回转窑筒体安装施工工艺流 程及执行标准
回转窑安装施工方案
3回转窑安装施工方案3。
1概 述3。
1。
1该工程主要有3组托轮组和传动装置,窑尾密封装置,窑头罩等设备安装。
3。
1.2该工程施工工期短(4个月),施工场地窄小,有多重交叉作业,这些对施工增加了困难。
为此,在设备进场停放组装时必须按照《设备进场堆放组装布置图》进行。
3。
1。
3工程质量等级:优良。
3。
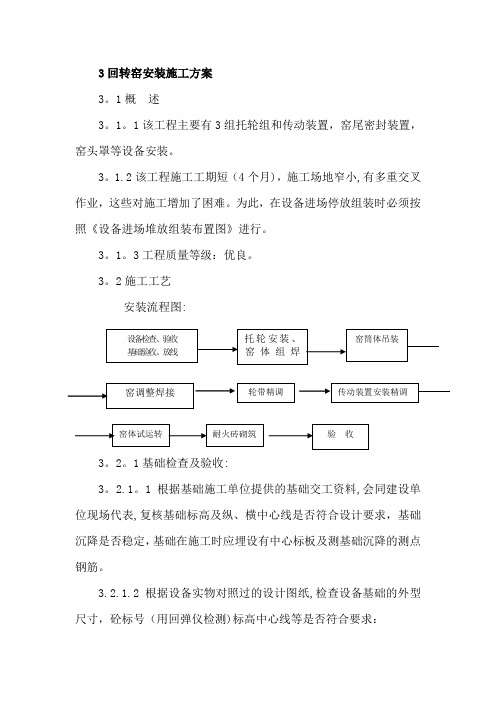
2施工工艺安装流程图:3。
2。
1基础检查及验收:3。
2.1。
1根据基础施工单位提供的基础交工资料,会同建设单位现场代表,复核基础标高及纵、横中心线是否符合设计要求,基础沉降是否稳定,基础在施工时应埋设有中心标板及测基础沉降的测点钢筋。
3.2.1.2根据设备实物对照过的设计图纸,检查设备基础的外型尺寸,砼标号(用回弹仪检测)标高中心线等是否符合要求:⑴基础外型尺寸允许误差±30mm;⑵基础平面标高允许误差+5mm或—15mm;⑶基础放线各中心线间距离允许误差1mm,并在各中心标板上做出明显的标记;⑷地脚螺栓孔的中心位置允许误差10mm,孔深允许误差 + 20mm;⑸基础表面及地脚螺栓孔的混凝土碎料及木板、积水等脏物必须清除干净;⑹基础在二次灌浆前必须凿出麻面.3。
2。
2设备开箱检查验收:3。
2。
2.1设备开箱检查验收应由建设单位和安装单位指派专人负责进行.3。
2。
2。
2根据设备的装配图和装箱单详细对设备型号、规格、数量、质量、外观、合格证、材质证明书等进行检查验收,并及时做好检查记录,双方签字.3.2.2。
3对设备内部部件一时难以检查到的,在安装、清洗和装配过程中如发现有变形、损坏、缺件和不符合图纸要求等情况,应及时通知建设单位解决处理。
3.2。
2。
4设备经检查验收合格后,要妥善保管,不得使其变形、损坏、锈蚀、错乱或丢失.3.2。
2。
5设备检查的方法及要求:⑴托轮组检查A、底座平面无扭曲,螺栓孔间距应符合设计要求;B、两托轮在底座之间的纵横中心线必须按图调整正确,检查两个托轮各部尺寸是否一致;比如托轮直径、轴承中心高度,装配后的串动量;要求两托轮的顶面必须在同一平面上.托轮表面应光滑,无碰伤和缺陷;C、检查托轮轴承座与环面接触情况及轴承与轴颈接触情况。
水泥厂回转窑安装施工方案回转窑筒体吊装施工方案

水泥厂回转窑安装施工方案回转窑筒体吊装施工方案Φ4×60m回转窑筒体吊装方案一.概述:回转窑吊装是回转窑安装工程中一项至关重要的工序。
设备具有吨位大,安装位置较高,空中作业量大等特点。
所以进行严密的工序组织和安排,把吊装过程中所有可能出现的困难都预先作出处理,才能保证吊装过程中的人身、设备、机具的安全;才能高效、合理地利用现有资源。
为此特制定本施工方案。
二.回转窑的相关数据:1.回转窑规格和性能;2.筒体的实测长度、重量及轮带和大齿的重量数据:(窑尾至窑头)三.工机具表:四.人员组织机构:1、总负责人:张照益2、现场总协调:梅达3、技术质量、检测负责人:于亮鲁斌4、后勤服务负责人:荣礼典5、起重吊装负责人:李国川起重成员:王海鹏贾红彪严飞6、对口负责人:吕罗祥对口成员:马志强刘彩新许全清吕清平刘永刚7、图纸、技术资料负责人:张跃玲8、100吨吊车负责人:毛大忠蒋建军9、50吨吊车负责人:刘诗成金纯10、现场照明用电负责人:税清科11、安全生产技术负责人:赵东普五.吊装场地回转窑施工区域的地质情况经过业主的平填,地表黄色泥土层上敷设碎石,厚度为0.3m,碎石上敷设δ=30mm的钢板,以便增加地表承载能力;如果需要可以在钢板上或下加垫道木。
六.吊装顺序:七.吊装前的准备、检查项:1、将托轮瓦座及轴承清洁度和瓦口间隙再次彻底检查;在瓦座里加到适量的初装油。
2、对筒体及轮带进行检查;保证筒体端面、轮带的垫板和轮带上不应有毛刺、铁锈及其影响吊装的杂物。
3、筒体的直径、实长及其重量对图纸进行核实,如与图纸不符的以实际测量的重量为准;对直径检查时要注意是否有马蹄口等相象。
4、筒体相连接两道口的焊缝要错开,角度应不能小于45°。
5、检查轮带内径尺寸和筒体轮带处垫板直径,测定其间隙是否能满足图纸要求。
并在垫板上划出轮带中心线的位置,保证两轮带中心偏差不大于5mm。
6、在场地上组装大齿,检查其直径、椭圆度、两齿接合处的间隙,是否与图纸相符;并对大齿进行清洗,注意防锈处理。
回转窑施工方案

回转窑施工方案一、前言回转窑是一种常见的工程设备,广泛应用于水泥生产、矿山选矿、焦化等领域。
回转窑的正常运转对工程生产的稳定性和效率起着至关重要的作用。
本文将介绍回转窑的施工方案,包括施工准备、具体施工步骤和注意事项等内容,以期为相关工程人员提供参考。
二、施工准备在进行回转窑的施工前,需要进行充分的准备工作,以确保施工进展顺利。
具体准备工作包括:1.确定施工队伍和负责人员,明确施工任务和责任。
2.准备好所需的施工材料和设备,包括吊装设备、焊接设备等。
3.安排好施工计划和工期,合理安排施工进度。
4.检查施工现场的安全环境,确保施工过程中安全有序进行。
三、施工步骤1. 施工准备在开始具体的施工工作之前,需要做好施工准备工作,包括清理施工现场、搭建安全防护设施等。
2. 安装主体结构将回转窑的主体结构部分进行吊装安装,确保结构的牢固性和稳定性。
3. 连接电气系统根据设计要求,连接回转窑的电气系统,进行线路连接和接地等工作。
4. 完成附属设备安装安装回转窑的附属设备,如齿圈、起重装置等,确保设备安装正确无误。
5. 调试设备对已安装的设备进行调试和检测,确保设备运行正常。
四、注意事项在进行回转窑的施工过程中,需要特别注意以下几点:1.严格遵守相关的施工安全规范,确保施工过程中人员和设备的安全。
2.在施工现场设置明显的安全警示标识,禁止非施工人员进入作业区域。
3.定期对设备进行保养和维护,延长设备的使用寿命。
4.在施工过程中要严格控制施工进度,确保施工质量和工期的要求。
五、总结通过本文的介绍,我们了解了回转窑的施工方案,包括施工准备、具体施工步骤和注意事项等内容。
希望相关工程人员能够根据本文提供的方案,做好回转窑的施工工作,确保工程的顺利进行和有效运转。
回转窑安装施工方案精品教案
回转窑安装施工方案精品教案一、方案背景与目标(200字)回转窑是水泥生产过程中重要的设备之一,负责将石灰石等原料烧成水泥熟料。
安装回转窑的施工工作需要精心策划和组织,确保安装过程中的安全和质量。
本教案旨在提供回转窑安装施工方案的详细步骤和注意事项,以帮助施工人员顺利完成任务。
二、施工步骤(500字)1.施工区域准备a.清理安装区域,确保没有障碍物和杂物;b.做好施工现场标识和安全防护工作,确保工人的人身安全;c.搭建起吊设备,用于后续回转窑的吊装。
2.回转窑吊装a.按照设计图纸和吊装方案,将回转窑吊装到预定位置;b.使用起重机或吊车进行吊装,确保吊装过程平稳无误;c.在吊装过程中,要注意回转窑的重心平衡,避免发生倾斜或颠簸。
3.回转窑定位a.在安装位置上标示好回转窑的轴线和中心点;b.使用水平仪进行精确测量,确保回转窑的位置和水平度。
4.支撑架安装a.根据回转窑的重量和尺寸,选择合适的支撑架;b.将支撑架安装在回转窑的支撑座上,确保牢固和稳定;c.使用水平仪检查支撑架的水平度,进行调整。
5.驱动装置安装a.根据回转窑的驱动方式,选择合适的驱动装置;b.将驱动装置安装在回转窑的轴上,并连接到动力源;c.进行试运转,确保驱动装置的正常工作。
6.管道连接和电气布线a.根据设计要求,安装回转窑的进出料管道和其他管道;b.进行管道连接,并进行泄漏测试,确保管道的密封性;c.进行电气布线,连接好回转窑的传感器和控制设备。
7.安全检查和调试a.对安装工作进行全面的安全检查,确保没有遗漏;b.对回转窑的各项功能进行调试和测试,确保正常工作;c.进行试产,观察回转窑运行过程中是否存在异常情况。
三、注意事项(300字)1.施工现场安全要求高,必须做好防护措施,保证施工人员的安全;2.在吊装回转窑时,要确保吊装设备和钢丝绳的安全可靠,避免发生事故;3.安装过程中要多次检查回转窑的位置和水平度,确保安装质量;4.支撑架的选择和安装要合理,确保回转窑的稳定性;5.在安装管道和电气布线时,要严格按照设计要求进行,确保正常运行;6.安装完成后,一定要进行全面的安全检查和调试,确保回转窑的安全性和正常工作。
回转窑安装施工方案
回转窑安装施工方案回转窑是一种常见的烧结设备,主要用于煤矿、冶金、建材等行业的干法烧结生产线。
回转窑安装施工方案要综合考虑回转窑的结构特点、安全要求、设备维护和操作便利等因素。
下面是一份回转窑安装施工方案,供参考。
一、回转窑安装前的准备工作1.安全评估:对施工现场进行安全评估,确定施工过程中的安全措施和应急预案。
2.材料准备:准备好安装所需的各类材料、设备和工具。
3.施工方案编制:根据回转窑的结构特点和安装要求,编制详细的施工方案和工艺流程。
二、回转窑安装的基本步骤1.场地准备:清理施工现场,确保场地平整、无杂物,并确保周围设施不受影响。
2.安装基础工程:根据设计要求,施工窑体的基础工程,确保基础的牢固和水平。
3.安装窑体:根据施工方案,按照顺序进行窑体的安装。
首先安装窑筒,再安装窑头和窑尾。
在安装过程中,要保证窑体的水平度和垂直度。
4.安装互骨:在窑体安装完毕后,安装互骨。
互骨的安装要按照设计要求,并严格控制互骨的位置和间距。
5.安装齿轮环:将齿轮环安装在窑体上,确保齿轮环的位置和间距符合设计要求。
6.安装传动部件:根据回转窑的传动方式,安装传动轴、齿轮等传动部件,并进行调整和固定。
7.安装燃烧设备:根据设计要求,安装燃烧设备和燃烧系统,并进行调试和试运行。
8.安装冷却设备:根据设计要求,安装冷却设备和冷却系统,并进行调试和试运行。
9.安装电气控制系统:安装回转窑的电气控制系统,并进行调试和试运行。
10.完善附属设施:对回转窑的附属设施进行安装和调试,如料仓、卸料机和排尘设备等。
11.施工总结和验收:对施工过程进行总结,组织相关人员进行验收。
三、回转窑安装注意事项1.安全措施:在施工过程中,要严格遵守安全规定,佩戴好安全防护装备,做好安全教育和培训。
2.质量控制:施工过程中要进行严格的质量控制,确保回转窑的安装质量符合设计要求。
3.施工组织:施工过程中要建立合理的组织架构,统一指挥,协调各个施工工序之间的配合。
回转窑筒体安装施工工艺流程及执行标准
回转窑筒体安装施工工艺流程及执行标准施工工艺流程设备检查----基础部分施工----支承部分施工----回转窑部分施工----传动部分施工----其他部分施工----回转窑试运转(I、设备检查)一、回转窑的全部零件的检查,除按总则有关规定执行外,安装前还必须做好设备的检查和尺寸的核对工作,如检查结果与设计不符时,安装单位、建设单位会同设计单位共同进行修正设计图纸。
二、底座检查1.检查底座有无变形,实测底座螺栓孔间距及底座厚度尺寸等。
2.校核底座的纵横中心线。
三、托轮及轴承检查1.检查托轮及轴承的规格。
2.检查托轮轴承座与球面接触情况。
3.检查轴承地面上的纵横中心线。
4.轴承的冷却水瓦应试压,试验压力为0.6Mpa,并保压8分钟不得有渗漏现象。
四、窑体检查1.圆度的检查---- 着重在每节筒体的两端检查:圆度偏差(同一断面最大与最小直径差)不得大于0.002D(D为窑体直径),轮带下筒节和大齿圈下筒节不得大于0.0015D。
超过此限度者必须调圆,但不得采用热加工方法。
2.圆周检查两对接接口圆周长度应相等,偏差不得大于0.002D,最大不得大于7mm。
3.窑体不应有局部变形,尤其是接口的地方。
对于局部变形可用冷加工或热加工方法修复,加热次数不应超过二次。
4.检查窑体的下列尺寸:(1)窑体的长度尺寸;(2)轮带中心线位置至窑体接口边缘的尺寸;(3)大齿圈中心位置至窑体接口边缘的尺寸。
五、核对轮带与窑体的配合尺寸,一般窑体外径加上垫板尺寸,应符合图纸要求。
六、大齿圈及传动设备检查:1.核对大齿圈及弹簧板的规格尺寸,大齿圈内径应比窑体外径与弹簧板的高度的尺寸之和大3 5mm。
2.大齿圈接口处的周节偏差,最大不应大于0.005m (模数)。
3.核对小齿轮的规格及齿轮轴和轴承配合尺寸。
七、加固圈及轮带挡圈检查:加固圈与轮带挡圈不得有变形,其内径尺寸应比窑体加固板的外圈尺寸大 2 3mm。
(II、基础部分施工)按设备安装要求进行施工准备和基础验收后,在基础上划出回转窑的纵横中心线,并将其引到标板上作为设备定位与找正参考点。
回转窑安装
回转窑安装要求一、基础部分1、修正图纸,实测筒体各段节长度,考虑每个接口的间隙量和焊接收缩量等,一般可按每个2mm,算出筒体上的每两轮带间实际尺寸、再计算相应热膨胀量,得出相邻两档支撑装置最后的斜向间距尺寸和水平间距尺寸,以修正图纸上的相关尺寸。
2、根据修正后的图纸,核对窑基础尺寸,特别是基础中心距尺寸。
如不符合,应采取如下措施:修正后图纸尺寸与相应基础尺寸偏差小于5mm时,不必采取措施;偏差5mm-10mm时,适当增、缩筒体段节间接合面的间隙,每一接合面间隙调整范围为1-3mm;偏差大于10mm 时,除调整筒体段节接合面间隙外,还必须调整支撑装置的位置。
3、基础划线:在基础侧面离地平面约1m处划出水平基准线,并在基础四角埋设标高板,基准面标高偏差不得大于0.5mm;划出纵向中心线,偏差不得大于0.5mm;根据修正后的图纸,在水平基准线上划出各基础的横向中心线,相邻两基础的中心距偏差不得大于1.5mm,首尾两基础的中心距偏差不得大于3mm。
二、支撑装置安装1、底座经精确找正后应满足如下要求:底座纵向中心线允许偏差 0.5mm相邻两底座中心距允许偏差 1.5mm首尾两底座中心距允许偏差 3mm相邻两档底座标高允许偏差 0.5mm首尾两档底座标高允许偏差 1mm底座加工表面斜度允许偏差 0.05mm/m2、装配托轮轴承组时,必须检查轴承座、球面瓦及衬瓦编号,确认是同一号码后才进行组装,用涂色方法检查,衬瓦的接触斑点应均匀,沿母线全长等宽,并主要在中部区域连续分布,否则必须进行现场刮研。
球面瓦与衬瓦间接触点在10mm×10mm上应不少于一点;球面瓦与轴承底座间接触点在25mm×25mm上应不少于一点,但边缘50mm左右的圆环地带允许有0.1mm左右的间隙,用塞尺检查衬瓦与轴颈的两侧间隙,在塞入100mm处一般要有0.5-0.6mm,侧隙不够时要再加以刮削。
3、把托轮轴承组装于底座上,经过调整后应满足下列要求:(1)托轮轴低端(靠出料端)的止推圈应与衬瓦的端面接触,而高端则留有约4mm间隙;两托轮在低端的轮缘侧面应在同一平面内,用直尺检查,允许误差0.5mm。
回转窑施工方案范文

回转窑施工方案范文回转窑是一种常见的高温窑炉,广泛应用于水泥、冶金等行业的生产过程中。
回转窑主要用于烧结、焙烧等工艺,通过旋转窑筒将物料进行逐渐升温、反应和冷却,最终得到所需的产品。
本文将详细介绍回转窑的施工流程和注意事项。
一、施工准备阶段1.确定施工方案:根据工程需求和设计要求,确定回转窑的尺寸、材质、加热方式等关键参数,并编制详细的施工方案。
2.材料采购:根据施工方案,采购所需的建筑材料、耐火材料、抗高温钢材等。
3.设备调试:对回转窑相关设备进行检修、清洗和调试,确保设备正常运行。
4.建立施工组织:成立施工组织机构,明确各个成员的职责和任务。
二、基础施工1.地面准备:清理基础施工区域,确保地面平整。
根据设计要求,在施工区域铺设防渗膜。
2.基础浇筑:按照施工方案要求,在地面上进行基础浇筑,包括基础底板和基础墙体。
3.结构安装:在基础墙体上安装钢筋骨架和受力构件,确保结构牢固可靠。
三、筑砌施工1.筑砌准备:根据施工方案,准备砖砂、砌筑工具等材料,并搭建脚手架。
2.砖砌施工:按照设计要求,逐层砌筑回转窑的筒体。
在砖与砖之间加入耐火材料,增加窑筒的耐高温性能。
3.砂浆填充:在砖缝中填充耐高温砂浆,增加筒体的密封性和强度。
4.检查验收:完成筑砌作业后,进行验收,确保筒体结构满足相关要求。
四、设备安装1.筒体安装:将已制作好的窑筒安装在基础结构上,注意调整水平度和固定度。
2.齿圈安装:安装齿圈,并与窑筒连接,确保齿圈与筒体间隙适当,齿圈与驱动设备垂直度良好。
3.传动装置安装:安装驱动装置、传动轴、支座等传动设备,确保传动装置工作正常。
五、烘烤和冷却工艺施工1.烘烤工艺:根据施工方案,对窑筒进行逐步升温,温度慢慢提高,以消除砌体中的应力。
根据需求,逐渐提高升温速度,达到所需的烘烤温度。
2.冷却工艺:烘烤完成后,按照冷却工艺进行降温。
根据需求,逐渐降低温度,最终达到安全温度。
六、防腐、维护和检修1.防腐处理:对回转窑进行防腐处理,增加其使用寿命和耐腐蚀性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回转窑筒体安装施工工艺流程及执行标准施工工艺流程设备检查----基础部分施工----支承部分施工----回转窑部分施工----传动部分施工----其他部分施工----回转窑试运转(I、设备检查)一、回转窑的全部零件的检查,除按总则有关规定执行外,安装前还必须做好设备的检查和尺寸的核对工作,如检查结果与设计不符时,安装单位、建设单位会同设计单位共同进行修正设计图纸。
二、底座检查1.检查底座有无变形,实测底座螺栓孔间距及底座厚度尺寸等。
2.校核底座的纵横中心线。
三、托轮及轴承检查1.检查托轮及轴承的规格。
2.检查托轮轴承座与球面接触情况。
3.检查轴承地面上的纵横中心线。
4.轴承的冷却水瓦应试压,试验压力为0.6Mpa,并保压8分钟不得有渗漏现象。
四、窑体检查1.圆度的检查-------着重在每节筒体的两端检查:圆度偏差(同一断面最大与最小直径差)不得大于0.002D(D为窑体直径),轮带下筒节和大齿圈下筒节不得大于0.0015D。
超过此限度者必须调圆,但不得采用热加工方法。
2.圆周检查两对接接口圆周长度应相等,偏差不得大于0.002D,最大不得大于7mm。
3.窑体不应有局部变形,尤其是接口的地方。
对于局部变形可用冷加工或热加工方法修复,加热次数不应超过二次。
4.检查窑体的下列尺寸:(1)窑体的长度尺寸;(2)轮带中心线位置至窑体接口边缘的尺寸;(3)大齿圈中心位置至窑体接口边缘的尺寸。
五、核对轮带与窑体的配合尺寸,一般窑体外径加上垫板尺寸,应符合图纸要求。
六、大齿圈及传动设备检查:1.核对大齿圈及弹簧板的规格尺寸,大齿圈内径应比窑体外径与弹簧板的高度的尺寸之和大3----5mm。
2.大齿圈接口处的周节偏差,最大不应大于0.005m(模数)。
3.核对小齿轮的规格及齿轮轴和轴承配合尺寸。
七、加固圈及轮带挡圈检查:加固圈与轮带挡圈不得有变形,其内径尺寸应比窑体加固板的外圈尺寸大2---3mm。
(II、基础部分施工)按设备安装要求进行施工准备和基础验收后,在基础上划出回转窑的纵横中心线,并将其引到标板上作为设备定位与找正参考点。
将厂区标高基准点引到回转窑基础上,根据设备安装高度进行砂浆墩布置和制作以及砂浆墩垫铁布置。
基础部分施工工艺流程见下图。
施工中主要要求如下:一、在基础上面应埋设纵横向中心标板和标高基准点(见附图图1).二、划出纵向中心线,偏差不得大于±0.5mm。
三、划出横向中心线,相邻两个基础横向中心距偏差不得大于±1.5mm,首尾两个基础中心距偏差不得大于±6mm。
四、根据已校正准确的窑中心线,作出传动部分的纵横十字线。
五、根据厂区标准水准点,测出基础上面基准点标高,作为安装设备的基准点,其偏差不得大于±1mm。
(III、支承部分施工)安装前对托轮组件、底座等零部件,对照图纸进行核对与编号,对零部件做好质量检查尺寸校核工作。
支承部分施工工艺流程见图2.1。
图2.1 支承部分施工工艺流程一、托轮的安装可采用分部吊装或组合吊装。
二、托轮清洗与轴瓦刮研1.把部件或零件清洗干净,按设备配合字码及编号核对无误后进行组装,无字码、编号则重新编码,打上相应钢印。
2.检查轴瓦与轴颈的配合情况,不符合要求者则需要刮研。
(1)轴瓦与轴颈的接触角度为60°-----75°,接触点不应少于1----2点/平方厘米。
(2)轴瓦与轴颈的侧间隙,每侧为0.001---0.0015D(D为轴的直径)。
(3)轴瓦背与球面瓦接触点不应少于3点/2.5*2.5平方厘米。
(4)球面瓦和轴承底座接触点不应少于1---2点/2.5*2.5平方厘米。
三、托轮组安装1.中心位置测量(1)中心位置找正,应以底座的中心十字线对准基础中心十字线(见附图图2)。
(2)两托轮纵向中心线距底座纵向中心线应相等,偏差不得大于0.5mm(见附图图3)。
(3)托轮横向中心线应与底座的横向中心线重合,偏差不应大于±0.5mm,同时应使托轮两侧的串动量c相等(见附图图4).2.标高及斜度测量(1)找正时,应以托轮顶面中心点为准,来测定托轮顶面的标高。
(2)托轮的斜度测量应与测量标高同时进行(见附图图5),偏差不得大于0.1mm/m。
(3)两个托轮顶面(位于与纵向中心线垂直的两个铅垂面顶点)应呈水平,偏差不得大于0.05mm/m(见附图图6)。
3.相邻两道托轮组横向中心跨距L的相对差不得大于1.5mm,L1,L2相对差不得大于1mm,对角线A,B之差不得大于3mm(见附图图7)。
四、各道托轮组安装的总检查1.中心位置的总检查(1)纵向中心位置的复查在窑头或窑尾用经纬仪检查各组托轮中心位置,或者在窑头窑尾纵向放线架上挂钢丝检查,纵向中心线偏差不得大于±0.5mm。
(2)横向中心距的复查以传动基础上的托轮组横向中心线为准,分别向窑头和窑尾测量相邻两托轮组的横向中心跨距尺寸L,偏差不大于±1.5mm,窑首尾两托轮的横向中心距偏差不得大于±3mm,相邻两托轮组横向中心跨距对角线之差不得大于±3mm。
2.标高及斜度的总检查相邻两道托轮组的相对标高,偏差不得大于0.5mm,首尾两道托轮组的标高(斜度形成高差不计)偏差不得大于相邻各挡相对标高偏差之和,其最大值不得大于2mm。
五、各托轮组安装总复查完毕,应立即在底座和轴承的相互位置处打上标记,然后再进行下道工序。
六、清除地脚螺栓孔内的杂物,然后灌注混凝土,灌至距基础面200---300mm处。
七、挡轮安装1.安装前应将轴和轴承清洗干净,填满润滑脂,必要时应进行刮研。
2.挡轮安装的位置应符合设计规定,挡轮与轮带的贴合应紧密。
(IV、回转窑部分施工)由于预先进行了砂浆墩和垫铁布置,加上优化了筒节安装和吊装顺序,及使用自制龙门吊后,使得筒节在就位过程中不再使用道木做临时支撑,实现了无道木施工。
安装前对所有零部件,特别是各筒节,对照图纸进行核对与编号,对零部件做好质量检查尺寸校核工作,根据现场条件确定要在地面组对的筒节和吊装顺序。
回转窑部分施工工艺流程见图3.1.施工中主要要求如下:图3.1 回转窑部分施工工艺流程图1.对各筒节和轮带进行检查,保证筒节两端面、轮带部位的垫板和轮带不应有毛刺、铁锈及其污物用专用工具检查筒节椭圆度,其不圆度应小于0.002D(D为窑体直径),轮带下及大齿圈下筒节不得大于0.0015D,相连两节筒节端面的周长相差应小于0.002D。
对筒节两端口进行16等分并依次标写1、2、3、……16的标号,各筒节的纵向焊缝应互相错开,错开角度不应小于45°,窑体错边量不得大于2mm,将筒节两端口对应标号用白线相连,地面组对筒节时,利用四个带轮支架,使其支起筒节,两筒节以白线为准对齐,并注意白线方向是否正确。
两节固定连接起来后,利用极坐标法测量两筒体组对后中心线是否成一条直线,见图3.2窑筒节对接轴线找正示意图。
筒体找正其中心允许偏差为:支点处±4mm,大齿轮处±4mm,其余部位±12mm ,窑头及窑尾处±5mm。
筒体筒体调整螺栓中心标板激光经纬仪白侧线图3.2 窑筒节对接轴线找正示意图2.校核底座加工时的纵横中心线,必要时划出更准确地纵横中心线,并打上样冲眼,样冲眼直径小于0.5mm。
3.轴瓦刮研时,要进行水压试验,在0.6MPa的水压下,检查轴瓦是否渗漏,保持15分钟不泄压为合格。
4.托轮安装时,首先定位传动侧的托轮组,然后以此为基准找正其他托轮组。
5. 窑体轴线检查---筒体接口经检查调整后,最后应转动窑体用激光经纬仪或其它检查方法,确定窑的安装质量。
(1).筒体中心的径向圆跳动不得大于如下数值:大齿圈及轮带处筒体中心为4mm,其余部位筒体中心为12mm,窑头及窑尾处为5mm,调整合格后,方能焊接。
(2).轮带与托轮接触面长度不应小于其工作面的70%。
(3).窑体轴线调整后,检查轮带宽度中心线与托轮宽度中心线的距离(考虑了设计规定的膨胀量后),偏差不应大于±3mm。
(4).窑体检查合格后,对筒体焊缝立即进行点焊,焊接要求见下第6条。
(5).筒体焊接后,如附图图8所示长度和轮带间距公差应符合下列规定:(5.1)相邻两轮带中心距L1的△1=0.25/1000L1;(5.2)任意两轮带中心距L2的△2=0.2/1000L2;(5.3)首尾轮带中心到窑断面距离L3的△3=0.3/1000L3;(5.4)全长L的△=0.25/1000L。
6.筒体焊接施工(手工直流弧焊法)(6.1).焊接前的准备工作(6.1.1).窑体焊接工作,必须在窑体找正合格后进行,最好在传动设备安装完毕,利用辅助电机转窑施焊。
(6.1.2).焊接前对焊工必须进行考试,考试内容应焊四块试样(试样的钢材应与窑体母材等同,焊条用焊接窑筒体的焊条。
)通过透视检查、弯曲试验、抗拉强度试验,全部合格者,才允许参加窑体焊接工作。
(6.1.3).窑体焊接所用焊条,应符合GB5117和Q/JCJ05的有关规定,其质量应保证焊缝的机械性能不低于母材机械性能。
(6.1.4).焊条在使用前必须进行烘干,温度为250---300℃,干燥时间为1小时,烘干后降温至150℃左右恒温保存,随用随取,避免在空气中停留较长时间。
(6.1.5).焊接前对筒体的坡口形式,尺寸应进行检查,坡口处不得有分层、裂纹、夹渣等影响质量的缺陷,坡口的角度一般为60°,偏差不大于±5°。
对接口间隙偏差不大于±0.5mm,坡口形式见附图:单面双边坡口(V形坡口)如附图图9(A),双面双边坡口(X形坡口)如附图图9(B)。
(6.1.6).窑体两接口在对接前应清除飞边、毛刺、油漆、铁锈等污物,如有凹凸不平处须事先修理,窑的对接口纵向焊缝应互相错开,错开角度不应小于45°,窑体错边量不得大于2mm。
(6.2)窑体焊接(6.2.1).点焊,窑体对接找正无误后,即可进行点焊,采用焊条应与焊窑焊条相同。
(6.2.2).接口焊接,为保证焊接质量,每焊完一层须用小尖锤、钢丝刷清除焊渣等,特高点用手砂轮打磨光滑。
(6.2.3).窑体焊接质量检查焊缝外观检查:a.焊缝表面应呈平滑细鳞的形状,接点处无凹凸现象。
b.焊缝表面及热影响区域不得有裂纹。
c.焊缝咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝咬边总长度不得大于该焊缝长度的10%.d.焊缝的高度,筒体外部不得大于3mm,筒体内部烧成带不得大于0.5mm,其他区段不得大于1.5mm,焊缝的最低点不得低于筒体表面,并应饱满。
焊缝的探伤检查a.探伤检查人员必须持考试合格证。
b.采用超声波探伤时,每条焊缝均应检查,探伤长度为该焊缝的25%,质量评定达JB1152中的II级为合格,对超声波探伤检查时发现的疑点,必须用射线探伤检查确定。