(整理)数控转塔冲床模具的使用和维护
数控冲床转塔模具安全操作及保养规程

数控冲床转塔模具安全操作及保养规程一、前言随着科技的不断发展,数控冲床已经成为金属加工行业中普遍使用的设备之一。
数控冲床是一种高精度、高效率的机床,可进行精密冲压、开孔、成形和曲线剪切加工。
转塔模具是其常用的配件之一,可是增加数控冲床的加工能力,提高生产效率。
本文档将详细介绍数控冲床转塔模具的安全操作及保养规程,以确保设备正常运行和使用人员的人身安全。
二、安全操作规程1. 熟悉设备在使用数控冲床转塔模具之前,必须熟悉设备的结构和性能。
必须掌握各部件的名称,定期维护设备,确保设备处于完好状态。
2. 严格按照操作规程操作在使用设备时,必须严格按照操作规程进行操作。
操作人员必须经过培训,了解设备的操作完好状态、操作程序、机床转速、辅助设备的操作流程和操作规程。
3. 安全防护在操作过程中,操作人员必须戴上符合标准的防护眼镜、防护手套和其他必要的防护装备。
操作人员在操作过程中必须全程集中注意,保持清醒,做到心中有数、行动有力。
4. 严禁离开机器在机床加工过程中,操作人员必须严禁离开机器,特别是在工作时,要严加注意,严禁在旋转模具上使用自己的手进行手动操作。
5. 加工前的准备加工前,必须先清洗模具和零件,以确保加工时表面干净。
操作人员还必须检查设备的电气设备、液压系统、冷却系统和气动系统,及时发现问题并解决。
6. 加工时的操作在加工过程中,操作人员必须先调整模具,使其满足加工要求,再启动机器。
在机器停止工作后,必须等待机器完全停止运转之后才能打开机器的门,进一步操作。
7. 关机前的清理在关机前,必须进行清空研磨或切削物,并进行清洁作业,以确保下次作业的时候,机器、工具和工作环境是干净无尘的。
三、保养规程1. 每日维护每天工作完毕后,必须保证设备处于干净无尘的状态。
特别是机器的内部和外部,要将附着的灰尘和污渍清理掉,以维护机器的干净状态。
还需保持冷却液、油液的清洁,在必要时换液。
2. 定期保养机器的定期保养是维护设备正常运作的必要保证。
数控冲床模具维护指南KETEC版
数控冲床模具维护指南KETEC版数控冲床模具是在工业生产中使用较为广泛的一种机械设备,它们常常被用于制作金属零件和零配件,以及制造汽车、飞机等大型机械设备。
在使用数控冲床模具的过程中,经常需要进行维护和保养,以保证其正常使用和延长其使用寿命。
KETEC公司作为一家专业生产数控冲床模具的企业,其产品质量和技术水平在国内同行中处于领先地位。
为方便用户更好地维护和保养数控冲床模具,KETEC公司特制定了一份数控冲床模具维护指南,以下是该指南的详细内容。
1.模具表面清理保养数控冲床模具的表面往往会沾上一些油渍、灰尘等杂物,在使用过程中,这些杂物会对模具的表面产生腐蚀和损坏,所以需要定期清理。
具体方法如下:(1)用软毛刷轻轻地擦拭模具表面。
刷子不要太硬,以免把模具表面刮伤。
(2)用软布或纱布蘸上清洁剂,在模具表面轻轻擦拭。
注意:勿使用酸、碱性液体进行擦拭,以免对模具表面造成腐蚀。
(3)清理完毕之后,用软布把表面擦干。
2.油润滑保养油润滑是数控冲床模具保养的重要环节之一,它可以有效的保护模具的表面,减少磨损,并且有助于提高模具的使用寿命。
具体方法如下:(1)在使用数控冲床模具前,先将润滑油涂在模具表面。
(2)当模具在使用过程中出现卡顿或者摩擦的现象时,应及时向模具表面涂抹润滑油,并对模具进行清洗处理。
(3)为避免润滑油的污染,需选择质量较好的润滑油,并定期对数控冲床模具进行更换。
3.定期检查维护数控冲床模具在正常使用的过程中,难免会出现一些故障和损坏,所以需要定期进行检查和维护。
具体方法如下:(1)检查模具有无变形、裂纹等情况,若出现以上情况,应及时报修。
(2)检查模具有无损口、厚度不均等情况,若出现以上情况,应及时修补。
(3)检查模具表面状况,若出现损坏的情况,应及时用研磨工具进行修复处理。
(4)定期更换润滑油,避免油质污染对模具的损坏。
(5)定期清理模具的内部,避免一些留在内部的杂物影响模具的正常使用。
数控冲床模具维护指导书
数控冲床模具维护指导书
数控冲床模具是一种用于制造金属零件的工具,通过数控技术能够实现高效、精准的加工。
而模具的维护对于确保其正常使用、延长寿命以及减少设备故障具有至关重要的作用。
因此,下面将介绍数控冲床模具的维护指导书,帮助操作人员更好地进行设备维护,提高设备的使用效率。
一、模具的保养
1. 模具加工前应彻底清洁并检查模具表面是否有损坏,如发现损坏部位应及时修复。
2. 加工期间,要注意模具的保护措施,包括避免过度磨损和损坏,避免因不当操作而造成损坏。
3. 在模具未使用时,应注意存放环境,避免湿度过高或温度过低,建议在模具表面涂一层防锈油,避免生锈。
4. 完成零件加工后,必须及时清洁模具和设备表面,注意保持设备整洁干燥。
二、模具的保养细节
1. 在加工过程中,注意保护模具表面,避免手指和其他硬物不慎碰撞模具表面,这样可以减少模具的磨损程度。
2. 在模具使用前,应对模具的每个定位孔和夹紧孔的加工尺寸进行检查,确保精度正常,避免在使用过程中因非常规的加工引起的零件误差。
3. 在零件加工、模具调试和更换模具过程中,应注意严格遵守规则,避免因不当操作而导致模具的损坏。
在调整过程中,应小心操作,轻柔扭动调整装置,避免使用工具强行操作。
4. 避免过度使用模具,这样不仅会加速模具的磨损,而且还会耗费时间和资源,影响生产效率,要合理的分配模具使用时间。
5. 定期检查数控冲床模具的尺寸計算,特别是加工尺寸是否与设计规格相符,确保模具能够正常工作。
以上就是数控冲床模具的维护指导书,保养模具可以延长其使用寿命,提高设备的使用效率,确保生产工作的顺利进行。
数控转塔冲床模具使用过程中经常出现的问题及解决方法
数控冲床模具说明及相关手册1、模具选用的注意事项关于模具的相关知识(一)标准模具的选用(1)模具的刃口直径应尽量大于加工板厚的2倍,直径一般应大于3mm,否则易折断,寿命极短;但也不是绝对的,3mm直径以下推荐使用进口高速钢作为模具材料。
(2)加工厚板的模具尺寸接近工位极限尺寸时请往上选用大一级的工位以保证有足够的退料力。
(3)加工厚板的模具刃口不允许有尖角,所有尖角应改为圆角过渡,否则极易磨损或塌角,推荐在一般情况下,尽可能用R>0.25t的圆角半径来代替清角。
(4)当加工的板材为高Cr材料(如lCr13等不锈钢)及热轧板材时,由于板材固有的特性而不宜采用国产高Cr模具,否则极易磨损、拉毛以及带料等一系列弊病,推荐使用进口高速工具钢来作为模具材料。
(二)成型模具的选用:(1)不同的数控冲床滑块的打击行程不同,因此要注意成型模具闭合高度的调整,为保证成型的充分,推荐使用可调式打击头,应仔细的调整,每次调整最好不要超过O.lOmm,否则容易造成模具损坏,甚至于损坏机器。
(2)成型应尽量浅,一般来说成型总高度不大于8mm,之所以有这个高度所以它的卸料需要较长时间,成型加工时一定要采用低速,最好要有延时。
(3)成型模具工位附近的工位不可用,因为成型模具高度远远大于普通模,最好是成型加工放在程序的最后来实现,冲完后拆除。
(4)对于拉伸成型模具,请选用轻型弹簧组件,以防止板料的撕裂或变形不均匀及卸料困难等。
(5)订货时注意模具的让位问题,如两个成型的距离(前后、左右)比较近,请一定与我们讲清楚,否则有可能会出现干涉的情况。
(6)成型模调整方法见下图:a、成型模具装上后,将件2松开,将件1顺时针旋转,旋至最低点,再拧紧件2。
b、先空冲一下,如无异常,将板料送入冲压,量一下成型高度,如高度不够则将件2松开,件1逆时针旋转(旋转一圈一般为2mm,具体看螺纹牙距的大小,请适度调节,以免损坏模具),再拧紧件2,不断地调整、试冲,直到达到要求高度。
数控转塔冲床模具的正确使用方法【大全】
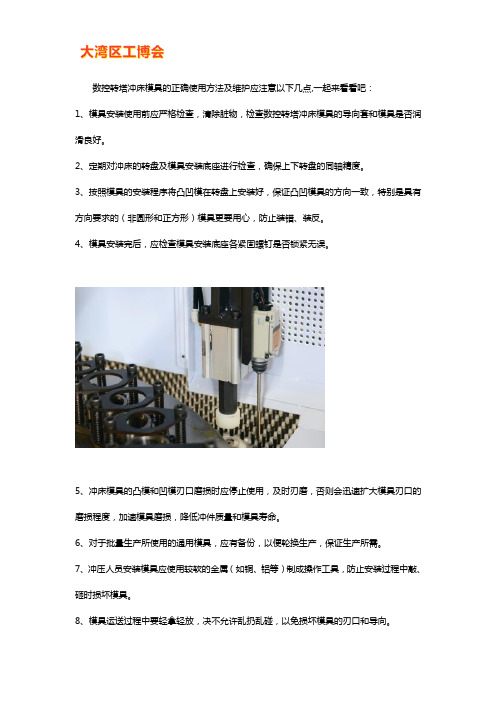
数控转塔冲床模具的正确使用方法及维护应注意以下几点,一起来看看吧:1、模具安装使用前应严格检查,清除脏物,检查数控转塔冲床模具的导向套和模具是否润滑良好。
2、定期对冲床的转盘及模具安装底座进行检查,确保上下转盘的同轴精度。
3、按照模具的安装程序将凸凹模在转盘上安装好,保证凸凹模具的方向一致,特别是具有方向要求的(非圆形和正方形)模具更要用心,防止装错、装反。
4、模具安装完后,应检查模具安装底座各紧固螺钉是否锁紧无误。
5、冲床模具的凸模和凹模刃口磨损时应停止使用,及时刃磨,否则会迅速扩大模具刃口的磨损程度,加速模具磨损,降低冲件质量和模具寿命。
6、对于批量生产所使用的通用模具,应有备份,以便轮换生产,保证生产所需。
7、冲压人员安装模具应使用较软的金属(如铜、铝等)制成操作工具,防止安装过程中敲、砸时损坏模具。
8、模具运送过程中要轻拿轻放,决不允许乱扔乱碰,以免损坏模具的刃口和导向。
9、模具使用后应及时放回指定位置,并作涂油防锈处理。
10、保证模具的使用寿命,还应定期对模具的弹簧进行更换,防止弹簧疲劳损坏影响模具使用。
模具选用的注意事项:(1)模具的直径应在加工板厚的2倍以上,且直径尽量大一些,一般直径应大于3MM,否则易折断,影响模具寿命。
(2)成型模具的成型总高度不大于8MM,常用的百叶窗的长度不大于75MM,拉凸台直径应不大于65MM。
(3)平时不常用的模具应定期进行防锈工作和涂油。
(4)下模的间隙是根据加工的板厚确定的,如加工2MM板的下模不可加工3MM的板也不可加工1MM的板,否则会加剧磨损甚至打碎模具。
(5)成型工位附近的工位不可用,因为成型模的高度远远大于普通模,成型工序放在后面,冲完后拆除。
(6)成型时必须采用低速。
(7)加工厚板的模具刃口不允许有尖角,所以尖角应该为圆角过渡,否则极易磨损或塌角。
模具的注油,注油量和次数由加工材料的条件而定,无锈无垢的材料,要给模具注油,油用轻机油。
数控冲床使用及保养

数控冲床使用及保养第一篇:数控冲床使用及保养智航数控冲床日常使用及保养(适应于智航全系列冲床)1、每天进行的保养1.1开机时检查:1.1.1空气系统有无泄漏,系统压力应保持在0.4—0.8mpa;1.1.2排尽空气过滤器中的积水,并检查空气润滑油是否正常;1.1.3检查工作台面、X轴Y轴导轨、冲模、上下转盘有无异物,特别是机器死角部分;1.1.4冲压、液压等各部件有无异常响动,液压油有无渗漏;1.1.5各安全保护装置是否有效;1.1.6操作中正确拆装模具,并加注润滑油,随时注意机床运行情况,如遇异常情况,采取正确应对措施,并及时与技术部门或厂家维修人员联系。
1.2润滑油的加注给机床各需加油部位按时加注相符的润滑油(脂),加油点及种类等参数见各机床说明书。
2、每月进行的保养2.1检查冲压电机皮带张力,是否有坏损,并进行相应调整或更换;2.2离合器、刹车及各限位开关、感应开关有无松动、异常;2.3检查液压油位,并清洁各部件,特别是散热器上的积尘;2.4转动链条的张力;2.5清洁NC控制柜空气过滤器,确保NC控制柜内散热畅通。
3、每3个月进行的保养定期清理NC控制器内存。
4、每年进行的保养4.1冲床每工作一年后,应更换液压油,清洗油箱和过滤网;4.2 检查床身固定螺栓是否松动,床身是否出现偏移,如有此状况出现,则重新紧固螺栓,调整床身水平1.1 boot check:1.1.1 air system leaks, the system pressure should be maintained at 0.4-0.8mpa;1.1.2 exhaust air filter in the water, and check whether the normal air lubricating oil;1.1.3 check the work table, the X axis Y axis guide rail, upper and lower rotary die, there is no foreign body, especially the dead part of the machine;1.1.4, the hydraulic stamping parts are no abnormal noise, no leakage of hydraulic oil;1.1.5 the safety protection device is effective;1.1.6 operation correct disassembling mold and lubricating oil, machine tool, pay attention to operation, in case of abnormal conditions, take proper measures, and timely repair or manufacturers contact with technical department.1.2 add lubricating oil to the lubricating oil for machine parts on time filling line(grease), refueling point and types of parameters such as the specification of the machine.2, monthly maintenance2.1 check whether the motor belt tension stamping, broken, and adjust or replace;2.2 clutch, brake and limit switch, the induction switch is loose, abnormal;2.3 check the hydraulic oil level, and clean the parts, especially the dust on the radiator;2.4 rotation of the chain tension;2.5 clean air filter NC control cabinet, NC control cabinet to ensure smooth cooling.3, every 3 months for the maintenance of regular cleaning NC memory controller.4, annual maintenance Every year after the 4.1 punch, should replace the hydraulic oil, cleaning tank and filter;4.2 check the bed fixing bolt is loose, the bed whether there is offset, if this situation occurs, re fastening bolts, adjust the bed level.第二篇:数控冲床检验护保养规则电脑数控冲床检验维护保养规则一、目的:为了正确使用和维护保养数控冲床,保证和延长设备的使用寿命,合理利用硬件设施,确保生产加工畅通无阻。
型液压数控转塔冲床安全操作及保养规程

型液压数控转塔冲床安全操作及保养规程前言型液压数控转塔冲床是一种用于金属板材冲压加工的机床。
为了确保操作人员的生命安全和设备的正常运行,正确的操作和及时的保养至关重要。
本文将详细介绍型液压数控转塔冲床的安全操作规程和保养方法。
一、安全操作规程1. 装夹工件前的准备工作•仔细阅读工作单或图纸,并了解工件的形状、尺寸、材质和冲压工艺。
•准备适当的刀具、夹具、润滑油和冷却液。
•防止机器突然启动,必须将电源开关关闭,拉出电插头。
2. 机床操作前的准备工作•检查机床的运行状况,确保各功能部件完好无损。
•检查润滑系统的润滑油是否充足。
•清洁机床的工作台面和周围环境。
•穿戴个人防护装备,包括安全帽、护目镜、耳塞、防护手套等。
3. 机床的操作步骤•打开电源开关,并启动机床。
•确保工件和刀具没有相互干扰的危险。
•设置并检查机床的工作模式和冲压参数。
•使用机床的操作面板开始冲压操作。
•操作过程中保持专注,并注意机床的运行状态。
•冲压结束后,关闭电源开关,断开电源插头。
4. 机床操作的注意事项•禁止将手指、手臂或其他身体部位伸入机床工作区域。
•不允许擅自更改机床的工作模式和冲压参数。
•在冲压过程中,禁止触碰移动部件。
•不得进行超出机床额定负荷的冲压操作。
•在机床故障或异常情况下,及时停止操作,并通知维修人员。
二、机床的保养方法1. 日常保养•每天开始工作前,检查润滑系统的润滑油是否充足。
•定期清理机床的工作台面和周围环境,保持整洁。
•检查机床的电气线路、液压管路和气压管路,确保正常。
•定期检查机床的刀具和夹具,及时更换损坏或磨损的部件。
2. 定期保养•按照机床制造商提供的维修手册进行定期维护。
•更换润滑油和冷却液,并清洗系统内部的污垢。
•检查机床的主要部件,如电机、传动装置、液压系统等。
•检查机床的安全装置,确保正常工作。
结论本文详细介绍了型液压数控转塔冲床的安全操作规程和保养方法。
只有正确的操作和及时的保养才能确保操作人员的安全并保障机床的正常运行。
液压数控转塔冲床安全操作及保养规程
液压数控转塔冲床安全操作及保养规程前言转塔冲床是在金属加工领域中广泛应用的一种设备,其使用寿命和使用效果与使用者对其的操作和保养密切相关。
因此,建立一套合理、科学、可操作的安全操作及保养规程,对于提高转塔冲床的使用寿命和安全性质是非常必要的。
安全操作规程1.操作前必须检查设备是否完好,各部位是否正常,维修记录是否齐全。
2.操作前应仔细阅读操作说明书,了解设备的工作原理和各部位功能。
3.在进行操作之前,应检查设备的电源、气源、润滑油、冷却液是否具备并保持正常。
4.操作转塔冲床时,应穿戴好工作服、工作裤、安全鞋。
女性操作人员应收起头发;长发男性应佩戴帽子。
5.操作时应站在机器的安全区域内,不得随意触碰机器内部和外部设备。
任何情况下,都不能越过机器的安全围栏和门禁线。
6.操作时,不得穿戴手表、项链等挂件,确保手部和身体安全。
7.操作时,要正确设置液压和模具速度,确保模具能按照标准速度运转,防止纸张卡死、模具撞坏等问题。
8.操作人员应始终保持警觉,观察机器运转情况。
一旦发现异常状况,应立即停止机器,并汇报相关人员进行排查。
9.操作完毕后,应将机器清洁干净,排除机器负荷。
保养规程1.设备需购买正规技术人员可接受的冷却液、润滑油和设备配件。
2.设备的保养情况应建立完整的记录档案,以便于日后查询和管理。
3.定期维护设备检查记录,发现异常情况及时汇报处理。
4.设备操作人员要掌握基本的液压原理和润滑油规则,并始终保持设备清洁卫生。
5.定期更换设备各部件的润滑油,并要注意油品、油量的适当性。
6.检测设备的轴承、密封、齿轮、加工平面等各个部位的磨损情况,并及时进行维修或更换。
7.定期检查设备接线、电气元件的连接是否牢固,电气线路是否整洁无损。
8.定期进行液压马达、液压管路、减振杆等部件的保养。
9.设备应进行定期的外观清洁,保持设备清洁卫生。
总结良好的使用与保养规程为设备提供了保障,也为操作者和设备提供了保障。
因此,我们在设备使用过程中要时刻注意各项目的保养和检测,保证设备的正常运行和延长设备使用寿命,提高生产效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控转塔冲床模具的使用和维护
当前,在板金冲压加工领域,数控转塔冲床以其冲压速度快、加工精度高、模具通用性强、产品灵活多样等特点,得到广泛应用。
数控转塔冲床所使用的模具,由于其精度及质量要求高,冲压速度快,一般直接选用内外专业制造商如美国MATE(图1)、北京兆维、广州启泰等产品,其规格系列齐全,通用性强,并能很好地满足用户的特殊需求。
图1
用户在选购某种品质的模具后,其使用和维护的水平,直接影响到工件的加工质量和模具的使用寿命。
模具也控制设备运行成本的重要环节。
因此,学习和掌握方面的一些知识并运用到实际中,对提高效益、降低成本,也会起到重要的作用。
下文论述数控转塔冲床模具在使用和维护中应遵循的一些技术要点,并针对实际问题提出相应的解决办法,可能对用户具有良好的指导作用。
一、保证最佳的模具间隙
模具间隙是指冲头进入下模中,两侧的间隙之和。
它与板厚、材质以及冲压工艺有关,选用合适的模具间隙,能够保证良好的冲孔质量,减少毛刺和塌陷,保持板料平整,有效防止带料,延模具寿命。
通过检查冲压废料的情况,可以判定模具间隙是否合适。
如果间隙过大,废料会出现粗糙起伏的断裂面和较小的光亮面。
间隙越大,断裂面与光亮面形成的角度就越大,冲孔时会形成卷边和断裂,甚至出现一个薄缘突起。
反之,如果间隙过小,废料会出现小角度断裂面和较大的光亮面。
当进行开槽、步冲、剪切等局部冲压时,侧向力将使冲头偏转而造成单边间隙过小,有时刃边偏移过大会刮伤下模,造成上下模的快速磨损。
模具以最佳间隙冲压时,废料的断裂面和光亮面具有相同的角度,并相互重合,这样可使冲裁力最小,冲孔的毛刺也很小。
模具的最佳间隙,请照表1:
表1
二、适时刃磨可有效延长模具的使用寿命
如果工件出现过大的毛刺或冲压时产生异常噪音,可能是模具钝化了。
检查冲头及下模,当其刃边磨损产生半径约0.10mm的圆弧时,就要刃磨了。
实践表明,经常进行微量的刃磨而不是等到非磨不可时再刃磨,不仅会保持良好的工件质量,减小冲裁力,而且可使模具寿命延长一倍以上。
除了知道模具何时刃磨之外,掌握正确的刃磨方法尤其重要。
模具刃磨规程如下:
1) 刃磨时,将冲头竖直夹持于平面磨床磁性卡盘的V型槽或夹具内,每次磨削量为0.03~0.05mm,重复磨削直至冲头锋利,最大磨削量一般为0.1~0.3mm。
2) 使用烧结氧化铝砂轮,硬度D~J,磨粒大小46~60,最好选适用于高速钢磨削的砂轮。
3) 当磨削力大或模具接近砂轮时,加冷却液可防止模具过热而开裂或退火,应按照制造商要求选用优质多用途冷却液。
4) 砂轮向下进刀量0.03~0.08 mm,横向进给量0.13~0.25 mm,横向进给速率2.5~3.8m/min。
5) 刃磨后,用油石打磨刃口,去除毛刺,并磨出半径0.03~0.05 mm的圆角,可以防止刃口崩裂。
6) 冲头去磁处理并喷上润滑油,防止生锈。
表2列出了刃磨过程中的常见问题、成因及处理方法:
表2
三、消除和减少粘料的方法
由于冲压时的压力和热量,会将板料的细小颗粒粘结于冲头表面,导致冲孔质量差。
去除粘料可用细油石打磨,打磨方向应与冲头运动的方向相同,这样光后会避免进一步粘料的产生。
不要用粗纱布等打磨,以免冲头表面更粗糙,更容易出现粘料。
合理的模具间隙、良好的冲压工艺,以及必要的板料润滑,都会减少粘料的产生。
防止过热,一般采用润滑的方式,这样会减少摩擦。
如果无法润滑或出现废料回弹,可采取以下方法:
交替使用多个相同尺寸的冲头轮流冲压,可使其在被重复使用之前有较长的冷却时间。
将过热模具停歇使用。
通过编程控制换模,中断其长时间重复工作,或降低其冲压频率。
四、冲很多孔时防止板料变形的措施
如果在一张板上冲很多孔,由于冲切应力的累积板材就不能保持平整。
每次冲孔时,孔周边的材料会向下变形,造成板料上表面出现拉应力,而下表面则出现压应力。
对于少量的冲孔,其影响并不明显,但当冲孔数量增加时,拉、压应力在某处累积,直至材料变形。
消除此类变形的一个方法是:先每隔一个孔冲切,然后返回冲切剩余的孔。
这样虽然也会产生应力,但却缓解了在同一方向顺序冲压时的应力累积,也会使前后两组孔的应力相互抵消,从而防止板料的变形。
五、尽量避免冲切过窄条料
当模具用于冲切宽度小于板材厚度的板料时,会因侧向力作用而使冲头弯曲变形,令一侧的间隙过小或磨损加剧,严重时会刮伤下模,使上下模同时损坏。
建议不要步冲宽度小于2.5倍板材厚度的窄条板料。
剪切过窄条料时,板料会倾向弯入下模开口中,而不是被完全剪掉,甚至会楔入冲模的侧面。
如果无法避免上述情况,建议使用退料板对冲头有支撑作用的全导向模具。
六、冲头的表面硬化及其适用范围
虽然热处理和表面涂层可改善冲头表面特性,但并不是解决冲压问题和延长模具寿命的一般方法。
一般地说,涂层提高了冲头表面硬度并使侧面的润滑性得到改善,但在大吨位、硬质材料冲压时,这些优点在大约1000次冲压后就消失了。
针对以下情况可使用表面硬化的冲头:
冲软或粘性的材料(如铝);
冲薄的研磨性材料(如玻璃环氧片);
冲薄的硬质材料(如不锈钢);
频繁地步冲;
非正常润滑的情况。
表面硬化通常采用镀钛、渗氮等方法,其表面硬化层为厚度12~60μm的分子结构,它是冲头基体的一部份,而并非仅是涂层。
表面硬化的模具可按通常的方式刃磨。
通过表面硬化会降低模具在冲不锈钢板时的磨损,但并不能延长其使用寿命,而适当润滑、及时刃磨以及按规程操作等,却是有效的方法。
七、冲床模位对中性不好时的检修
如果冲床模位的对中性不好,造成模具快速钝化,工件加工质量差,可就以下几点检修:
检查机床的水平情况,必要时重新调整;
检查并润滑转盘上的模孔及导向键,如有损伤及时修复;
清洁转盘的下模座,以便下模准确安装,并检查其键或键槽的磨损情况,必要时更换;
使用专用芯棒校准模具工位,如有偏差及时调整。
上述内容是对通常的情形而言,鉴于冲床及模具的具体类型规格有所不同,用户还要结合实际去认识和总结经验,发挥出模具的最佳使用性能。
发布时间:2006-2-12
∙
∙相关主题关键字:
∙
∙冲床
∙
∙模具
∙
∙使用∙
∙
∙冲压。