1.6切削用量及切削液的选择
(完整版)钻削切削用量选择参考表

钻削切削用量选择参考表一、钻中心孔的切削用量钻中心孔公称直径钻中心孔的切削进给量钻中心孔切削速度刀具名称(mm) (mm/r) v(m/min) 中心钻 1 0.02 8~15中心钻 1.6 0.02 8~15中心钻 2 0.04 8~15中心钻 2.5 0.05 8~15中心钻 3.15 0.06 8~15中心钻 4 0.08 8~15中心钻 5 0.1 8~15中心钻 6.3 0.12 8~15中心钻8 0.12 8~1560 °中心锪钻及带锥柄 60 °中心锪钻 1 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 1.6 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2 0.02 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2.5 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 3.15 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 4 0.04 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 5 0.06 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 6.3 0.08 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻8 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻 1 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 1.6 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 2 0.02 12 ~25不带护锥及带护锥的60 °复合中心钻 2.5 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 3.15 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 4 0.04 12 ~25不带护锥及带护锥的60 °复合中心钻 5 0.06 12 ~25不带护锥及带护锥的60 °复合中心钻 6.3 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻8 0.08 12 ~25二、高速钢钻头切削用量选择表钻孔的进给量 (mm/r)钻头直径钢σ钢σb(MPa) 钢σ铸铁、铜及铝合铸铁、铜及铝合金do(mm) b(MPa)<800 800 ~ 1000 b(MPa)>1000 金 HB ≤200 HB>200 ≤2 0.05 ~ 0.06 0.04 ~ 0.05 0.03 ~ 0.04 0.09 ~ 0.11 0.05 ~0.072 ~ 4 0.08 ~ 0.10 0.06 ~ 0.08 0.04 ~ 0.06 0.18 ~ 0.22 0.11 ~0.134 ~ 6 0.14 ~ 0.18 0.10 ~ 0.12 0.08 ~ 0.10 0.27 ~ 0.33 0.18 ~0.226 ~ 8 0.18 ~ 0.22 0.13 ~ 0.15 0.11 ~ 0.13 0.36 ~ 0.44 0.22 ~0.268~ 10 0.22 ~ 0.28 0.17 ~ 0.21 0.13 ~ 0.17 0.47 ~ 0.57 0.28 ~0.3410 ~13 0.25 ~ 0.31 0.19 ~ 0.23 0.15 ~ 0.19 0.52 ~ 0.64 0.31 ~0.3913 ~16 0.31 ~ 0.37 0.22 ~ 0.28 0.18 ~ 0.22 0.61 ~ 0.75 0.37 ~0.4516 ~20 0.35 ~ 0.43 0.26 ~ 0.32 0.21 ~ 0.25 0.70 ~ 0.86 0.43 ~0.5320 ~25 0.39 ~ 0.47 0.29 ~ 0.35 0.23 ~ 0.29 0.78 ~ 0.96 0.47 ~0.5625 ~30 0.45 ~ 0.55 0.32 ~ 0.40 0.27 ~ 0.33 0.9 ~ 1.1 0.54 ~0.6630 ~50 0.60 ~ 0.70 0.40 ~ 0.50 0.30 ~ 0.40 1.0 ~ 1.2 0.70 ~0.80注 :1.表列数据适用于在大刚性零件上钻孔,精度在H12 ~H13 级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;1).在中等刚性零件上钻孔(箱体形状的薄壁零件、零件上薄的突出部分钻孔)时,乘系数0.75 ;2).钻孔后要用铰刀加工的精确孔,低刚性零件上钻孔,斜面上钻孔,钻孔后用丝锥攻螺纹的孔,乘系数 0.50 ;2.钻孔深度大于 3 倍直径时应乘修正系数。
车削切削用量选取参考表讲解学习
2.1
0.9
>360~500
1.4
0.7
1.5
0.7
1.5
0.8
1.7
0.8
1.9
0.9
2.2
1
1、粗加工,表面粗糙度为Ra50~12.5时,一次走刀应尽可能切除全部余量。
2、粗车背吃刀量的最大值是受车床功率的大小决定的。中等功率机床可以达到8~10mm。
二、高速钢及硬质合金车刀车削外圆及端面的粗车进给量
工件材料
车刀刀杆尺寸(mm)
工件 直径(mm)
切深
≤3
3~5
5~8
8~12
>12
进给量fmm/r
碳素结构钢、合金结构钢、耐热钢
16×25
20
0.3~0.4
—
—
—
—
40
0.4~0.5
0.3~0.4
—
—
—
60
0.5~0.7
0.4~0.6
0.3~0.5
—
—
100
0.6~0.9
0.5~0.7
0.5~0.6
0.4~0.5
275-335
0.25
8
17-21
0.5
66-72
82-90
0.75
YT5
105-120
0.5
215-245
0.4
高强度钢
225~350
1
20-26
0.18
90-105
115-135
0.18
YT15
150-185
0.18
380-440
0.13
>300HBS时宜用W12Cr4V5Co5及W2Mo9Cr4VCo8
切削液的作业及如何合理的选用切削液
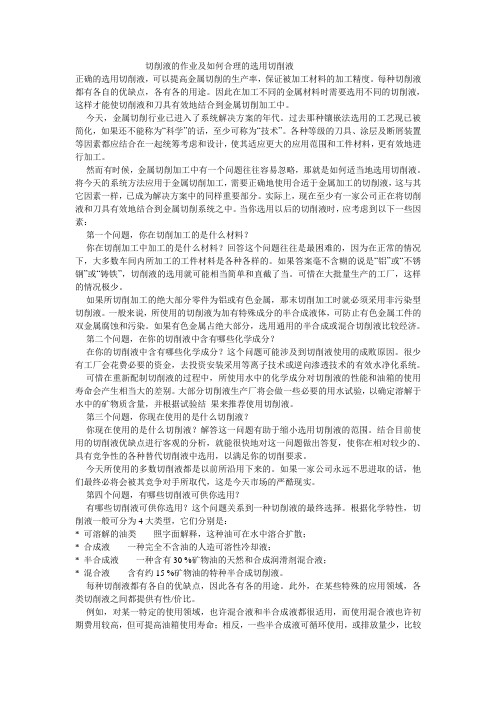
切削液的作业及如何合理的选用切削液正确的选用切削液,可以提高金属切削的生产率,保证被加工材料的加工精度。
每种切削液都有各自的优缺点,各有各的用途。
因此在加工不同的金属材料时需要选用不同的切削液,这样才能使切削液和刀具有效地结合到金属切削加工中。
今天,金属切削行业已进入了系统解决方案的年代。
过去那种镶嵌法选用的工艺现已被简化,如果还不能称为“科学”的话,至少可称为“技术”。
各种等级的刀具、涂层及断屑装置等因素都应结合在一起统筹考虑和设计,使其适应更大的应用范围和工件材料,更有效地进行加工。
然而有时候,金属切削加工中有一个问题往往容易忽略,那就是如何适当地选用切削液。
将今天的系统方法应用于金属切削加工,需要正确地使用合适于金属加工的切削液,这与其它因素一样,已成为解决方案中的同样重要部分。
实际上,现在至少有一家公司正在将切削液和刀具有效地结合到金属切削系统之中。
当你选用以后的切削液时,应考虑到以下一些因素:第一个问题,你在切削加工的是什么材料?你在切削加工中加工的是什么材料?回答这个问题往往是最困难的,因为在正常的情况下,大多数车间内所加工的工件材料是各种各样的。
如果答案毫不含糊的说是“铝”或“不锈钢”或“铸铁”,切削液的选用就可能相当简单和直截了当。
可惜在大批量生产的工厂,这样的情况极少。
如果所切削加工的绝大部分零件为铝或有色金属,那末切削加工时就必须采用非污染型切削液。
一般来说,所使用的切削液为加有特殊成分的半合成液体,可防止有色金属工件的双金属腐蚀和污染。
如果有色金属占绝大部分,选用通用的半合成或混合切削液比较经济。
第二个问题,在你的切削液中含有哪些化学成分?在你的切削液中含有哪些化学成分?这个问题可能涉及到切削液使用的成败原因。
很少有工厂会花费必要的资金,去投资安装采用等离子技术或逆向渗透技术的有效水净化系统。
可惜在重新配制切削液的过程中,所使用水中的化学成分对切削液的性能和油箱的使用寿命会产生相当大的差别。
表面精度知识-转载

表面精度知识产品表面质量直接影响产品的使用功能和外观表面精度要求可分为:表面缺陷、表面粗糙度及表面波纹度产品表面质量直接影响产品的使用功能和外观表面精度要求可分为:表面缺陷、表面粗糙度及表面波纹度表面缺陷可分为如图表面缺陷可以用缺陷的长度、宽度、深度、高度、面积、单位面积缺陷数等参数来评定,这些参数的含义可以去查相关手册或百度表面波纹度:是指零件表面形貌中具有明显周期性波动的中间几何形貌,其波纹变动周期显著,波长较表面粗糙度长。
产生的原因一般是加工工艺系统的强迫振动引起,也包括加工时意外因素如工件或刀具的失控运动引起的不平度表面波纹度有关表面、轮廓、评定方法及评定参数术语和定义与表面粗糙度类似。
包括轮廓不平度平均度度,轮廓的最大峰高、最大的谷深、最大高度、平均间距以及轮廓算术平均偏差、均方根偏差、不平度间距等。
具体可以去查相关手册或百度或参考下面介绍的表面粗糙度的参数:表面粗糙度指的是零件表面所具有的微小峰谷的微观几何形状误差产生的原因主要是由于切削加工过程中的刀痕、刀具和零件表面之间的磨擦、塑性变形以及工艺系统的高频振动。
表面粗糙度对产品使用性的影响有:1.对磨擦磨损的影响:在相对运动的一般情况下,表面粗糙度值越大,磨擦力越大,但是当表面过份光滑时,由于两表面之间的分子吸附力大,会使两表面间的接触力增强,润滑减少,增加了磨擦、磨损,同时加工成本也增大,所以有相对运动的表面应该规定合理的表面粗糙度2.对疲劳强度的影响:承受变动负荷的零件表面产生的疲劳裂纹主要是由于表面同微观波纹的波谷产生了应力集中引起的。
表面粗糙度对零件疲苏强度影响与材料有关,钢制的大于铸铁件,有色金属的影响更小3.对耐腐蚀性的影响:金属腐蚀主要发生在表面微观波谷处和裂纹处聚集的水汽和腐蚀性气体产生电化学从而产生腐蚀。
表面越粗糙,腐蚀现象越严重。
4.对配合性能的影响:一般相互配合的表面越粗糙,会增加装配困难,而且在工作状态下容易磨损,增大了配合间隙5.对结合密封性的影响:如果结合两面过于粗糙,则容易在波谷处造成泄漏引起密封不良,如果表面过于光滑,相对的运动表面又不能产生油膜,密封效果也将降低。
切削用量及切削液的选择(实验)..共29页
56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
60、人民的幸福是至高无个的法。— —西塞 罗
Hale Waihona Puke 46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
切削用量的合理选择

表7-5 硬质合金车刀及高速钢车刀粗车外圆和端面时的进给量
3)切削速度 切削速度vc是根据刀具耐用度T确定的。在背吃刀量ap和进给量f
确定后,根据规定的刀具耐用度T,计算刀具耐用度T所允许的切削n计,再选取机床主轴实际转速n,最后由机床主轴实 际转速n计算实际切削速度vc。
对切削加工实际生产来 说,较方便的是根据切 削用量手册查表确定切 削用量。切削用量手册 中的数据是在积累了大 量的生产经验及试验研 究工作的基础上,经过 科学的数据处理后制定 出来的。查表确定切削 用量后,还可根据具体 生产条件适当调整。
把各公式的计算结果绘 制成各种图表,直接从 其上选择切削用量。针 对具体机床制成的切削 用量图表,更适合于生 产现场使用。
3)切削速度 c 半精加工和精加工的切削速度
也是受刀具耐用度的限制,因此,
切削速度与粗加工时的计算方法相同。但由于半精加工和精加工切削条
件较好,刀具耐用度比粗加工时规定得大,所以半精加工和精加工时的
切削速度一般比粗加工时高。
1.3 提高切削用量的途径
提高切削用量的途径很多,可归纳为以下几个方面: (1)采用切削性能更好的新型刀具材料。 (2)改善工件材料的加工性。 (3)改进刀具结构和选用合理刀具几何参数。 (4)提高刀具的制造和刃磨质量。 (5)采用新型的、性能优良的切削液和高效率的冷却方法。
(7-1)
若加工余量A太大或加工工艺系统刚性比较差,则加工余量A
可经二次或更多次走刀去除。若分二次走刀,则它们的背吃刀量
的表达式分别为
ap1=(3/4~2/3)A ap2=(1/3~1/4)A
(7-2) (7-3)
2)进给量 当背吃刀量确定后,根据加工工艺系统允许的切削力,进一步确定
粗加工切削液的选用

粗加工切削液的选用
粗加工切削液的选用
粗加工时,由于加工余量和切削用量均较大,因此在切削过程中产生大量的切削热,易使刀具迅速磨损,这时应降低切削区域温度,所以应选用以冷却作用为主并具有一定清洗、润滑和防锈性能的金属切削液,以将大量的切削热及时带走降低切削区域温度,提高刀具耐用度。
1)用高速工具钢刀具粗车或粗铣碳素钢工件时,应选用质量分数低的乳化液(如质量分数为3%~5%的乳化液),也可以选用合成切削液。
2)用高速工具钢刀具粗车或粗铣铝及其合金、铜及其合金工件时,应选用质量分数为5%~7%的乳化液。
3)粗车或粗铣铸铁时,因为铸铁中含有石墨,切削时石墨可起到固体润滑剂的作用,能减少摩擦。
若使用油类切削液,会把崩碎切屑和砂粒粘合在一起,起到金刚砂研磨剂的作用。
使刀具和机床导轨磨损,所以铸铁粗加工时一般不用切削液。
4)用硬质合金刀具粗切削加工时,一般不加切削液,因为若切削液流量不足或不均,会造成硬质合金刀片冷热不均,产生裂纹,造成刀具报废。
但在加工某些硬度高、强度大、导热性差的特殊工件材料(尤其是重切削)时,由于这时切削区域温度较高,会造成硬质合金刀片与工件材料中某些元素发生粘接和扩散现象,导致刀具迅速磨损,此时,应加注流量充足、均匀并以冷却作用为主的切削液,如质量分
数为2%~5%的乳化液或合成型切削液,可显著降低切削区域温度,提高刀具耐用度。
若切削液采用喷雾加注法,则切削效果更好。
车削切削用量选取参考表

0.75
YT5
170-220
0.5
335-490
0.4
中碳
175~225
1
52
0.2
165
200
0.18
YT15
305
0.18
520
0.13
4
40
0.4
125
150
0.5
YT14
200
0.4
395
0.25
8
30
0.5
100
120
0.75
YT5
160
0.5
305
0.4
碳 钢
低碳
100~200
4、加工淬硬钢时,进给量应减小。硬度为HRC45-56时,乘以修正系数:0.8, 硬度为HRC57-62,乘以修正系数:k=0.5。
三、按表面粗糙度选择进给量的参考值
工件材料
粗糙度等级(Ra)
切削速度(m/min)
刀尖圆弧半径
0.5
1
2
进给量fmm/r
碳钢及合金碳钢
10~5
≤50
0.3~0.5
0.45~0.6
1
0.3
1.1
0.3
—
—
—
—
>18~30
1
0.3
1
0.3
1.1
0.3
1.3
0.4
1.4
0.4
—
—
>30~50
1.1
0.3
1
0.3
1.1
0.4
1.3
0.5
1.5
0.6
1.7
0.6
>50~80
1.1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(2)冷却作用
流出切削区的切削液带走大量的热量,从而降低工件与 刀具的温度,提高刀具耐用度,减少热变形,提高加工精度。 不过切削液对刀具与切屑界面的影响不大,试验表明,切削液 只能缩小刀具与切屑界面的高温区域,并不能降低最高温度, 一般的浇注方法主要冷却切屑。
对刀具寿命的影响主要从对耐用度的影响来分析。
vc、f、ap增加时,刀具磨损加剧,耐用度降低, 其中影响最大的是vc,其次是f,影响最小的是ap,因 此,贵重、精密的刀具是不宜采用高速切削和大进给 量切削的。
①油性添加剂
油性添加剂 单纯矿物油与金属的吸附力差,润滑效果 不好,如在矿物油中添加油性添加剂,将改善润滑作用。
1.6 切削用量及切削液的选择
ቤተ መጻሕፍቲ ባይዱ
1.6.1 合理选择切削用量
1. 切削用量对机械加工的影响
对加工质量的影响 对刀具寿命的影响 对生产效率的影响
加工质量
vc的影响 f的影响 ap的影响
通过切削温度来影响 通过已加工表面的残留面积来影响 通过切削力来影响
2. 提高生产率的途径
生产率Q可以用计算式表示如下:
L
L
πDL
πDL Z
tj
n
f
i
1000vc
i
1000vc f
i
1000vc f
ap
πD
要提高生产率,如何选择切削用量?
3. 切削用量的选择原则
ap的选择
主要根据加工余量和工艺系统的刚度确定
粗加工时 冲击载荷较大或系统刚度较小时 精加工时
粗加工时,一般根据刚度来选择
f的选择
精加工、半精加工时,根据工件的表面粗糙度选择
动植物油、皂类、胺类等与金属吸附力强,形成的物理 吸附油膜较牢固,是理想的油性添加剂。不过物理吸附油膜 在温度较高时将失去吸附能力。
因此一般油性添加剂切削液在200℃以下使用。
②极压添加剂
主要利用添加剂中的化合物,在高温下与加工金属快速反 应形成化学吸附膜,从而起固体润滑剂作用。
目前常用的添加剂中一般含氯、硫和磷等化合物。由于化 学吸附膜与金属结合牢固,一般在400℃~800℃高温仍起作 用。硫与氯的极压切削油分别对有色金属和钢铁有腐蚀作用, 应注意合理使用。
切削液如喷注到刀具副后面处,将对刀具和工件的冷却效 果更好。
切削液的冷却性能取决于它的导热系数、比热容、汽化热、 气化速度及流量、流速等。
切削液自身温度对冷却效果影响很大。
(3)清洗作用
在车、铣、磨削、钻等加工时,常浇注和喷射切 削液来清洗机床上的切屑和杂物,并将切屑和杂物带 走。
(4)防锈作用
一些切削液中加入了防锈添加剂,它能与金属表 面起化学反应而生成一层保护膜,从而起到防锈的作 用。
1.7.2 影响工件材料切削加工性能的因素
材料的物理机械性能
硬度、强度、塑性、热导率
材料的化学成分
含碳量、所含化学元素
材料的金相组织
1.7.3 改善工件材料切削加工性能的途径
调整化学成分、适当的热处理
作业布置
P37 1-8、1-13
刀具耐用度T与刀具总刃磨次数n的乘积称为刀具 寿命。 它是一把刀从开始使用到完全报废所经过的切 削时间。
③表面活性剂
表面活性剂是一种有机化合物,它使矿物油 微小颗粒稳定分散在水中,形成稳定的水包油乳 化液。表面活性剂除起乳化作用外,还能吸附在 金属表面,形成润滑膜,起润滑作用。
切削油分为两类:
A、以矿物油为基体加入油性添加剂的混和油,一般用于低速 切削有色金属及磨削中;
B、极压切削油,是在矿物油中添加极压添加剂制成,适用于 重切削和难加工材料的切削。
vc的选择
根据工件材料、刀具材料和机床功率来选择
1.6.2 合理选择切削液
1. 切削液的作用
(1)润滑作用
切削液能在刀具的前、后刀面与工件之间形成一层 润滑薄膜,可减少或避免刀具与工件或切屑间的直接接 触,减轻摩擦和黏结程度,因而可以减轻刀具的磨损, 提高工件表面的加工质量。
切削速度对切削液的润滑效果影响最大,一般速度 越高,切削液的润滑效果越低。
速度较高时,刀具主要是热磨损,应选用冷却为主的切削 液。
硬质合金刀具耐热性好,热裂敏感,可以不用切削液。如 采用切削液,必须连续、充分浇注,以免冷热不均产生热 裂纹而损伤刀具。
(2)精加工
精加工时,切削液的主要作用:提高工件表面加工质量和加 工精度。
加工一般钢件,在较低的速度(6.0m/min~30m/min)情况 下,宜选用极压切削油或10%~12%极压乳化液,以减小刀 具与工件之间的摩擦和粘结,抑制积屑瘤。
1 Q
td
式中:td为生产一个零件所需的总时间。 在机床上加工一个零件所需的总时间包括三个部分:
td=tj+tf+tt
因此,生产率Q为
Q 1 1 td tj tf tt
生产中,采用自动化生产过程和先进刀具、量具、装夹机 构可减少辅助时间;改进管理,妥善安排生产等可减少其它时 间;要想缩短零件的基本时间,则与选用切削用量有密切关系:
2. 切削液添加剂及切削液分类
油性添加剂 切
切削油
添
削
加
极压添加剂 液
乳化液
剂
分
表面活性剂 类
水溶液
3. 切削液的选择原则
(1)粗加工
粗加工时,切削用量大,产生的切削热量多,容易使刀具 迅速磨损。此类加工一般采用冷却作用为主的切削液,如 离子型切削液或3%~5%乳化液。
切削速度较低时,刀具以机械磨损为主,宜选用润滑性能 为主的切削液;
1.7 改善工件材料的切削加工性能
1.7.1 工件材料切削加工性能的分类比较
为便于比较各种工件材料的切削加工性能,通常以正火状
态45钢(σb=0.735 GPa)的v60作为基准, 记作(v60)j,而把其它 材料的v60与之相比,其比值Kr称为该材料的相对加工性能,
Kr
v60 (v60 ) j
凡Kr大于1的材料,其加工性能比45钢好。 Kr越大,加工 性能越好;反之亦然。
精加工铜及其合金、铝及合金或铸铁时:宜选用粒子型切削 液或10%~12%乳化液,以10%~12%极压乳化液,以降低 加工表面粗糙度。
注意:
A、加工铜材料时,不宜采用含硫切削液,因为硫 对铜有腐蚀作用。
B、加工铝时,也不适于采用含硫与氯的切削液, 因为这两种元素宜与铝形成强度高于铝的化合物, 反而增大刀具与切屑间的摩擦。也不宜采用水溶液, 因高温时水会使铝产生针孔。