烧结带式输送机的改造
对脱水机房带式输送机控制系统的改造
刘 志 刚
( 邢 台 市 污水 处 理 厂 , 河北 邢 台 0 5 4 0 0 1 )
De h y d r a t i o n Ro o m Mo d i f i c a t i o n o f C o n t r o l S y s t e m o f Be l t Co n v e y o r
倾斜 运输 , 使用 非常方 便 , 广 泛应用 于现代 化 的各种
工 业企业 。
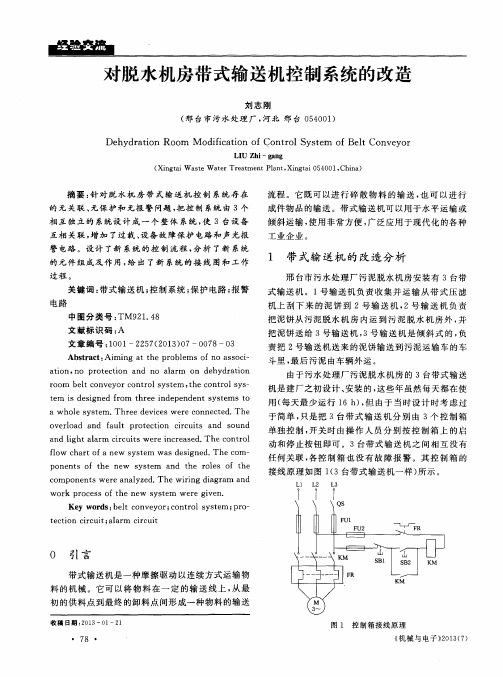
互相 关联 , 增加 了过载 、 设备 故 障保 护 电路 和 声光报 警 电路 。设 计 了新 系统 的 控 制 流程 , 分析 了新 系统 的元 件组成 及作 用 , 给 出 了新 系统 的接 线 图和 工作
斗里 , 最 后污 泥 由车 辆外运 。
文章编 号 : 1 0 0 1— 2 2 5 7 ( 2 0 1 3 ) 0 7 —0 0 7 8— 0 3
Ab s t r a c t : Ai mi ng a t t h e pr o bl e ms o f no a s s oc i — a t i on, no pr o t e c t i o n a nd n o a l a r m on de hy dr a t i o n r o om be l t c o n ve y or c on t r o l s y s t e m, t he c o n t r ol s y s — t e n r i s de s i gn e d f r o m t hr e e i n de pe n de nt s y s t e ms t o
p o n e n t s o f t h e n e w s y s t e m a n d t h e r o l e s o f t h e
带式输送机通廊改造施工方案

目录一、工程概况及编制依据二、施工准备及施工前应具备条件三、施工整体部署四、施工方法五、各作业点的劳动力安排及主要施工机具安排六、计划安排七、质量保证措施八、安全保证措施九、工期保证措施附件:1.施工进度计划#、2#高炉休风检修期间劳动力安排计划一.工程概况及编制依据1.本次原1#、2#高炉易地大修改造工程原燃料系统皮带改造是为新建3#高炉而进行的,涉及各类皮带18条,5个转运站。
属于我部施工范围的共有15个带式输送机改造、7个皮带通廊加固、4个转运站改造及相应的电气改造。
具体内容为:皮带通廊加固1.1.1 烧结矿输送系统:S402BC,S511BC.1.1.2 球团、块杂矿输送系统:2CY8,S-1-2BC,F201BC,F203BC.1.1.3 原煤输送系统:F211BC.转运站改造:S-1,S-2,S-3,F2.带式输送机改造1.3.1 烧结矿输送系统:S110BC,S401R,S402BC,S511BC.1.3.2 球团、块杂矿输送系统:F108BC,F109BC,2CY8,S-1-2BC,F111R,F112BC,F201BC, F203BC.1.3.3 返焦系统:J302BC.1.3.4 返矿系统:F201BC.1.3.4 原煤输送系统:P211BC.其中,P211BC改造待M1转运站建成后进行,2CY8改造及S-1-2BC改造待GO转运站建成后进行。
与2#高炉休风相关的有:F201BC改造及其通廊加固,F203BC改造及其通廊加固。
其它工作内容与1#高炉休风有关。
2.编制依据国家和各级地方政府有关工程建设的法令和法规。
与本工程相关的国家和行业的施工验收规范和技术标准。
中冶南方提供的施工图纸130-001Y1~130-001Y13, 130-001E1~130-001E1-23。
本公司在长期从事钢铁冶炼行业建设中积累的施工经验。
二.施工准备及施工应具备的条件1. 施工前期做好施工方案及相应的技术准备。
皮带输送机安全保护装置的改进
皮带输送机安全保护装置的改进摘要:在煤炭运输的过程中,用皮带输送机可以显著提高运输量,确保运输整体效果。
但是如果受到混杂矸石影响,经常会造成皮带输送机出现卡死、损坏、撕裂等异常问题,严重影响皮带输送机的使用寿命,甚至还会造成安全隐患。
为此需要积极针对皮带输送机设置安全保护装置,有效避免杂物或大矸石进入到皮带输送煤仓引起堵塞的现象,重点解决,带式输送机的安全运行效果。
本文针对皮带输送机安全防护装置的重要作用进行全面分析,并提出相应的改进策略,确保皮带输送机改进的整体效果显著增强。
关键词:皮带输送机;安全保护装置;改进目前最常见的皮带输送机主要由皮带、辊筒机架、张紧装置、传动装置共同组成,整个结构非常简单。
具有运行效率高、运输量大等特点,能够满足煤炭运输的整体要求。
但是在煤炭输送过程中,如果对煤的品质无法做到有效控制,即经常出现皮带撕裂、跑偏、打滑等问题,必然会造成皮带输送机无法安全稳定运行,引发严重的恶性后果。
目前通过安装保护装置,可以有效避免皮带输送机出现跑偏、打滑、撕裂等安全隐患,保证皮带输送机的整体运行效果。
从实际来看,大多数皮带输送机防撕裂装置,经常会出现卷煤情况,造成误动作引发皮带输送机无法正常运行,出现稳定性差、维修不便等问题。
为此需要积极针对皮带输送机安全保护装置的问题进行改进,增强皮带输送机维护的整体效果。
1.安全保护装置的重要作用我公司锅炉燃料由带式输送机输送,为双回路输送工艺,单回路工艺流程如下:煤棚→受煤坑(三个受煤坑,可配烧不同煤种)→微机配料装置→1#带式输送机→正弦筛→可逆环锤式破碎机→2#带式输送机→3#带式输送机→炉前煤仓。
我公司带式输送机于2005年底投运,原设计保护装置有两种:跑偏和拉线急停;于2016年增加了四种保护:断带、烟雾报警、堵煤、喷淋灭火。
带式输送机设备参数:带速1.6m/s;带宽:800mm;输送能力:300t/h[1]。
皮带输送机安全保护装置顾名思义,能够确保皮带输送的过程更加安全稳定,具备防扯边、防卷煤等功能,在皮带输送过程中如果出现大量异物,很容易造成边缘部分被撕扯。
皮带输送机和斗式提升机改造施工方案
皮带输送机和斗式提升机改造施工方案1. 适用范围本工艺方案适用于DTⅡ、TD75皮带输送机和TB315型斗式提升机的改造工程。
2. 施工准备2.1 技术准备2.1.1 取得原有设备完整的技术文件(文件见附件1)2.1.2 进行图纸会审并形成记录(记录见附件2)2.1.3 对其到货的皮带输送机进行清理数量,并检查质量。
2.1.4 编制施工方案并获得甲方的批准,对施工班组进行技术、安全交底。
2.1.5 相关标准规范2.1.5.1 《连续输送设备安装工程施工及验收规范》GB502702.1.5.2 《机械设备安装工程施工及验收通用规范》GB502312.1.5.3 《现场设备、工业管道焊接工程施工及验收规范》GB502362.1.5.4 《工业设备、管道防腐蚀工程施工及验收规范》HGJ2292.1.5.5《带式输送机安全规范》GB14784-932.1.5.6 TD型带式运输机基本参数和尺寸》GB987~9962.2工程简介本改造是对攀钢钛业公司18万t/a钛渣项目二期工程运输设备输送系统其中四条皮带机及两个斗式提升机进行改造。
2.2.1 第一条为混料皮带机,规格型号为DTⅡ型,带宽B=800mm,输送量为300t/h,带速为1.25m/s,长度为80m,电机型号:Y250M—4,功率:55kw,减速器型号为DCY315-40-IN。
现需要对混料皮带机进行加长,并增加相应的护罩,皮带整条更换,经过计算,皮带加长后,原有电机能正常工作,所以不用更换电机与减速器。
2.2.2 第二条为成-2皮带机,规格型号为TD75型,带宽B=650mm,输送量为100t/h,带速为1.25m/s,长度为6.2m,电机型号为Y132S-4,功率N=5.5KW,减速机型号为DCY160。
现需要对成-2皮带机进行加长,加长长度为6m,皮带整条更换,经过计算,皮带加长后,原有电机不能负载启动,需要对电机进行更换。
电机更换为Y132M-4,功率为7.5KW,由于Y132M-4型电机与Y132S-4型电机的减速机和联轴器相同,原有的减速机和联轴器还能继续使用,所以不用更换。
炼铁新厂原燃料输送系统改扩建浅析
1 概 述
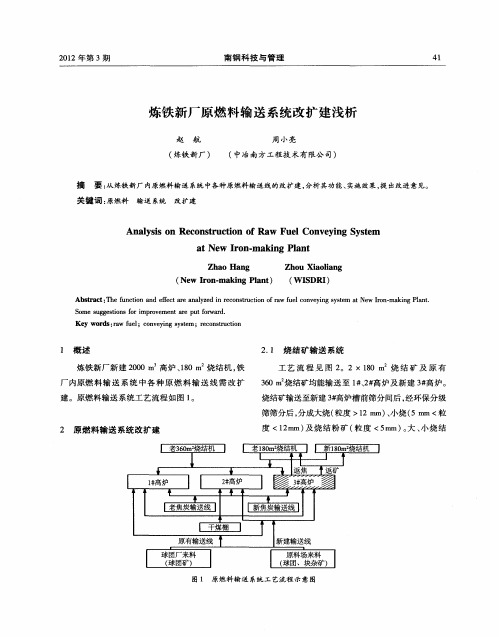
炼铁新厂新 建 20 。 0 0m 高炉 、8 结机 , 10m 烧 铁 厂内原燃 料 输送 系 统 中各 种原 燃 料输 送 线 需 改扩 建。原燃料输送 系统工艺流程如 图 1 。
互 为备用功能 , 工艺流程见图 3 。
2 2 球 团 、 杂矿 输送 系统 . 块
1 1 t 9符号示意: 1 C一 . B 带式输送机 5R- . - 可逆带式输送机
2 B -l 料 . ~ i分 器 F t 3D- 转 , 允 通一 . ・ ( 两通 换点 只 许 路
4) 一 .Ⅱ 固定 制料小车
2 1 烧 结矿 输送 系统 .
工艺流程见 图 2 。2×10 m 8 烧 结 矿 及 原 有
30m 烧结矿均能输送 至 1 、# 6 #2 高炉及新 建 3 高 炉。 # 烧结矿输送至新建 3高炉槽前 筛分 间后 , } } 经环保分级
筛筛分后 , 分成大烧( 粒度 >1 m)小烧 ( m< 2m 、 5m 粒 2 原 燃料 输送 系统 改扩 建
度 <1 m 及烧 结粉 矿 ( 2 m) 粒度 <5 m) 大 、 烧结 m 。 小
图 1 原 燃 料 输 送 系统 工 艺流 程 示 意 图
4 2
南钢 科技 与管 理
21 0 2年第 3期
; 料 走 路! 差结 来 不 此! 烧矿 里 堡 : 苎
图 中符号 示意
1B 带式输送机 . C一
2F . 分料 器 .B . 通 4 R一可逆 带 式输 送 机 .
5_ - . . 粗实线代表新增项
烧结矿分料漏斗优化改造
【 e od 】 i e blcnee sl e hpe, erpeete opr K y r s S t , e vyr pi r opr a r n v p e w n r to , t t w — v i h
1 前言
在 这 种 料 流 下 皮 带 输 送 机 承 受 着 非 常 大 的 动 载
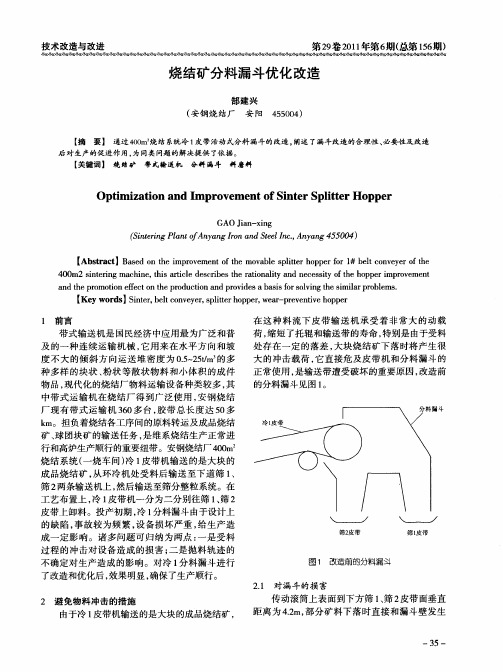
荷, 缩短 了托辊和输送带的寿命 , 特别是 由于受料 处存在一定 的落差 , 大块烧结矿下落时将产生很 大 的冲击载荷 , 它直接危及皮带机 和分料漏斗的 正常使用 , 是输送带遭受破坏的重要原因, 改造前 的分料漏 斗 见 图 l 。
漏 斗
\
/
\、
— — — — —
/
筛2 带 皮
后对 生产的促进作 用, 同类问题的解决提供 了依据。 为
【 关键词 】 烧结矿
Op i ia in a d I p o e e t f i trS l t rHo p r t z t n m r v m n n e p i e p e m o o S t
GAO Ja - ig in xn
40 0m2 sn e i gma hie, h sa tc ede c i e h ai n lt n e e st ft e h p e mp o e n i t rn c n t i ri l s rb st e r to aiy a d n c s iy o o p ri r v me t h a hep o to fe to h o u to n r v d saba i rs l ig t esmi rp o l ms ndt r moi ne f c n t epr d c in a d p o i e ssf ovn h i l r b e . o a
汶南煤矿带式输送机综合保护装置改造效果好

汶南煤矿带式输送机综合保护装置改造效果好
周峰;高子斌
【期刊名称】《煤矿机械》
【年(卷),期】2003()7
【总页数】1页(P72-72)
【关键词】汶南煤矿;液压矿车整形机;固定车箱式矿车;维修方式
【作者】周峰;高子斌
【作者单位】
【正文语种】中文
【中图分类】TD524.2
【相关文献】
1.煤矿带式输送机综合保护装置应用探析 [J], 刘晋伟
2.煤矿带式输送机综合保护装置使用现状及对策探讨 [J], 李明锋
3.煤矿带式输送机综合保护装置应用探析 [J], 杨计虹;李宁;王兴雷;
4.煤矿带式输送机综合保护装置应用探析 [J], 杨计虹;李宁;王兴雷
5.煤矿主斜井带式输送机保护装置的应用与改造 [J], 胡敏;徐碧云
因版权原因,仅展示原文概要,查看原文内容请购买。
带式输送机的技术改造
灌油 , 一边用 于观察油孔内油面位置 , 以判 断油池 内润 滑油 的多少 。旋转 轴利用 自我渗 透功能 , 转动 部位 使 的间隙 中也充满油 。 ( ) 圆盘轴承上方增设 “ 字形 盖板进 行密封 , 2在 人”
防止煤泥及煤泥水进入 。
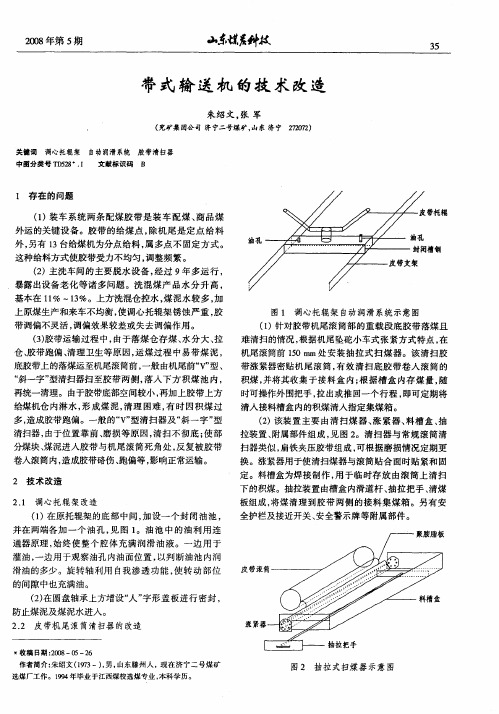
2 2 皮带机尾滚 筒清扫器的改造 .
底胶带上的落煤运至机尾滚筒前 , 一般 由机尾前“ ” 、 V型
图 1 调心托辊架 自动润滑 系统示意 图 ()针对胶 带机尾滚 筒部 的重 载段底胶带 落煤且 1 难清扫 的情况 , 据机尾 坠砣小车式 张紧方式特点 , 根 在 机尾滚筒前 10rn处安装 抽拉式 扫煤 器。该清扫胶 5 l u 带涨紧器密贴机尾滚 筒 , 效清扫底 胶带卷 入滚筒 的 有
“ 斜一字” 型清扫器扫至胶 带两侧 , 落人下 方 积煤 池 内 ,
再统一清理。由于胶带底部空间较小 , 上胶 带上方 再加 给煤机仓 内淋水 , 成煤泥 , 理 困难 , 时 因积煤 过 形 清 有 多, 造成胶带跑偏 。一般 的“ ” v 型清扫器 及“ 斜一字 ” 型 清扫器 , 由于位置靠前 、 磨损 等原 因, 清扫不 彻底 ; 部 使 分煤块 、 煤泥进 入胶带与机尾滚 筒死角处 , 反复被胶 带
带托辐
槽铜
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( ) 造方 案 : 除 15 1改 拆 0 m 烧结 机 系统 3 造球 个 盘 及旋 转 刮刀 装置 , 除混 6 带 , 短混 8 拆 皮 缩 皮 带 。将混 4 皮带 机头 传 动装 置 向前移 动 48 皮带 . m,
第 2 卷 2 1 年第 4 总第 14 ) 9 01 期( 5期
问题研究
烧结带式输送机 的改造
韩 士宾 南 利甫 贾 志强
安阳
和 志波
( 钢烧 结厂 安
摘 要
450 ) 5 0 4
根据 15 烧结机 生产工艺要 求 , 对原混 4 0m 针 带式输送机在运行 过程 中存在的 问题 , 对相 关设备进 烧 结机 皮 带输送机 滚筒 跑偏
2 改 造方 案
按照( T I A 型带式输送机设计手册》 O () I 及烧 结工艺要求 , 首先制作带式输送机机头支架 , 同时 在1 号料仓上部为机头支架制作 了基础。将机头 支架安装在基础上 , 减速器通过底座 与机头支架 相 连 , 出 轴通 过 十字 滑块 联 轴 器 与 驱 动 滚 筒 连 输 接 。电 动 机 基 础 单 独 制 作 , 以减 小 电动 机 振 动 可 引 起 的 减 速 器 振 动 , 动机 轴 通 过 弹性 柱 销 联 轴 电 器和减速器输入轴连接 。电动机底 座 、 减速器底 座及 机 头支架 均采 用焊 接 筋板 的方 法进行 加 固 。
态。在传动滚筒轴承座两端的支架上焊接调整螺 母进行微调 , 以保证滚筒垂直于皮带长度方 向, 可 滚筒支架 的安装质量也会直接影响滚筒 与重垂线 的垂 直度 。在改 向滚 筒轴 承 座 两端 的 支架 上 焊接 调 整 螺 母 进 行 微 调 可 以保 证 滚 筒 垂 直 于 重 垂 线 , 滚 筒支 架 的安装 质 量 也会 直 接影 响到滚 筒 与 皮带 长度方 向的垂直度 。使用一段时间后 , 如滚筒轴 线 与输 送 带 的 中心 线 不垂 直 , 带 就会 跑 向一 边 , 胶 此 时 应 调 整 滚 筒 位 置 , 其 轴 线 尽 可 能 与输 送 带 使
的 中心 线垂 直 。
标 高由原来 的2 5 . m下降至 1 5 使落料点位于 2 . m, 0 球1 皮带柔性料仓 口上部 , 混合料通过球 l 皮带进 5 混 4皮 带加 长硫化 原混 4 皮带硫化接头粘接 良好 , 皮带工作面和 入造球滚筒。 非工作面的胶 面磨损量很小。是延长后的混 4 皮 () 2 改造后混 4 带式输送机技术参数 : 带机传动装 置前移 了4 m, . 使改造后 皮带长度 由 8 皮带长度 19 m 5. 6 10 5 m变为 19 m, 5 . 综合分析技术上的先进性和经 6 皮带 宽度 80 0 mm
行 了多项技术改造 , 设备 故障率明显降低 , 使 维修 量大幅减少 , 为烧结设备平稳运行创造 了良好条件 。 关键词
1 存在பைடு நூலகம்问题
电动 机型 号
Y2 5 一 ,2 W 2S 4 2k
( )0m 结 机 系统 在 运 行 时 , 球 盘 橡 胶 1 15 烧 造
机头传 动 滚筒 型号
减速 器 型号
— .
D Y 5—0 1 C 2 0 4 —VN
【 下转 第 6 7页 ]
6 . 4—
问题研究
比越大 , 干缩越大 , 因此要严格控制水灰 比, 掺加 高效减水剂来增加混凝土的坍落度和和易性 , 减 少水 泥 及水 的用 量 。 ( ) 强混 凝 土 的早 期 养 护 , 时覆 盖 塑料 薄 3加 及 膜 或 者潮 湿 的草 垫 、 片等 , 麻 保持 混凝 土终 凝前 表 面湿润 , 或者在混凝 土表面喷洒养 护剂等进行养 护 。冬 季 施 工 时 , 适 当延 长 混 凝 土保 温 覆 盖 时 要 间 。在 高温 和大风天气要 设置遮 阳帽 和挡 风设 施 , 时养护 。 及 () 4 在混凝 土结 构 中设 置合适 的收缩缝 。 () 防止 沉 陷裂 缝 的 出现 , 部 结 构施 工 前 5为 上 应对松软地基进行夯实和加固, 模板应有足够的强 度和刚度 , 且支撑牢固, 并使地基受力均匀 , 模板拆 除的时间不能太早 , 且要注意拆模 的先后次序。
3 机 头 支架 的改 造
T 32 DA
底衬板易翘曲 、 磨损快 、 使用周期短 。在高温潮湿 环境和强 冲击力 的作用下 , 造球盘旋转刮刀摆线 针轮减速器偏心轴承和电动机损坏率很高。特别 是刮刀棒 固定难度大 、 易脱 落 、 磨损快 , 经常造成 混8 皮带被砸伤和划伤 。造球盘混合 料成球率偏 低、 料球强度低 、 粒度不 均 , 影响烧结料层 的透气 性。 () 6 带上 的3 犁式分料器在分别对 1 2混 皮 个 号 、 号 和 3号造 球 盘 供 料 时 , 强 制 性 压 力 作 用 2 在 下 , 混 6 带磨损严重 , 使 皮 皮带平均使用寿命 只有 25 月 , 带 更换 频 繁 成 本 高 。更 换 皮 带 由于是 .个 皮 高空作业 , 皮带接头硫化难度大 , 劳动强度高。 () 3 原混 4 皮带机头传 动机架强度低 , 运行平 稳 性 差 , 速 器 抱 闸轮 因振 动 大 经 常 脱 落 。 坠 陀 减 框架落差大强度低 , 运输物料 时坠陀框架摆动较 大 , 带 在 坠 陀 滚 筒 处 常 因跑 偏 而 撕 裂 。 由 于皮 皮 带机身支架的稳定性差, 上道工序一混联系皮带和 混4 皮带又是丁字形交叉 , 一混联系皮带机头下料 点对混4 机尾皮带横 向冲击大 , 再加上物料落点不 稳 定 , 成 皮带 在 不 同方 向上 无 规律 偏 斜 , 带跑 造 皮 偏 控制 和调 整 难度 大 , 故 多工人 劳 动强 度 高 。 事