门套与门生产详图
成品门、门套安装
成品门、门套安装2.1 施工顺序:复核洞口——安装门套——饰线安装——门扇安装——五金安装2.2 工艺要求:2.2.1 复核洞口2.2.1.1 复核到现场的门扇尺寸与现场的预留门套尺寸是否吻合,复核门套表面平整度,垂直度,检查门及门套表面防火板是否有破损、开胶,如门套与门扇尺寸不一致时,应对门扇或门套进行修整。
2.2.1.2 洞口处安装门窗套的墙面部位需做整平处理,清除墙面表层的灰渣、涂料、油漆、污垢,露出水泥砂浆层。
轻钢龙骨墙体宜在洞口附加一层九夹板 。
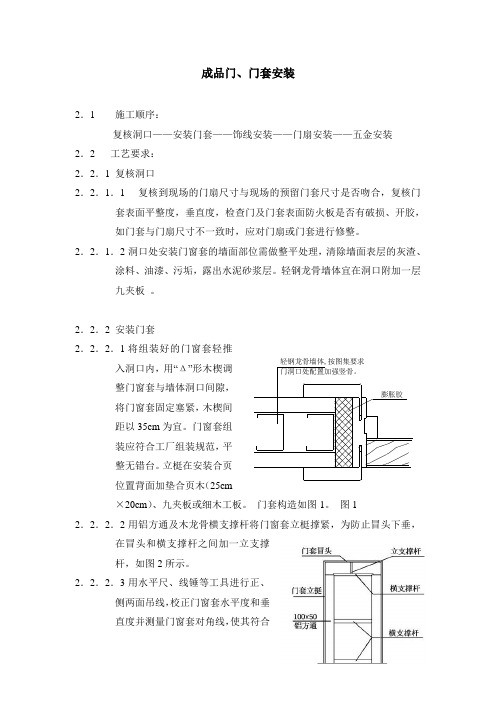
2.2.2 安装门套2.2.2.1 将组装好的门窗套轻推入洞口内,用“Δ”形木楔调整门窗套与墙体洞口间隙,将门窗套固定塞紧,木楔间距以35cm 为宜。
门窗套组装应符合工厂组装规范,平整无错台。
立梃在安装合页位置背面加垫合页木(25cm×20cm )、九夹板或细木工板。
门套构造如图1。
图12.2.2.2 用铝方通及木龙骨横支撑杆将门窗套立梃撑紧,为防止冒头下垂,在冒头和横支撑杆之间加一立支撑杆,如图2所示。
2.2.2.3 用水平尺、线锤等工具进行正、侧两面吊线,校正门窗套水平度和垂直度并测量门窗套对角线,使其符合轻钢龙骨墙体,按图集要求门洞口处配置加强竖骨。
膨胀胶安装规范。
2.2.2.4将胶罐(胶枪)喷胶嘴由门窗套与墙体之间缝隙插入,在距立梃边缘图225~30mm处自下而上间断注入膨胀胶,保证留缝间隙内注胶柱断续、均匀。
在门套两侧肩部交角及合页、锁位置处注胶量要充足并能充分发泡。
采用两面注入时,要保证对接准确。
8h后,膨胀胶充分发泡和固化,方可拆卸。
2.2.3饰线安装2.2.3.1门窗套饰线按现场安装尺寸裁截、切角后, 插入立梃、冒头的饰线槽内试装。
2.2.3.2试装后取出,在饰线插板背面点注少量膨胀胶,同时在饰线角度对接处及插板内侧点注少量白乳胶。
再重新将饰线插入立梃、冒头饰线槽内。
2.2.3.3保证饰线无松动、不歪斜。
与墙体表面粘结严密、牢固。
某现代标准工业厂大门建筑设计施工详细CAD图纸

木门及门套专项施工方案

木门及门套专项施工方案本工程的木装饰门及门套采用专业工厂化生产,现场组装成品木门和门套施工工艺,以确保施工进度、工程质量和环保。
成品木门具有尺寸精确、不易变形、漆面均匀一致、无需现场喷漆等优点。
在材料选用方面,基层木材采用经过烘干处理的松木,面板采用符合设计要求的木皮,喷漆颜色由专业工厂调配与样板一致。
成品木门的制作加工过程在工厂进行,现场安装施工分别有门框安装、门套线安装、门扇安装和五金件安装等步骤。
在安装过程中需要注意的要点包括门框位置的确定、发泡胶的注入、门套线与门框和墙体完成面之间的缝隙的调整、合页的固定和五金件的安装等。
要求:使用1米垂直检测尺进行检查。
在检查平台上,使用塞尺进行检查。
检验方法允许偏差为1.5~4.0毫米。
外门的允许偏差为4.0~6.0毫米,内门为6.0~8.0毫米,卫生间门为8.0~10.0毫米。
使用塞尺检查装饰面贴面表面外观,缺陷范围包括麻点直径1毫米以下(距离300毫米)不限2个,5个麻面均匀颗粒,手感不刮手不限;宽度≤0.5毫米,深度不划破PVC的划伤3条1条2条;饰面长100毫米凹陷深度≤1.5毫米、宽2毫米以下,压痕8条3条6条不集中;浮贴粘贴不牢不允许;褶皱饰面重叠不允许;缺皮面积不超过5毫米25个不允许,翘皮凸超不超过2毫米不限5个不允许;亮影/暗影面积不超过50平方米不限2处3处痕不超过离缝拼接缝隙1毫米0.5毫米1毫米。
漆饰表面外观要求为漆膜划痕不明显,漆膜鼓泡不允许,漏漆不明显,污染(包括凹槽线型套色部分)不允许有。
色漆直径≤0.3毫米,每片门表面不超过8个针孔;面漆不允许。
表面漆膜皱皮不超过门板总面积的0.2%,透砂不明显,漆膜粒子及凹槽线型部分手感光滑,套色线型结合部分塌边套色线型分界线流畅,均匀,一致色差一般允许。
注意的质量问题包括:有贴脸的门框安装后与抹灰面不平,门洞口预留尺寸不准,门框安装不牢。
8.门窗安装工程样板图册

第八节门窗安装工程1、原材料管控管控要点1、门窗品种、类型、规格、尺寸、性能、连接方式、型材壁厚应符合设计要求,特别注意型材拼缝宽度不大于0.3mm,型材拼缝高低差不大于0.3mm。
2、固定片厚度不小于1.5mm,宽度不小于25mm,固定片之间的距离不超过500mm,边距200mm。
3、发泡剂品种、类型、性能符合设计要求,试打成形效果好,密实度高。
4、所有材料进场要经过监理单位验收合格方可使用。
5、检查产品合格证书、性能检测报告、进场验收记录和复验报告。
12、洞口复核管控要点1、检查窗户洞口尺寸是否满足允许偏差要求,复核发现窗框四侧型材与洞口侧边宽度大于3cm时应对洞口适当修补后再进行窗框安装。
2、门窗洞口高、宽允许偏差±10mm,外墙上、下窗口偏移允许偏差20mm。
23、窗框安装管控要点1、安装窗框前应先行在洞口两侧打上灰饼,通过灰饼对窗框进行定位。
2、窗框固定时应将固定片固定在洞口预留的砼块或实心砖或结构上,角部固定片距门窗洞口四个角不大于150-200mm,中间各固定片中心距离不大于500mm,固定片安装走向应外低内高。
3、固定完成后应保证窗框正面垂直度不应大于2.5mm。
4、安装完成后,清理窗框木楔或各类垫块。
5、室内门:门框的正、侧面垂直度允许偏差1mm;铝合金门窗(或塑钢窗):窗框正面垂直度允许偏差2.5mm。
34、窗框塞缝管控要点1、清除窗框与洞口间缠绕的保护膜,撕去与塞缝材料接触部位的包装纸,临时固定木楔需取出。
2、发泡剂施打过程中应均匀密实,超出门窗框外的发泡胶应在其固化前用手或专用工具压入缝隙中,严禁固化后用刀片切割。
3、窗侧防水砂浆高度宜为150-200mm,窗框底部防水砂浆塞缝应密实,特别注意底部外侧的密实度,检查窗侧发泡剂和防水砂浆是否结合紧密。
45、窗框收口管控要点1、收口前应注意对窗框的保护,避免污染。
2、收口过程中应注意对窗内侧墙体厚度极差的控制,避免出现大小头,窗内侧墙体厚度极差不大于4mm。
2024版木门制作工艺流程PPT课件

纠正措施
根据原因分析结果,制定相应 的纠正措施,如返工、返修、 报废等。
记录与报告
对不合格品的处理过程进行详 细记录,并向上级主管部门报 告处理结果。
28
07
安全生产与环保要求
2024/1/25
29
安全生产管理制度及实施情况
建立健全安全生产管理制度 包括安全生产责任制、安全操作规程、事故应急预案等。
加强安全教育和培训 提高员工安全意识,确保员工熟练掌握安全操作技能。
2024/1/25
定期开展安全检查 及时发现和消除安全隐患,确保生产过程中的安全。
30
环保法规遵守情况汇报
严格遵守国家环保法规
确保生产过程中的废气、废水、噪声等污染物达标排放。
推行清洁生产
采用环保原材料和先进生产工艺,减少污染物产生和排放。
2024/1/25
验收标准
对原材料进行严格检验,包括外观、 尺寸、含水率等指标,确保符合生 产要求。
存放管理
原材料应分类存放于干燥通风的仓 库中,避免阳光直射和潮湿环境。
10
03
加工设备与工艺介绍
2024/1/25
11
主要加工设备简介
切割设备
成型设备
表面处理设备
组装设备
包括精密锯床、激光切 割机等,用于对木材进
木门制作工艺流程PPT 课件
2024/1/25
1
2024/1/25
目录
• 木门概述与市场需求 • 原材料选择与准备 • 加工设备与工艺介绍 • 木门结构设计与优化 • 表面处理与涂装技术 • 质量检测与评价标准 • 安全生产与环保要求
2
01
木门概述与市场需求
2024/1/25
门套板与门挡线一体化型门套结构设计

2 m 3 mm之 间 ,其 宽 度 可在 5 m~ m 之 间选 5 m~ 0 m 6m 取, 通常 多为 5 m。 m 23 门套 板表 面装饰 方 法设计 . 直接 铣 门挡 线 型 门套板 表 面 装 饰 通 常 有 两种 方 法 : 种方 法是在 表 面贴 03 m~ . m厚 度珍 贵 一 .m 05 a r
维板。 24 门套 板 图样 .
拉 米诺 隐 型连接 件 。 223 门套 板长 度计算 .. 直接 铣 门挡 线 型 门套 板 通 常采 用 4 。 隐性 连 5角
某 品牌 产品 的 门套 板实 际生 产 图样 见 图 4 。
图 4 直 接 铣 门挡 线 型 门套 板 设 计 图 样
可 以设计成 如 图 3 示 的各种 造 型。 所
门套板 的宽度 在 靠 门扇 一侧 与墙 体厚 度 相 同 , 为 了保证 门套线 有 足够 的里外 调 节余 地 , 靠墙 体 其
一
侧 的宽度 要 比墙 体 厚度小 5 m 1rm。 a r ~4 a 直 接 铣 门 挡 线 型 门 套 板 插 板 槽 深 度 一 般 在
222 门套 板连 接方式 设计 ._ 在 直接 铣 门 挡线 型 门套 板 结构 中 , 门套 板 与 横 竖 门套板 的连 接 , 需采 用 4 。 连接 方 式 , 5角 连接 件 为
树 种 的薄木 , 另一 种方 法 是涂 “ 油 ” 前 者适 合 于 混
中密度 纤维 板 和刨 花板 , 而后 者 只 能选 择 中密度 纤
竖 门套 板长 度 ( 以最 长面 算 ) 洞 口高 度一 = 发泡
胶缝 厚度 。
式中:
洞 口高 度 为实 测值 , 常 切肩 榫 深度 为 1mm、 通 2 发 泡胶缝 厚 度为 lmm 1mm。 O  ̄5 224 门套板 宽度 尺寸 计算 ..
家居定制产品生产单
件
备注
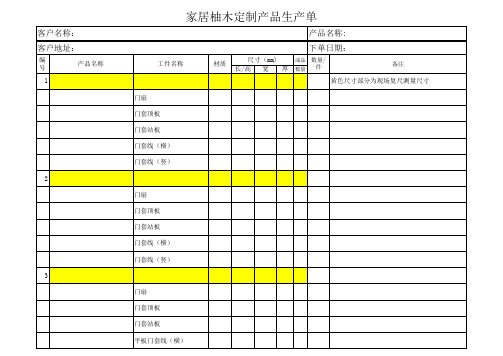
黄色尺寸部分为现场复尺测量尺寸
家居柚木定制产品生产单
客户名称: 客户地址:
编号 产品名称 工件名称 平板门套线(竖) 4 窗套顶底板 窗套站板 窗套线(横) 窗套线(竖) 5 窗套顶底板 窗套站板 窗套线(横)上下 窗套线(竖) 6 窗套顶底板 窗套站板 窗套线(横) 窗套线(竖) 7 材质 尺寸(mm) 长/高 宽 厚
家居柚木定制产品生产单
客户名称: 客户地址:
编号 1 门扇 门套顶板 门套站板 门套线(横) 门套线(竖) 2 门扇 门套顶板 门套站板 门套线(横) 门套线(竖) 3 门扇 门套顶板 门套站板 平板门套线(横) 产品名称 工件名称 材质 尺寸(mm) 长/高 宽 厚
数量
产品名称: 下单日期:
成品 数量/
数量
产品名称: 下单日期:
成品 数量/
件
备注
家居柚木定制产品生产单
客户名称: 客户地址:
编号 产品名称 工件名称 材质 尺寸(mm) 长/高 宽 厚
数量
产品名称: 下单日期:
成品 数量/
件
备注
ቤተ መጻሕፍቲ ባይዱ
小 计
制表:
审核:
数量
产品名称: 下单日期:
成品 数量/
件
备注
家居柚木定制产品生产单
客户名称: 客户地址:
编号 产品名称 工件名称 窗套顶板 窗套底板 窗套站板 窗套线(横) 窗套线(竖) 8 窗套顶板 窗套底板 窗套站板 窗套线(横) 窗套线(竖) 9 窗套顶板 窗套站板 窗套线(横) 窗套线(竖) 材质 尺寸(mm) 长/高 宽 厚
木门下单及门安装规范
⽊门下单及门安装规范⽊门指令下单注意事项1、所有滑门请按滑门标准图做出明确标⽰;2、所有⼦母门必须标出⼦母门的组合⽅式,安装位置,同时⼦门必须附图;3、⽆门的门套必须注明是否按空门套⽅式⽣产,且必须注明是“单⾯”或是“双⾯”;4、进户门套如没有特别注明,⼯⼚均按“单⾯空门套”⽅式⽣产;5、窗套若没有特别注明均按“三边/单⾯”⽣产,简易表⽰法⽤符号“∏”表⽰,若为“四⾯”窗套简易表⽰法为符号“□”表⽰6、门扇宽度W1与门套顶板长度W2关系为:W1=W2-60且门扇尺⼨尽量准确到⼗位数(即个位数为0);7、门扇⾼度H1与门套⾼度H2关系为:H2-H1≥25mm,⼯⼚门套⽴板标准长度为2040mm,⾜够保证长度为2⽶以下的门扇的安装调整;8、双扇错滑门、门套宽度与门扇宽度关系为门扇宽度=(成品门套宽度+80)/2;9、门洞基层宽度⼀般⽐成品门套顶板长度⼤3---5mm;10、如没有特别要求,⼯⼚门套⽴板标长为2040mm安装完毕后,整个门套⾼度为2055mm,若房间内外有⾼差,按最长的⾼度下单,且订单中须注明;11、若有其它问题,请电话询问。
⽊门测量安装规范操作⼀:现场测量⼈员应当具备相关⽊门安装专业技能,⾼度的敬业精神,良好的职业素养,以及和谐的沟通能⼒等。
准确的测量数据以及安装难度的预测和分析是⼀名合格现场测量⼈员的最低标准。
由于⽊门及套以订单的⽅式⽣产,其⽣产周期⼀般为30天,在⽊门⽣产指令单⽣效及⽣产周期以内所出现门及套的尺⼨改动均由现场测量⼈员负责。
因此现场测量⼈员应注意以下⼏点。
A:现场测量⼈员在测量前应仔细检测现场需要安装门套的门洞上下尺⼨是否⼀致,需要安装门套的墙体上下尺⼨是否⼀致,在测量记录单上注明墙体的类型:转⾓墙,标准墙,现浇墙体,碳砖墙体,页岩实⼼砖墙体,页岩空⼼砖墙体等。
测量记录单中数据原则上要求对洞⼝以测⼤记⼩,对墙体测⼤记⼤的原则。
B:现场测量⼈员应及时了解所测量单元楼的装饰信息,确认本单元楼在装饰过程中所涉及到需要安装门套的墙体是否要改动。