螺纹电镀前后尺寸精度的控制办法
螺纹电镀知识讲座

粗牙
0.5 0.6 0.7 0.8 1.0 1.25 1.5 1.75 2 2.5
M3 M3.5 M4 M5 M6/M7 M8 M10 M12 M14/M16 M18/M20/ M22
-36
-38
-40 -42 -45 -48 -52 -58
七:結束語
經過長期的生產實踐,合理地遵循電鍍前尺寸的控 制方法和準則可較好地控制螺紋電鍍後的品質,特別是 細牙螺紋和一些較難電鍍的螺紋都可以得到有效品質控 制。
螺紋電鍍前尺寸控制 講座
技術部 2011年7月
螺紋電鍍前尺寸精度的控制
螺紋作為最重要的機械緊固件,其表面大 多採用電鍍層來進行防腐和裝飾 ,控制好螺 紋電鍍前的尺寸是鍍後尺寸合格的根本保證, 也是許多螺紋加工企業的一大難題。本講義 就螺紋產品電鍍前尺寸精度控制的方法加以 歸納和總結。
2
螺紋電鍍前尺寸精度的控制
公差帶位置f 螺 距 基 本 偏 差 最大鍍層厚 度 短 規 格 長 規 格 基 本 偏 差 -50 -53 -60 5 -56 12 24 -60 10 8 -63 -67 -71 12 -71 10 -80 20 15 15 12 25 28 32 34 38 42 10 8 10 公差帶位置e 最大鍍層厚 度 短 規 格 長 規 格 基 本 偏 差 20 21 22 5 公差帶位置G 最大鍍層厚 度 短 規 格 長 規 格
END
在實際生產過程中往往是將以上2種方法結合起來,必須 掌握一套有效的操作規程,以保證螺紋的電鍍品質。
四、鍍層厚度規定
普通螺紋可容納的鍍層厚度取決於螺距和螺紋公差帶的 位置。
1)最大鍍層厚度可在GB/T5267-85《螺紋緊固件電鍍層》 表格中選取。 2)電鍍層的最小厚度:電鍍層必須達到一定厚度才有應用價 值,具體可根據國家的鹽霧試驗標準GB/T10125《人造氣 氛腐蝕試驗鹽霧試驗》來加以衡量,一般控制在3~5μm, 可依據GB/T5267-85《螺紋緊固件電鍍層》中的表格按 螺距和公差帶位置具體確定。
电镀前螺纹精度控制

螺纹电镀前尺寸精度的控制曾志彬(福建龙溪轴承(集团)股份有限公司,福建漳州363000) 摘要:螺纹作为最重要的机械紧固件,其表面大多采用电镀层来进行防腐和装饰,而镀锌是最为普遍的电镀方式,控制好螺纹电镀前的尺寸是镀后尺寸合格的根本保证,也是许多螺纹加工企业的一大难题。
本文就多年来螺纹产品电镀前尺寸精度控制的方法加以归纳和总结。
关键词:螺纹;电镀;尺寸精度;控制中图分类号:TG 501.2 文献标志码:A许多杆端关节轴承产品都带有螺纹结构,其表面大都采用电镀层来进行防腐和装饰,如何保证电镀后螺纹尺寸合格是生产过程中的难题。
在长期的生产实践过程中,在螺纹电镀尺寸控制方面掌握了一些经验,在此加以归纳和总结。
1·电镀层对螺纹几何参数的影响假设镀层厚度在螺纹上是均匀分布的,则镀层对螺纹中径尺寸产生的影响如图1所示.图1镀层对螺纹中径尺寸产生的影响(外螺纹,以常用牙形角60°为例),其中:d为电镀前螺纹中径;d1为电镀后螺纹中径;t为电镀层厚度;Δd为电镀后螺纹中径单边增量。
按几何关系:则电镀后螺纹中径总的增量为:d1-d=2Δd=4t也就是说螺纹中径的增大量是镀层厚度的4倍。
同样道理,内螺纹电镀后,其中径减少量也是镀层厚度的4倍。
实际上,电镀过程中由于零件的突出部位容易发生电力线过度集中,即产生所谓的"尖端效应",在齿尖部位容易镀得厚些,如图2所示。
因此在制定电镀工艺时必须加以考虑。
2·螺纹电镀前尺寸的控制为了使螺纹零件电镀后的尺寸合格,可以通过以下途径。
1)在耐腐蚀性能允许的条件下适当地减小镀层厚度,可以减少镀层厚度对配合尺寸的影响。
2)在零件性能允许的条件下,采用酸洗和化学抛光等工艺,事先对零件进行处理,预留零件需要电镀的厚度,以保证电镀后零件尺寸在图样要求范围内。
3)在零件机械加工过程中预留足够的镀层厚度尺寸。
4)选用耐腐蚀性更好的基体材料以减薄镀层厚度,或选用高耐蚀性镀层(在较低镀层厚度的情况下可达到同样的防护性能)来保证零件尺寸精度。
小直径内螺纹加工及电镀过程的尺寸控制

小直径内螺纹加工及电镀过程的尺寸控制铝合金腔体类零件作为一种通用的结构件,大量应用于微波电子领域,为满足微波电子器件的焊接和电性能要求,通常需要对其进行化学镀或电镀的表面处理,其常用的镀层厚度通常在8~10μm,经过电镀后,铝合金零件的M1.6、M2等小直径内螺纹往往由于镀层的沉积导致尺寸变小,致使螺钉无法装配,目前通用方法是在镀层后使用丝锥对螺纹孔进行回丝加工,回丝为手工操作,效率很低且易造成丝锥断裂,当螺纹孔数量较多时,还容易漏回丝,造成产品质量问题。
因此,寻求高效且可靠的加工工艺,同时保证加工效率和产品质量极为重要。
1.试验和测试条件(1)样件和工艺。
使用6063- T6铝合金为基材,在表面加工M2和M1.6的螺纹通孔和盲孔,如图1所示。
典型的工艺路线是:数控铣削加工螺纹孔——化学镀镍——钳装回丝。
图1 试验件图样(2)测试工具和仪器。
M1.6定制螺纹塞规:中径1.428(T)~1.443(Z)。
M2定制螺纹塞规:中径1.795(T)~1.810(Z)。
M1.6-6H标准螺纹塞规:中径1.373(T)~1.458(Z)。
M2-6H标准螺纹塞规:中径1.740(T)~1.830(Z)。
40×显微镜、X射线荧光测厚仪。
谷振诣、刘壮虎认为:“令人担忧的不是学生的批判性思维能力,而是教师的批判性思维能力。
”[10]在创新创业教育中引入批判性思维教学模式,势必要建立专职合理的教研体系,通过集体备课、集体培训有针对性的提高相关教师的批判性思维,提升其开展批判性思维教育的能力,从而提升创新创业教育的质量。
2.理论分析螺纹中径尺寸将增加大约4倍镀层厚度,如图2所示。
普通6g-6H为间隙配合螺纹,当镀层厚度t施加于内螺纹时,螺纹单侧增大量△d为2t,螺纹中径增加量为4t,即镀层厚度的4倍,因此镀前中径公差理论上需容纳4倍镀层厚度才能达到间隙装配。
根据上述分析计算,6g-6H螺纹尺寸精度和容纳镀层厚度如表1所示。
电镀工序质量控制

电镀工序质量控制电镀是一种将金属表面覆盖上一层金属或合金的工艺,常用于改变金属表面的物理、化学性质,以增加其耐腐蚀性、改善导电性、提高外观等。
电镀工序中的质量控制对于保证电镀产品的质量和性能至关重要。
本文将对电镀工序质量控制的关键点进行详细介绍。
一、电镀工序质量控制的基本要求电镀工序质量控制的基本要求包括以下几个方面:(1)工艺参数的控制:包括电流密度、镀液温度、镀时间等参数的控制,以保证电镀层的均匀性和致密性。
(2)化学成分的控制:需要对镀液中的成分进行监控,保持其在一定范围内的稳定,以确保电镀层的质量。
(3)表面处理的控制:包括除油、除锈、除杂等表面处理工艺的控制,以保证金属表面的干净度和光洁度,为电镀提供良好的基础。
(4)设备设施的控制:必须保证电镀设备的运行稳定,设施的完善和维护,确保工艺参数的准确控制。
(5)人员操作控制:对电镀工艺的熟悉程度和操作规程的合理执行对质量的控制也起着重要作用。
二、电镀工序质量控制的关键点1. 镀液的配制与稳定控制镀液是电镀工序中的重要组成部分,其质量直接影响电镀层的质量。
因此,正确配制和稳定控制镀液的化学成分和pH值是保证电镀质量的关键点。
配制镀液时需要根据镀液的性质和电镀材料的要求来确定成分的比例,并严格按照配方进行。
同时,稳定控制镀液中各种成分的浓度和pH值,通过定期监测和调整,保持其在合适的范围内,以保证电镀层的均匀性和致密性。
2. 表面处理工艺的控制表面处理是电镀工艺中的重要环节,其质量直接影响电镀层与基材间的结合力和电镀层的外观质量。
因此,在表面处理工艺中需要注意以下几点:(1)除油处理:要确保基材表面没有油脂、蜡质等污物的存在。
可以采用机械除油或溶剂清洗等方法进行除油处理,但需避免对基材表面造成损伤。
(2)除锈处理:要确保基材表面没有氧化膜、锈迹等杂质的存在。
可以采用机械除锈、酸洗等方法进行除锈处理,但需避免对基材表面造成损伤。
(3)除杂处理:要确保基材表面没有杂质、异物等的存在。
螺纹镀前(镀后)螺纹量规精度的选择
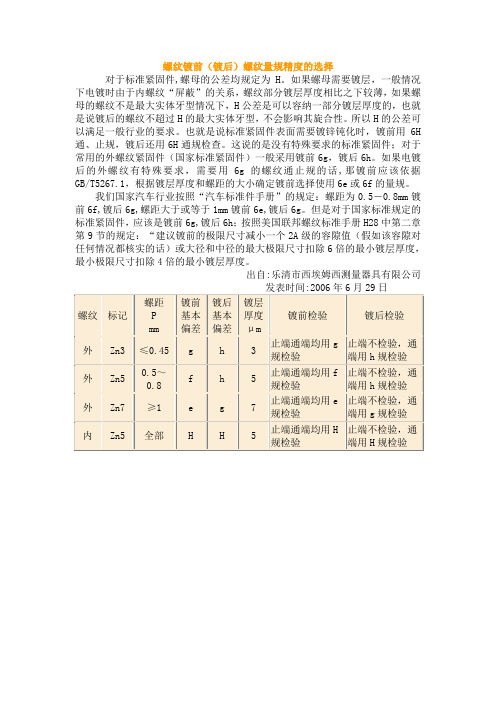
螺纹镀前(镀后)螺纹量规精度的选择
对于标准紧固件,螺母的公差均规定为H。
如果螺母需要镀层,一般情况下电镀时由于内螺纹“屏蔽”的关系,螺纹部分镀层厚度相比之下较薄,如果螺母的螺纹不是最大实体牙型情况下,H公差是可以容纳一部分镀层厚度的,也就是说镀后的螺纹不超过H的最大实体牙型,不会影响其旋合性。
所以H的公差可以满足一般行业的要求。
也就是说标准紧固件表面需要镀锌钝化时,镀前用6H 通、止规,镀后还用6H通规检查。
这说的是没有特殊要求的标准紧固件;对于常用的外螺纹紧固件(国家标准紧固件)一般采用镀前6g,镀后6h。
如果电镀后的外螺纹有特殊要求,需要用6g的螺纹通止规的话,那镀前应该依据GB/T5267.1,根据镀层厚度和螺距的大小确定镀前选择使用6e或6f的量规。
我们国家汽车行业按照“汽车标准件手册”的规定:螺距为0.5-0.8mm镀前6f,镀后6g,螺距大于或等于1mm镀前6e,镀后6g。
但是对于国家标准规定的标准紧固件,应该是镀前6g,镀后6h;按照美国联邦螺纹标准手册H28中第二章第9节的规定:“建议镀前的极限尺寸减小一个2A级的容隙值(假如该容隙对任何情况都核实的话)或大径和中径的最大极限尺寸扣除6倍的最小镀层厚度,最小极限尺寸扣除4倍的最小镀层厚度。
出自:乐清市西埃姆西测量器具有限公司。
螺纹检验规范

螺纹检验规范一、目的:为了对产品螺纹的合格判定依据作出规定,规范产品螺纹的加工和检验控制,特制定本规范。
二、范围:适用于本公司铝制品内螺纹及圆铜制品外螺纹的加工和检验控制。
三、定义:全通:螺纹规能从工件螺纹的第一扣牙一直通到工件螺纹的最后一扣牙;顺通:螺纹规能全通,且用三个手指以正常力度转动一下,松开手指后螺纹规能自由旋转。
紧通:螺纹规能全通,但用三个手指以正常力度转动一下,松开手指后螺纹规不能自由旋转,螺纹规只有在手指持续用力的情况下才能转动,并且手感较紧。
较粗牙:米制螺纹螺距>1mm、英制/美制螺纹螺距代号数值<24的螺纹;较细牙:米制螺纹螺距<1mm、英制/美制螺纹螺距代号数值≧24的螺纹。
四、判定准则:螺纹合格与否的判定原则:4.1.1对于外螺纹,必须保证螺纹通止规合格,同时螺纹大径应在公差范围内;4.1.2对于内螺纹,必须保证螺纹通止规合格,同时螺纹小径应在公差范围内。
当产品外螺纹受电镀锌影响时,螺纹检验判定的通止规要求:4.2.1 产品外螺纹受电镀影响,对于米制、美制螺纹及英制圆柱螺纹,镀后规具用于镀前检验的判定法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
4.2.2对于米制、美制螺纹及英制圆柱螺纹,分别使用镀后规控制镀后螺纹、镀前规控制镀前螺纹的判定规则,类同产品不需电镀或者镀层对内螺纹无影响时用镀后规控制的判别,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
米制普通螺纹,加工公差和规具的选用参见下表:产品不需电镀或者电镀对内螺纹无影响时,螺纹检验判定的通止规要求4.3.1产品不需电镀,焊接对螺纹没有影响或不需焊接,但除油有影响时,用螺纹规检除油前后产品的经验法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
4.3.2产品不需电镀或者电镀对内螺纹无影响时,焊接除油对内、外螺纹有影响,用螺纹规检除油前后产品的经验法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
小直径内螺纹加工及电镀过程的尺寸控制
铝合金腔体类零件作为一种 通用的结构件,大量应用于微波 电子领域,为满足微波电子器件 的焊接和电性能要求,通常需要 对其进行化学镀或电镀的表面处 理,其常用的镀层厚度通常在8~ 10 nm,经过电镀后,铝合金零 件的M1.6, M2等小直径内螺纹 往往由于镀层的沉积导致尺寸变 小,致使螺钉无法装配,目前通 用方法是在镀层后使用丝锥对螺 纹孔进行回丝加工,回丝为手工 操作,效率很低且易造成丝锥断 裂,当螺纹孔数量较多时,还容 易漏回丝,造成产品质量问题。 因此,寻求高效且可靠的加工工 艺,同时保证加工效率和产品质 量极为重要。
(1)零件螺纹孔朝向对镀层 深度和厚度的影响。根据零件实 际情况,零件在电镀挂具上固定 后,其螺纹孔的朝向有上、下及 侧3种可能,从电镀要求的拴挂方 式考虑,多数应为侧向,少数可
图3拴挂方式示意
化学镀镰参数:空气搅拌 +阴极移动,28min,平面测厚 8.2 um。镀镰参数和镀镰后的螺 纹塞规检测结果如表4所示。
zKo 如图4所示,对剖开的零件
后,推算镀前镀后的内螺纹尺寸 如表3所示。
可见,选用P4级丝锥加工, 可以容纳一般微波件10 u m厚度 的镀层,使其镀前和镀后的中径 尺寸均在6H精度范围内,而理 论上其极限可容纳镀层厚度为 13 um,以下试验和测试均基于 P4级丝锥的加工。
能向上或向下。试验件釆用如图3 所示的拴挂方式。
4•试验结果和讨论
螺纹塞规:中径1.795 (T) ~ 1.810 (Z) o Ml.6-6H标准螺 纹塞规:中径1.373 (T) -1.458
(Z)。M2 —6H标准螺纹塞规: 中径 1.740 (T) -1.830 (Z)。 40 x显微镜、X射线荧光测厚仪。
2•理论分析
螺纹中径尺寸将增加大约4倍 镀层厚度,如图2所示。普通6g6H为间隙配合螺纹,当镀层厚度 /施加于内螺纹时,螺纹单侧增大
电镀处理中的质量控制与检测技术
电镀处理中的质量控制与检测技术电镀处理是一种将金属镀覆在另一种基材上的加工工艺,其应用范围非常广泛,例如汽车、家电、电子设备、休闲用品等行业。
随着现代工业的发展,电镀处理技术在生产中的重要性越来越得到重视,同时也带来了对电镀质量控制和检测技术的需求。
电镀处理质量控制的几个关键点电镀处理质量控制是一个相当复杂的问题,不仅涉及到电化学加工的实现过程,还与基材材料和化学添加剂等方面存在着密切依赖关系。
要控制电镀质量,需要从以下几个方面入手。
1. 基材材料的选择基材的种类和性能直接影响到电镀层的质量。
因此,在选择基材时,必须考虑到其各项性能指标,如表面状态、硬度、延展性等。
与此同时,还需要注意其可镀性、可焊性、塑性、光泽度的要求,以确保电镀质量符合标准。
2. 化学添加剂的选择复杂电化学反应是电镀处理的核心内容。
在电镀处理过程中,常会加入一些化学添加剂,用来调节电镀层的性质和形态。
化学添加剂种类繁多,适用的化学添加剂选择也是关键所在。
一般来说,为了达到更好的电镀效果,加入的化学添加剂应具备以下基本要求:与基材、电解液相容性好,可以与基材表面形成均匀的镀层,同时,添加量不宜过多,过量会影响电镀的质量。
3. 工艺控制电镀处理是一个时间、温度和电流密度变化繁杂的过程。
对于生产中的电镀处理过程,一定要掌握好电镀时间、电压、温度等参数的变化对电镀层的影响,以保证产品电镀层的厚度和均匀性。
在电镀处理过程中,若出现异常情况,需要能够及时根据该异常情况,调整和控制加工参数以最大限度地保障产品的质量和稳定性。
因此,电镀处理的工艺控制必须具有相应的技术经验和专业技能。
电镀处理质量检测的方法和技术除了电镀处理时的质量控制,等效的质量检测方法也是十分必要的。
具体来说,电镀处理质量检测主要从以下几个方面展开。
1. 外观检验外观检验是常用的检测手段,通过观察电镀层的颜色、光泽度、平整度、氧化层、孔隙性等方面的细节特征来判断电镀层的质量和是否达到标准要求。
电镀工序质量控制
电镀工序质量控制一、引言电镀工序是一种常见的表面处理工艺,用于提高金属制品的外观和性能。
质量控制在电镀工序中至关重要,它确保产品的质量符合标准,并满足客户的要求。
本文将详细介绍电镀工序质量控制的标准格式。
二、质量控制目标1. 产品外观质量:确保电镀产品表面光洁、无气泡、无划痕、无麻点等缺陷。
2. 产品尺寸精度:确保电镀产品尺寸符合设计要求,包括厚度、宽度、长度等。
3. 产品耐腐蚀性能:确保电镀产品具有良好的耐腐蚀性,能够在恶劣环境下长期使用。
三、质量控制流程1. 原材料检验:对电镀所需的原材料进行检验,包括金属基材、电镀液、化学药剂等,确保其符合质量标准。
2. 工艺参数设定:根据产品要求和工艺要求,设定合适的电镀工艺参数,包括电流密度、电镀时间、温度等。
3. 电镀试样制备:根据产品要求,制备一定数量的电镀试样,用于质量检验和工艺优化。
4. 电镀工艺控制:在生产过程中,严格控制电镀工艺参数,监测电流密度、温度、PH值等关键参数,确保工艺的稳定性和一致性。
5. 质量检验:对电镀产品进行质量检验,包括外观检查、尺寸测量、耐腐蚀性能测试等,确保产品符合标准要求。
6. 不良品处理:对于不合格的电镀产品,及时进行处理,包括修复、返工或报废等,确保不良品不流入市场。
7. 数据分析与改进:对质量控制过程中的数据进行分析,找出问题和改进的方向,优化电镀工艺,提高产品质量。
四、质量控制方法和工具1. 外观检查:使用目视检查、显微镜等工具对电镀产品的外观进行检查,判断是否存在气泡、划痕、麻点等缺陷。
2. 尺寸测量:使用测量工具,如卡尺、游标卡尺等,对电镀产品的尺寸进行测量,确保其符合设计要求。
3. 耐腐蚀性能测试:使用盐雾试验、湿热试验等方法,对电镀产品的耐腐蚀性能进行测试,评估其在恶劣环境下的耐久性。
4. 数据统计与分析:使用统计学方法,对质量控制过程中的数据进行统计和分析,找出问题和改进的方向。
五、质量控制记录1. 原材料检验记录:记录原材料的检验结果,包括金属基材的化学成分分析、电镀液的pH值、化学药剂的浓度等。
电镀前和电镀后使用的螺纹规
电镀前和电镀后使用的螺纹规螺纹规,也叫螺纹量规,是我们在做电镀之前和之后都要用到的工具。
它看似简单,但却在保证螺纹质量方面发挥着关键作用。
下面我们就来聊聊电镀前和电镀后使用螺纹规的那些事儿。
1. 电镀前的螺纹规使用1.1 确保螺纹规格准确电镀前,我们得用螺纹规检查螺纹的规格是否准确。
要知道,电镀这东西是把金属镀一层薄薄的镍、铬或其他金属,虽然看起来不多,但它对螺纹的尺寸会产生微妙的影响。
如果电镀前螺纹规格不对,就等于给后续的电镀“埋雷”,结果可想而知。
比如说,你的螺纹规上写着M6×1,那就是指螺纹的直径是6毫米,螺距是1毫米。
如果在电镀前没检查清楚,这螺纹一旦镀上金属,可能就会因为厚度不一致导致螺纹配合不顺畅。
1.2 检查螺纹表面状况除了规格,螺纹的表面状况也很重要。
在电镀前,我们还要确保螺纹表面光滑无瑕疵。
毕竟,电镀后的螺纹如果底下有凹凸不平的地方,那电镀层也难逃一番“折腾”。
用螺纹规检查螺纹的表面,看看有没有锈蚀、划痕或者其他的瑕疵。
如果有这些问题,建议在电镀前先处理好,这样电镀效果才会更佳。
2. 电镀后的螺纹规使用2.1 确认电镀层厚度电镀后的螺纹规,首先得检查螺纹的尺寸是否在允许的范围内。
电镀层会在螺纹的表面增加一层金属,但这层金属的厚度是有规定的。
太厚或太薄都会影响螺纹的正常使用。
螺纹规可以帮助我们确认电镀后的螺纹是否符合标准,确保没有“变形”或者“缩小”的问题。
2.2 测试螺纹配合电镀完成后,使用螺纹规还需要测试螺纹的配合情况。
毕竟,电镀后的螺纹如果和配合件不匹配,那就如同穿错鞋子一样,无法正常使用。
用螺纹规检查螺纹的配合度,确保它们可以顺畅地啮合,这样才能避免后续使用中的麻烦。
3. 总结与建议3.1 定期检查,保持规范不管是电镀前还是电镀后,螺纹规的使用都至关重要。
定期检查螺纹的规格和状态,保持螺纹的规范性和精确性,是保证设备正常运转的关键。
3.2 细节决定成败就像俗话说的“千里之行,始于足下”,在螺纹的加工和电镀过程中,细节决定成败。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹电镀前后尺寸精度的控制办法
摘要:螺纹作为最重要的机械紧固件,其表面大多采用电镀层来进行防腐和装饰,而镀锌是最为普遍的电镀方式,控制好螺纹电镀前的尺寸是镀后尺寸合格的根本保证,也是许多螺纹加工企业的一大难题。
本文就多年来螺纹产品电镀前尺寸精度控制的方法加以归纳和总结。
1·电镀层对螺纹几何参数的影响
假设镀层厚度在螺纹上是均匀分布的,则镀层对螺纹中径尺寸产生的影响如图1所示.
图1镀层对螺纹中径尺寸产生的影响
(外螺纹,以常用牙形角60°为例),其中:d为电镀前螺纹中径;d1为电镀后螺纹中径;t为电镀层厚度;Δd为电镀后螺纹中径单边增量。
按几何关系:
则电镀后螺纹中径总的增量为:
d1-d=2Δd=4t
也就是说螺纹中径的增大量是镀层厚度的4倍。
同样道理,内螺纹电镀后,其中径减少量也是镀层厚度的4倍。
实际上,电镀过程中由于零件的突出部位容易发生电力线过度集中,即产生所谓的“尖端效应”,在齿尖部位容易镀得厚些,如图2所示。
因此在制定电镀工艺时必须加以考虑。
2·螺纹电镀前尺寸的控制
为了使螺纹零件电镀后的尺寸合格,可以通过以下途径。
1)在耐腐蚀性能允许的条件下适当地减小镀层厚度,可以减少镀层厚度对配合尺寸的影响。
2)在零件性能允许的条件下,采用酸洗和化学抛光等工艺,事先对零件进行处理,预留零件需要电镀的厚度,以保证电镀后零件尺寸在图样要求范围内。
3)在零件机械加工过程中预留足够的镀层厚度尺寸。
4)选用耐腐蚀性更好的基体材料以减薄镀层厚度,或选用高耐蚀性镀层(在较低镀层厚度的情况下可达到同样的防护性能)来保证零件尺寸精度。
在实际生产过程中有2种较为常用的方法使零件表面预留出接近于镀层的尺寸余量,即化学尺寸抛光和机械加工过程中预留足够的镀层厚度尺寸,以下加以详细说明。
2.1 化学尺寸抛光
化学尺寸抛光就是使金属制品在特定的溶液中通过有规则的溶解以达到规定尺寸的一种加工方法。
在化学抛光过程中,螺纹齿尖部位的溶解速度大于螺纹斜面和齿根部位的溶解速度,与电镀后齿尖部位镀层分布较厚相补偿,有利于修正电镀后齿尖几何形状。
化学抛光能使粗糙的表面得到整平,有利于提高镀层的平滑度、降低孔隙率、提高耐蚀性[1];化学抛光还可以起到除锈作用。
化学尺寸抛光操作比较简单,生产效率高,可以和电镀作业连为一体,只需在原有设备中增加一个化学抛光槽和清洗槽即可。
建议使用下列配方的抛光液:
磷酸60%(体积分数)
硫酸30%(体积分数)
硝酸10%(体积分数)
铬酸5~10g/L
温度120~140℃
一般溶解速度为5μ/min,生产中可根据零件需镀覆的厚度来计算溶解时间,并通过生产试验加以验证总结,可以有效控制螺纹的电镀质量。
2.2 机械加工过程中预留足够的镀层厚度尺寸
解决有配合要求的零件镀后尺寸配合问题必须与产品设计和工艺部门一道协商零件镀前工艺尺寸,事先预留镀层厚度及其镀覆尺寸偏差。
应特别注意的是,在预留厚度的同时还应考虑因零件形状不同而引起的镀层厚度不均匀性的问题。
因镀层厚度和均匀性控制不好引起公差配合问题的部件,其中最普遍的是螺纹零件和紧固件等。
当螺纹零件进行电镀时,如前所述,其螺纹的牙尖和谷底的镀层厚度是不一样的。
因此螺纹经电镀后出现配合障碍主要原因是镀层厚度不均造成的牙型角变形,其次才是镀层厚度增厚的问题。
在实际生产过程中往往是将以上2种方法结合起来,必须掌握一套有效的操作规程,以保证螺纹的电镀质量。
3·镀层厚度规定
普通螺纹可容纳的镀层厚度取决于螺距和螺纹公差带的位置。
1)最大镀层厚度可在GB/T5267-85《螺纹紧固件电镀层》[2]表格中选取。
2)电镀层的最小厚度:电镀层必须达到一定厚度才有应用价值,具体可根据国家的盐雾试验标准GB/T10125《人造气氛腐蚀试验盐雾试验》来加以衡量,一般控制在3~5μm,可依据GB/T5267-85《螺纹紧固件电镀层》中的表格按螺距和公差带位置具体确定。
4·实际精度控制
1)内螺纹紧固件
对于内螺纹来说,一般常用的等级精度为H级,通常情况下,电镀时由于内螺纹的屏蔽作用,螺纹部分的镀层厚度相比较薄,如果在内螺纹的实际轮廓不是最大实体牙型的情况下,H级公差可以容纳一部分镀层厚度,也就是说镀后内螺纹的实际轮廓不超过H级公差的最大实体牙型就不会影响其旋合性。
所以H级公差可以满足一般行业的要求,也就是说标准紧固件表面需要电镀时,镀前用H级塞规,镀后还用H级塞规检查。
对于有特殊要求的内螺纹紧固件,由于受到加工方法和检测方法的限制,一般采用高一等级的塞规来检测和控制螺纹电镀前的尺寸精度,同时控制镀层厚度,避免因镀层过厚而影响到尺寸精度。
2)外螺纹紧固件
外螺纹成形的方法较多,如搓丝、滚丝、铰丝和车削等,螺纹尺寸和加工公差比较容易控制,考虑到电镀层对螺纹几何参数的影响,电镀前尺寸控制准则如下[1]:
最大中径=d2max-4×最大镀层厚度
最小中径=d2min-4×最小镀层厚度
最大大径=dmax-2×最大镀层厚度
最小大径=dmin-2×最小镀层厚度
螺纹小径=d1-2×最大镀层厚度
式中,d为螺纹大径;d1为螺纹小径;d2为螺纹中径。
例如:M10×1.5-6g,镀层厚度0.005~0.015mm,则其镀前尺寸计算如下:
最大中径=8.994-4×0.015=8.934
最小中径=8.862-4×0.005=8.842
最大大径=9.968-2×0.015=9.908
最小大径=9.732-2×0.005=9.712
螺纹小径=8.344-2×0.015=8.824在实际生产过程中,为了使问题简化,便于生产和检验控制,一般可采用只控制螺纹中径的方法。
5·结语
经过长期的生产实践,合理地遵循电镀前尺寸的控制方法和准则可较好地控制螺纹电镀后的质量,特别是细牙螺纹和一些较难电镀的螺纹都可以得到有效质量控制。