哈斯加工中心报警列表
加工中心全部的报警说明
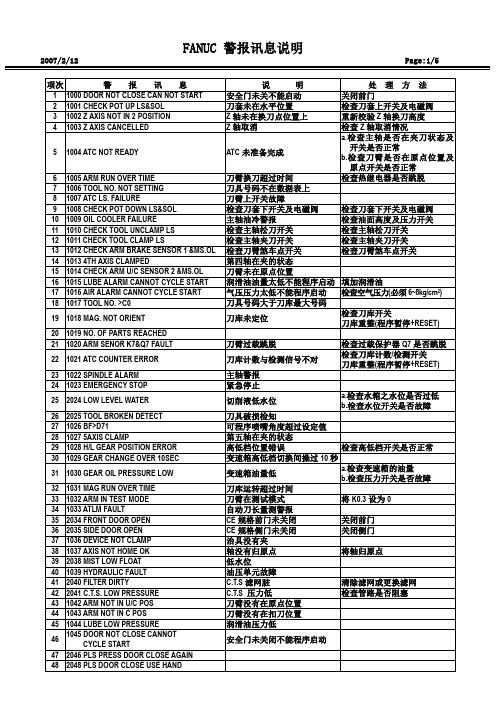
FANUC 警报讯息说明MITSUBISHI 刀臂式机器警报讯息2007/2/12 Page:2/5FANUC 0i-TC车床警报讯息说明FANUC LH 警報訊息說明臥式ATC原點校正臥式ATC PMM GEAR PARAMETER設定PMM參數P105=0,P179=36000,P141=36000P106=?EXAMPLE:刀庫總刀數P68=40,60刀庫齒輪轉一圈刀庫位移十(九)把刀,BT50每位移一把刀,馬達所需轉速,速比1:120(1:108)位移一把120/10=12(108/9=12), P106=(刀庫總刀數40 )X 12(位移一把=12)=480 (刀庫總刀數60 )X 12=720BT40每位移一把刀,馬達所需轉速,速比1:90位移一把90/9=10, P106=(刀庫總刀數60 )X 10(位移一把=10)=600若P106值太大則P179=360000,P141=360000(PMM417Alarm), 刀庫總刀數P68=60,P31=-111P11#0=1 APC,P12#1=0 Automatic parameter setting,P125=Motor type 272P40=100x10,P41=80x10,P43=200x10(刀庫總刀數=60 )P1#4=1,P40=700,P41=500,P43=2000,P68=60,P106=720,P141=360000,P179=360000(刀庫總刀數=40 )P1#4=1,P40=80,P41=50,P43=200,P68=40,P106=480,P141=36000,P179=360001.開機 1077 MAG MOTOR ALARM1078 MAG BATTERY ALARMPMM->MSG 000 319 3502.K13.0=1用手輪移動一個以上刀套(P9989#1=1 PMM,MPG FUN.)MAG-KEY 在Manual位置關機再開目前用此方式K13.2=1 JOG Mode,X5.2=1(MAG Key=manual),用X5.3(MAG CW)X5.4(MAG CCW)移動一個以上刀套MAG-KEY 在Manual位置關機再開用JOG移動校正OK(JOG速度P41=5~10)PMM PARAMETER->11#0設1關機再開K13.2=0正常MAG JOG One pitch移動每位移一把刀,馬達所需轉速,BT40速比1:100位移一把100/10=10(刀庫總刀數60 )X 10=600->P106值=100P105值=0, P179值=3600003.ALARM 1078消失用手輪移動校正OKPMM PARAMETER->11#0設1關機再開4.ALARM 1077消失K13.0=05.PMM 950 alarmDC24V由ON/OFF RELAY 控制AC220V由K1A 控制1. A.Function=2 Data=1 Y72=33 Mode=Auto Y70=001 Start=ST(T-code)B.Function=2 Data=4 Y72=36 Mode=Jog Y70=101 Start=+x,-x(Jog one pitch)K2.1=0押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop in-correct POS.(連續運轉)K2.1=1押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop in-nocorrect POS.(one pitch step by step)C.Function=4 Data=1 Y72=65 Mode=Jog Y70=101 Start= STK13.2=1,K15.4=1 Jog Mag.key-in Manual,押主軸停止鍵1sec後放開 Mag. Return to 1 POS. D2=1D.Function=4 Data=15 Y72=79 Mode=Jog Y70=101 Start= STK13.2=1,K15.5=1 Jog Mag.key-in Manual,押主軸停止鍵1sec後放開 Mag. PMM 000 alarm P11#0=1setting HOME OKE.Function=0 Data=0xxxx Y72=0 Mode=Jog Y70=101 Start=+x,-xK13.2=1押Mag.CW-key Run, 押W-key Stop錯誤修正K13.2=1押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop(注意D2不會更動)+XK13.2=1押W-key Run, 放開W-key Mag. Stop(注意D2不會更動)-X 用PMM#41=5 JOG移動刀庫取代MPGD0=Spindle NO., D1=Wait tool NO. D2=Mag. current NO. D3=T-command code NO臥式APC手動找尋O9000程式號碼,且自動跳至自動執行G7.2(ST)=1P6300#4(ESR)=1P3202#6(PSR)=1D100=90D101=00P6071=6(M6 ARM換刀)O9001P6072=100(M100 APC自動更換)O9002P6073=101(M101 APC PA-IN更換)O9003P6074=102(M102 APC PB-IN更換)O9004O9000(APC-MAN.)(D100=90,D101=00)#3003=1G4IF[1013EQ1]GOTO99(MLK)M98P9002N99#3003=0M30O9001(M6-ATC)(P6071=6)#3003=1G4IF[#1008EQ1]GOTO99 (TF=SP)IF[#1013EQ1]GOTO99 (MLK)#130=#4003#131=#4006G91G30Z0G30X0Y0M6M88(DOOR CLOSE)G#130G#131M05(M05取消M03記憶)N99#3003=0M99O9002(M100-APC)(P6072=100)#3001=1G4IF[#1013EQ1]GOTO99 (MLK)M71(APC CHECK)#130=#4003#131=#4006G91G30Z0IF[#1011EQ1]GOTO2(ZP4 OK)IF[#1012NE1]GOTO1(1=0.001 Degree) M41G91G28B0M40GOTO2N1G91G28B0N2M40M72(PALLET UNCLAMP)G4X2.M74(PALLET UP)G4X1.IF[#1009EQ1]GOTO3(PA NOW IN)M76(PA->IN)G4X1.GOTO4N3M77(PB->IN)G4X1.N4M75(PALLET DOWN)G4X1.M73(PALLET CLAMP)G#130G#131N99#3003=0M99O9003(M101-PA-in)(P6073=101)#3003=1G4IF[#1013EQ1]GOTO99IF[#1009EQ1]GOTO99M98P9002N99#3003=0M99O9004(M102-PB-in)(P6074=102)#3003=1G4IF[#1013EQ1]GOTO99IF[#1010EQ1]GOTO99M98P9002N99#3003=0M99EXE M100若停在M74(APC-UP)因APC-UP(X11.2)APC-DOWN(X11.3)同時為1把K11.0=1(解除APC-SOL自保)K14.0=1(解除APC-NOT READY)K14.7=1(解除APC-OK ENABLE)關電再開使APC回位OK後K11.0=0,K14.0=0,K14.7=0X12.1=0 M72 APC UNCLAMPX12.1=1 M73 APC CLAMPX12.1(接1.2 NO)X12.1=0 M72 APC UNCLAMP Y7.6=1 AIR CLEANX11.7(接1.3 NO)氣密檢知K14.1=1X12.1=0 M72 APC UNCLAMP Y7.6=1 AIR CLEAN ON X11.7=1(有風)X12.1=1 M73 APC CLAMP Y7.6=0 AIR CLEAN OFF X11.7=0(無風)若X11.7沒有0->1->0則AL1048 AIR TIGHT ALARMK14.0=1(解除APC-NOT READY)不可設1否則AL1048 AIR TIGHT ALARM不會出現X11.7有風無1則AL1048 AIR TIGHT ALARM Y7.6=1 AIR CLEAN ONK14.2=1解除AL1048 AIR TIGHTDATA BCD,BIN選擇由PMCRPM設定 D0~D1024 Bit可作斷電自保COUNTER BCD,BIN選擇由Ladder3設定臥式位置開關保護K15.2=1取消位置開關保護3-AXIS 皆入設定範圍則保護+X.-X,-Y,-Z G132.0,G134.0,G134.1,G134.2=1 不保護+Y,+Z G132.1,G132.2=0P6930,P6950=X(0,-700000)P6931,P6951=Y(-500000,-650000)P6932,P6952=Z(-400000,-650000)。
哈斯车床报警
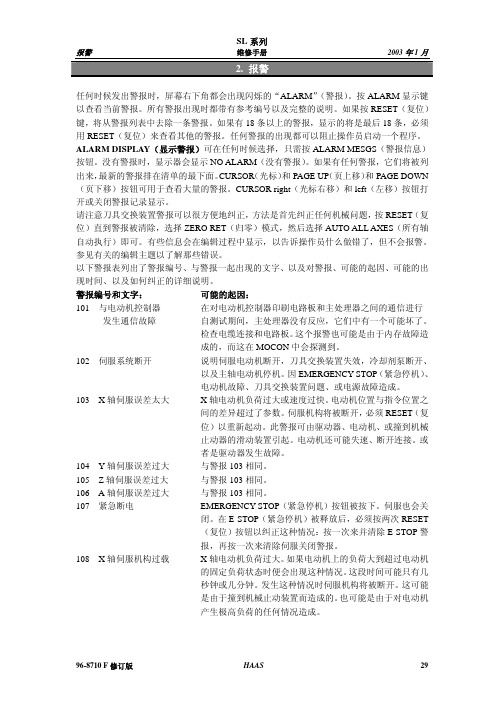
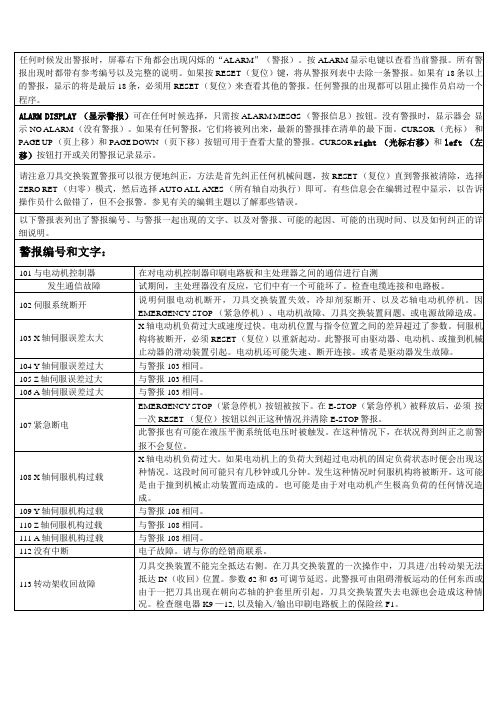
2.任何时候发出警报时,屏幕右下角都会出现闪烁的“ALARM”(警报)。
按ALARM显示键以查看当前警报。
所有警报出现时都带有参考编号以及完整的说明。
如果按RESET(复位)键,将从警报列表中去除一条警报。
如果有18条以上的警报,显示的将是最后18条,必须用RESET(复位)来查看其他的警报。
任何警报的出现都可以阻止操作员启动一个程序。
ALARM DISPLAY(显示警报)可在任何时候选择,只需按ALARM MESGS(警报信息)按钮。
没有警报时,显示器会显示NO ALARM(没有警报)。
如果有任何警报,它们将被列出来,最新的警报排在清单的最下面。
CURSOR(光标)和PAGE UP(页上移)和PAGE DOWN (页下移)按钮可用于查看大量的警报。
CURSOR right(光标右移)和left(左移)按钮打开或关闭警报记录显示。
请注意刀具交换装置警报可以很方便地纠正,方法是首先纠正任何机械问题,按RESET(复位)直到警报被清除,选择ZERO RET(归零)模式,然后选择AUTO ALL AXES(所有轴自动执行)即可。
有些信息会在编辑过程中显示,以告诉操作员什么做错了,但不会报警。
参见有关的编辑主题以了解那些错误。
以下警报表列出了警报编号、与警报一起出现的文字、以及对警报、可能的起因、可能的出现时间、以及如何纠正的详细说明。
警报编号和文字:可能的起因:101 与电动机控制器在对电动机控制器印刷电路板和主处理器之间的通信进行发生通信故障自测试期间,主处理器没有反应,它们中有一个可能坏了。
检查电缆连接和电路板。
这个报警也可能是由于内存故障造成的,而这在MOCON中会探测到。
102 伺服系统断开说明伺服电动机断开,刀具交换装置失效,冷却剂泵断开、以及主轴电动机停机。
因EMERGENCY STOP(紧急停机)、电动机故障、刀具交换装置问题、或电源故障造成。
103 X轴伺服误差太大X轴电动机负荷过大或速度过快。
哈斯系统报警参数及排除方法

哈斯系统报警参数及排除方法警报编号和文字:可能的起因以及解决方法101与电动机控制器在对电动机控制器印刷电路板和主处理器之间的通信进行自测发生通信故障试期间,主处理器没有反应,它们中有一个可能坏了。
检查电缆连接和电路板。
102伺服系统断开说明伺服电动机断开,刀具交换装置失效,冷却剂泵断开、以及芯轴电动机停机。
因EMERGENCY ST Q紧急停机)、电动机故障、刀具交换装置问题、或电源故障造成。
103X轴伺服误差太大X轴电动机负荷过大或速度过快。
电动机位置与指令位置之间的差异超过了参数。
伺服机构将被断开,必须RESET(复位)以重新起动。
此警报可由驱动器、电动机、或撞到机械止动器的滑动装置引起。
电动机还可能失速、断开连接。
或者是驱动器发生故障。
104Y轴伺服误差过大与警报103相同。
105Z轴伺服误差过大与警报103相同。
106A轴伺服误差过大与警报103相同。
107紧急断电EMERGENCSTOP(紧急停机)按钮被按下。
在E-STOP(紧急停机)被释放后,必须按一次RESET(复位)按钮以纠正这种情况并清除E-STOP警报。
此警报也有可能在液压平衡系统低电压时被触发。
在这种情况下,在状况得到纠正之前警报不会复位。
108X轴伺服机构过载X轴电动机负荷过大。
如果电动机上的负荷大到超过电动机的固定负荷状态时便会出现这种情况。
这段时间可能只有几秒钟或几分钟。
发生这种情况时伺服机构将被断开。
这可能是由于撞到机械止动装置而造成的。
也可能是由于对电动机产生极高负荷的任何情况造成。
109Y轴伺服机构过载与警报108相同。
110Z轴伺服机构过载与警报108相同。
111A轴伺服机构过载与警报108相同。
112没有中断电子故障。
请与你的经销商联系。
113转动架收回故障刀具交换装置不能完全抵达右侧。
在刀具交换装置的一次操作中,刀具进/出转动架无法抵达IN (收回)位置。
参数62和63可调节延迟。
此警报可由阻碍滑板运动的任何东西或由于一把刀具出现在朝向芯轴的护套里所引起。
美国哈斯(HAAS)加工中心主轴故障诊断分析与排除
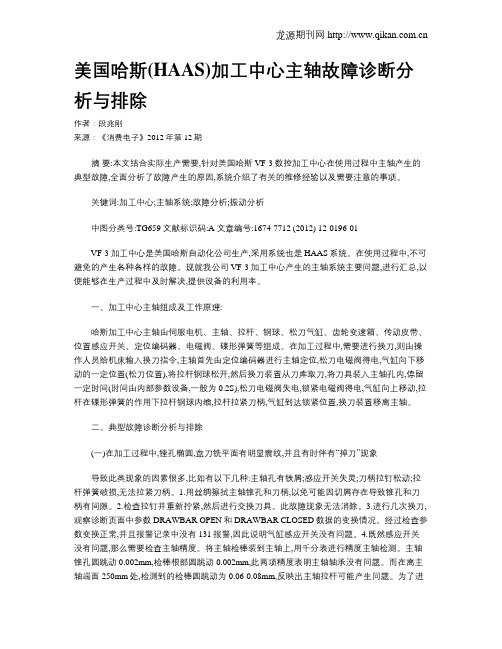
美国哈斯(HAAS)加工中心主轴故障诊断分析与排除作者:段兆刚来源:《消费电子》2012年第12期摘要:本文结合实际生产需要,针对美国哈斯VF-3数控加工中心在使用过程中主轴产生的典型故障,全面分析了故障产生的原因,系统介绍了有关的维修经验以及需要注意的事项。
关键词:加工中心;主轴系统;故障分析;振动分析中图分类号:TG659 文献标识码:A 文章编号:1674-7712 (2012) 12-0196-01VF-3加工中心是美国哈斯自动化公司生产,采用系统也是HAAS系统。
在使用过程中,不可避免的产生各种各样的故障。
现就我公司VF-3加工中心产生的主轴系统主要问题,进行汇总,以便能够在生产过程中及时解决,提供设备的利用率。
一、加工中心主轴组成及工作原理:哈斯加工中心主轴由伺服电机、主轴、拉杆、钢球、松刀气缸、齿轮变速箱、传动皮带、位置感应开关、定位编码器、电磁阀、碟形弹簧等组成。
在加工过程中,需要进行换刀,则由操作人员给机床输入换刀指令,主轴首先由定位编码器进行主轴定位,松刀电磁阀得电,气缸向下移动的一定位置(松刀位置),将拉杆钢球松开,然后换刀装置从刀库取刀,将刀具装入主轴孔内,停留一定时间(时间由内部参数设备,一般为0.2S),松刀电磁阀失电,锁紧电磁阀得电,气缸向上移动,拉杆在碟形弹簧的作用下拉杆钢球内缩,拉杆拉紧刀柄,气缸到达锁紧位置,换刀装置移离主轴。
二、典型故障诊断分析与排除(一)在加工过程中,镗孔椭圆,盘刀铣平面有明显震纹,并且有时伴有“掉刀”现象导致此类现象的因素很多,比如有以下几种:主轴孔有铁屑;感应开关失灵;刀柄拉钉松动;拉杆弹簧破损,无法拉紧刀柄。
1.用丝绸擦拭主轴锥孔和刀柄,以免可能因切屑存在导致锥孔和刀柄有间隙。
2.检查拉钉并重新拧紧,然后进行交换刀具。
此故障现象无法消除。
3.进行几次换刀,观察诊断页面中参数DRAWBAR OPEN和DRAWBAR CLOSED数据的变换情况。
哈斯加工中心报警列表
刀具交换装置不能完全抵达左侧。
在刀具交换装置的一次操作中,刀具进/出转动架无法
抵达OUT (出发)位置。
参数62和63可调节超时的时间。
此警报可由阻碍滑板运动的
114转动架出发故障
任何东西或由于一把刀具出现在朝向芯轴的护套里所引起。
刀具交换装置失去电源也会
造成这种情况。
检查继电器K9 —12,以及输入/输出印刷电路板上的保险丝F1。
295 G011
362RESET
检查是否丢失数值。
366 在G70、G71 或G72 中
624无效刀具如果在护套刀具表中未能找到G代码程序指定的刀具,或者搜索护套已超出范围,侧挂式刀具交换装置便会发生此警报。
托盘没有在参数316规定的时间内夹紧。
此警报很可能是由于立式加工中心工作台不在正确位置所造成。
这种情况可以用“安装”部分所描述的X位置(#121、#125)的设置方法633自动托盘交换装置夹紧来进行调节。
如果托盘是在正确
托盘#3没有在允许的时间内完成从自动托盘交换装置到接收器的移动。
由于接收器开关920自动托盘交换装置装载没有启动,托盘更换顺序被暂停。
托盘要么处于已松开状态,要么在接收器上。
确保托盘开关丢失托盘3 被正确定位在接收器上(顶住止块)然后运行M18以夹紧托盘。
在纠正此状况后,运行。
加工中心报警信息表 (2)

EX0165
TOOL CLAMP SIGNAL OFF
PER0165
Tool clamp check signal has been turned off while spindle is rotating.
面板报警
MER0099
在平板式操作面板中已经发生了报警。
EX0103
INTERLOCK BYPASS ON
PER0103
ATC-command has been given while interlock bypass is on.空管指挥?已经?被?给?而?联锁?旁路?是
EX0116
REFERENCE POINT PARAMETER ERROR
#2尾座没有夹紧
PER0305
当尾座并未夹紧时,就已经发出了一个T指令。(第2床头箱)
EX0320
多边形模式
PER0320
在多边形模式期间,就已经发出T指令。
EX0322
尾座没有夹紧
PER0322
当尾座并未夹紧,就已经发出了一个主轴前进/后退、旋转刀具主轴前进/后退、旋转刀具连接检查指令。
PER0116
X-or Y-or Z-axis 3rd zero-point has not been properly set at parameter.或?Y-或?Z轴?第三?零点?已经?不?被?妥善??在?参数设置。
EX0123
NO EMPTY POT IS EXISTING
PER0123
No empty pot exists during ATC cycle. Check the tool data.没有?空?锅?存在??ATC?周期期间。?检查?的?工具?大
哈斯系统报警参数及排除方法
哈斯系统报警参数及排除方法警报编号和文字:可能的起因以及解决方法101 与电动机控制器在对电动机控制器印刷电路板和主处理器之间的通信进行自测发生通信故障试期间,主处理器没有反应,它们中有一个可能坏了。
检查电缆连接和电路板。
102 伺服系统断开说明伺服电动机断开,刀具交换装置失效,冷却剂泵断开、以及芯轴电动机停机。
因EMERGENCY STOP(紧急停机)、电动机故障、刀具交换装置问题、或电源故障造成。
103 X轴伺服误差太大X轴电动机负荷过大或速度过快。
电动机位置与指令位置之间的差异超过了参数。
伺服机构将被断开,必须RESET(复位)以重新起动。
此警报可由驱动器、电动机、或撞到机械止动器的滑动装置引起。
电动机还可能失速、断开连接。
或者是驱动器发生故障。
104 Y轴伺服误差过大与警报103相同。
105 Z轴伺服误差过大与警报103相同。
106 A轴伺服误差过大与警报103相同。
107 紧急断电EMERGENCY STOP(紧急停机)按钮被按下。
在E-STOP(紧急停机)被释放后,必须按一次RESET(复位)按钮以纠正这种情况并清除E-STOP警报。
此警报也有可能在液压平衡系统低电压时被触发。
在这种情况下,在状况得到纠正之前警报不会复位。
108 X轴伺服机构过载X轴电动机负荷过大。
如果电动机上的负荷大到超过电动机的固定负荷状态时便会出现这种情况。
这段时间可能只有几秒钟或几分钟。
发生这种情况时伺服机构将被断开。
这可能是由于撞到机械止动装置而造成的。
也可能是由于对电动机产生极高负荷的任何情况造成。
109 Y轴伺服机构过载与警报108相同。
110 Z轴伺服机构过载与警报108相同。
111 A轴伺服机构过载与警报108相同。
112 没有中断电子故障。
请与你的经销商联系。
113 转动架收回故障刀具交换装置不能完全抵达右侧。
在刀具交换装置的一次操作中,刀具进/出转动架无法抵达IN(收回)位置。
参数62和63可调节延迟。
加工中心报警信息表
EX0165
TOOL CLAMP SIGNAL OFF
PER0165
Tool clamp check signal has been turned off while spindle is rotating.
面板报警
MER0099
在平板式操作面板中已经发生了报警。
EX0103
INTERLOCK BYPASS ON
PER0103
ATC-command has been given while interlock bypass is on.空管指挥?已经?被?给?而?联锁?旁路?是
EX0116
REFERENCE POINT PARAMETER ERROR
EX0230
PLEASE SELECT MAGAZINE AUTO MODE
PER0230
The manual operation mode has been selected on the magazine operation panel when T-code command has been given. Selected the automatic operation mode.
Number of tools is not properly set in the parameter.
EX0256
MAGAZINE INDEX TIME OVER
PER02g cycle time has been over.
EX0296
SERVO ALARM (MAGAZINE)
加工中心常见报警及解决方法
旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
Hardinge机床报警信息
我在现场工作中发现,不少员工由于受制于英语词汇量不足,而对Hardinge机床的一些报警信息和操作信息不能正确理解,这严重影响了车间的生产效率。
为此,我受车间领导所托,将Hardinge机床的一些基础知识、基本指令和报警、操作信息翻译出来,可供操作者和校车作为参考。
另外,在本手册的附页中,希望大家能踊跃提出宝贵的意见,并将在生产过程中发现的问题记录在案,以便以后更正,并补充本手册的遗漏。
限于时间和编者水平,手册中谬误之处,敬请读者和同行批评指正。
编者2004年4月29日于重庆第一章Hardinge机床报警信息 (1)1.11000、AIR PRESSURE LOW (1)1.21002、VERIFY OPERATOR DOOR SWITH (1)1.31003、LIVE TOOL SETUP MODE (1)1.41006、TOOL GROUP LIFE END (2)1.51007、BARFEED FAULT POWERDOWN (2)1.61016、SPINDLE FAULT (2)1.71026、HYD. PRESSURE (2)1.81027、TURRET SETUP MODE (3)1.91035、HYD. PUMP OL (3)1.101044、STEADY RESTLUBE LEVEL LOW AT POWER ON (3)1.111047、STEADY REST LUBE FAULT (3)1.121050、X1TORQUE LIM。
RESET&HOME (4)1.131051、Z1TORQUE LIM。
RESET&HOME (4)1.141053、E TORQUE LIM。
RESET&HOME (4)1.151056、LIVE TOOL TORQUE LIMIT (4)1.161057、LIVE TOOL FAULT (4)1.171060、TURRET FAULT (4)1.181061、TURRET UNCLAMPED (5)1.191067、TURRET STATION SWITCH FAULT (5)1.201075、BAR FEED FAULT (5)1.211076、END OF BAR (5)1.221082、T CODE INV ALID (5)1.231083、M CODE INV ALID (6)1.241085、B CODE INV ALID (6)1.251100、PART CATCHER MUST BE RETRACTED (6)1.261210、PART MISSING (6)1.271211、PART PRESENT (6)1.281212、PART DETECTOR FAILED TO RETRACT (6)1.291214、OPPOSITE SPINDLE ORIENT FAULT (7)1.301215、OPPOSITE SPINDLE BARKE FAULT (7)1.311400、PART CATCHER SEE MESSAGE (7)第二章Hardinge机床操作信息 (8)2.1 2001、1000HOUR LUBE REQUIRED (8)2.2 2005、NEW TOOL USED ON THIS PART (8)2.3 2021、LAMP OUTPUT DISCONNECTED (8)2.4 2022、OPERATOR DOOR OPEN (8)2.5 2023、BATTERY LOW (8)2.6 2030、COOLANT PUMP OL (8)2.7 2031、COOLANT CHILLER FLOW (9)2.8 2045、STEADY REST LUBE LEVEL LOW (9)2.10 2046、STEADY REST LUBE WARNING (9)2.11 2047、AIR CONDITIONER FAULT (9)2.12 2055、TURRET THRUST LIMIT EXCEEDED,PLEASE ADJUSTFEEDRATE (9)第三章常用指令集锦 (10)3.1G代码一览表:(准备功能代码) (10)3.2M代码一览表:(辅助功能代码) (12)附录一基本的CNC问题 (15)Hardinge机床报警信息1000、AIR PRESSURE LOW气压低说明:①加载到机床上的气压低,控制系统报警,机床E轴停止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具交换装置不能完全抵达左侧。在刀具交换装置的一次操作中,刀具进/出转动架无法 抵达 OUT(出发)位置。参数 62 和 63 可调节超时的时间。此警报可由阻碍滑板运动的任 何东西或由于一把刀具出现在朝向芯轴的护套里所引起。刀具交换装置失去电源也会造成 这种情况。检查继电器 K9-12,以及输入/输出印刷电路板上的保险丝 F1。
请注意刀具交换装置警报可以很方便地纠正,方法是首先纠正任何机械问题,按 RESET(复位)直到警报被清除,选择 ZERO RET(归零)模式,然后选择 AUTO ALL AXES(所有轴自动执行)即可。有些信息会在编辑过程中显示,以告诉 操作员什么做错了,但不会报警。参见有关的编辑主题以了解那些错误。
114 转动架出发故障
115 转动架旋转故障
116 芯轴定向故障
117 芯轴高速档故障 118 芯轴低速档故障 119 过电压 120 低气压 121 低润滑油或低压力 122 再生负荷过热
123 芯轴驱动器故障 124 低电池 125 转动架故障 126 齿轮故障 127 没有转动架标记 129 M Fin 故障
以下警报表列出了警报编号、与警报一起出现的文字、以及对警报、可能的起因、可能的出现时间、以及如何纠正的详 细说明。
警报编号和文字:
101 与电动机控制器 发生通信故障
102 伺服系统断开
103 X 轴伺服误差太大
104 Y 轴伺服误差过大 105 Z 轴伺服误差过大 106 A 轴伺服误差过大
107 紧急断电
任何时候发出警报时,屏幕右下角都会出现闪烁的“ALARM”(警报)。按 ALARM 显示电键以查看当前警报。所有警 报出现时都带有参考编号以及完整的说明。如果按 RESET(复位)键,将从警报列表中去除一条警报。如果有 18 条以上 的警报,显示的将是最后 18 条,必须用 RESET(复位)来查看其他的警报。任何警报的出现都可以阻止操作员启动一个 程序。
108 X 轴伺服机构过载
109 Y 轴伺服机构过载 110 Z 轴伺服机构过载 111 A 轴伺服机构过载 112 没有中断
113 转动架收回故障
在对电动机控制器印刷电路板和主处理器之间的通信进行自测 试期间,主处理器没有反应,它们中有一个可能坏了。检查电缆连接和电路板。 说明伺服电动机断开,刀具交换装置失效,冷却剂泵断开、以及芯轴电动机停机。因 EMERGENCY STOP(紧急停机)、电动机故障、刀具交换装置问题、或电源故障造成。 X 轴电动机负荷过大或速度过快。电动机位置与指令位置之间的差异超过了参数。伺服机 构将被断开,必须 RESET(复位)以重新起动。此警报可由驱动器、电动机、或撞到机械 止动器的滑动装置引起。电动机还可能失速、断开连接。或者是驱动器发生故障。 与警报 103 相同。 与警报 103 相同。 与警报 103 相同。 EMERGENCY STOP(紧急停机)按钮被按下。在 E-STOP(紧急停机)被释放后,必须 按一次 RESET(复位)按钮以纠正这种情况并清除 E-STOP 警报。 此警报也有可能在液压平衡系统低电压时被触发。在这种情况下,在状况得到纠正之前警 报不会复位。 X 轴电动机负荷过大。如果电动机上的负荷大到超过电动机的固定负荷状态时便会出现这 种情况。这段时间可能只有几秒钟或几分钟。发生这种情况时伺服机构将被断开。这可能 是由于撞到机械止动装置而造成的。也可能是由于对电动机产生极高负荷的任何情况造成。 与警报 108 相同。 与警报 108 相同。 与警报 108 相同。 电子故障。请与你的经销商联系。 刀具交换装置不能完全抵达右侧。在刀具交换装置的一次操作中,刀具进/出转动架无法 抵达 IN(收回)位置。参数 62 和 63 可调节延迟。此警报可由阻碍滑板运动的任何东西或 由于一把刀具出现在朝向芯轴的护套里所引起。刀具交换装置失去电源也会造成这种情况。 检查继电器 K9-12,以及输入/输出印刷电路板上的保险丝 F1。
在刀具交换装置的一次操作中,刀具转动架无法开始移动,无法停止运送或无法在正确的 位置停止。参数 60 和 61 可调节延迟。此警报可由阻碍转动架旋转的任何东西引起。刀具 交换装置失去电源也会造成这种情况。检查继电器 K9-12,以及输入/输出印刷电路板 上的保险丝 F1。 芯轴不能正确定向。这要么是矢量驱动器的问题,要么是没有矢量驱动器的机器的机械问 题。在芯轴进行定向期间,芯轴要一直旋转到定位销落入;但定位销始终没有落入。参数 66、70、73 和 74 可调节延迟和芯轴的定向速度。此警报可由断路器 CB4 跳闸、失去气压、 或与定向销摩擦过大而引起。 齿轮箱不能进入高速档。在向高速档转换的过程中,在芯轴慢速旋转的同时气压被用于换 档,但未能及时检测到高速档传感器。参数 67、70 和 75 可调节延迟。检查气压、气压螺 线管的断路器 CB4、以及芯轴驱动器。 齿轮箱不能进入低速档。在向低速档转换的过程中,在芯轴慢速旋转的同时气压被用于换 档,但未能及时检测到低速档传感器。参数 67、70 和 75 可调节延迟。检查气压、气压螺 线管的断路器 CB4、以及芯轴驱动器。 输入的线电高于最大值。芯轴、刀具交换装置、以及冷却剂泵将停止。如果此情况持续下 去,在参数 296 规定的时间过去之后自动停机将启动。 气压在参数 76 规定的时间里降到低于 80 PSI。气压一下降屏幕就会出现 LOW AIR PR(低 气压)警报,过了一段时间之后就会出现此警报。核对你的输入气压至少为 100 PSI 并确 保调节器被设定在 85 PSI。 导轨润滑剂液位太低或者空了或者润滑剂压力太高或太低。检查位于铣床后面及控制箱下 面的储罐。此外检查控制箱侧面的连接器。核实润滑剂管道没有堵塞。 控制器过热。此警报将断开芯轴驱动器、冷却剂泵以及刀具交换装置的电源。这种过热情 况的一个常见原因是有一个输入线电压过高。如果这种情况持续下去,在参数 297 规定的 时间间隔之后,自动停机将启动。此情况也可能因芯轴在启动/停止时的高能率循环而引 起。 芯轴驱动器、电动机或再生负荷出现故障。这可能因电动机短路、过电压、过电流、电压 不足、驱动器故障、或再生负荷短路或断路而引起。直流电总线的电压不足或过电压也会 分别以警报 160 和 119 进行报告。 存储器电池需在 30 天内更换。此警报仅在加电时产生并指示 3.3 伏锂电池已低于 2.5 伏。 如果不在 30 天内加以纠正,你可能会失去你储存的程序、参数、偏差量以及设置。 在发出接通电源、CYCLE START(开始循环)或芯轴运运命令时刀具转动架不起动。这 意味着刀具转动架没有完全收回到 Out(出发)位置。 当发出命令启动程序或旋转芯轴时,变速箱不在正确的位置。这意味着有两档速度的变速 箱即不在高速档也不在低速档,而是介于两者之间。检查气压、螺线管的断路器 CB4、以 及芯轴驱动器。使用 POWER UP/RESTART(加电/重新起动)按钮纠正问题。 刀具圆盘传送装置不在正确的位置。此警报仅在接通电源时产生。AUTO ALL 来朝向芯轴的护套内没有装刀具。 M 代码继电器在接通电源时处于有效状态。检查你的 M 代码接口。此试验只能在接通电 源时进行。
ALARM DISPLAY(显示警报)可在任何时候选择,只需按 ALARM MESGS(警报信息)按钮。没有警报时,显示器会 显示 NO ALARM(没有警报)。如果有任何警报,它们将被列出来,最新的警报排在清单的最下面。CURSOR(光标) 和 PAGE UP(页上移)和 PAGE DOWN(页下移)按钮可用于查看大量的警报。CURSOR right(光标右移)和 left(左 移)按钮打开或关闭警报记录显示。