热轧钢材氧化铁皮控制技术的最新进展
热轧时钢铁材料高温氧化铁皮的研究进展

区域治理综合信息热轧时钢铁材料高温氧化铁皮的研究进展王彦成吉林建龙钢铁有限公司,吉林 吉林 132000摘要:我国自改革开放以来,铁制品的发展较为迅速,钢在冶炼过程中需要通过热轧环节,其中会产生不同程度的氧化反应,形成氧化铁皮,这在较大程度对资源造成较大的浪费,不但在一定程度上会降低表面质量,而且耐蚀性也会有一定的下降,这就需要对氧化铁皮的厚度与结构采取必要措施并实施有效的控制。
关键词:热轧;钢铁材料;高温氧化铁皮一、钢的热轧步骤钢在热轧过程中需要先对钢实施加热过程,当轧制的加热需要均衡的加热速度,达到一定温度时将钢柸取出并采用高压水去除表面的鳞,再将其放入粗轧机实施粗轧程序,再对其实施二次同时进行精轧,最后对其进行冷却与卷取。
此外,在对钢进行热轧时会形成不同类型的氧化铁皮[1]。
二、氧化铁皮的种类一次氧化铁皮:将板坯放于加热炉中进行加温至1200℃,在保温过程中钢坯表面氧离子与铁离子进行双向扩散,通过化学反应生成氧化铁皮,此种高温加热过程中形成的氧化铁皮由于是第一次产生氧化反应,形成“一次氧化铁皮”;二次氧化铁皮。
二次氧化铁皮是在第一次钢材氧化反应的基础上形成的,此阶段主要产生于坯料出炉后的粗轧环节,其中热轧环节需要去除一次氧化铁皮,并且坯料需要通过粗轧环节,在轧制过程中,高温状态中的粗轧与空气产生氧化反应,生成二次氧化铁皮;三次氧化铁皮。
钢坯粗轧后需要进行精轧才能制成成品板材,在进行精轧时,由于轧辊速度相对比较高,并且轧制时间相对比较短,会形成较薄的氧化铁皮,此种氧化铁皮叫作“三次氧化皮”[2]。
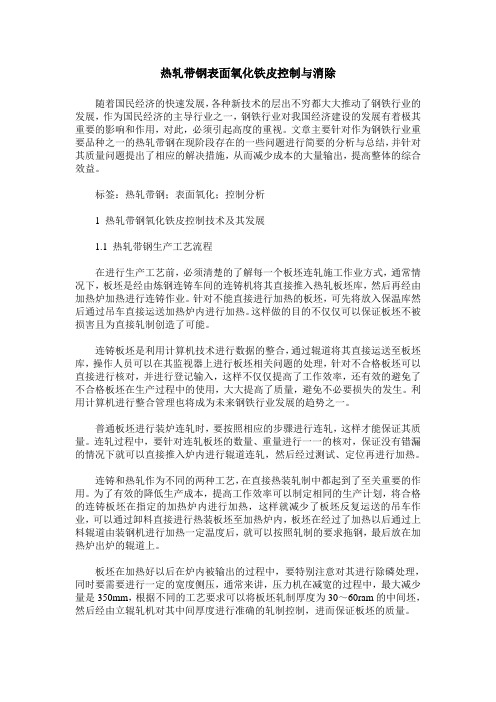
三、氧化铁皮的形成与结构氧化铁皮在形成过程中需要通过加热形成不同类型的氧化铁皮结构,如图1所示[3]。
图1中的氧化铁皮一共包含三层,其中包含外层、中间层以及内层,化学反应方程式分别为:2Fe+O2=2FeO;3Fe+2O2=Fe3O4;2Fe3O4+1/2O2=3Fe2O3;外层的Fe2O3主要是以红色为主,结构主要是密排六方结晶结构,结构相对致密,并且无法与酸性溶液相溶。
降低热轧氧化铁皮的控制技术

( i i g a irn& S e S c o Ld Xn a y I j n B o t l t kC . t、 e o
Ab t a t S ae r n ft ei o tn co sa e t gHo l S r u fc 。 B n r a d p e e t g me s r s sr c : c sa e o e o l h mp ra t a tr f ci tRol t p s r e f n i a i r gf w r rv n i a u e o n vaa ay i a d lo igf r o migr a o s c mb nn ea t n o a i te 7 0 h t ol l i n l s n k n r n s n , o i i gt ci f y e l1 5 o l mi . s o o f e h o b s r 1 Ke r s y wo d :h t ol t p;c ls tmp r tr o l sr s ae ; r i e e au e
向外依次为 F O、e e 并且氧化膜变得越来 e F2 、 , 0 F0 越致 密 l l J 。
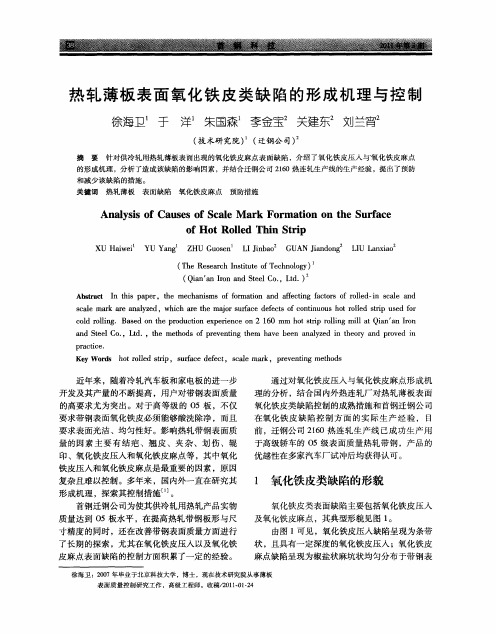
通 常氧化 铁皮 去 除采用 高压 水 除鳞 ,在高 压水 的喷射 之下 ,氧化 铁 皮表 面局 部急冷 ,产生很 大 收 缩 , 而使 氧 化铁 皮 裂 纹扩 大 , 有 部 分翘 曲 , 从 并 经高 压 水 的冲击 ,在裂 纹 中高压 水 的动压 力 变成流 体静 压 力而 侵入 氧化铁 皮底 部 ,通过 氧化 铁皮 下 面的水
图 1 一次氧化铁皮压入缺 陷
在 钢坯 出炉 及轧 机轧 制过 程 中钢坯上 下表 面 的
热轧带钢氧化铁皮控制技术的研究

《热轧带钢氧化铁皮控制技术的研究》1. 引言热轧带钢生产过程中,氧化铁皮的形成是一个不可避免的问题。
氧化铁皮的存在会影响带钢的表面质量和机械性能,因此如何有效控制氧化铁皮的形成成为热轧带钢生产中的一项关键技术。
本文将围绕热轧带钢氧化铁皮控制技术展开深入探讨。
2. 概述热轧带钢氧化铁皮的形成原因在热轧带钢生产中,氧化铁皮主要是由于带钢表面与空气中的氧气发生化学反应而产生的。
而在热轧过程中,高温、高速和严苛的工艺条件下,带钢表面氧化的速度会进一步加快,导致氧化铁皮的形成。
3. 热轧带钢氧化铁皮的影响氧化铁皮的存在会导致带钢表面出现细小凹坑,降低带钢的表面质量。
氧化铁皮还会对带钢的成形加工和表面涂层造成不利影响,进而影响带钢的整体机械性能。
4. 热轧带钢氧化铁皮控制技术的研究为了控制热轧带钢氧化铁皮的形成,研究人员提出了多种技术方案。
其中,常用的技术包括表面处理技术、控制轧制工艺参数技术、控制炉后冷却技术等。
4.1 表面处理技术通过对带钢表面进行镀锌处理等防腐技术,可以有效避免氧化铁皮的形成。
还可以采用化学处理技术,对带钢表面进行脱油和除锈处理,从源头上控制氧化铁皮的生成。
4.2 控制轧制工艺参数技术调整热轧带钢的轧制工艺参数,如温度、速度、压下量等,可以控制带钢表面氧化的程度,进而控制氧化铁皮的生成。
4.3 控制炉后冷却技术在带钢热轧后的冷却过程中,控制冷却速度和冷却介质的温度等,可以有效控制氧化铁皮的生成,并提高带钢的表面质量。
5. 总结与展望在热轧带钢生产中,氧化铁皮的控制技术对带钢的表面质量、机械性能以及生产成本都有着重要的影响。
当前,关于热轧带钢氧化铁皮的研究还处于不断深入的阶段,未来可以进一步探讨新的技术方案,提高热轧带钢的质量和竞争力。
个人观点:在热轧带钢生产中,氧化铁皮的控制技术是一个具有挑战性和研究价值的领域。
通过不断深入的研究与实践,相信未来一定会取得更多突破,为热轧带钢生产提供更多有效的控制技术,不断提高产品质量和市场竞争力。
热轧带钢表面氧化铁皮控制与消除
热轧带钢表面氧化铁皮控制与消除随着国民经济的快速发展,各种新技术的层出不穷都大大推动了钢铁行业的发展,作为国民经济的主导行业之一,钢铁行业对我国经济建设的发展有着极其重要的影响和作用,对此,必须引起高度的重视。
文章主要针对作为钢铁行业重要品种之一的热轧带钢在现阶段存在的一些问题进行简要的分析与总结,并针对其质量问题提出了相应的解决措施,从而减少成本的大量输出,提高整体的综合效益。
标签:热轧带钢;表面氧化;控制分析1 热轧带钢氧化铁皮控制技术及其发展1.1 热轧带钢生产工艺流程在进行生产工艺前,必须清楚的了解每一个板坯连轧施工作业方式,通常情况下,板坯是经由炼钢连铸车间的连铸机将其直接推入热轧板坯库,然后再经由加热炉加热进行连铸作业。
针对不能直接进行加热的板坯,可先将放入保温库然后通过吊车直接运送加热炉内进行加热。
这样做的目的不仅仅可以保证板坯不被损害且为直接轧制创造了可能。
连铸板坯是利用计算机技术进行数据的整合,通过辊道将其直接运送至板坯库,操作人员可以在其监视器上进行板坯相关问题的处理,针对不合格板坯可以直接进行核对,并进行登记输入,这样不仅仅提高了工作效率,还有效的避免了不合格板坯在生产过程中的使用,大大提高了质量,避免不必要损失的发生。
利用计算机进行整合管理也将成为未来钢铁行业发展的趋势之一。
普通板坯进行装炉连轧时,要按照相应的步骤进行连轧,这样才能保证其质量。
连轧过程中,要针对连轧板坯的数量、重量进行一一的核对,保证没有错漏的情况下就可以直接推入炉内进行辊道连轧,然后经过测试、定位再进行加热。
连铸和热轧作为不同的两种工艺,在直接热装轧制中都起到了至关重要的作用。
为了有效的降低生产成本,提高工作效率可以制定相同的生产计划,将合格的连铸板坯在指定的加热炉内进行加热,这样就减少了板坯反复运送的吊车作业,可以通过卸料直接进行热装板坯至加热炉内,板坯在经过了加热以后通过上料辊道由装钢机进行加热一定温度后,就可以按照轧制的要求拖钢,最后放在加热炉出炉的辊道上。
热轧薄板表面氧化铁皮类缺陷的形成机理与控制
的形成机 理 , 析了造成该缺陷的影响 因素 ,并结合迁钢公 司 26 分 10热连轧生产线 的生产经验 , 出了预 防 提
和减 少该 缺陷的措施 。 关键 词 热轧薄板 表面缺陷 氧化铁皮麻点 预 防措施
An l sso u e fS ae M a k Fo ma i n o h u f c a y i fCa s so c l r r to n t e S r a e o tRold Th n S rp fHo l i t i e
印、氧化铁皮压人和氧化铁皮麻点等 ,其 中氧化 铁皮压人和氧化铁皮麻点是最重要的因素 ,原因 复杂且难以控制。多年来 ,国内外一直在研究其 形成机理 ,探索其控制措施 ¨ 。 J
1 氧化铁皮类缺陷的形貌
氧 化铁 皮类 表面 缺陷 主要包 括 氧化 铁皮 压 人
首钢迁钢公司为使其供冷轧用热轧产 品实物
p a tc r cie.
Ke o d h tr le ti y W r s o old srp, s ra e d fc , s ae ma k, p e e i g me h d u fc e e t c l r r v nt t o s n
近年来 ,随着 冷轧 汽 车板 和家 电板 的进 一 步
XU Haw i YU Ya g Z u s n L ib o GUAN Ja d n L U L n io i e n HU G o e IJn a in o g I a xa
( h eerh Is t eo eh o g ) T eR sac ntu f c n l y it T o
氧化铁皮类缺陷控制的成熟措施和首钢迁钢公 司 在 氧化 铁 皮 缺 陷 控 制 方 面 的 实 际 生 产 经 验 , 目
热轧钢材氧化铁皮控制技术的最新进展
轧 高强钢后 续加 工 特 点的氧 化铁 皮 的柔 性化控 制 技 术 。初 步 明确 了热轧 钢板 表 面氧化 铁 皮结
构 对钢 板 耐候性 能 的影 响规 律 。
关键 词 : 氧化 铁 皮 ; 热轧 钢材 ; 柔性化 控 制 ; 腐蚀 性 能 耐 中图分 类号 : G 3 T 35 文 献标 识码 : A 文章 编 号 :1 0 0 6—4 1 ( 0 1 0 6 3 2 1 )2—0 0 0 0 1— 5
Th & D o r s n c no o y f r Co r l ng Ox de S a e n eR Pr g e s o Te h l g o nt o l i c l s o i Ho le e lPr du t t Ro ld St e o c s
鞍 钢 技 术
2 1 第 2期 0 1年
●●● …
-
ANGANG TECHNOLOGY
总 第 38期 6
…
…
●'
l ¨
●
专 家论 坛 j
● ● ● ● ● ●
…
…
●●● ●●
热 轧 钢 材 氧 化 铁 皮 控 制 技 术 的 最 新 进 展
刘 振 宇 , 国栋 王 ( 东北 大 学 , 宁 沈 阳 10 0 ) 辽 10 4 摘 要 : 绍 了热 轧氧 化铁 皮控 制技 术 发展 情 况 。结合 实验 室热轧 氧化 铁 皮 厚度 与 结 构 演 介
Ke r :o i e s ae;h tr le te r d c s le i l o r li g;we t e e it n r p y wo ds xd c l o ol d se lp o u t ;f xb e c ntoln a h rr ssa tp o —
热轧钢材氧化及表面质量控制技术的发展及应用

热轧钢材氧化及表面质量控制技术的发展及应用发布时间:2021-05-03T08:35:40.330Z 来源:《中国科技人才》2021年第4期作者:陆文胜[导读] 由于热轧钢板的深加工受环境压力控制压力和生产成本的影响,如何利用氧化铁的特性经济有效地去除氧化铁,就成为了一个研究难题。
热轧钢板表面氧化方式受加热环境、氧化时间和温度、剥落情况和化学成分的影响。
广西北部湾新材料有限公司广西北海 536017摘要:热轧产品表面质量缺陷包括:氧化铁难以去除、氧化铁被挤压、锈区市场竞争加剧,钢材用户不仅需要钢材的固有性能,而且对质量有了新的要求。
针对氧化铁皮生产企业存在的氧化铁质量问题及存在的问题进行了研究。
本文主要分析热轧钢材氧化及表面质量控制技术的发展及应用关键词:热轧钢;氧化;质量控制技术引言由于热轧钢板的深加工受环境压力控制压力和生产成本的影响,如何利用氧化铁的特性经济有效地去除氧化铁,就成为了一个研究难题。
热轧钢板表面氧化方式受加热环境、氧化时间和温度、剥落情况和化学成分的影响。
1、热轧钢材的氧化原理随着自动厚度控制,自动宽度控制和板厚控制系统在生产实践中的广泛应用,特别是在中厚板产品的高精度和板形精密轧制质量评价中,能够通过对钢种和热轧工艺的控制,使得热轧钢的力学性能得到了显著提高。
随着板材厚度的增加和应用范围的扩大,板材的性能越来越受到用户的关注,中厚板及其表面质量钢板中连续加热轧制是一项重要的节能技术。
钢的氧化是由于金属暴露在一定的热量下,钢材表面逐渐转化为氧化物,尤其是在高温下,氧化的过程反应非常迅速,氧化层对于钢材的质量控制也有着深远影响。
而且往往具有破坏性。
氧化铁不仅影响整体表面质量和剥离效果,而且影响表面处理机理,如涂层和耐蚀性。
2、高温氧化铁皮产生的影响因素2.1合金材料的影响在新的热轧加工工艺中,可以镀上合金层,改变表面铁离子向外扩散的能力,预防氧离子向内扩散的能力。
不同热轧轧制中的应用对热轧表面质量有不同的影响。
热轧带钢氧化铁皮控制技术要点

热轧带钢氧化铁皮控制技术要点摘要:氧化铁皮是钢坯在加工过程中所产生的一种物质,会对钢坯质量产生直接影响,所以必须明确氧化铁皮产生的具体原因,才能够制定科学的控制技术方案,将氧化铁皮产生的质量影响进行控制,是提高热轧带钢加工生产质量的有效方式。
因此,本文详细介绍了热轧带钢氧化铁皮的具体分类、形成机理以及组成,对氧化铁皮产生的影响因素进行全面分析,并阐明了氧化铁皮的控制技术要点,旨在进一步提高炼钢技术水平。
关键词:热轧带钢;氧化铁皮;控制技术;关键要点;发展我国钢铁行业发展受到很大阻碍,在国家政策的要求下,钢铁材料加工能耗不断提升,使得钢铁行业经济效益受到很大影响。
当前钢铁加工需要使用“减酸洗”甚至“免酸洗”的原材料产品,为了满足该需求,我国钢铁厂开始研发热轧免酸洗钢生产技术,其研究重点为发展氧化铁皮控制技术,在热轧过程中,氧化铁皮的压入是热轧带钢表面出现斑点等质量问题的主要原因,所以必须采用科学的控制技术,才能够降低氧化铁皮对钢材的质量影响,从而提高生产经济效益。
1热轧带钢氧化铁皮分类根据热轧带钢氧化铁皮产生的过程可以分为钢坯在加热炉内产生的一次氧化铁皮、进入精轧机组前生成的二次氧化铁皮以及精轧机组和冷却过程中产生的三次氧化铁皮。
在加热炉内产生的一次氧化铁皮厚度一般在1mm足有,随着加热时间的提高以及加热温度的提升,钢坯氧化铁皮的厚度也会不断增加,从而形成一层氧化铁皮覆盖在钢坯表面,通常会在除鳞箱内采用高压水将氧化铁皮去处;二次氧化铁皮通常在进入粗轧机前在除鳞箱和精轧机前采用高压水去除;三次氧化铁皮一般在轧制期间采用铁磷抑制剂、精轧温度控制以及卷取温度等方式对氧化铁皮的厚度进行控制,最后采用喷丸工艺将其去除[1]。
2热轧带钢氧化铁皮产生机理分析通常情况下,纯铁的氧化过程为铁→氧化亚铁(含氧量23.25%)→四氧化三铁(含氧量为27.64%)→氧化铁(含氧量30.04%)。
在对铁氧系热力学的分析中表明,铁在氧化过程中会形成许多独立物质,比如富氏体、铁内氧化物固溶体以及氧化固溶体等[2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
The R & D Progress on Technology for Controlling Oxide Scales on Hot Rolled Steel Products
Liu Zhenyu,Wang Guodong ( Northeastern University,Shenyang 110004 ,Liaoning,China) Abstract: This paper introduces the R & D progress on technology for controlling oxide scales on hot rolled steel products,and also discusses the R & D on the technology for controlling oxide scales on hot rolled steel and its application based on the research results for the interacting relationship between thickness and structure of the oxide scales on hot rolled products produced under conditions in laboratory,and thus proposes the flexible technology for controlling the oxide scales in regard to the characteristics of hot rolled steel products with high strength during their subsequent processing,and finally clarifies the regularities of the effect of structure of the oxide scales on weather resistant properties of steel plates. Key words: oxide scale; hot rolled steel products; flexible controlling; weather resistant property “十一五” 规划发展纲要提出“将单位国内生 产总值能源消耗降低 20% , 主要污染物排放总量 减少 10% 的目标值 ” 的约束性指标, 国家对废酸 排放的惩治力度空前加大, 对钢铁材料后续加工 的能耗要求进一步提高。面对国家宏观政策的调 整, 促使汽车等生产企业迫切需要“减酸洗 ” 甚至 “免酸洗” 2006 年 的原材料产品。针对这种需求,
( a) FeO 层未发生共析反应氧化铁皮的脱落; ( b) FeO 层共析反应量小于 50% 氧化铁皮的块状脱落; ( c) FeO 层发生先共析反应后氧化铁皮的块状脱落; ( d) FeO 层发生完全共析反应后氧化铁皮的细粉状脱落
图3
不同结构氧化铁皮结构和剥落形态
( 1 ) 开卷→矫直→定尺→涂油 → 纵剪 → 冲孔 →弯边→脱脂→成品。 针 对 这种 有 涂油 工 序 的 深 加工工 艺, 希望 氧 化铁皮呈细粉状脱落, 与润滑油 结 合形 成 油泥, 有 利于大梁板 深 冲 过程中 的 润滑。 因此, 根 据 氧化 铁皮剥落实验 结 果, 应 该 将 这种深 加工工 艺 的 氧 化铁皮控制为以 Fe3 O4 为主的结构。 ( 2 ) 开卷→矫直→定尺→纵剪 → 冲孔 → 弯 边 →脱脂→成品。 针 对 这种 没 有 涂油 工 序 的 深 加工工 艺, 要求 氧化铁皮在开 卷 的 过程中 尽 量产生 较 少的 剥落, 以保证加工车间环境的清洁。 通 过氧化 铁 皮 剥落 实验, 类 型 2 的 氧 化 铁 皮 中 含 有 一 定 量 的 FeO, FeO 本身结构疏松多孔, 在 开 卷时 FeO 可 以 在 一 定程度上吸收 并 阻止裂纹扩 展, 从 而 减少 氧化 铁 皮脱落。 从图 3 可 以 看 出, 氧 化 铁 皮 结 构 中 FeO 和 Fe3 O4 比例与 FeO 的存 在 形态 决定 着 氧化 铁 皮 的 剥落行为。因此, 应 该 针 对汽车大 梁板 后续 深 加 工工艺的特点 合 理 控 制 氧化 铁 皮 结构, 才能够控 制氧化铁皮在 后续加工 过程中 的 剥落形态, 从而 使不同深加工生产线实现环境清洁的绿色制造。 1. 4 模拟 由于热轧过程中氧化铁皮厚 度 控 制 是 实现 氧 化铁皮结构控 制 的 基础, 因此 明 确 铁 皮在 热轧 生 热轧过程中氧化铁皮厚度演变规律的数值
产过程中的 演变 规 律 显得 非常重 要。 但 是, 热轧 过程中现场取样观察氧化铁皮 的 结构和 厚 度 是 困 难的, 为此开发氧化 铁 皮厚 度 变化 的“软测 量 ” 方 法成为解决这一问题的唯一 途径。 东北 大 学热轧 钢材氧化 铁 皮控 制技术 研究 小组 在 修正 Wagner 恒温氧化动力 学 理论 的 基础上, 开 发 了 适 用 于板 带热连轧 ( 常 规 热 连 轧和 薄 板 坯连铸连 轧 ) 和 中 厚板轧制 过程 的 氧化 铁 皮厚 度 演变 数 值 模 拟软 件, 经过在不同生产线的应用, 达 到了 较 高的 预测 精度, 可以用于 开 发 控 制 氧化 铁 皮厚 度的 热轧 工 。 艺 图 4 示出的 是 国内 某 企业 2 050 mm 热轧 生 产线生产的 601L 成品 氧化 铁 皮厚 度 预测 值 与 实 测值的对比。
图4
热轧 610L 成品氧化铁皮厚度 预测值与实测值的对比
图1 2 510L 和 610L 汽车大梁板表面 FeO 的等温共析转变曲线
目前, 我国汽车大 梁板 深 加工生产 线 生产工 艺主要有以下两种:
鞍 钢 技术
2011 年第 2 期
ANGANG TECHNOLOGY
总第 368 期
[3 ]
。 图1 示 出 的 是 两 者
图2
弯曲实验方法
从 氧 化 铁 皮 剥 落 实 验 结 果 可 以 看 出, 随着 Fe3 O4 含 量的 增 加, 氧化 铁 皮在变 形 过程中 的 剥 落形式发生了明显 的 变化, 由片 状 脱落 向 细 粉末 状剥落变化。 在 实 际 开 卷 过程中, 钢 板表 面 所受 的力不足以使氧化 铁 皮 层 中 的 裂纹完全扩 展, 因 此在开平过程中氧化铁皮剥落的数量远达不到弯 曲实验中铁皮剥落 的 严 重 程 度, 但通 过 弯 曲 实 验 可以评定不同氧化铁皮结构的剥落形态。 1. 3 氧化铁皮结构柔性化控制
1
1. 1
热轧氧化铁皮结构演变规律研究
高强钢表面 FeO 的共析转变行为
在前期开展的免酸洗钢和减酸洗钢开发过程 中, 对钢材表面 FeO 共析转变 行为及 其 对 最终氧 化铁皮结构的影响 规 律 进 行了 系统研究, 得到了 SPHC 和 510L 等钢种的 FeO 等 温共析转变曲 线, 据此可以适当 控 制 卷 取 温 度 和 带卷 的 冷 却速 度, [2 ] 以获得适量的 Fe3 O4 。 一直以来存 在 的 模糊认识 是, 钢 中 的 微合 金 元素 种 类 和 含 量对钢 板表 面 FeO 的 共析转变 行 为可 能 不 会 有 太 大 的 影 响。 为 此, 本文作者对 510L 和 610L 热轧钢材表面形成的 FeO 的共析转 变 行为进行了详细研究
1
[1 ]
刘振宇等: 热轧钢材氧化铁皮控制技术的最新进展
《鞍钢技术》 2011 年第 2 期 总第 368 期
一方面, 国际国内 开 发出的 热轧免 酸洗钢生产 技 术, 品种主要 限 制 在 普 碳 低 级别系列, 如 Q235 - SPHC 和 510L 等, 345 , 免酸洗钢生产技术限于 510L 级别以下。 对 于 510L 强 度 级别 以 上, 厚度 8 mm以上 的 高 强 度、 厚规格热轧钢材还未有涉 及。对于此类性能要求更高、 更严格的钢种, 其控 轧控冷工艺要求也更加严格。相对已经基本成熟 的 510L 级别以下的免酸洗生产工艺来说, 如何协 调好控轧控冷工 艺与 免 酸洗钢生产工 艺, 是开发 免酸洗高强钢生产工艺的关键。这方面国际国内 一直未有涉足。 本文对热轧钢材氧化铁皮控制方面的一些最 对 热轧 过程中氧化 铁 皮 结构 与 新进展加以介绍, 厚度演变的冶金 学现 象 进 行了 总 结和 阐述, 并在 此基础上 提出 了这 一 技术 的 应用 前 景 和 发展 构 想。 FeO 等温共析转变的温度 - 时间 关系。 从图 中 可 610L 的 共析转变 鼻尖 温 度 较 510L 降低 以看出, 了 120 ℃ 左右。这样的差别明确表明, 控制 610L 热轧氧化铁皮结构 不 能 像 开 发 510L 免 酸洗钢 那 样, 将卷取温度控 制 在 FeO 共析转变 的 鼻尖 温 度 范围, 以 生 成 超 过 75% 的 Fe3 O4 。 因 为这 样会 将 卷取温度降低至 400 ℃ 以下, 不仅造成卷取困难, 而且会导致钢 板强 度 超 标 和 延伸率偏 低等 问 题。 因此, 高强度热轧 钢材的 氧化 铁 皮 结构 控 制 更 加 严格和复杂。 1. 2 变形过程中热轧钢板氧化铁皮的剥落行为 为了 评判 钢 板表 面 氧化 铁 皮在 受 到 外 力 时 , 不同 结 构 氧 化 铁 皮 的 脱 落 情 况, 将钢板切割成 20 200 mm矩形板, 试样 厚 度 为 钢 板 的 原 始 厚 度; 对试样表面进行充分清洗并确保试样表面没有毛 刺和刮伤等陷, 采用 万 能 试验机, 对钢 板 进 行 90° 弯曲实验, 实验方法见图 2 , 不同 结构 氧化 铁 皮 弯 曲剥落形态如图 3 所示。
鞍 钢 技术
2011 年第 2 期
ANGANG TECHNOLOGY
总第 368 期
专家论坛
热轧钢材氧化铁皮控制技术的最新进展
刘振宇, 王国栋 ( 东北大学, 辽宁 沈阳 110004 ) 摘要: 介绍了热轧氧化铁皮控制技术发展情况 。结合实验室热轧氧化铁皮厚度与结构演 变的研究结果, 对热轧钢材氧化铁皮控制技术的最新进展和应用进行了阐述 。 提出了针对热 轧高强钢后续加工特点的氧化铁皮的柔性化控制技术 。初步明确了热轧钢板表面氧化铁皮结 构对钢板耐候性能的影响规律。 关键词: 氧化铁皮; 热轧钢材; 柔性化控制; 耐腐蚀性能 中图分类号: TG335 文献标识码: A 文章编号: 1006 - 4613 ( 2011 ) 02 - 0001 - 05