卧式车铣复合加工机床总体结构及铣削动力头设计简介
卧式车床的原理与结构分析
卧式车床的原理与结构分析卧式车床是一种常用的机械加工设备,广泛应用于金属加工行业。
它以其独特的结构和高效的工作方式受到了广大工程师和操作人员的青睐。
本文将对卧式车床的原理与结构进行详细分析,帮助读者更好地理解和应用这一设备。
一、卧式车床的原理卧式车床的原理基于切削与运动的关系,通过刀具对工件进行切削来实现加工目的。
其原理主要涉及以下几个方面:1. 主轴运动原理:主轴是车床上用于固定刀具并提供转动力的核心组成部分。
在卧式车床中,主轴通过电机驱动,带动工件在切削过程中以一定的速度旋转。
这样切削刀具与工件之间的相对运动将形成切削力,从而将工件上的材料切削掉。
2. 切削刀具原理:切削刀具是卧式车床中负责切削工件的重要工具。
它通常由高硬度材料制成,如硬质合金或陶瓷。
切削刀具的结构设计合理性将直接影响车床的加工效率和切削质量。
常见的切削刀具形状有圆柱刀、面刀、车刀等,通过切削的方式将工件上多余的材料削除。
3. 进给原理:卧式车床的进给系统用于控制切削刀具相对于工件的运动速度。
在加工过程中,切削刀具需要沿着工件表面前进,以便逐渐削除所需量的材料。
进给系统通常由主轴马达、伺服系统、进给滚珠螺杆等组成,能够实现精准的进给操作。
二、卧式车床的结构分析卧式车床的结构设计既追求刚性和稳定性,又要兼顾便于操作和维护。
下面将对其主要组成部分进行分析:1. 床身:卧式车床的床身是支承和固定其他部件的基础,其稳定性和承载能力对整个车床的加工质量至关重要。
床身通常由高强度铸铁制成,经过精密加工和热处理,以确保刚性和稳定性。
2. 主轴系统:主轴系统是卧式车床的核心组件。
它由主轴、主轴头、主轴轴承等构成。
主轴系统负责提供转动力,并通过各种传动装置将转动动力传递给刀具或工件。
主轴头上通常设有通孔,以便通过插销等方式夹住刀具。
3. 变速器:变速器是卧式车床用于调节主轴转速的装置。
由于不同的加工任务需要不同的切削速度,变速器提供了多个不同速度的档位,使操作人员可以根据需要选择合适的转速。
沈机HTM系列卧式车铣复合加工中心的研发与应用
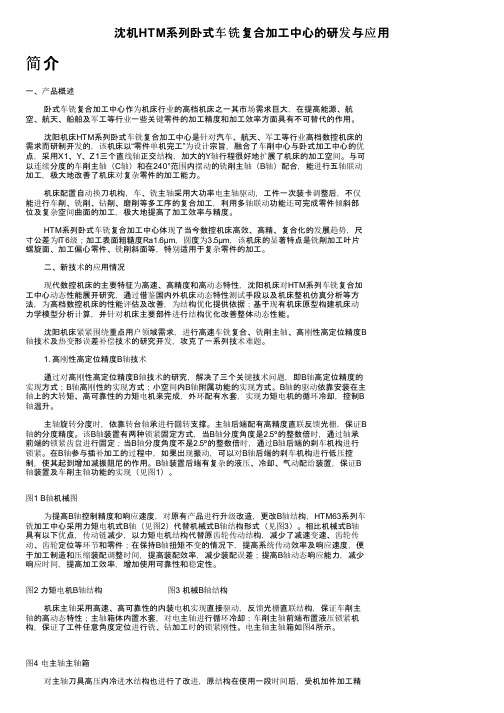
沈机HTM系列卧式车铣复合加工中心的研发与应用简介一、产品概述卧式车铣复合加工中心作为机床行业的高档机床之一其市场需求巨大,在提高能源、航空、航天、船舶及军工等行业一些关键零件的加工精度和加工效率方面具有不可替代的作用。
沈阳机床HTM系列卧式车铣复合加工中心是针对汽车、航天、军工等行业高档数控机床的需求而研制开发的,该机床以“零件单机完工”为设计宗旨,融合了车削中心与卧式加工中心的优点,采用X1、Y、Z1三个直线轴正交结构,加大的Y轴行程很好地扩展了机床的加工空间。
与可以连续分度的车削主轴(C轴)和在240°范围内摆动的铣削主轴(B轴)配合,能进行五轴联动加工,极大地改善了机床对复杂零件的加工能力。
机床配置自动换刀机构,车、铣主轴采用大功率电主轴驱动,工件一次装卡调整后,不仅能进行车削、铣削、钻削、磨削等多工序的复合加工,利用多轴联动功能还可完成零件倾斜部位及复杂空间曲面的加工,极大地提高了加工效率与精度。
HTM系列卧式车铣复合加工中心体现了当今数控机床高效、高精、复合化的发展趋势,尺寸公差为IT6级;加工表面粗糙度Ra1.6μm,圆度为3.5μm,该机床的显著特点是铣削加工叶片螺旋面、加工偏心零件、铣削斜面等,特别适用于复杂零件的加工。
二、新技术的应用情况现代数控机床的主要特征为高速、高精度和高动态特性,沈阳机床对HTM系列车铣复合加工中心动态性能展开研究,通过借鉴国内外机床动态特性测试手段以及机床整机仿真分析等方法,为高档数控机床的性能评估及改善,为结构优化提供依据;基于现有机床原型构建机床动力学模型分析计算,并针对机床主要部件进行结构优化改善整体动态性能。
沈阳机床紧紧围绕重点用户领域需求,进行高速车铣复合、铣削主轴、高刚性高定位精度B轴技术及热变形误差补偿技术的研究开发,攻克了一系列技术难题。
1. 高刚性高定位精度B轴技术通过对高刚性高定位精度B轴技术的研究,解决了三个关键技术问题,即B轴高定位精度的实现方式;B轴高刚性的实现方式;小空间内B轴附属功能的实现方式。
卧式车铣复合机床数控系统的研发和精度检测

卧式车铣复合机床数控系统的研发和精度检测卧式车铣复合机床是一种集车削和铣削功能于一体的数控机床,其研发和精度检测是数控机床领域的重要研究方向,对于提高机床的加工效率和加工精度具有重要意义。
一、卧式车铣复合机床数控系统的研发卧式车铣复合机床的数控系统是实现整个机床运行控制和加工程序控制的核心部件,其研发涉及控制系统软硬件的设计和开发、运动控制算法的优化等方面。
1. 控制系统硬件设计与开发:卧式车铣复合机床的数控系统硬件设计与开发包括选择适用的工控机、选用合适的控制卡和驱动器等,以实现对机床各轴的运动控制和信号采集。
2. 控制系统软件设计与开发:控制系统软件的设计与开发是卧式车铣复合机床数控系统研发的关键环节,包括开发运动控制算法、自动编程、用户交互界面等。
运动控制算法的优化可以提高机床的定位精度和运动平滑度,而自动编程和用户交互界面的设计则可以提高机床的操作便捷性和效率。
3. 运动控制算法的优化:为了提高卧式车铣复合机床的加工精度,需要对运动控制算法进行优化,减小运动误差和震动。
运动控制算法优化的关键在于减小加工过程中的路径误差和实现快速且平滑的轨迹规划。
常用的优化算法包括PID控制、自适应控制、模糊控制等。
二、卧式车铣复合机床的精度检测卧式车铣复合机床的精度检测是为了验证机床在设计要求范围内的精度指标,包括位置精度、重复定位精度、线度精度、圆度精度等。
精度检测包括机床自身的精度检测和零件加工后的精度检测。
1. 机床自身精度检测:机床自身的精度检测主要包括加工台面平面度、立柱垂直度、主轴定位精度、主轴振动等。
这些指标的检测可以通过量具和测量仪器进行,如平面度仪、激光测量仪等。
2. 零件加工后精度检测:在零件加工过程中,需要检测其位置精度、重复定位精度、线度精度、圆度精度等。
这些指标的检测一般通过三坐标测量机进行,通过与设计图纸进行对比,从而评估加工精度是否符合要求。
三、结语卧式车铣复合机床的数控系统研发和精度检测是机床领域的重要研究方向。
卧式车铣复合加工机床总体结构及铣削动力头设计简介

卧式车铣复合加工机床总体结构及铣削动力头设计专业:机械设计制造及其自动化机电一体化学号:11010218 姓名:魏明指导教师:刘洪芹讲师王宝明副教授中文摘要本次设计的题目是“卧式车铣复合加工机床总体结构及铣削动力头设计”,包括总体方案的比较与制定、铣削动力头部件设计、铣削动力头关键零部件设计、控制电路设计、相关机械部件的校核设计等。
其中铣削动力头部件及其零部件的设计是核心内容,主要包括:变频调速电动机的选择、同步带的选择及设计、轴承的选择及计算、各零部件的工程图的绘制。
关键词:卧式车铣复合加工机床;铣削动力头;变频调速电机;轴承;同步带AbstractThe project topic is "The design of Horizontal lathe milling machine tool ’s over all stru- cture and Milling power head", including the comparison with the overall pr- ogram develop- ment, the design of Milling power head, the design of the important p -arts of Milling power head , control circuit design, mechanical components related to checking design. One the Milling power head and the design of key parts is the co- re content, including: the choice of frequency conversion motor,the synchronous belt selection and design, bearing selection and calculation,and drawing engineering chart of key parts.Key words:Horizontal lathe milling machine tool Milling power head Frequency conversion motor Bearing Synchronous bell第一章概述车铣复合加工不是单纯的将车削和铣削两种加工手段合并到一台机床上, 而是利用车铣合成运动来完成各类表面的加工, 是在当今数控技术得到较大发展的条件下产生的一种新的切削理论和切削技术。
五轴卧式车铣复合加工中心使用的一些技术价值判断

五轴卧式车铣复合加工中心使用的一些技术价值判断导语:五轴卧式车铣复合加工中心的总体布局为龙门式热对称结构。
由左右立柱、联接梁和工作台底座构成框架式结构,经有限元法计算五轴卧式车铣复合加工中心的总体布局为龙门式热对称结构。
由左右立柱、联接梁和工作台底座构成框架式结构,经有限元法计算,五轴卧式车铣复合加工中心使机床大件及整机具有高强度、高刚度、高吸振性的特点。
横梁在左、右立柱导轨上移动,由双轴伸交流电机驱动,经左右横梁升降箱、螺母丝杠传动,实现横梁上下移动,在横梁上右侧设置一个数控车削刀架,由交流伺服电机驱动;在横梁上左侧设置一个数控铣削刀架,由交流伺服电机驱动。
五轴卧式车铣复合加工中心基础件(左、右立柱、横梁、工作台及工作台底座等)均为整体铸造结构,五轴卧式车铣复合加工中心采用高强度低应力铸铁材质,铸后进行焖火、粗加工后经时效处理,使机床具有高强度、高刚度、高抗振性、高吸振性的特性。
龙门架由左、右立柱及联接梁组成。
左右立柱和工作台底座为热对称结构。
在刚度匹配标准中,龙门架的X向刚度和扭转刚度分配占较大的比例,新型双柱立式车床立柱较传统立柱在X向上加宽,增强加工零件尺寸方向上的刚度,确保加工零件的尺寸精度,为保证龙门架的抗扭刚度,左右立柱中采用斜筋排布,经计算机的有限元优化设计,保证龙门框架具有足够的刚度和强度。
在龙门架的上部有左右升降箱由双轴伸交流电机驱动,通过齿轮副和蜗杆蜗轮副及双丝杠使横梁作升降移动。
五轴卧式车铣复合加工中心主传动由一套立式直流主电机驱动,主电机与主传动箱通过变速箱传动经立轴机构变速结合主电机调速,实现车削时所需的转速范围。
变速箱采用立轴二级变速箱。
五轴卧式车铣复合加工中心二级变速由电磁滑阀控制油缸油路来变换,为防止变速油缸卸压,在控制油路上设有压力继电器、蓄能器及液压锁机构,确保变速工作可靠,变速箱中全部齿轮采用淬火磨削工艺,从而使主轴获得必要进给转速。
以及高的传动精度及传动效率,并降低传动的振动与噪声。
数控机床技术:车铣复合中心机床结构设计

数控机床技术:车铣复合中心机床结构设计简介车床是主要用车刀对旋转的工件进行车削加工的机床。
在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。
现有技术的车床存在以下几个问题:1、车床的主轴部件导轨水平设置,造成车床的整体的高度和宽度太大,体积大的车床安装和运输占用空间大,刚性也不好,且不利于排屑。
2、主轴电机为线圈定子的结构,存在耗电大、功率低、冷却差的问题。
3、驱动部件当冷热不均匀时,丝杆轴向的伸缩不一样,冬天温度低的时候伸缩小,夏天温度高的时候伸缩大,造成加工精度不一致。
车铣复合中心机床结构设计车床所处的空间坐标系的X轴、Y轴、Z轴设定如下:以正面来看,X轴水平摆放,指向左右方向;Y轴水平摆放,指向前后方向;Z 轴竖直摆放,指向上下方向。
设置有车床包括床身1、主轴部件2、刀座部件18、导轨部件和驱动部件。
导轨部件包括主轴部件导轨17、下移动座导轨22、上移动座导轨23和刀座导轨24。
刀座部件18包括下移动座19、上移动座20和刀座21。
替换高清大图主轴部件2包括主轴箱3、主轴电机和主轴座16,主轴电机包括定子组件和转子组件。
主轴电机安装在主轴箱3上。
定子组件包括定子5、轴承6、永磁体7和密封圈10。
定子5的外表面上开有密封槽8和冷却槽9。
冷却槽9为螺旋形,环绕定子5的外表面,冷却效果好。
密封槽8设置在冷却槽9的前后两端。
密封圈10安装在密封槽8上。
轴承6的外圈和永磁体7固定在定子5内,轴承6设置在永磁体7的前后两端。
转子组件包括转子11和钢片12。
钢片12固定套装在转子11的外表面上。
转子组件转动安装在定子组件内。
转子11的两端转动安装在轴承6的内圈上。
钢片12转动设置在永磁体7内,通过钢片12和永磁体7的配合使得主轴转动,耗电小、功率高。
定子组件固定在主轴箱3内。
密封圈10与主轴箱3接触,将冷却槽9的前后两端密封住,防止冷却油泄露。
主轴箱3上开有冷却油入口13和冷却油出口14。
毕业设计---卧式车铣复合加工中心主轴自动卡盘设计[管理资料]
目录毕业设计任务-----------------------------------------2 中文摘要,中文关键字---------------------------------5 英文摘要,英文关键字---------------------------------6 第一章卧式车铣复合加工中心发展概述----------------7 第二章总体方案设计-------------------------------12 第三章自动卡盘的设计与计算-----------------------16 第四章电气控制原理图的设计-----------------------36 参考文献--------------------------------------------46 外文原文--------------------------------------------48 外文翻译--------------------------------------------59 致谢------------------------------------------------75毕业设计任务书题目2:卧式车铣复合加工中心主轴自动卡盘设计学生姓名:XXX 班级:XXX 学号:XXX题目类型:工程设计指导教师:XXX 教授一、设计参数1、机床具有数控车削和铣削复合加工功能,可实现直径Φ800—1250mm、长度为1500—3000mm大型精密零件的数控车削和铣削加工。
同时具有双刀架、自动对刀、自动换刀功能。
2、机床主轴(C轴)驱动采用交流变频调速电机—皮带轮—主轴的传动方式主轴电机调速范围≥3000rpm自动主轴卡盘3、机床圆工作台(B轴)驱动采用伺服电机—蜗轮副—圆工作台的传动方式进给脉冲当量≤°切削进给速度≤10rpm4、机床X、Y、Z直线位移坐标进给移动导轨采用滚动导轨(贴塑)或燕尾导轨进给驱动采用伺服电机--(齿轮)同步带—滚珠丝杠副—工作台/主轴单元的传动方式进给脉冲当量≤切削进给速度≤2000mm/min快速进给速度≤5000mm/min5、吃刀深度≤4mm6、动力刀具最高转速≥8000rpm二、设计内容及要求设计内容根据任务书给定的主要设计参数和技术指标,完成以下设计任务:1、总体方案设计包括:前立柱与主轴单元、工作台与两轴转台、尾架、床身、控制系统电控柜的外型结构及整机总体布局;2、主轴自动卡盘设计;3、主轴自动卡盘关键零件设计;4、控制电路设计(包括辅助电路及操作系统);5、相关机械部件的校核设计。
卧式多轴数控专用铣床的用途及其结构与配置
卧式多轴数控专用铣床的用途及其结构与配置槽的铣削加工,采用数控方式控制梯形槽的宽度,具有多个刀具同时加工能力,有效提高加工效率。
只要把所需加工参数输入控制平台,即可实现自动加工,编程方便,操作简单。
本机床系柔性数控加工机床,可适应多品种批量生产。
本机床可替代激光及其它工艺对石油筛管的割缝加工,其特点是:效率高、成本低。
卧式多轴数控专用铣床主要有底座、立柱、横梁、主轴箱、支承座、冷却系统、气动系统、电气系统等组成。
1.机床底座采用整体焊接结构,经热时效处理,精度稳定。
机床底座是整台机床的安装基础,立柱等其它部件均安装于底座上,合理的焊接结构及刚性,可有效保证整台机床工作的稳定性。
2.卧式多轴数控专用铣床共安装有三个立柱,用于横梁的支承,每个立柱上均安装有一条滚柱型直线滚动导轨副,用于主轴箱上下移动的导向,滚柱型直线滚动导轨副结构简单,维护方便,其抗振性及精度保持性均优于普通导轨。
3.横梁安装于立柱之上,其上安装有两台伺服电机及滚珠丝杠副,用于主轴箱上下移动的驱动,由伺服电机经减速机减速通过滚珠丝杠副双侧同步驱动,响应好,定位精度高。
双侧同步驱动保证了主轴箱的平行移动,保证了主轴箱上下移动时的垂直度。
横梁上安装有压料缸,在加工过程中对工件进行压紧,保证加工过程中工件的稳定及减小振动。
个主轴上可安装一把刀具,主轴采用每相邻两主轴转向相反方式,可有效将加工过程中的纵向切削力抵消。
整个主轴箱的动力由两台大功率变频电机经齿轮传动输入,采用变频电机可方便于主轴转速的调整。
每个主轴上均安装有一个冷却喷嘴,在加工过程中对刀具进行冷却,充分的冷却可有效提高刀具的使用寿命。
5.支承座用于工件的支承作用,采用V型结构,保证支承的稳定性,当工件直径变化较大时可采用垫块方式调整,以保证足够的加工能力。
支承座具有摆角功能,摆动角度为6°以便于工件上窄下宽的加工切削。
配合V型支座的支承,主机前后配有辅助支承座以方便于工件的纵向输送。
车铣复合机床核心——动力刀塔结构设计
车铣复合机床核心——动力刀塔结构设计简介刀塔 ( 也称刀架 ) 是数控机床上所使用的最关键核心部件,目前的传统刀塔 ( 也称刀架 ) 只能安装车刀或镗刀进行最基本的车削加工。
利用单个内藏式伺服电机实现控制刀塔精确转位 ( 也称换刀 ) 和控制旋转刀具高速旋转两种功能,集车铣加工功能于一体。
传统刀塔在其刀盘的圆周上有多个安装平面和安装槽,用于固定车刀刀座或镗刀刀座,与刀塔的内部结构是完全隔离的。
传统刀塔的电机置于箱体的外面,通过同步带把动力传给驱动轴,驱动轴的端部与第一齿轮固定连接在一起,刀盘与第二齿轮固定连接在一起,第一齿轮和第二齿轮相啮合,从而实现电机转动带动刀盘转动的目的,控制单元通过电机内置的编码器反馈信息进行控制电机的转速、圈数和旋转角度,来实现刀盘的转位控制。
刀座通过定位键和螺钉固定在刀盘的圆周各刀位上,刀座上可安装车刀或镗刀,但此类刀具只能实现直线进给进行车削加工的要求,且外形尺寸较大。
改变了传统刀塔各安装刀具位置的结构,使每个刀具位置既可安装车刀,又可安装旋转刀具。
基本功能——刀塔转位 ( 也称换刀 ) :当离合器活动转齿与离合器固定转齿啮合时,是电机动力传递给旋转刀具的必须条件;当离合器活动转齿与离合器固定转齿脱离时,电机动力就不再驱动旋转刀具旋转,此状态下正是离合器活动转齿通过其圆周齿轮与刀塔转位齿轮 ( 即第一齿轮 ) 进行啮合的状态,达到电机旋转带动刀塔转位的目的。
概括地说,通过控制离合器活动转齿的两个位置 ( 即啮合与脱离状态 ),达到电机动力输出给刀塔转位或输出给旋转刀具旋转的目的。
旋转刀具旋转的实现如下:首先离合器活动转齿与离合器固定转齿的啮合,使刀塔处于刀具旋转状态,控制单元通过外置的编码器5 反馈信息进行控制电机的转速、启停和正反转动,来实现刀具任意速度的正转、反转及停止;另外,该动力刀塔采用的动力刀柄为尾部扁尾结构,因此,在旋转刀具停止时需要停止在固定的角度位置上,才能保证下一把旋转刀具顺利地插入槽中,刀具的固定角度停止功能靠编码器的角度反馈来实现。
车铣复合机床结构组成
车铣复合机床结构组成
数控落地卧式车铣复合机床主要由车床机床主机、铣床机床主机、主轴系统、工件支撑系统、进给系统、液压系统、控制系统等部分组成。
1、车床机床主机:有滑台、床身、主轴箱、超越箱、液压元件、液压支架等组成,主轴装有数控系统主轴伺服系统,在车床部分可用作车削加工;
2、铣床机床主机:由滑台、床身、主轴箱、超越箱、液压元件、液压支架等组成,主轴装有数控系统主轴伺服系统,在铣床部分可用作铣削加工;
3、主轴系统:由主轴伺服电机、变频器组成,可提供转速变化,使机床更适合各种工件的加工要求;
4、工件支撑系统:由支撑台、支撑缸组成,它的作用是支撑工件,使工件的定位及定位后的加工精度得到保证;
5、进给系统:由进给电机、进给传动装置、进给床架组成,进给系统主要用于向刀具提供规定的移动量;
6、液压系统:由液压泵、液压控制阀、液压管路组成,它起到消除刀具之间的负载和提供液压保护功能;
7、控制系统:由PLC控制系统、操作面板组成,可进行运动控制及多工位工件夹紧动作的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卧式车铣复合加工机床总体结构及铣削动力头设计
专业:机械设计制造及其自动化机电一体化学号:姓名:魏明
指导教师:刘洪芹讲师王宝明副教授
中文摘要
本次设计的题目是“卧式车铣复合加工机床总体结构及铣削动力头设计”,包括总体方案的比较与制定、铣削动力头部件设计、铣削动力头关键零部件设计、控制电路设计、相关机械部件的校核设计等。
其中铣削动力头部件及其零部件的设计是核心内容,主要包括:变频调速电动机的选择、同步带的选择及设计、轴承的选择及计算、各零部件的工程图的绘制。
关键词:卧式车铣复合加工机床;铣削动力头;变频调速电机;轴承;同步带
Abstract
The project topic is "The design of Horizontal lathe milling machine tool ’s over all stru- cture and Milling power head", including the comparison with the overall pr-
ogram develop- ment, the design of Milling power head, the design of the important p
-arts of Milling power head , control circuit design, mechanical components related to checking design. One the Milling power head and the design of key parts is the co-
re content, including: the choice of frequency conversion motor,the synchronous belt selection and design, bearing selection and calculation,and drawing engineering chart of key parts.
Key words:Horizontal lathe milling machine tool Milling power head
Frequency conversion motor Bearing Synchronous bell
第一章概述
车铣复合加工不是单纯的将车削和铣削两种加工手段合并到一台机床上, 而是利用车铣合成运动来完成各类表面的加工, 是在当今数控技术得到较大发展的条件下产生的一种新的切削理论和切削技术。
铣削头是组合机床的重要部件,越来越受到人们的青睐,并且还有很大的发展空间,前景无限。
第二章总体方案的制定与比较
1、设计参数及运动形式的分析
机床具有数控车削和铣削复合加工功能。
卧式车铣复合加工机床可进行车削加工、铣削加工、钻孔加工及其复合加工等。
适用于具有复杂结构的回转类和盘盖类零件的加工。
主轴、铣削动力头驱动均采用交流变频调速电机---皮带轮/齿轮---主轴的传动方式,主轴/副主轴转速6000r/min,铣削动力头转速100—6000r/min。
回转工作台驱动采用伺服电机—涡轮副—圆工作台的传动方式。
进给脉冲当量≤
切削进给速度≤10r/min
机床X、Z直线位移坐标:进给移动导轨采用滚动导轨(帖塑)或燕尾导轨,进给驱动采用伺服电机—联轴器—滚珠丝杠副—工作台/主轴单元的传动方式。
2、设计方案的制定
采用斜床身数控机床,采用倾斜角度为30º。
选用燕尾槽导轨。
铣削动力头采用TX系列铣削头的主轴支撑结构形式。
铣削动力头采用同步带传动。
第三章铣削动力头部件的设计与计算
1、铣削动力头铣削功率与扭矩的计算
2、变频电动机的选型
选择西安泰富西玛电机有限公司生产的YVF2-132S2-2型变频电机。
3、同步带减速箱体的设计
选择H型同步带;算的实际中心距为a=270mm。
4、铣削动力头主轴设计及轴承的选择
主轴断面内孔7:24圆锥连接是依靠其定心精确而不自锁的性能,传递动力依靠安装在主轴端面上的键来实现。
采用类似TX系列主轴支撑形式,前端采用双列向心圆柱滚子轴承NN3015K和双向推力角接触球轴承234415—M—SP组合支撑。
后端采用单向推力球轴承51305与深沟球轴承6205。
铣削动力头主轴跨度总长为572mm,主轴较长,所以采用三级支撑,中间支撑选用深沟球轴承6209。
5、同步带轮的设计
同步带传动具有带传动、链传动和齿轮传动的优点。
小带轮的结构设计:与电动机相连的小同步带轮的带轮宽度为,节径为,孔径为38mm,轮毂外径60mm,宽度为34mm。
大带轮的结构设计:与铣削动力头主轴相连接的同步带轮宽度为,节径为,孔径为25mm,轮毂外径为50mm,宽度为32mm,由于考虑到轴向固定的问题,用紧定螺钉进行轴向固定。
6、铣削动力头主轴的刚度校核
7、铣削动力头主轴的挠度计算
8、电动机与同步带箱体连接螺栓的剪切强度的校核
第四章电气控制原理图的设计
此处采用华中数控HNC-210系列数控装置HNC-210B,采用先进的开放式体系结构,内置嵌入式工业PC机、高性能 32 位中央处理器,配置彩色液晶显示屏和标准机床工程面板,集成进给轴接口、主轴接口、手持单元接口、内嵌式PLC 接口、支持工业以太网总线扩展。
铣削动力头采用变频电机,所以CNC要与交流变频器连接。
采用交流变频器控制交流变频电机,可在一定范围内实现主轴的无级变速,这时需利用数控装置的主轴控制接口(XS91)中的模拟量电压输出信号,作为变频器的速度给定,采用开关量输出信号控制主轴启、停(或正、反转)。
第五章其他
1、润滑与密封
动力头主轴采用脂润滑。
铣削动力头主轴前端采用J型无骨架橡胶油封,与挡圈配合安装。
主轴后端在后端盖里嵌入一毡圈油封。
2、三维建模与仿真动画
见视频。
致谢
通过本次毕业设计,将所学课本上的知识充分的得到了应用,增强了理论与实践相结合的能力,同时也学到了书本上没有的知识,积累了经验。
掌握了机械产品的设计步骤、基本理论以及实施的方法等。
在本次设计过程中刘洪芹老师与王保民老师给与了很大的指导和帮助,在此向他们表示衷心的感谢!
参考文献
[1].丁雪生. 金切机床复合化技术的发展[J]. 制造技术与机床, 2004,(2).
[2].复合加工谁执牛耳[J]. 现代制造,2004,(21).
[3].黄玉美,王润孝,梅雪松.《机械制造装备设计》高等教育出版社,2008年6月,240-241.
[4].安虎平, 赵俊友,CX6112车铣复合机床设计方案的研究与探讨[J]制造技术与机床,2004,(5).
[5].[J]. IEE Transitions on,Control Theory Application,1994,141: 389-395
[6].王礼健车铣复合加工技术—高速、高效、高质、高柔性.2004(4).
[7].范真.《加工中心》. 北京:化学工业出版社,2004
[8].王怀栋数控车床自动回转刀架控制系统简介(A) 电气自动化 2011(3)
[9].廖效果, 刘又午, 朱剑英.《数控技术》.武汉湖北科学技术出版社,2002.
[10].王小华.《机床设计图册》. 北京:机械工业出版社,1991
[11].丁勇.《机床设计手册》. 北京:机械工业出版社,1997
[12]. Structure Adaptive Control of Robot Manipulators[J].
IEE Transactions on,Control Theory Application,1997, 144: 167-176
[13].陈学军, 数控车床自动回转刀架PLC控制系统设计电气自动化2008(3)
[14].吴宗泽.《机械零件设计手册》. 北京:机械工业出版社,2004
[15].机电一体化技术手册编委会.《机电一体化技术手册》(上、下册). 北京:机械工业出版社,1996
[16].廉元国. 《加工中心设计与应用》. 北京:机械工业出版社,1995
[17].HNC-21系列数控装置说明书武汉华中数控股份有限公司,2009年1月。