dynaform分析步骤
dynaform回弹分析详细教程
基于Dynaform的JL70右连接板零件成形工艺及模具设计李君才(重庆工商大学 机械设计制造及其自动化专业 05机制2班 )摘要: 实践表明,采用有限元数值仿真技术对零件成形过程进行模拟,并根据仿真结果进行冲压工艺规划和模具的设计,以改良传统冲模设计与制造过程中耗时长、成本高等缺陷,把制造过程中可能出现的问题集中在设计阶段解决,以便快速经济地制造模具,提高零件质量。
本设计是基于有限元分析软件DYNAFORM 的成形过程的仿真分析与模具设计。
首先进行前处理设置,将仿真需要的各种参数输入进去,然后进行仿真的后处理分析。
通过对仿真的后处理分析,了解各种参数对成形的影响,进一步提出改进措施,重新输入参数进行分析。
然后在基于仿真分析的基础设计模具,这样保证了模具结构的合理性。
关键词:模拟仿真、DYNAFORM、模具设计、工艺参数优化Base on Dynaform JL70 right Junction panel Ban parts forming process and die designLi Juncai(Chongqing Technology and Business University ,mechanical design automation and manufacturing professionals ,05 mechanism classes two)Abstract: Practice shows that the use of finite element simulation technology to partsforming process modeling, and simulation results are in accordance with the planning process and tamping die design, to improve the design and manufacture of traditional die in the time-consuming process of a long, the cost of higher defects in the manufacturing process problems that may arise in the design phase concentrated solution for rapid economic and die manufacturing, improve the quality of parts.The design is based on finite element analysis software DYNAFORM the process of forming simulation analysis and die design. First set up to deal with before, the simulation will need to enter into the various parameters, and then to simulate the post-processing analysis. Through the simulation of the post-processing analysis, an understanding of various parameters on forming the impact of further improvement measures, re-enter the parameters for analysis. Then based on the analysis of the simulation based design mold, such a guarantee die structure is reasonable. Keywords: simulation、DYNAFORM、mold design、Technological parameter optimization目录目录1.绪论 (4)1.1 引言 (4)1.2 板料冲压成形的主要特点 (5)1.3 板料成形仿真技术的国内外应用现状 (5)1.4板料冲压仿真技术的发展趋势 (8)1.5本课题的主要设计内容和基本思路 (11)2.冲压成形有限元理论及软件简介 (13)2.1 有限元方程及其求解步骤 (13)2.2 有限元求解格式 (15)2.3 Dynaform软件与有限元模拟计算步骤 (15)3.JL70右连接板零件建模与冲压工艺规程设计 (19)3.1 零件结构特点与冲压工艺顺序安排 (19)3.2 零件的模型构建 (19)3.3 零件中性层曲面的创建 (20)3.4冲压方向确定 (23)3.5 零件毛坯的反求 (25)4.JL70右连接板零件成形工艺设计与数值模拟 (28)4.1快速成形评估 (28)4.2 模面设计 (30)4.3 成形工艺有限元模型的建立 (32)4.3.1 有限元网格的划分 (32)4.3.2上、下模及压边圈的生成 (33)4.3.3 有关主要工艺参数的初定值 (36)5.仿真结果分析与工艺参数的优化调整 (41)5.1 仿真结果分析 (41)5.1.1 FLD图分析 (41)5.1.2 厚度变化图的分析 (42)5.1.3 冲压力、压边力曲线及分析 (42)5.1.4 零件尺寸、形状的测量与分析 (43)5.2 工艺参数的优化调整方案 (43)5.3 优化后的仿真结果的对比分析 (44)5.4零件的回弹分析 (50)6.JL70右连接板零件的成形模具设计 (54)6.1 模具结构方案的设计 (54)6.2 模具结构设计工作图 (60)7.结论 (61)致谢 (62)参考文献 (63)1.1.绪论绪论绪论1.11.1 引言引言当前,板料成形仿真领域的研究集中在几个方面:揭示零件几何形状、模具几何形状及结构、材料类型及性能参数等各种因素对成形结果及成形性能的影响;通过引入知识工程等技术,进一步提高成形模拟精度及仿真计算效率;板料冲压加工作为一个标准化生产过程,在汽车、轻工、航空、国防等领域应用非常广泛,在现代工业生产中占有举足轻重的地位。
DYNAFORM分析过程步骤介绍

DYNAFORM分析过程步骤介绍DYANFORM分析过程介绍一、导入几何或网格模型FILE----IMPORT二、修改零件名称PARTS----EDIT三、划分曲面网格对于坯料:TOOLS----BLANK GENERATOR对于工具:PREPROCESS----ELEMENT四、检查网格PREPROCESS----MODEL CHECK五、创建不见及偏置凹模(凸模)创建凸模(凹模)和压边圈创建部件:PARTS----CREAT偏置单元:PREPROCESS----ELEMENT----COPY六、分离压料面和凸模(凹模)PARTS----ADD TO PART/SEPARATE七、定义坯料材料及属性TOOLS----DEFINE BLANK八、定义工具TOOLS----DEFINE TOOLS九、定义等效拉延筋创建拉延筋线:PREPROCESS----LINE/POINT----FE BOUNDARY LINE/OFFSET 创建拉延筋:TOOLS----DRAW BEAD十、工具自动定位分析设置:TOOLS----ANAL YSIS SETUP自动定位:TOOLS----POSITION----AUTO POSITION十一、定义工具运动曲线测量工具间距离:TOOLS----POSITION----MIN DISTANCE定义工具运动速度/力曲线:TOOLS----DEFINE TOOLS----DEFINE LOAD CURVE 十二、检查工具运动情况TOOLS----ANIMATE十三、定义成形参数和控制参数ANAL YSIS----ANAL YSIS十四、提交工作到求解器进行计算ANAL YSIS----FULL RUN DYNA十五、后处理分析POSTPROCESS十六、分析报告DFE模面设计过程一、导入零件几何模型DFE----PREPARATION----IMPORT二、划分网格1、创建新零件DIEPART----CREAT2、划分网格DFE----PREPARATION----MESH TOOL 三、检查并修补网格DFE----MODEL CHECK/REPAIR四、冲压方向调整DFE----TIPPING/UNDERCUT五、内部填充DFE----PREPARATION----INNER FILL 六、外部光顺DFE----PREPARATION---OUTER SMOOTH 七、创建压料面DFE----BINDER八、创建过渡面(工艺补充面)DFE----ADDENDUM九、切割压料面DFE----MODIFICATION----BINDER TRIMBSE坯料估算过程一、导入零件模型BSE----PREPARATION----IMPORT二、划分网格BSE----PART MESH三、检查和修补网格BSE----MESH CHECK/REPAIR四、坯料尺寸估算BSE----BLANK SIZE ESTIMATE----MSTEP五、坯料网格划分BSE----DEVELOPMENT----BLANK GENERATOR六、外部光顺BSE----OUTER SMOOTH七、生成新的坯料轮廓线和网格PREPROCESS----LINE/POINT----FE BOUNDARY LINE BSE----DEVELOPMENT----BLANK GENERATOR八、坯料排样BSE----NESTING九、输出排样报告和报价。
dynaform操作流程文件
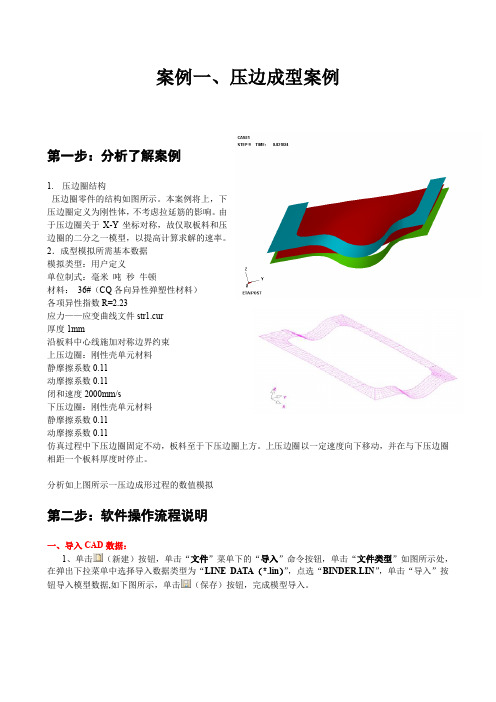
案例一、压边成型案例第一步:分析了解案例1.压边圈结构压边圈零件的结构如图所示。
本案例将上,下压边圈定义为刚性体,不考虑拉延筋的影响。
由于压边圈关于X-Y坐标对称,故仅取板料和压边圈的二分之一模型,以提高计算求解的速率。
2.成型模拟所需基本数据模拟类型:用户定义单位制式:毫米吨秒牛顿材料:36#(CQ各向异性弹塑性材料)各项异性指数R=2.23应力——应变曲线文件str1.cur厚度1mm沿板料中心线施加对称边界约束上压边圈:刚性壳单元材料静摩擦系数0.11动摩擦系数0.11闭和速度2000mm/s下压边圈:刚性壳单元材料静摩擦系数0.11动摩擦系数0.11仿真过程中下压边圈固定不动,板料至于下压边圈上方。
上压边圈以一定速度向下移动,并在与下压边圈相距一个板料厚度时停止。
分析如上图所示一压边成形过程的数值模拟第二步:软件操作流程说明一、导入CAD数据:1、单击(新建)按钮,单击“文件”菜单下的“导入”命令按钮,单击“文件类型”如图所示处,在弹出下拉菜单中选择导入数据类型为“LINE DATA(*.lin)”,点选“BINDER.LIN”,单击“导入”按钮导入模型数据,如下图所示,单击(保存)按钮,完成模型导入。
2、单击“工具”菜单下的“分析设置”命令按钮,在弹出的分析设置对话框中设置“接触间隙”为1mm,拉延类型为“Userdefine”,用户定义,如右图所示。
二、单元划分1、划分板料单元(1)、单击(关闭零件层)按钮,在弹出的对话框中仅留下曲线零件层,单击右下角的“当前零件层”按钮,在弹出对话框中点选“BLANK”零件层为当前零件层,如右图所示。
(2)、单击“工具”菜单下的“毛坯生成器”命令按钮,在在弹出的单元对话框中单击“边界线”按钮,点选曲线中的矩形坯料曲线,在弹出的单元划分对话框中输入尺寸6,单击“确定”按钮,结果如图所示。
(3)、保存文件2、划分下压边圈单元(1)、单击(关闭零件层)按钮,在弹出的对话框中仅留下压边曲线零件层,单击右下角的“当前零件层”按钮,在弹出对话框中点选“LWRING”零件层为当前零件层,如右图所示。
dynaform分析步骤

1. 创建一个新的零件层:l 线或者网格单元不能创建在一个空的数据库中,在定义任何几何模型数据前,用户必须首先定义零件层。
2.一旦导入或者创建了所需的几何模型之后,用户就可以通过工具定义对话框将各个部件定义成相应的工具,比如凹模、凸模、压边圈等;同时,也可以通过板坯定义对话框定义板坯。
在板坯定义对话框中,用户可以一并定义板坯所对应的材料和属性(厚度)。
在定义好工具和板坯之后,用户就可以对工具进行自动定位了。
自动定位后,用户需要定义各个工具的运动曲线。
如果需要定义拉延筋,用户可以通过工具菜单下面的拉延筋命令来进行。
定义好所有的设置参数之后,用户可以在分析菜单下提交计算或者输出DYNA关键字文件。
计算结束之后,用户可以打开后处理eta/Post进行分析。
计算结束之后,用户可以从计算所在的目录下面导入DYNAIN文件到eta/DYNAFORM 中观察板坯的变形情况。
同时也可以将DYNAIN文件应用到回弹计算或者后续的多工序成形模拟。
对于需要修边的零件,用户可以通过工具菜单下面的板坯操作→修边命令来进行。
修边后的板坯,用户可以通过分析菜单的导出新的DYNAIN文件输出。
对于分析结果,用户可以通过后处理软件eta/POST打开计算得到的D3PLOT文件进行详细的分析。
eta/DYNAFORM依据局部坐标系来进行平移、旋转、镜像、复制以及产生点、线和节点。
当选择这些功能时,程序会自动提示用户建立一个由U、V、W方向组成的局部坐标系。
局部坐标系(LCS)对话框将被显示(图2.5.1)。
用户可以创建一个新的局部坐标系或者通过选择GLOBAL(全局坐标),CURRENT LCS(当前坐标),LAST(最后定义的坐标),VIEW DIRECTION(视图方向)等按钮作为当前坐标系。
零件层标识号(PID)。
零件层的名称是一个不大于八个字符的字符串。
目前,用户最多可以在一个数据文件中创建1000个不同的零件层,用户可以继续创建新的零件层,新的零件层将被作为当前零件层,显示在DISPLAY OPTIONS(显示选项)窗口中。
dynaform回弹分析详细教程
基于Dynaform的JL70右连接板零件成形工艺及模具设计李君才(重庆工商大学 机械设计制造及其自动化专业 05机制2班 )摘要: 实践表明,采用有限元数值仿真技术对零件成形过程进行模拟,并根据仿真结果进行冲压工艺规划和模具的设计,以改良传统冲模设计与制造过程中耗时长、成本高等缺陷,把制造过程中可能出现的问题集中在设计阶段解决,以便快速经济地制造模具,提高零件质量。
本设计是基于有限元分析软件DYNAFORM 的成形过程的仿真分析与模具设计。
首先进行前处理设置,将仿真需要的各种参数输入进去,然后进行仿真的后处理分析。
通过对仿真的后处理分析,了解各种参数对成形的影响,进一步提出改进措施,重新输入参数进行分析。
然后在基于仿真分析的基础设计模具,这样保证了模具结构的合理性。
关键词:模拟仿真、DYNAFORM、模具设计、工艺参数优化Base on Dynaform JL70 right Junction panel Ban parts forming process and die designLi Juncai(Chongqing Technology and Business University ,mechanical design automation and manufacturing professionals ,05 mechanism classes two)Abstract: Practice shows that the use of finite element simulation technology to partsforming process modeling, and simulation results are in accordance with the planning process and tamping die design, to improve the design and manufacture of traditional die in the time-consuming process of a long, the cost of higher defects in the manufacturing process problems that may arise in the design phase concentrated solution for rapid economic and die manufacturing, improve the quality of parts.The design is based on finite element analysis software DYNAFORM the process of forming simulation analysis and die design. First set up to deal with before, the simulation will need to enter into the various parameters, and then to simulate the post-processing analysis. Through the simulation of the post-processing analysis, an understanding of various parameters on forming the impact of further improvement measures, re-enter the parameters for analysis. Then based on the analysis of the simulation based design mold, such a guarantee die structure is reasonable. Keywords: simulation、DYNAFORM、mold design、Technological parameter optimization目录目录1.绪论 (4)1.1 引言 (4)1.2 板料冲压成形的主要特点 (5)1.3 板料成形仿真技术的国内外应用现状 (5)1.4板料冲压仿真技术的发展趋势 (8)1.5本课题的主要设计内容和基本思路 (11)2.冲压成形有限元理论及软件简介 (13)2.1 有限元方程及其求解步骤 (13)2.2 有限元求解格式 (15)2.3 Dynaform软件与有限元模拟计算步骤 (15)3.JL70右连接板零件建模与冲压工艺规程设计 (19)3.1 零件结构特点与冲压工艺顺序安排 (19)3.2 零件的模型构建 (19)3.3 零件中性层曲面的创建 (20)3.4冲压方向确定 (23)3.5 零件毛坯的反求 (25)4.JL70右连接板零件成形工艺设计与数值模拟 (28)4.1快速成形评估 (28)4.2 模面设计 (30)4.3 成形工艺有限元模型的建立 (32)4.3.1 有限元网格的划分 (32)4.3.2上、下模及压边圈的生成 (33)4.3.3 有关主要工艺参数的初定值 (36)5.仿真结果分析与工艺参数的优化调整 (41)5.1 仿真结果分析 (41)5.1.1 FLD图分析 (41)5.1.2 厚度变化图的分析 (42)5.1.3 冲压力、压边力曲线及分析 (42)5.1.4 零件尺寸、形状的测量与分析 (43)5.2 工艺参数的优化调整方案 (43)5.3 优化后的仿真结果的对比分析 (44)5.4零件的回弹分析 (50)6.JL70右连接板零件的成形模具设计 (54)6.1 模具结构方案的设计 (54)6.2 模具结构设计工作图 (60)7.结论 (61)致谢 (62)参考文献 (63)1.1.绪论绪论绪论1.11.1 引言引言当前,板料成形仿真领域的研究集中在几个方面:揭示零件几何形状、模具几何形状及结构、材料类型及性能参数等各种因素对成形结果及成形性能的影响;通过引入知识工程等技术,进一步提高成形模拟精度及仿真计算效率;板料冲压加工作为一个标准化生产过程,在汽车、轻工、航空、国防等领域应用非常广泛,在现代工业生产中占有举足轻重的地位。
板料成形脸盆的DYNAFORM模拟分析报告

脸盆的零件图1、导入模型启动dynaform5.6后,选择菜单栏“File/Import”命令,依次将之前用UG建立的“DIE.igs”下模模型文件和"BLANK.igs"坯料轮廓文件导入到数据库中,如图1-1所示。
完成导入文件后,观察模型显示如图1-2所示。
图1-1 导入文件对话框图1-2 导入模型文件2、编辑零件选择菜单“Part/Edit”命令,弹出如图2-1所示的“Edit Part”对话框,修改各零件层的名称、编号和颜色,将毛坯层命名为“BLANK”,将下模层命名为“DIE”,修改后如图2-2所示,单击OK按钮确定。
图2-1 零件编辑对话框图2-2 编辑零件3、参数设定选择”Tool/Analysis Steup“命令,弹出“Analysis Steup”对话框在成型类型Draw Type的下拉菜单中选择双动(Double action),按照图3-1更改相应设置,点击“OK”按钮退出对话框。
图3-1 分析参数设置对话框4、网格划分(1)DIE层网格的划分设定当前零件层为DIE层,在工具栏中点击按钮,弹出如图4-1所示的对话框,点击“BLANK 2”将BLANK层关闭。
图4-1 关闭零件“BLANK”对坯料零件“DIE”进行网格划分,选择菜单中的“Preprocess/Element”命令,弹出“Element”对话框,如图4-2所示。
然后选择按钮,弹出4-3所示的对话框,设置成图4-3所示的参数。
点击“Select Surfaces”按钮,在弹出的对话框中点击“Displayed Surf”按钮选择需要划分的曲面,如图4-4所示,此时“DIE”将高亮显示,点击“OK”按钮选择完毕自动退回到Surface Mesh 对话框中,依次单击“Apply”“Yes”“Exit”“OK”按钮完成网格的划分,划分完后,效果如图4-5所示图4-2“Element ”对话框 图4-3 “Surface Mesh ”对话框图4-4“Select Surfaces ”对话框图4-5 DIE划分网格单元结果图(2)BLANK层网格的划分在工具栏中点击按钮,弹出如图4-6所示的对话框。
dynaform成型研究分析
计算机仿真技术研究报告论文(设计)题目计算机仿真技术研究报告作者所在系别材料工程系作者所在专业材料成型及控制工程作者所在班级B09811作者姓名宋明明作者学号200940xxxxx指导教师姓名赵军指导教师职称讲师完成时间2012 年12 月北华航天工业学院教务处制目录一、喷雾器滤液槽成型研究•••••••••••••• 1二、厨房洗菜盆成型研究••••••••••••••• 5三、自拟件成型研究•••••••••••••••••9四、小轴套成型研究•••••••••••••••••13五、钣金反拉深件成型研究••••••••••••••17六、自拟二次拉深件成型研究•••••••••••••22七、冲压弯曲件成型研究•••••••••••••••26八、液压胀形件成型研究•••••••••••••••30一、喷雾器滤液槽成型研究1.1零件结构分析1.1.1建立三维模型图1为零件的三维模型图图11.1.2结构分析此件名为喷雾器滤液槽,底部有许多小孔,后侧壁上有两个大孔,厚度为1mm,材料为铝材,适合拉深成形。
在进行dynaform划分网格时需要把这些孔进行填补修整。
1.2模具设计下图2为喷雾器滤液槽的拉深模具及压边圈(外围很大的一片即为压边圈)。
压边圈很大是为了保证能够完全压住坯料,防止其起皱。
划分网格后的模具如图3。
图2 图31.3冲压工艺分析1.3.1材料特性分析此材料为AA6009,属于铝材,主要应用在汽车车身板上。
6×××系列铝板材主要含有镁和硅两种元素,故集中了4×××系列和5×××系列的优点。
铝是一种轻金属,其化合物在自然界中分布极广,地壳中铝的含量约为8%(重量),仅次于氧和硅,居第三位。
在金属品种中,仅次于钢铁,为第二大类金属。
铝的导电性、延展性良好,应用范围十分广泛。
铝及铝合金与其它一般特性,铝及铝合金其它金属材料相比,具有以下一些特点:1、密度小。
dynaform分析步骤讲解学习
d y n a f o r m分析步骤1. 创建一个新的零件层:l 线或者网格单元不能创建在一个空的数据库中,在定义任何几何模型数据前,用户必须首先定义零件层。
2.一旦导入或者创建了所需的几何模型之后,用户就可以通过工具定义对话框将各个部件定义成相应的工具,比如凹模、凸模、压边圈等;同时,也可以通过板坯定义对话框定义板坯。
在板坯定义对话框中,用户可以一并定义板坯所对应的材料和属性(厚度)。
在定义好工具和板坯之后,用户就可以对工具进行自动定位了。
自动定位后,用户需要定义各个工具的运动曲线。
如果需要定义拉延筋,用户可以通过工具菜单下面的拉延筋命令来进行。
定义好所有的设置参数之后,用户可以在分析菜单下提交计算或者输出DYNA 关键字文件。
计算结束之后,用户可以打开后处理eta/Post进行分析。
计算结束之后,用户可以从计算所在的目录下面导入DYNAIN文件到eta/DYNAFORM中观察板坯的变形情况。
同时也可以将DYNAIN文件应用到回弹计算或者后续的多工序成形模拟。
对于需要修边的零件,用户可以通过工具菜单下面的板坯操作→修边命令来进行。
修边后的板坯,用户可以通过分析菜单的导出新的DYNAIN文件输出。
对于分析结果,用户可以通过后处理软件eta/POST打开计算得到的D3PLOT文件进行详细的分析。
eta/DYNAFORM依据局部坐标系来进行平移、旋转、镜像、复制以及产生点、线和节点。
当选择这些功能时,程序会自动提示用户建立一个由U、V、W方向组成的局部坐标系。
局部坐标系(LCS)对话框将被显示(图2.5.1)。
用户可以创建一个新的局部坐标系或者通过选择GLOBAL(全局坐标),CURRENT LCS(当前坐标),LAST(最后定义的坐标),VIEW DIRECTION (视图方向)等按钮作为当前坐标系。
零件层标识号(PID)。
零件层的名称是一个不大于八个字符的字符串。
目前,用户最多可以在一个数据文件中创建1000个不同的零件层,用户可以继续创建新的零件层,新的零件层将被作为当前零件层,显示在DISPLAY OPTIONS(显示选项)窗口中。
3.dynaformCAE分析流程
罚函数法:
二,Dynaform CAE建模流程 建模流程
4. 工具定义 接触问题 工具定义—接触问题 接触问题2
双向接触
单向接触
二,Dynaform CAE建模流程 建模流程
4. 工具定义 接触问题 工具定义—接触问题 接触问题3
对壳单元 自动接触 双向检查
非自动接触
单向检查
支持的CAE文件格式
LSDYNA Nastran Abaqus
二,Dynaform CAE建模流程 建模流程
2. 网格划分
坯料网格
对坯料划分网格
工具网格
对模.
二,Dynaform CAE建模流程 建模流程
2. 网格划分 网格划分(2)
二,Dynaform CAE建模流程 建模流程
4. 工具定义 接触设置 工具定义—接触设置
接触类型: 接触类型:
接触厚度:
二,Dynaform CAE建模流程 建模流程
5. 工具定位
要求:不发生初始接触
自动定位:
二,Dynaform CAE建模流程 建模流程
6. 工具定义 工序设置 工具定义—工序设置
一,覆盖件模具
冲压类型-倒装拉延过程2 冲压类型-倒装拉延过程2
一,覆盖件模具
冲压类型-四工具拉延(Four 冲压类型-四工具拉延(Four Piece Draw)
双动压力机
二,Dynaform CAE建模流程 建模流程
Dynaform 建立 建立CAE模型流程 模型流程
1 2 3 4 5 6 7 8
1. 定义工具的控制方式 2. 定义工具行程
二,Dynaform CAE建模流程 建模流程
7. 工具定义 工序设置 工具定义—工序设置
dynaform分析流程
dynaform分析流程DYNAFORM 5.7分析应用规范Preprocessor 前处理一、工具网格划分maxsize:20~30mm;chordal dev.:0.1 ;angle:10 其他参数采取默认。
工具网格的数量也直接影响到计算度。
二、网格检查与修补工具网格检查内容包括:1. boundary 2. over lap element 3. auto platenormal以上3项内容是必须要进行检查的,其他内容,如需要可进行简单检查。
在工具网格检查时,可以出现没有修补的网格,但不能出现退化单元、突出工具形面的单元,重叠单元。
好的工具网格是进行准确分析、减少计算时间和使计算能够顺利进行的前提。
在网格修补工具中有auto repair工具,该工具可以对整个工具进行自动修补,但修补后的工具会与实际工具存在偏差,因此该功能只能使用在局部很小的范围,而不能采用该功能对工具进行一次性修补。
三、板料网格划分在划分板料网格时,若采用真实筋模拟,此时所关心的工具网格圆角应为拉延筋的R角,一般拉延筋圆角半径R为3mm左右。
根据dyna要求,为使板料在成形后能够很好的反映出工具形面,尤其是小圆角处的形状特征,即让板料能与工具模面贴合性好,则在关心的圆角处至少应该有3个网格单元。
因此,采用最高划分等级4级,在板料初期划分网格时应为8mm。
(板料网格大小=(8/3)R)四、工具定义采用setup/auto setup模块。
按照要求逐步填写工具即可。
注意:工具行程一定要设置合理,避免空行程,影响计算速度。
Process 设置:单动拉延:Closing阶段:Drawing阶段:Duration设置:die采用travel或者until home类型。
双动拉延:Closing 阶段:Duration设置:dieControl设置:采用真实筋进行dynaform分析时,计算时间很长。
因此可以先采用粗略分析,尽量使零件在2小时左右就能得到大致结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 创建一个新的零件层:l 线或者网格单元不能创建在一个空的数据库中,在定义任何几何模型数据前,用户必须首先定义零件层。
2.一旦导入或者创建了所需的几何模型之后,用户就可以通过工具定义对话框将各个部件定义成相应的工具,比如凹模、凸模、压边圈等;同时,也可以通过板坯定义对话框定义板坯。
在板坯定义对话框中,用户可以一并定义板坯所对应的材料和属性(厚度)。
在定义好工具和板坯之后,用户就可以对工具进行自动定位了。
自动定位后,用户需要定义各个工具的运动曲线。
如果需要定义拉延筋,用户可以通过工具菜单下面的拉延筋命令来进行。
定义好所有的设置参数之后,用户可以在分析菜单下提交计算或者输出DYNA关键字文件。
计算结束之后,用户可以打开后处理eta/Post进行分析。
计算结束之后,用户可以从计算所在的目录下面导入DYNAIN文件到eta/DYNAFORM 中观察板坯的变形情况。
同时也可以将DYNAIN文件应用到回弹计算或者后续的多工序成形模拟。
对于需要修边的零件,用户可以通过工具菜单下面的板坯操作→修边命令来进行。
修边后的板坯,用户可以通过分析菜单的导出新的DYNAIN文件输出。
对于分析结果,用户可以通过后处理软件eta/POST打开计算得到的D3PLOT文件进行详细的分析。
eta/DYNAFORM依据局部坐标系来进行平移、旋转、镜像、复制以及产生点、线和节点。
当选择这些功能时,程序会自动提示用户建立一个由U、V、W方向组成的局部坐标系。
局部坐标系(LCS)对话框将被显示(图2.5.1)。
用户可以创建一个新的局部坐标系或者通过选择GLOBAL(全局坐标),CURRENT LCS(当前坐标),LAST(最后定义的坐标),VIEW DIRECTION(视图方向)等按钮作为当前坐标系。
零件层标识号(PID)。
零件层的名称是一个不大于八个字符的字符串。
目前,用户最多可以在一个数据文件中创建1000个不同的零件层,用户可以继续创建新的零件层,新的零件层将被作为当前零件层,显示在DISPLAY OPTIONS(显示选项)窗口中。
添加数据到零件层(ADD … TO PART)此功能允许用户将线、单元或曲面从一个零件层移到另一个零件层,用户也可以手工输入零件层的名称来创建新的零件层,如图4.4.1所示。
本功能允许用户改变当前零件层。
所有新创建的线、曲面以及网格单元被自动添加到当前零件层。
当前零件层的名称显示在屏幕的右下角(在DISPLAY OPTIONS窗口中,也可以通过单击该区域来改变当前零件层)。
弹出SELECT PART对话框,如图4.6.1所示。
图4.6.1 当前零件在图4.6.1中,可以通过拾取属于零件层的一个单元、一条直线或者一张曲面来选择一个零件层,也可以通过列表中的零件层的名称来选择一个零件层。
分离零件层(SEPARATE PART)本功能允许用户快速地将有共同节点的零件层分离。
一旦这些零件层被分离,每一个共同的节点将会变成几个节点,每一个零件层都分别有一个,且这些节点位于同一位置上。
前处理用户可以利用此菜单来构造或修改模型,或者产生带有单元的模型,并且也可以检查、修补模型或为模型添加边界条件。
子菜单如图5.1所示。
eta/DYNAFORM 中的节点和空间点是不同的概念。
点是用来形成线和曲面的,而节点是用来形成单元。
节点有两种:节点和自由节点。
节点在单元中使用,用小圆点来表示。
自由节点不被任何单元使用,用星号表示。
图5.4.1所示的功能用来创建节点、改变节点的位置和删除自由节点。
端头补充(SIDE-STEP)此功能允许用户延长零件边界,作出台阶状的特征。
对话产生中间曲面(GENERA TE MIDDLE SURFACE)此功能自动从带有厚度的实体钣金零件的产生中间曲面。
点击此功能后,系统将弹出选择曲面对话框并在消息栏中提示用户。
这时用户需要选择整个实体模型中的所有曲面。
如果用户只需要对实体模型一部分进行抽取中面对,也可以只选择部分对应对实体模型,如图 5.2.4所示。
我们假设对整个模型抽取中面,那么我们将选择所有对曲面。
分离曲面(SEPARATE SURFACE)此功能用于组合带厚度信息的实体钣金零件的顶部和底部曲面。
关于分离曲面的详细说展开法兰(UNFOLD FLANGE)本功能可以快速展开工件的法兰,从而用户能够用一个展开的工件切割线来继续进行工艺补充面的创建编辑曲面(SURFACE EDIT)此功能允许用户通过编辑曲面上的控制顶点来编辑曲面。
用户定义好曲面变形方向后,通过指针选择一个或多个控制顶点(SHIFT+鼠标左键),然后拖动其中的一个被选控制顶点来编辑曲面,如图6.1.16所示。
注意:被编辑的曲面必须是非裁剪曲面。
6.1.1.12端头补充(SIDE-STEP)此功能允许用户延长零件边界,作出台阶状的特征。
对话框如图6.1.39所示。
图6.1.39 端头补充对话框l 选择补充区域(SELECT REGION)此功能允许用户选择需要补充的区域。
点击此按钮,程序将高亮显示零件的边界,用户可以通过指针先选择两个边界点定义端头底部的补充区域,然后再选择两个边界点定义端头顶部的补充区域,此时,程序自动生成补充部分的轮廓线,如图6.1.40所示。
自动调整冲压方向(AUTO-TIPPING)此功能允许用户通过平均所有单元的法矢来调整冲压方向,使冲压负角(Undercut)和拉延深度(Draw Depth)达到最小,从而自动将零件旋转到合适的冲压位置。
注意:eta/DYNAFORM将自动计算冲压中心,且在冲压中心处有一个缺省的局部坐标系。
局部坐标系的UVW轴方向分别与全局坐标系中的XYZ轴的方向一致,有时要旋转零件以便使W轴方向指向冲压方向。
压料面边缘(BINDER MARGIN)压料面边缘参数允许用户从最初的面扩大成更大的压料面,初始压料面通过零件的边界计算出来,压料面边缘参数的值是指初始压料面边界到扩大后压料面边界之间的距离。
锥形压料面(CONICAL BINDER)(实际是弧形压料面)此功能用来创建一个锥形压料面。
在压料面的每个端点处定义的半径来控制锥度。
一旦选择这个功能,半径1(Radius 1)和半径2(Radius 2)的数据窗口就会被激活,如图6.2.11所示。
两线压料面(TWO-LINE BINDER)(球形压料面)此功能用来创建一个在X和Y方向都具有一定曲率的压料面,如图6.2.13所示。
边界线压料面(BOUNDARY LINE BINDER)此功能从工件的边界线产生压料面表面。
当工件的一部分可以成为压料面的一部分时,用户可以选择此功能,如图6.2.18所示。
定义压料面方向(DEFINE BINDER ORIENTATION)此功能定义压料面表面的UV方向,并用带箭头的正交线控制表面形状,而且UV方向必须与零件的边界平行。
图 6.2.19显示了一个U-V轴的典型方向。
选择边界线(SELECT BOUNDARY LINE)此功能用来选择指定的边界线,随后根据所选的线产生压料面曲面,边界线选中后,程序将会加亮显示所选的线段,如图6.2.22所示,点击创建按钮就创建了压料面表面,生成的压料面如图6.2.23所示。
蝶形压料面(BUTTERFL Y)在此页面中,如图6.2.48所示,用户可以将压料面的某些部分翻起来,使压料面变成用户需要的形状复制(COPY)当用户点击复制(COPY)按钮后,程序将弹出一对话框如图6.3.36所示。
在此对话框中,用户可进行复制(COPY)、镜像(MIRROR)、移动(MOVE)或补丁(PATCH)工艺补充面的操作。
补丁工艺补充面(PATCH)此功能允许用户用一段工艺补充面来填充两相邻的区域。
不同截面线类型生成的两个相邻区域间工艺补充面是一个典型的过渡区域。
图6.3.40显示了典型的具有不同截面线类型的过渡区域。
输出(EXPORT)当用户点击输出(EXPORT)按钮后,程序弹出一对话框如图6.3.50所示。
此功能允许用户创建开模线(POP LINE),工艺补充面截面线(PROFILE LINE)和工艺补充曲面(ADDENDUM SURFACE)。
在工艺补充面上创建修边线(TRIM LINE)此功能允许用户将零件的法兰部分展开在工艺补充面上,从而得到下一步切边操作需要的修边线。
注意:此功能是基于几何方法展开计算得到的修边线,在展开过程中,不考虑材料的变形,因此对于变形较大的区域,最好不用此方法,用户可以应用MSTEP模面来计算零件的修边线。
此外,对于复杂的法兰部分,建议用户也不要用此方法来计算。
由于此功能需要用于工艺补充面,因此,用户必须在eta/DYNAFORM中设计工艺补充面才能进行此操作。
逆向工程模块中,包含3个主要的页面,它们分别是转换成DYNAFORM中的工艺补充面(CONVERT)、产生新的工艺补充面(NEW ADDEN)、评估两组网格间的误差(EV ALUATE)。
产生新的工艺补充面(CREATE NEW ADDENDUM)在逆向工程中,允许差别很小的零件之间工艺补充面的替换。
对于已经设计好的工艺补充面的零件,如果有差别很小的类似零件需要再进行工艺补充面设计时,用户可以用新的零件替换掉原来的零件,这样原来设计好的工艺补充面自动转换到新的零件上,这样大大地减少了用户的设计时间和避免不必要的重复劳动。
其页面如图6.4.6所示。
评估两组网格之间的误差(EV ALUATE)此功能允许用户评估原始工艺补充面网格和新生成工艺补充面网格之间的误差值,并用等值线显示在屏幕上。
点击此按钮后,系统弹出网格误差评估对话框。