02060403_铝合金构件端部铣平及安装焊缝坡口检验批质量验收记录
铝合金材料检验批质量验收记录(模板)

100% 100% 90%
施工单位 检查结果
主控项目全部合格,一般项目满足规范规 定要求;检查评定合格
专业工长: 项目专业质量检查员:
××× ×××
年月日
监理单位 验收结论
验收合格
专业监理工程师: ××× 年月日
铝合金材料检验批质量验收记录(模板)
02060301 1单Fra bibliotek(子单位) 工程名称
工程1
分部(子分部) 主体结构分部-
工程名称
铝合金结构子分部
分项工程名称
铝合金零部件 加工分项
施工单位
项目负责人
检验批容量
20批
分包单位 施工依据
/
分包单位 项目负责人
/
《铝合金结构工程施工工艺标准》 (GSQB12-13-2013)
共20处,全部检查,合格20处
√
1
铝合金板厚度及允许偏差 应符合其产品标准的要求
一 般 项 目
铝合金型材的规格尺寸及 2 允许偏差应符合其产品标
准的要求
3 铝合金材料的表面外观质量
第4.2.3条 第4.2.4条 第4.2.5条
5/5 5/5 全 / 20
抽查5处,合格5处 抽查5处,合格5处 共20处,全部检查,合格18处
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
检验批部位
铝合金材料检验批质量验 收记录(最新版)
《铝合金结构工程施工质量验收规范》 GB50576-2010
检查记录
检查 结果
主 1 材料的品种、规格、性能
第4.2.1条 全 / 20
共20处,全部检查,合格20处
√
控
铝合金零部件槽、豁、榫加工检验批质量验收记录(2022版)

,
/
C
/
A
,
/
主控
工程
2
豁口尺寸的 允i年偏差〔mm)
B
,
/
C
/
A
,一
/
3
榫头尺寸的 允i牛扁差〔mm)
B
,一
/
C
/
施工单位 查结果
施工员:
质检员:
年月
曰
监理〔建设〕单位验收结论
专业监理工程师:
(建设单位工程专业技术负责人〕
年月
曰
421
铝合金零部件槽、豁、榫加工检验批质量验收记录
GB50576-2022
02060306
单位〔子单位〕 工程名称
分部〔子分部〕 工程名称
分项工程名称
施工单位
工程负责人
检验批容量
分包单位
分包单位 工程负责人
检验批部位
施工依据
验收依据
验收工程
设计要求及 标准规定
最小/实际 抽样数量
检查记录
检查
结果
A
,
/
1
槽口尺寸的 允i早偏差〔mm)
铝合金材料检验批质量验收记录

铝合金材料检验批质量验 收记录
施工依据
铝合金结构工程施工质量验收规范 (GB50576-2010)
验收依据
《铝合金结构工程施工质量验收规范》 GB50576-2010
验收项目
设计要求及 规范规定
最小/实际 抽样数量
检查记录
检查 结果
主 控 项 目
1 材料的品种、规格、性能
第4.2.1条
/
2 材料抽样复验
项目专业质量检查员:
年
月
日
监理单位 验收结论
同意验收
监理单位 验收结论
同意验收
专业监理工程师:
年
ห้องสมุดไป่ตู้
月
日
铝合金材料检验批质量验收记录
02060301 001 单位(子单位) 工程名称 浙江资料软件销 分部(子分部) 主体结构分部售:15824421188 工程名称 铝合金结构子分部 铝合金零部件 加工分项
分项工程名称
施工单位
全套800
项目负责人
软件免费升级
检验批容量
分包单位
/
分包单位 项目负责人
/
检验批部位
第4.2.2条
/
1
铝合金板厚度及允许偏差 应符合其产品标准的要求
第4.2.3条
/
一 铝合金型材的规格尺寸及 般 2 允许偏差应符合其产品标 项 准的要求 目 3 铝合金材料的表面外观质量
第4.2.4条
/
第4.2.5条
/
施工单位 检查结果
专业工长:
主控项目全部合格,一般项目满足规 范规定要求;检查评定合格
【工程常用表格】合金零部件制孔检验批质量验收记录
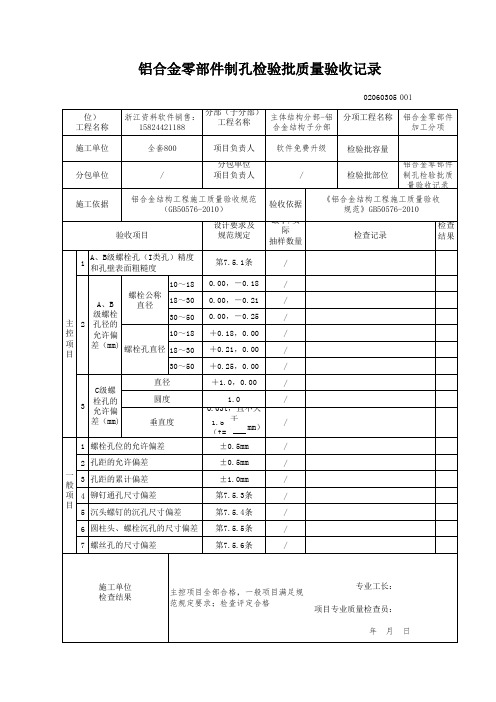
验收依据 最小/实 际 抽样数量 / / / / / / / / / / / / / / / / /
铝合金零部件 制孔检验批质 量验收记录 《铝合金结构工程施工质量验收 规范》GB50576-2010 检查记录 检查 结果
1
A、B级螺栓孔(I类孔)精度 和孔壁表面粗糙度 10~18 螺栓公称 18~30 直径 30~50
铝合金零部件制孔检验批质量验收记录
02060305 001 单位(子单 位) 工程名称 施工单位 分包单位 浙江资料软件销售: 分部(子分部) 主体结构分部-铝 工程名称 15824421188 合金结构子分部 全套800 / 项目负责人 分包单位 项目负责人 软件免费升级 / 分项据
铝合金结构工程施工质量验收规范 (GB50576-2010) 验收项目 设计要求及 规范规定 第7.5.1条 0.00,-0.18 0.00,-0.21 0.00,-0.25 +0.18,0.00 +0.21,0.00 +0.25,0.00 +1.0,0.00 1.0 0.03t,且不大于 垂直度 1.5(t= mm)
A、B 级螺栓 主 2 孔径的 10~18 控 允许偏 项 差(mm) 螺栓孔直径 18~30 目 30~50 C级螺 栓孔的 3 允许偏 差(mm) 直径 圆度
1 螺栓孔位的允许偏差 2 孔距的允许偏差 一 3 孔距的累计偏差 般 项 4 铆钉通孔尺寸偏差 目 5 沉头螺钉的沉孔尺寸偏差 6 圆柱头、螺栓沉孔的尺寸偏差 7 螺丝孔的尺寸偏差
±0.5mm ±0.5mm ±1.0mm 第7.5.3条 第7.5.4条 第7.5.5条 第7.5.6条
施工单位 检查结果
主控项目全部合格,一般项目满足规 范规定要求;检查评定合格
专业工长: 项目专业质量检查员: 年 月 日
铝合金材料检验批质量验收记录(最新版)

100% 100% 90%
施工单位 检查结果
主控项目全部合格,一般项目满足规 范规定要求;检查评定合格
专业工长: 项目专业质量检查员:
××× ×××
年月日
监理单位 验收结论
验收合格
专业监理工程师: ××× 年月日
单位(子单位) 工程名称
铝合金材料检验批质量验收记录
02060301 1
工程1
分部(子分部) 主体结构分部工程名称 铝合金结构子分部
分项工程名称
铝合金零部件 加工分项
施工单位
项目负责人
检验批容量
20批
分包单位 施工依据
/
分包单位 项目负责人
/
《铝合金结构工程施工工艺标准》 (GSQB12-13-2013)
第4.2.2条 全 / 20
共20处,全部检查,合格20处
√
1
铝合金板厚度及允许偏差 应符合其产品标准的要求
一 般 项 目
铝合金型材的规格尺寸及 2 允许偏差应符合其产品标
准的要求
3
铝合金材料的表面外观质 量
第4.2.3条 第4.2.4条 第4.2.5条
5/5 5/5 全 / 20
抽查5处,合格5处 抽查5处,合格5处 共20处,全部检查,合格18处
验收依据
验收项目
设计要求及 最小/实际 录(最新版)
《铝合金结构工程施工质量验收规范》 GB50576-2010
检查记录
检查 结果
主 1 材料的品种、规格、性能 第4.2.1条 全 / 20
共20处,全部检查,合格20处
√
控
项
目 2 材料抽样复验
铝合金构件预拼装检验批质量验收记录
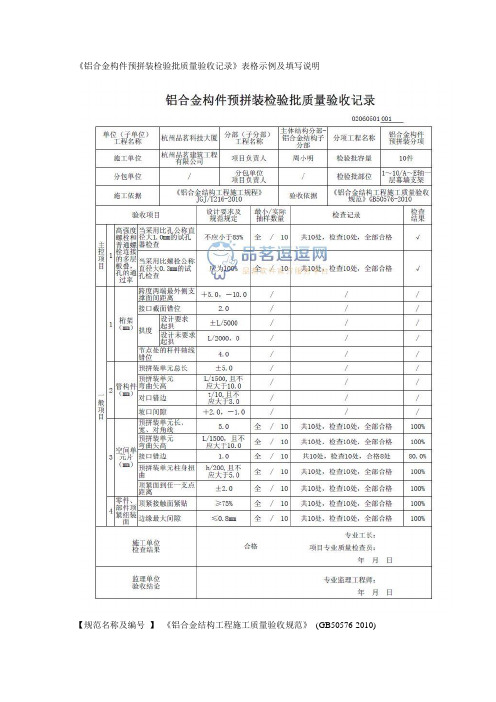
《铝合金构件预拼装检验批质量验收记录》表格示例及填写说明
【规范名称及编号】《铝合金结构工程施工质量验收规范》(GB50576-2010)
【条文摘录】
9.1 一般规定
9.1.1 本章适用于铝合金构件预拼装工程的质量验收。
9.1.2 铝合金构件预拼装工程应按铝合金结构制作工程检验批的划分原则划分为一个或若干个检验批。
9.1.3 预拼装所用的胎架、支承凳或平台应测量找平,检查时应拆除全部临时固定和拉紧装置。
9.1.4 进行预拼装的铝合金构件,其质量应符合设计要求和本规范合格质量标准的规定。
9.2 预拼装
主控项目
9.2.1 高强度螺栓和普通螺栓连接的多层板叠,应采用试孔器进行检查,并应符合下列规定:
1 当采用比孔公称直径大1.0mm的试孔器检查时,每组孔的通过率不应小于85%;
2 当采用比螺栓公称直径大0.3mm的试孔检查时,通过率应为100%。
检查数量:按预拼装单元全数检查。
检验方法:采用试孔器检查。
一般项目
9.2.2 预拼装的允许偏差应符合本规范表d的规定。
检查数量:按预拼装单元全数检查。
检验方法:见本规范表d。
9.2.3 零件、部件顶紧组装面,顶紧接触面不应少于75%紧贴,且边缘最大间隙不应大于0.8mm。
检查数量:按预拼装单元全数检查。
检验方法: 0.3mm塞尺检查,其塞入的面积应小于25%。
铝合金零部件边缘加工检验批质量验收记录通用表格
单位(子单位) 工程名称
工程1
02060303 1
分部(子分部) 工程名称
主体结构分部-铝合 金结构子分部
分项工程名称
铝合金零部件加工 分项
施工单位 分包单位
项目负责人
分包单位
/
项目负责人
施工依据
《铝合金结构工程施工工艺标准》 (GSQB12-13-2013)
√
1
零部件的宽度、长度
±1.0mm
一 般 项 目
2 3
边缘 加工边直线度 加工 允许 偏差 相邻两边夹角
L/3000, 且不
大于2.0mm
(L=
##
mm )
±6
5/5 5/5 5/5
4
加工面表面粗糙度
12.5
5/5
抽查5处,合格5处 抽查5处,合格5处 抽查5处,合格4处 抽查5处,合格5处
100% 100% 80% 100%
验收项目
设计要求及 规范规定
主控 项目
1
铝合金零部件,按设计要求需 要进行边缘加工
刨削量不应 小于1.0mm
/
验收依据 最小/实际 抽样数量
/
检验批容量
44件
检验批部位
铝合金零部件边缘 加工检验批质量验 收记录(最新版)
《铝合金结构工程施工质量验收 规范》GB50576-2010
检查记录
检查 结果
铝合金部件边缘加工符合要求
施工单位 检查结果
主控项目全部合格,一般项目满足规 范规定要求;检查评定合格
专பைடு நூலகம்工长: 项目专业质量检查员:
××× ×××
年月日
监理单位 验收结论
铝合金零部件边缘加工检验批质量验收记录
1-5/A-E轴铝合金 结构
分包单位
XXX
分包项目经理
XXXLeabharlann 施工依据XXXXXX工程铝合金结构施工方案
验收依据
《铝合金结构工程施工质量 验收规范》GB50576-2010
验收项目
设计要求及 规范规定
样品 总数
最小/实际 抽样数量
检查记录
检查 结果
主
控 项 目
1
铝合金零部件,按设计要求需 要进行边缘加工
刨削量不应 小于1.0mm
全/ 全
/
检查合格,报告编号
合格
1
一 般2 项 目
3
4
零部件的宽度、长 度
边缘 加工 允许 偏差
加工边直线度 相邻两边夹角
加工面表面粗糙度
±1.0mm 20件 3 / 3
L/3000, 且不
大于2.0mm 20件 3 / 3
(L=
mm)
±6′ 12.5
20件 3 / 3 20件 3 / 3
(2)规范摘要 以下内容摘自《铝合金结构工程施工质量验收规范》 GB50576-2010 7.3 边 缘 加 工 I 主控项目 7.3.1 铝合金零部件,按设计要求需要进行边缘加工时,其刨削量不应小于1.0mm。 检查数量:全数检查。 检验方法:检查工艺报告和施工纪录。 Ⅱ 一般项目 7.3.2 边缘加工允许偏差应符合表7.3.2的规定。 检查数量:按加工面数抽查10%,且不应少于3件。 检验方法:观察检查和实测检查。
抽查3件,全部合格 抽查3件,全部合格 抽查3件,全部合格 抽查3件,全部合格
100% 100% 100% 100%
验收记事
施工 单位 检查 结果
施工员: 质量员:
铝合金零部件边缘加工检验批质量验收记录(主体结构-铝合金结构)
3
相邻两边夹角
L/3000, 且不 大于2.0mm
3/3
(L=
mm)
±6′
3/3
抽查3处,合格3处 抽查3处,合格3处 抽查3处,合格3处
100% 100% 100%
4
加工面表面粗糙度
3/3
抽查3处,合格3处
100%
施工单位 检查结果
监理单位 验收结论
主控项目全部合格,一般项目满 足规范规定要求
铝合金零部件边缘加工检验批质量验收记录
单位(子单位) 工程名称
分部(子分部) 工程名称
02060303 001
主体结构/铝合金 结构
分项工程名称
铝合金零部件加工
施工单位
项目负责人
检验批容量
30件
分包单位
/
分包单位项目 负责人支架
施工依据
《铝合金结构工程施工规程》 JGJ/T216-2010
专业工长:
项目专业质量检查 员:
年月日
验收合格
专业监理工程师: 年月日
验收依据
《铝合金结构工程施工质量验收 规范》GB50576-2010
验收项目
主
控
项 目
1
铝合金零部件,按设计要 求需要进行边缘加工
设计要求及 规范规定
刨削量不应 小于1.0mm
最小/实际 抽样数量
/
检查记录 试验合格,报告编号
检查结果 √
1
零部件的宽度、长 度
±1.0mm
3/3
2
一 般 项 目
加工边直线度
铝合金面板制作检验批质量验收记录
铝合金面板制作检验批质量验收记录一、项目背景为了确保铝合金面板的制造质量,本单位在生产过程中需要进行检验批的质量验收。
本次检验批由五个工序构成,包括材料采购、铝合金加工、表面处理、涂装和包装等。
本记录旨在对每个工序进行详细的质量验收,以确保整个生产过程的质量稳定和一致性。
1.材料采购-验收标准:材料应符合国家标准及生产要求,外观无明显瑕疵,尺寸精准。
-检验内容:外观、尺寸、材料标识、化学成分等。
-检验结果:经过检验,所有采购的铝合金材料均符合标准要求,无明显瑕疵。
2.铝合金加工-验收标准:加工工艺符合要求,尺寸精准,表面光滑,无毛刺。
-检验内容:尺寸、表面光滑度、表面无毛刺等。
-检验结果:经过检验,铝合金材料经过加工后,尺寸精准,表面光滑,无毛刺。
3.表面处理-验收标准:表面处理工艺符合要求,表面无氧化斑点、划痕等。
-检验内容:表面质量、氧化斑点、划痕等。
-检验结果:经过检验,表面处理工艺符合要求,表面无氧化斑点、划痕等。
4.涂装-验收标准:涂装工艺符合要求,涂层均匀一致,无气泡、剥落等。
-检验内容:涂层均匀度、气泡、剥落等。
-检验结果:经过检验,涂装工艺符合要求,涂层均匀一致,无气泡、剥落等。
5.包装-验收标准:包装符合运输要求,产品不易受到外力损坏。
-检验内容:包装完整性、产品保护性等。
-检验结果:经过检验,包装完整性良好,产品受到较好的保护。
三、质量验收结论本次铝合金面板制作检验批的各个工序均符合验收标准,并未出现明显的质量问题。
在材料采购、铝合金加工、表面处理、涂装和包装等环节均有专门负责的人员进行检验和监控,确保了每个工序的质量稳定和一致性。
根据以上质量验收记录,本单位对本次铝合金面板制作检验批表示满意,通过质量验收。
同时,我们将建议在制造过程中进一步强化质量控制,确保产品质量的稳定和持续改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/
施工单位 检查结果 专业工长: 项目专业质量检查员: 年 月 日
监理(建设) 单位验收结论 专业监理工程师: (建设单位项目专业技术
检验批部位 《铝合金结构工程施工质量 验收规范》GB50576-2010 检查记录 检查 结果
施工依据
验收项目 两端铣平时构件长 度 两端铣平时零件长 主 端 度 控 部 1 项 铣 铣平面的平面度 目 平 铣平面对轴线的垂 直度 一 般 安装焊缝 1 项 坡口 目 坡口角度 钝边
甬统表C02-50-2
铝合金构件端部铣平及安装焊缝坡口检验批质量验收记录
02060403 单位(子单位) 工程名称 分部(子分部) 工程名称 施工单位 主体结构分部-铝合金结构子分部 分项工程名称 铝合金构件组装分项
项目负责人 分包单位 项目负责人 验收依据 设计要求及 规范规定 ±1.0 ±0.5 0.3 L/1500 (L= mm ±5° ±0.5mm / / 最小/实际 抽样数量 / / /