度 • Bead0: 10mm; Bead5 Bead1 Bead4 内圈拉延筋高度 • Bead1: 6mm; • Bead2: 2mm; • Bead3: 5mm; • Bead4: 4mm; • Bead5: 4mm; • Bead6: 6mm; • Bead7: 3mm;
Bead7
Bead6
Bead2
Bead3 Bead0
Case3: 有内外圈拉延筋
• 板料在X方向的流动情况
•板料内侧流动较大
•板料外侧没有流入
Case3: 有内外圈拉延筋
• 剪切部分(第一主应变分布)
应变均大于3.2%
Case3: 有内外圈拉延筋
• 剪切部分(厚度分布)
厚度均大于0.96mm
模拟工况
• 仅有外圈拉延筋
– Case0;
• 内外圈均有拉延筋
– Case1; – Case2 – Case3;
拉延筋尺寸设定与材料参数
拉延筋受力在高度方面的变化
• 在前述拉延筋的凸模高度为10mm
Case0: 仅有外圈拉延筋
• 外圈拉延筋的分布 (图中粗线)
Case0: 仅有外圈拉延筋
• 板料在X方向的流动情况
Bead7
Bead6
Bead2
Bead3 Bead0
Case2: 有内外圈拉延筋
• 板料在X方向的流动情况
•板料内侧流动较大
•板料外侧没有流入
Case2: 有内外大于2%
Case2: 有内外圈拉延筋
• 剪切部分(厚度分布)
厚度均大于0.95mm
Case3: 有内外圈拉延筋
Bead7
Bead6
Bead2
Bead3 Bead0
Case1: 有内外圈拉延筋
• 板料在X方向的流动情况
•板料内侧流动较大
•板料外侧没有流入
Case1: 有内外圈拉延筋
• 剪切部分(第一主应变分布)
相应蓝色区域需要加上拉延筋
Case1: 有内外圈拉延筋
• 剪切部分(厚度分布)
Case2: 有内外圈拉延筋