螺杆组合图集
双螺杆挤出机结构及主要零件

双螺杆挤出机构造及主要零件双螺杆挤出机的零部件组成与单螺杆挤出机的零部件组成根本相似。
两种挤出机不同之处是双螺杆挤出机的机筒内有两根螺杆、加料局部采用螺旋强制向机筒内供料,螺杆用轴承的规格和布置比拟复杂。
双螺杆挤出机的组成零部件位置如图1所示。
图1 双螺杆挤出机主要零部件组装位置1—连接法兰;2—分流板;3—机筒;4—电阻加热;5—双螺杆;6—螺旋加料装置;7—料斗;8—螺杆轴承;9—齿轮减速箱;10—传送带;11—电动机;12—机架1、螺杆构造双螺杆中的螺杆构造类型有多种,在双螺杆挤出机的分类中,有旋向不同螺杆及螺杆组合啮合与否型螺杆;以螺杆的螺纹局部组成和螺杆的外形分类,还有多种类型。
(1) 按螺杆的螺纹局部组成分可分为整体式螺杆和组合式螺杆。
①整体式螺杆整体式螺杆中可分为螺纹局部外圆直径完全一样的圆柱形螺杆和外圆直径逐渐缩小的圆锥形螺杆。
圆柱形螺杆中又分为螺杆的螺距从加料段至均化段逐渐变小型螺杆和螺纹距不变、而螺纹棱宽度由加料段至均化段逐渐加大变宽型螺杆。
②组合式螺杆组合式螺杆是指螺杆的螺纹局部由几个不同形式的螺纹单元组合而成,这些螺纹单元装在一根带有长键的轴上或组装在六角形芯轴上,成为一根挤塑某种塑料的专用螺杆。
啮合型同向旋转双螺杆构造多采用组合式螺杆。
(2) 按两根螺杆的轴心线平行与否分双螺杆又分为两根螺杆直径一样、组装后两根螺杆的轴心线平行的圆柱形螺杆和两根螺杆直径由大到小逐渐变化、组装后两根螺杆轴心线不平行的圆锥形螺杆。
这两种螺杆的外形构造如图2所示。
图2 圆柱形和圆锥形双螺杆的外形构造2、机筒构造双螺杆挤出机的机筒构造和单螺杆挤出机的机筒构造形式一样,也分整体式机筒和分段组合式机筒。
机筒构造形式如图3所示。
图3 双螺杆挤出机的机筒构造1一排气口;2—进料口在双螺杆挤出机中,啮合异向旋转双螺杆和锥形双螺杆挤出机一般多采用整体式机筒;只有少数大型挤出机采用分段组合式机筒,目的是为了方便机械加工和节省一些较贵重的合金钢材。
双螺杆组合排列原则

双螺杆组合排列原则塑料混合是一种有效的将多种组分的原料加工成更均匀、更实用的产品过程。
这一过程中主要发生的是物理反应,当然也存在少量的化学反应。
特殊的,例如反应挤出,我们所期望的更多是化学反应而非物理反应。
而无论是物理还是化学反应,都要求材料的充分混合辊炼,因此就有了共混设备这一有力的加工手段执行者。
先确认几个概念:1.预处理:我们通常说的预处理很多时候是指材料的水分预处理。
由于聚合物和添加剂都具有吸水性,而温度波动和仓库的潮湿都有可能是原材料吸湿,而这正是我们所不希望看到的。
熔融聚合物,如尼龙,聚酯等对水分极其敏感的材料,水分的存在将导致他们的降解,从而导致了各项性能指标的恶化甚至是导致加工失败。
目前比较实用的干燥方式多为热风循环干燥形式。
2.预混合:对于单螺杆而言,吃料能力很大程度上影响了混合效果,很多时候即使是单纯的颜色处理都会因为混合的不均匀而导致材料同批次的前后色差以及后期加工的颜色不均一性;而对于双螺杆,虽然吃料能力基本上不影响混合效果,而且为了计量精确,理论上是应该所有组分在喂料口单独计量、单独喂入。
但是这就意味着需要多个精确喂料器,而这对共混厂家而言是非常的不经济的,因此我们在加工双组分及多组分的材料前,大多都进行预混合。
目前的混合设备多为立式高速搅拌机。
3.分散混合:分散混合是将组分的粒度尺寸减小,将固体块或者聚集体破碎成微粒,或者是不相容的聚合物的分散相尺寸达到所要求的范围。
这一过程通常是依靠大厚度大角度的捏合盘来实现。
4.分配混合:分配混合是使个组分的空间分布达到均匀。
形象点说也就是“平均主义”,保证混合设备内通过分配元件的熔体中各组分的分布均匀。
这个通常是靠窄片小角度捏合盘来实现。
极端的情况先会采取齿轮分配元件来实现。
5.停留时间分布:同批次物料在通过喂料口后通过分散,分布混合最终挤出离开混合设备的时候长短的分布。
这一指标最主要的意义在于评估设备的自洁能力。
其实还有更多的各种公式,我个人觉得这对于我们在实际设计中有一定的指导意义,可惜我这里没有扫描仪,而我这个人又比较懒,公式我就不大打上来了。
一组 绘制连杆螺栓零件图

• 普通螺纹标注:由螺纹代号,螺纹公差带号和螺纹旋合长度代 号三部分组成 • 螺纹代号具体格式: 牙型符号*公差直径x螺距*旋向 螺纹公差代号 中径公差代号*顶径公差带号-旋合长度代号
尺寸测量
• 确定螺纹的线数和旋向 • 确定牙型和螺距 • 确定大型的螺纹长度或深度
连杆螺栓图片
螺纹的基本要素
螺纹牙型:在通过螺纹轴线的断面上,螺纹的轮廓形状称为螺 纹牙型 大径,中径,小径 线数:有单线和多线之分 导程:同一条螺纹线上的相邻两牙在中径线上对应两点间的轴 向距离称为导程,用ph表示 螺距 旋向:有左旋和右旋之分
螺纹分类
分为连接螺纹和转动螺纹
知识目标
1.掌握汽车发动机连杆螺栓的测量方法 2.掌握汽车发动机连杆螺栓的绘制方法 3.掌握螺栓等常用件的表达方法 4.进一步掌握尺寸公差与配合、形位公差、表面粗糙度的标注方 法
能力目标
1.能够通过查阅资料制定连杆螺栓测绘方案; 2.能够合理选择测量工具,采用正确的测量方法测量连杆螺栓的 尺寸及公差、形状和位置公差; 3.能够正确使用绘图工具,采用合理的零件表达方案,绘制连杆 螺栓的零件图。
绘制连杆螺栓零件图
汽修1531
一组
胡冠军 赵伟 徐威 钱董浩 徐朱霖 钦昊天 王国心 李明远 张海军
连杆螺栓零件图的 绘制
螺栓的定 义及基本 要素
掌握连杆 螺栓的测 绘表达方 法
正确使用 绘图工具 合理的表 达零件
连杆螺栓的定义:
连杆螺栓是指螺栓头部和螺杆连接在 一起的紧固件,是需要配合螺母一起使用 的。
螺栓标准件国标及附图
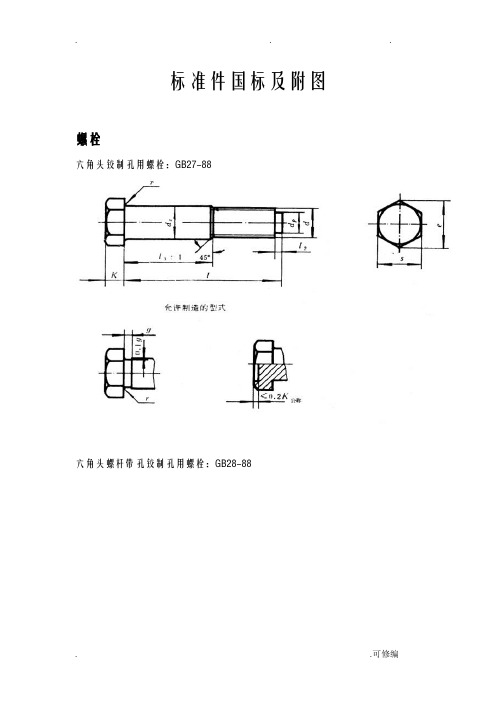
标准件国标及附图螺栓六角头铰制孔用螺栓:GB27-88六角头螺杆带孔铰制孔用螺栓:GB28-88六角头头部带槽螺栓A 和B 级:GB29.1-88十字槽凹穴六角头螺栓:GB29.2-88六角头螺杆带孔螺栓:GB31.1-88六角头螺杆带孔螺栓(细杆B级):GB31.2-88六角头螺杆带孔螺栓〔细牙 A B 级〕:GB31.3-88六角头头部带孔螺栓:GB32.1-88六角头头部带孔螺栓〔细杆 B 级〕:GB32.2-88六角头头部带孔螺栓〔细牙 A B 级〕:GB32.3-88地脚螺栓:GB799-88六角头螺栓C级:GB/T5780-2000六角头螺栓全螺纹C级:GB/T5781-2000六角头螺栓:GB/T5782-2000六角头螺栓全螺纹:GB/T5783-2000六角头螺栓细杆B级:GB/T5784-86六角头螺栓细牙:GB/T5785-2000六角头螺栓细牙全螺纹:GB/T5786-2000螺柱双头螺柱bm=1d :GB897-88双头螺柱bm=1.25d:GB898-88 〔图如上〕双头螺柱bm=1.5d:GB899-88 〔图如上〕双头螺柱bm=2d:GB900-88 〔图如上〕等长双头螺柱B级:GB901-88等长双头螺柱C级:GB953-88螺杆:GB/T15389-94螺母六角螺母C级:GB/T41-2000六角厚螺母:GB56-88盖形螺母:GB 923-881型六角螺母:GB/T6170-20001型六角螺母细牙:GB/T6171-2000六角薄螺母:GB/T6171.1-2000六角薄螺母细牙:GB/T6173-2000六角薄螺母无倒角:GB/T6174-20002型六角螺母:GB/T6175-20002型六角螺母细牙:GB/T6176-20001型六角开槽螺母 A 和B 级:GB6178-861型六角开槽螺母C 级:GB6179-862型六角开槽螺母A 和B 级:GB6180-86六角开槽薄螺母A和B 级:GB6181-861型六角开槽螺母细牙A和B级:GB9457-882型六角开槽螺母细牙A和B级:GB9458-88六角开槽薄螺母细牙A和B级:GB9459-88螺钉开槽圆柱头螺钉:GB/T65-2000开槽盘头螺钉:GB/T67-2000开槽沉头螺钉:GB/T68-2000六角圆柱头螺钉:GB/T70.1-2000六角平圆头螺钉:GB/T70.2-2000六角沉头螺钉:GB/T70.3-2000开槽锥端紧定螺钉:GB71-85开槽锥端定位螺钉:GB72-88开槽平端紧定螺钉:GB73-85开槽凹端紧定螺钉:GB74-85开槽长圆柱端紧定螺钉:GB75-85六角平端紧定螺钉:GB/T77-2000六角锥端紧定螺钉:GB/T78-2000六角圆柱端紧定螺钉:GB/T79-2000六角凹端紧定螺钉:GB/T80-2000十字槽盘头螺钉:GB/T818-2000十字槽沉头螺钉第1局部:钢4.8级:GB/T819.1-2000十字槽沉头螺钉第2局部:钢8.8、不锈钢A2-70和有色金属CU2或CU3:GB/T819.2-1997十字槽半沉头螺钉:GB/T820-2000十字槽圆柱头螺钉:GB/T822-2000十字槽小盘头螺钉:GB823-88开槽盘头定位螺钉:GB828-88开槽圆柱端定位螺钉:GB829-88开槽圆柱头轴位螺钉:GB830-88开槽无头轴位螺钉:GB831-88垫圈标准型弹簧垫圈:GB93-87平垫圈C级:GB/T95-2002大垫圈A级:GB/T96.1-2002大垫圈C级:GB/T96.2-2002平垫圈A级:GB/T97.1-2002平垫圈倒角型A级GB/T97.2-2002销轴用平垫圈:GB/T97.3-2002平垫圈用于螺钉和垫圈组合件:GB/T97.4-2002小垫圈A级:GB/T848-2003球面垫圈:GB849-88锥面垫圈:GB850-88开口垫圈:GB850-88单耳止动垫圈:GB854-88双耳止动垫圈:GB855-88外舌止动垫圈:GB856-88圆螺母用止动垫圈:GB858-88轻型弹簧垫圈:GB859-87锥形锁紧垫圈:GB956.1-87重型弹簧垫圈:GB7244-87自攻螺钉十字槽盘头自攻螺钉:GB845-85十字槽沉头自攻螺钉:GB846-85十字槽半沉头自攻螺钉:GB847-85销开口销GB/T91-2000圆锥销:GB/T117-2000螺纹圆锥销:GB/T118-2000圆柱销不淬硬钢和奥氏体不锈钢:GB/T119.1-2000圆柱销淬硬钢和马氏体不锈钢:GB/T119.2-2000开尾圆锥销:GB877-76螺纹圆柱销:GB878-86弹性圆柱销直槽重型:GB/T879.1-2000弹性圆柱销直槽轻型:GB/T879.2-2000弹性圆柱销卷制重型:GB/T879.3-2000弹性圆柱销卷制标准型:GB/T879.4-2000弹性圆柱销卷制轻型;GB/T879.5-2000带孔销:GB880-86螺尾锥销:GB/T881-2000销轴:GB882-86槽销平行沟槽GB/T13829.1-92槽销锥销:GB/T13829.2-92槽销圆头沉头:GB/T13829.3-92。
螺杆组合专题培训PPT课件

• 大导程,指螺距为1.5D~2D • 小导程,指螺距为0.4D左右。 • 其使用规律:随着导程增加,螺杆挤出量增加,物料停留时间减少,
混合效果降低。
• A、选用大导程螺纹的场合,以输送为主的场合,利于提高产量;热
敏性聚合物,缩短停留时间,减少降解;排气处,选用(也有选用浅 槽),增大表面积,利于排气,挥发等。
但越易漏流。
• b、反向时,增大角度,将减少聚合物之有效限制,但越易漏流。 • C、螺棱宽度一般有7mm、11mm、11.2mm、14mm、 19mm等等,这是衡
量剪切大小和混合大小的一个最重要参数之一,宽度越大剪切越大混合越小; 宽度越小剪切越小混合越大。对于分布混合与分散混合而言,分布混合,随 宽度增大而有效性减少,分散混合随宽度增而有效性增大;宽度越小,物料 轴向有效流量和径向有效流量之比随之增大。
•2
螺纹元件的分散、分配能力比较
• 1.同样长度不同错列角的分散能力是:
60>45>30>90(这里的数值表示错列角。) 分布能力是:
30>45>60>90 2.同样错列角不同啮合片厚度的:
分散能力是:厚片大于薄 片
分布能力是:薄片大于厚 片
•3
三、螺杆排列及其工艺设定
• ①螺杆的分段及其功能
(1)螺杆一般分:输送段、熔融段、混炼段、排气段、均化段5个段。
拼成的角度,“5”指共有5片, ”56”指长度为56MM ,螺棱宽度为 56/5=11.2mm ),其参数:
• A、方向,有正向和反向——反向,对物料的输送有阻碍作用,起到延长时间,
提高填充增大压力,大大提高混炼效果的作用。
• B、角度,一般有“30°、45 ° 、60 ° 、90 °”之分,其作用与效果: • a、正向时,增大交错角,将降低输送能力,延长停留时间,提高混炼效果,
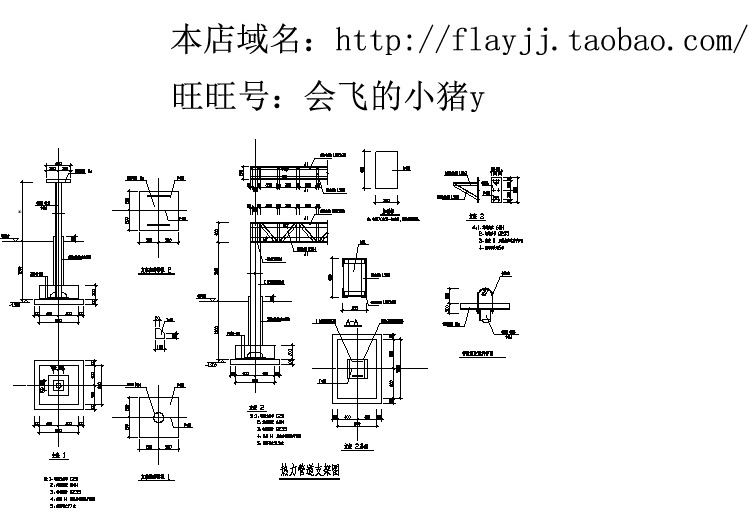
经典热力管道支架图详图全套
平行同向双螺杆挤出机CAD图

平行同向双螺杆挤出机CAD图南京达力特挤出设备有限公司
电气原理图
机型 65-150 (36:1)
U
V
W246钥匙开关
135复位复位电源
柜内照明冷却N风机
电磁阀电源
PE
ABCNPE
3P/N/PE/ AC 380/220V 50Hz
DLT 65/150南京达力特2
DLT 65/150南京达力特
DLT 65/150南京达力特
DLT 65/150南京达力特
DLT 65/150南京达力特
DLT 65/150南京达力特
DLT 65/150南京达力特
DLT 65/150南京达力特
DLT 65/150南京达力特
DLT 65/150南京达力特
111
DLT 65/150南京达力特
11
DLT 65/150南京达力特
DLT 65/150南京达力特
113
42
DLT 65/150南京达力特
113
42
DLT 65/150南京达力特
113
42
DLT 65/150DLT 65/150南京达力特113
42
DLT 65/150南京达力特
1
1342
DLT 65/150南京达力特
113
42
DLT 65/150南京达力特
113
42
DLT 65/150南京达力特113
42
DLT 65/150南京达力特113
42
DLT 65/150南京达力特113
42
DLT 65/150南京达力特1
DLT 65/150南京达力特DLT 65/150南京达力特。
螺杆组合

根据经验+理论+实验相结合的方法进 行设计整体螺杆组合设计
6.1 整体螺杆设计前的考虑点
1.混合作业的目的,最终制品的配方和加入双螺杆挤 出机进行混合时物料中各组分的形态、性能和配比。 因为不同聚合物、不同添加组分及其配比对挤出过 程、螺杆构型、运转条件的要求是不同的。 2.对各种螺杆(及机筒) 元件及各功能区的局部螺杆 构型、工作原理和性能及适用场合有较全面而深入 的了解 3.就整个混合工艺而言,对加料方式、加料顺序有无 特殊要求也必须弄清楚。
4.3 捏合段的设计原则
1.凹槽内物料承受的平均剪切速率 减小螺棱间隙及增大螺纹头数都可提高平均剪切速率, 亦即 可增强单块捏合块的混炼能力。 2.捏合块间的错列角 是决定捏合段工作性能的一个关键参数 3.注意捏合段的压力须与和它相连的正、反向螺纹段中的压 力相匹配;各自的轴向流量和轴向压力梯度的关系曲线
6.1 整体螺杆设计前的考虑点
4.挤出过程主要是实现分布性混合,则应使物料在螺 杆中流动时能不断重新取向,使其与剪切方向成45。 适当松弛提高前面降低的粘度 5.挤出过程主要是实现分散性混合, 则螺杆构型的 设计与分布混合就有所不同。分散混合的关键变量 是应力,只有能提供大的剪应力,才能使结块和液滴 破裂,这就要在螺杆(机筒) 中设置高剪切区,而且 要使物料多次通过这些高剪切区。
五、啮合同向双螺杆挤出过程不同功能段的螺 杆构型
啮合同向双螺杆挤出过程一般由加料、 固体输送、熔融、熔体输送、混合、排 气等功能段组成。 不同的功能段需要不同的局部螺杆构型 与它相适应,以完成不同的功能。
5.1 加料段和固体输送段的螺杆构型
1.加料段 一般采用大导程、正向螺纹输送元件加大螺槽深度 的非标准螺纹元件 2.固体输送段 把物料输送,同时松散 的粉状低松密度物料压 实或提高粒状物料在螺槽中的充满度,以促进物料在 下游的熔融塑化