点焊焊接规范参数表.
焊接质量检验规范标准(配大量图片)

焊接质量检验标准品质部门 2015.4.11.目的通过正确定义焊接质量的检验标准,保证员工在焊接、检验过程中制造出合格的产品。
2.范围适用于焊接车间。
3.工作程序焊接质量标准根据生产制造现场工艺实际情况,可采用边界样本目视化来清楚地分辨出焊接质量是否符合要求。
3.1电阻点焊焊点不合格质量的界定和CO2气体保护焊焊点、焊缝不合格质量的界定。
3.1.1以下8 种电阻焊点被认为是不可接受的,界定为不合格质量:3.1.1.1虚焊(无熔核或者熔核的尺寸小于4mm)焊点,代号为L。
(一)焊接不良术语(二)焊接专业术语1.极性:直流电弧焊或电弧切割时,焊件与焊接电源输出端正、负极的接法称为极性。
极性分正极性和反极性两种。
焊件接电源输出端的正极,电极接电源输出端的负极的接法为正极性(常表示为DCSP)。
反之,焊件接电源输出端的负极,电极接电源输出端的正极的接法为反极性(常表示为DCRP)。
2.焊接电流:为向焊接提供足够的热量而流过的电流。
3.电弧电压:指电弧部的电压,与电弧长大致成比例地增加,一般电压表所示电压值包括电弧电压及焊丝伸出部,焊接电缆部的电压下降值。
4.弧长:弧部长度5.弧坑:在焊缝终点产生的凹坑6.气孔:熔敷金属里有气产生空洞7.飞溅:焊接时未形成熔融金属而飞出来的金属小颗粒8.焊渣:焊后覆盖在焊缝表面上的固态熔渣9.熔渣:包覆在熔融金属表面的玻璃质非金属物10.咬边:由于焊缝两端的母材过烧,致使熔融金属未能填满,形成槽状凹坑。
11.熔深:母材熔化部的最深位与母材表面之间的距离12.熔池:因焊弧热而熔化成池状的母材部分13.熔化速度:单位时间里熔敷金属的重量14.熔敷率:有效附着在焊接部的金属重量占熔融焊条、焊丝重量的比例15.未熔合:对焊底部的熔深不良部,或第一层等里面未融合部16.余高:鼓出母材表面的部分或角焊末端连接线以上部分的熔敷金属17.坡口角度:母材边缘加工面的角度18.预热:为防止急热,焊接前先对母材预热19.后热:为防止急冷进行焊后加热20.平焊:从接头上面焊接21.横焊:从接头一侧开始焊接22.立焊:沿接头由上而下或由下而上焊接23.仰焊:从接头下面焊接24.垫板:为防止熔融金属落下,在焊接接头下面放上金属、石棉等支撑物。
焊接工艺规范

为了满足公司技术工人岗位培训的需要,不断提高技术工人的理论技术水平和实际操作技能,现结合本公司的实际情况,特制定以下焊接工艺规范。
第一章 CO2气体保护焊工艺规范一、设备1 二氧化碳保护焊机:YD-200KR YD-350KR YD-500KR二、辅助材料1 二氧化碳气体:纯度要求在99.5%以上;2 焊丝:H08Mn2SiA(JQ.MG50-6),直径φ0.8,φ1.2;H08MnSiCrNiCu(耐候钢),直径φ0.8,φ1.23 喷嘴:金属或瓷质喷嘴,喷嘴的孔径常用为φ12;4 导电嘴:铬铜或铬镐铜等制造,孔径D=d+(0.1~0.3)mm,d---焊丝直径。
注:焊接填充材料必须与所焊母材材质相符。
三、焊接工艺1 工件的表面清理;a 清理油污,油污使焊接产生困难,因此工件应用棉纱擦净油污;b 铁锈较多时,需要进行表面打磨除锈或酸洗除锈。
焊工操作前需根据以上规范确定焊接电流,电弧电压,气体流量等参数,工作中需经常检查,每两小时检查一次,并作好记录,对板厚大于8mm的对接焊缝,需采用开坡口焊接。
3 操作技术a 焊机接成反极性,即工件接负极,焊机接正极;b 二氧化碳保护焊可以进行全位置焊接(平焊、立焊、横焊、仰焊);c 焊丝伸出长度:直径为1.2mm以下的细焊丝伸出长度为10mm;d 焊接厚度为2mm以下的工件时,焊枪不作摆动;e 起弧时要特别防止未焊合及烧穿;f 收弧时要填满弧坑,不要立即移走焊枪;a 、焊工操作前必须根据以上规范设定焊接电流及氩气流量值,工作中须经常检查,通常每两小时检查一次,并作好记录。
3、喷嘴:瓷质喷嘴,喷嘴的孔径影响到氩气的保护区大小,要求备有内径为φ8-φ18的全套喷嘴。
三、焊接工艺1、工件的表面清理 b 、氧化物,氧化物熔点较高,使焊接产生困难。
因此焊前必须清除,可采用机械清理及化学处理方法。
4、氩气瓶:耐压25Mpa 。
二、辅助材料1、氩气:氩气的纯度要求在99.9%以上;2、钨丝:铈钨丝Wc20。
焊接检验工艺规范
焊接工艺规范1.目的确定焊接件焊接时的工艺守则,确定检验作业条件,明确检验方法,建立判定标准,以确保产品品质。
2.适用范围本规范本规程适用于公司通用产品的焊接指导与检验;当本规范与工艺文件和图纸冲突时,以工艺文件和图纸为准。
3.引用标准GB/T706-2008 《热轧型钢》GB/T1800.3 《标准公差数值》GB10854-89 《钢结构焊缝外形尺寸》GB/T 2828 《逐批检查计效抽样程序及抽样表》GB/T19804-2005 《焊接结构的一般尺寸公差和行为公差》GB/T12469-90 《焊接质量保证钢熔化焊接头的要求和缺陷分级》GB/T709-2006 《热轧钢板和钢带的尺寸、外形、重量及允许偏差》4.工艺要求4.1 点焊接头的最小搭边宽度和焊点的最小点距点焊接头的最小搭边宽度最小搭边宽度b=4δ+8 (δ取最大值)b —搭边宽度 mmδ—材料厚度 mm表1 点焊接头的最小搭边宽度和焊点的最小点距单位:mm 项目参数值最薄板件厚度0.5 0.8 1.0 1.2 1.5 2.0 2.3 3.2 单排焊点最小搭边宽度11 11 12 14 16 18 20 22 双排焊点最小搭边宽度22 22 24 28 32 36 40 42 焊点的最小点距9 12 18 20 27 35 40 504.2 点焊焊接工艺规范表2 点焊焊接工艺规范板厚mm 电极工作表面直径 mm最佳规范中等规范焊接时间周电极压力 KN焊接电流 KA焊接时间周电极压力 KN焊接电流 KA0.5 4.3~5.3 5 1.35 6.0 9 0.90 5.00.8 4.5~5.3 7 1.90 7.8 13 1.25 6.51.0 5.5~6.0 82.25 8.8 17 1.50 7.2 1.2 5.8~6.2 10 2.70 9.8 19 1.75 7.71.5 6.0~7.0 13 3.60 11.5 202.40 9.12.0 7.0~8.0 17 4.70 13.3 30 3.00 10.33.2 8.0~10.0 27 8.20 17.4 50 5.00 12.9 注 1:首先选用最佳规范,然后再考虑试选中等规范。
点焊参数
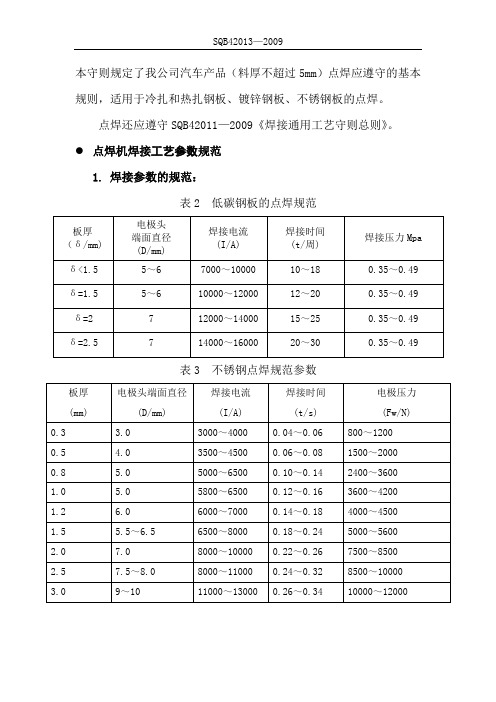
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
汽车焊接技术标准(点焊)
汽车焊接技术标准(点焊)前言目的:本标准吸收了国外及国内汽车行业的技术标准而制订,为规范本公司在汽车产品设计、试制中焊接(点焊)的技术要求和质量。
非汽车产品的焊接(点焊)等效执行。
内容:1. 本标准的适用范围;2. 点焊接头设计原则;3. 焊点质量标准;4. 焊点质量的检验方法;5. 焊点接头的质量等级;1.适用范围1.1本标准是**公司负责确立或认可的汽车产品设计提供电阻点焊的焊接技术标准。
除非在焊接图纸上有特定的注释,确立不同的焊接要求,任何与本标准以外的特例,必须征得工艺人员同意。
1.2本标准适用于厚度6mm以下的低碳钢板(08、08AL、10、20、A2、A3等)、低合金高强度钢板(16Mn、09S iV)、含磷钢板(镀锌板、镀铝板、镀铅板等)的点焊。
1.3本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工艺技术文件中规定。
1.4本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计或旧图纸换版时均符合本标准。
1.5 点焊种类:基本两种类型,结构点焊和工艺点焊。
1.5.1 结构点焊结构点焊是为了达到产品性能而设计的,所有点焊均为结构点焊,除非焊接图纸上特别注明工艺焊缝(点)。
所有的结构点焊应符合结构式样。
1.5.2 工艺点焊工艺点焊是为了简化(在线)工艺装配,但在工艺焊缝(点)的产品结构性能不作要求。
工艺点焊必须接受产品设计部门的认可,并在焊接图纸中注明。
2.点焊接头设计原则2.1点焊接头应为敞开式以利于焊接工具的接近。
如果设计为半敞开式或封闭式须和工艺人员洽商。
(见图1)2. 2点焊零件的板材的层数一般为2层,不超过3层。
2. 3点焊接头各层板材的厚度比不超过2,否则应征得工艺人员同意。
敞开式半敞开式封闭式图 1 点焊接头型式2. 4原则上板材表面不得有任何涂复层(油漆、磷化膜、密封胶),如有特殊需要,设计和工艺双方协商确定。
2. 5 板厚t、焊点直径d、设计时可选取的最小焊点直径dmin,焊点间的最小距离e及焊点到零件边缘的最小距离f见图2-1、2-2和表1。
焊接工艺规范及焊接通用工艺参数
焊接工艺规范1 范围本规范规定了焊接(手工电弧焊)工艺的技术要求。
本规范适用于本公司火力发电厂用涉压碳钢制水处理环保设备(容器)产品的焊接。
2 规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GB 9448-1999 焊接与切割安全3 焊工3.1 焊工必须经专门的理论学习和实际操作培训,经考试合格和主管部门的同意,方可担任合格证中指定项目的焊接工作。
3.2 具有合格证书的焊工,一般每两年应重新考核一次。
对中断焊接工作六个月以上者,必须重新考核。
3.3焊工在施焊前应认真熟悉图纸和焊接工艺。
3.4核查待焊焊缝坡口的装配质量和组对要求,对不符合装配质量和组对要求的焊缝应拒焊,并向有关部门反映。
3.5进行焊缝质量的自检,做好自检记录、焊缝标记或焊缝跟踪记录等工作。
4 焊接设备4.1 应根据焊接施工时需用的焊接电流和实际负载持续率,选用焊机。
4.2 每台焊接设备都应有接地装置,并可靠接地。
4.3 焊接设备应处于正常工作状态,安全可靠,仪表应检定合格。
5 焊接材料5.1 焊接材料(焊条)应为进货验收合格品。
对材质有怀疑时,应进行复验,合格后才能使用。
5.2 焊接材料的选用按附录A的规定。
5.3 焊前应根据焊条使用说明的规定对焊条进行必要的烘干处理。
5.4 烘干后的焊条应放入100℃~150℃的保温箱(筒)内,随用随取。
重新烘干次数不应超过三次。
6 焊前准备6.1 坡口加工材料为碳素钢的坡口可采用冷加工或热加工方法制备。
6.2 焊接坡口应符合图样规定。
6.3 焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷。
6.4 焊前应将坡口表面及两侧的水、氧化物、油污、锈、熔渣等杂质清除干净。
清理范围为:对接焊缝坡口表面及两侧(距坡口边20mm宽度范围内);角焊缝焊脚尺寸K + 10mm~20mm。
点焊焊接规范参数表.
$[初始化签字] $[审核 ] 标准化:$[标准化 ] 会签:$[ 东区工艺] $[批准 ] $[初始化签字.AppDate] $[审核 .AppDate] $[标准化 .AppDate] $[东区工艺.AppDate] $[批准 .AppDate]2021 年 8月共12页产品型号工段名称左侧围7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第1页序号工位名称1 左侧围总成一2 左侧围总成一3 左侧围总成一4 左侧围总成一5 左侧围总成一6 左侧围总成一7 左侧围总成一8 左侧围总成一9 左侧围总成一10 左侧围总成一11 左侧围总成一12 左侧围总成一13 左侧围总成二15 左侧围总成二16 左侧围总成二焊接参数〔允差±10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)C-010L 282042 ZPF36-C30-2610 1、 3 10C-010L 282043 X40-Z3221A 2、 4 10C-010L 282043 X34-Z11828 1、 3 10C-010L 282044 X30-Z2408 2、 4 10C-010L 282044 C30-ZA2207 1、 3 10C-010L 282049 X30-Z2408 2、 4 15C-010L 282049 C30-ZA2207 1、 3 15C-010L 282050 C30-ZA2207 1、 3 15C-010L 282050 X30-Z2513B 1、 3 15C-010L 282051 C30-Z2525C 2、 4 15C-010L 282052 X35-5526A 2、 4 10C-010L 282052 X30-Z2513B 1、 3 15C-010L 282045 X35-Z8025 2、 4 8C-010L 282046 C30-ZA2207 2、 4 15C-010L 282047 C30-ZA2210 2、 4 15编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称左侧围、右侧围7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第2页序号工位名称17 左侧围总成二18 左侧围总成二19 右侧围总成一20 右侧围总成一21 右侧围总成一22 右侧围总成一23 右侧围总成一24 右侧围总成一25 右侧围总成一26 右侧围总成一27 右侧围总成一28 右侧围总成一29 右侧围总成二30 右侧围总成二31 右侧围总成二焊接参数〔允差±10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)C-010L 282047 X30-Z5515A 1、 3 15C-010L 282048 C30-ZA2207 2、 4 15C-010R 282058 X30-Z2408 1、 3 10C-010R 282058 C30-ZA2207 2、 4 10C-010R 282060 X35-Z8025 1、 3 10C-010R 282061 ZPF36-C30-2610 2、 4 10C-010R 282056 X30-Z2513D 1、 3 10C-010R 282056 X35-5526A 2、 4 10C-010R 282057 C30-Z2525C 2、 4 8C-010R 282057 C30-ZA2207 2、 4 10C-010R 282059 X30-Z2408 1、 3 10C-010R 282059 C30-ZA2207 1、 3 10C-010R 282055 C30-ZA2207 1、 3 10C-010R 282054 C30-ZA2210 2、 4 10C-010R 282056 X30-Z5515A 1、 3 10编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称右侧围、前车架7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第3页序号工位名称32 右侧围总成二33 前车架总成一34 前车架总成一35 前车架总成一36 前车架总成一37 前车架总成二38 前车架总成二39 前车架总成二40 前车架总成二41 前车架总成二42 前车架总成二43 后车架总成一44 后车架总成一45 后车架总成一46 后车架总成一工位号焊机编号焊钳型号C-010R 282057 C30-ZA2207A-019 212141 C30-3617A-019 212141 X30-1707A-019 212144 C40-3110A-019 212144 X30-1707A-020 212145 C40-3110A-020 212143 X30-1707A-020 212143 X40-3205ELA-020 212147 C40-3110A-020 212146 X30-1707A-020 212146 X40-3205ERA-001 222103 C35-4323A-001 222101 X30-3005TA-001 222104 C35-4323A-001 222101 C35-3303T焊接参数〔允差±10%〕焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)1、 3 101、 313 162、 4 13 161、 3 11 122、 413 161、 3 121、 3 13 3 162、 4 12 3 141、 3 3 121、 3 13 3 162、 4 12 3 141、 311 121、 3 11 3 121、 3 11 121、 3 11 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称后车架、下车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第4页序号工位名称47 后车架总成一48 后车架总成一49 后车架总成二50 后车架总成二51 后车架总成二52 后车架总成二53 前地板54 前地板55 前地板56 前地板57下车身总成〔一〕58下车身总成〔一〕59下车身总成〔一〕60下车身总成〔一〕61下车身总成〔一〕工位号焊机编号A-001222102A-001222102A-002222105A-002222106A-002222105A-002222106B-032232130B-032232130B-032232128B-032232128B-001232101B-001232101B-001232102B-001232102B-001232103焊钳型号C35-3303TX30-3005TX30-2805ERX30-2805ERX30-2805ELX30-2805ELC30-3526AX25-5018AX25-5018AC25-2515BPTI-ZMF45-X40-3012PTI-ZMF45-C35-3210PTI-ZMF45-X40-3012PTI-ZMF45-C35-3210X25-6013焊接参数〔允差±10%〕焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)1、 3 11 3 122、 411 3 121、 3 11 301、 3 11 5 282、 410 282、 4 11 5 281、 3 9 92、 4 2 91、 3 2 92、 4 9 91、 3 12 5 222、 48 5 211、 3 12 5 222、 4 8 5 211、 3 11 14编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称下车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第5页序号工位名称62下车身总成〔一〕63下车身总成〔一〕64下车身总成〔一〕65下车身总成〔一〕66下车身总成〔一〕67 后地板总成68 后地板总成69 后地板总成70 后地板总成71 后地板总成72 后地板总成73车身下部焊接总成74车身下部焊接总成75车身下部焊接总成76车身下部焊接总成焊接参数〔允差± 10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)B-001 232103 C30-5516A 2、 4 11 12B-001 232104 X25-6013 1、 3 14B-001 232104 C30-5516A 2、 4 11 12B-001 232105 一体化1、 3 12 3 15B-001 232106 一体化1、 3 12 3 15A-035 232152 X25-10024 1、 3 9 2 9A-035 232153 X25-10024 1、 3 9 2 9A-035 232150 C30-5144 1、 3 9A-035 232150 X25-3315 2、 4 9A-035 232151 X25-3315 1、 3 9A-035 232151 C30-5144 2、 4 9UB-020 282021 C30-2505 1、 3 12UB-020 282021 X30-4010 1、 3 12UB-020 282021 X33-Z9550 1、 3 12UB-020 282021 C45-4532C 1、 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第6页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)77 车身下部焊接总成UB-020 282021 C30-2505 1、 3 1278 车身下部焊接总成UB-020 282021 X30-4010 1、 3 11 1279 车身下部焊接总成UB-020 282021 X33-Z9550 1、 3 1880 车身下部焊接总成UB-020 282021 C45-4532C 1、 3 1281 车身下部焊接分总成UB-010 282021 X30-Z10015 1、 3 1282 车身下部焊接分总成UB-010 282021 C35-Z2808T 1、 3 1083 车身下部焊接分总成UB-010 282021 X55-2706T 1、 3 1484 车身下部焊接分总成UB-010 282021 X38-3208TL 2、 4 1285 车身下部焊接分总成UB-010 282021 X30-Z9556 1、 3 1286 车身下部焊接分总成UB-010 282021 C30-4532B 2、 4 10 1287 车身下部焊接分总成UB-010 282007 X30-Z10015 1、 3 1488 车身下部焊接分总成UB-010 282007 C35-Z2808T 2、 4 1289 车身下部焊接分总成UB-010 282006 X55-2706T 1、 3 1490 车身下部焊接分总成UB-010 282006 X38-3208TL 2、 4 1291 车身下部焊接分总成UB-010 282005 X30-Z9556 1、 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性A共11页第7页焊接参数〔允差±10%〕序号工位名称工位号焊机编号92 车身下部焊接分总成UB-010 28200593 车身下部焊接分总成UB-010 28202194 右前第四边梁总成MF-000 28200295 中车架分总成MF-010 28200196 中车架分总成MF-010 28200297 中车架总成MF-020 28200198 中车架总成MF-020 28200199 左中下裙板总成B-036 282003 100 左中下裙板总成B-036 282004 101 右中下裙板总成B-037 282003 102 右中下裙板总成B-037 282004 103 主车身总成一ZCS-040 282030 104 主车身总成一ZCS-040 282029 105 主车身总成一ZCS-040 282026 106 主车身总成一ZCS-040 282028焊钳型号C30-4532BPYF36-X30-4110X45-2004C45-ZA2313X45-2004C45-ZA2313X35-ZA2021BX30-Z6520C30-Z2516FX30-Z6520C30-Z2516FPTI-ZPF36-C30-2526APTI-ZPF36-C30-2825APTI-ZPF44-C35-2404PTI-ZPF36-X30-4125程序2、 41、 31、 31、 31、 31、 31、 31、 31、 32、 42、 41、 31、 31、 31、 3焊接电流电极压力焊机周波备注I 〔KA〕(kN) (CY)121011 104 14141414999910101010编制(日期)审核〔日期〕标准化(日期)会签(日期)$[初始化签字 ]$[审核 ]$[标准化 ]$[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第8页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)107 主车身总成一ZCS-040 282027 PTI-ZPF44-X40-4127 1、 3 3 10108 主车身总成一ZCS-040 282025 X30-Z3010 1、 3 8109 主车身总成一ZCS-040 282031 X30-Z4010 1、 3 8110 主车身总成一 ( 傀儡焊 ) ZCS-040 282025 X30-Z3010 1、 3 8 左侧 0018 左侧 0028 左侧 0038 左侧 0048 左侧 0058 右侧 0018 右侧 0028 右侧 0038 右侧 0048 右侧 005 111 主车身总成一 ( 傀儡焊 ) ZCS-040 282031 X30-Z4010 1、 3 8 左侧 0068 左侧 007编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第9页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)8 左侧 0088 左侧 0098 左侧 0108 左侧 0118 左侧 012右舵8 左侧 0138 左侧 0158 左侧 0168 右侧 0068 右侧 0078 右侧 0088 右侧 0098 右侧 0118 右侧 0128 右侧 013编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第10页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)8 右侧 0148 右侧 0158 右侧 016 112 主车身总成二ZCS-041 282035 PTI-ZPF36-C30-2503 1、 3 10113 主车身总成二ZCS-041 282040 PTI-ZPF44-C35-2503 1、 3 10114 主车身总成二ZCS-041 282032 PTI-ZPF36-C30-2918 1、 3 10115 主车身总成二ZCS-041 282037 PTI-ZPF44-C30-3323 1、 3 10116 主车身总成二ZCS-041 282036 X35-2007 1、 3 10117 主车身总成二ZCS-041 282036 C30-2518D 2、 4 10118 主车身总成二ZCS-041 282033 C30-2813T 1、 3 8119 主车身总成二ZCS-041 282041 X35-2007 1、 3 10120 主车身总成二ZCS-041 282041 C30-2518D 2、 4 10121 主车身总成二ZCS-041 282038 C30-2813T 1、 3 8122 顶盖总成ZCS-042 282024 C30-3025E 1、 3 8123 顶盖总成ZCS-042 282024 X27-Z9030 1、 3 10编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称主车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第 11页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)124 顶盖总成ZCS-042 282023 C30-3025E 1、 3 9125 顶盖总成ZCS-042 282021 C30-3025E 1、 3 9126 顶盖总成ZCS-042 282022 C30-3025E 1、 3 9127 顶盖总成ZCS-042 282022 X27-Z9030 2、 4 10128 顶盖第五、十横梁总成RFS01 282021 C30-ZA1820 9编制(日期)审核〔日期〕标准化(日期)会签(日期)$[初始化签字 ]$[审核 ]$[标准化 ]$[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]。
钢筋焊接规范
钢筋焊接规范第一节一般规定第3.1.1条本规程包括钢筋电阻点焊、闪光对焊、电弧焊、电渣压力焊和埋弧压力焊五种焊接方法,其适用范围见表3.1.1。
焊接方法适用范围表3.1.1注:①5号钢钢筋的焊接同Ⅱ级钢筋;50/75公斤级钢筋的焊接同Ⅳ级钢筋;②电阻点焊时,适用范围的钢筋直径系指较小钢筋的直径。
采用其他焊接方法或其他品种、规格钢筋时,应经鉴定或试验合格后,方可使用。
第3.1.2条冷拉钢筋的焊接应在冷拉之前进行。
冷拉过程中,如在焊接的接头处发生断裂时,可在切除热影响区(每边长度按0.75钢筋直径计算)后,再焊再拉。
其冷拉工艺与要求应符合《钢筋混凝土工程施工及验收规范》GBJ204-83的规定。
经过冷拉之后的钢筋,如需要进行焊接,按第3.1.1条的规定进行,并按冷拉之前热轧钢的标准强度使用。
第3.1.3条在工程开工或每批钢筋正式焊接之前,必须进行现场条件下钢筋焊接性能试验。
合格后,方可正式生产。
各种焊接方法的试件数量及质量要求,可参照第5.0.5条表5.0.5中的关规定执行。
第3.1.4条钢筋焊接生产之前,必须清除钢筋、钢丝或钢板焊接部位的铁锈、熔渣、油污等;钢筋端部的扭曲、弯折应予以矫直或切除。
第3.1.5条进行钢筋电阻点焊、闪光对焊、电渣压力焊或埋弧压力焊时,班前应试焊两个接头。
经外观检查合格后,方可按选定的焊接参数进行生产。
第3.1.6条在点焊机、对焊机、电渣压力焊机或埋弧压力焊机的电源开关箱内装设电压表,以便观察电压波动情况。
电阻点焊或闪光对焊时,如电源电压降大于5%,应适当提高变压器级数;如电源电压降达到8%时,停止焊接。
电渣压力焊或埋弧压力焊时,如电源电压降大于5%,则不宜进行焊接。
第3.1.7条焊接经常维护保养和定期检修,确保正常使用。
常用焊机的技术数据见附录三。
第二节钢筋电阻点焊第3.2.1条钢筋混凝土结构中的焊接骨架和焊接网片,宜采用电阻点焊制作。
第3.2.2条焊接骨架和焊接网片的焊点应符合设计要求。
低碳钢点焊焊接参数
6
5
9000
27000
14500
1.2
16
75
3432
7355
3
7
5
10000
29500
16500
1.6
16
150
4413
9316
3
10
6
11500
35000
20500
2.0
20
150
5492
11180
3
12
7
13000
40000
25000
2.5
20
150
7159
15102
4
16
8
15500
47000
2.0
Ø8.0
36
3000
10.3
7.6
13700
3.2
Ø9.2
60
5000
12.9
9.9
28500
一般参数
0.5
Ø4.8
24
450
4
3.6
1750
0.8
Ø4.8
30
600
5
4.6
3550
1.0
Ø6.4
36
750
5.6
5.3
5300
1.2
Ø6.4
40
850
6.1
5.5
6500
2.0
Ø8.0
64
1500
31000
3.0
20
150
10689
21378
5
19
10
17500
54000
40000
LF2
电阻点焊的主要技术参数.
电阻点焊的主要技术参数电阻点焊的焊接技术参数主要由焊接时间、焊接电极压力和焊接电流三项,可根据钢筋级别、直径及焊接性能等选定。
合理正确的参数值,要经过点焊过程中积累的经验来确定,不可生搬硬套。
1)焊接电流焊接电流是指点焊时电极通过钢筋的电流。
焊接电流的调节是通过电焊机变压器的分级转换开关的调节实现的,所以一般焊接电流这个参数由变压器级次的高低来反映,变压器级次高则焊接电流大,变压器级次低则焊接电流小。
焊接电流值的确定与钢筋直径的大小和通电时间长短有关,其间的函数关系可以表达为:焊接电流和焊接钢筋直径成正比,与通电时间成反比。
2)焊接时间点焊机的焊接时间由四部分组成:预压时间,通电时间,锻压时间,休息时间。
预压时间:即是钢筋放大电极之后,已加上电极压力,但尚未通上焊接电流的时间。
通电时间:为已通上焊接电流的时间。
锻压时间:是焊接电流切断后,电极压力持续至消失的时间。
休息时间:是指电极工作停歇间隔时间。
在上述四段时间中,通电时间是和焊接质量密切相关的,因此焊接参数主要是指通电时间。
不同情况点焊主要技术参数的关系前边已经叙述,如采用DN-75型点焊机,钢筋直径、变压器级数、通电时间之间的关系见表1。
表1 DN-75型点焊机焊接通电时间表 (单位:s)变压器级数较小钢筋直径(mm)3 4 5 6 8 10 12 141 0.03 0.10 0.122 0.05 0.06 0.073 0.22 0.70 1.504 0.20 0.60 1.25 2.59 4.006 0.50 1.00 2.00 3.507 0.40 0.75 1.50 3.008 0.50 1.20冷处理钢筋,则必须采用强参数。
3)电极压力电极压力是钢筋电焊时,从预压到锻压过程中最高的焊接压力。
在一定的焊接电流和通电时间的条件下,还必须确保适当的电极压力,只有这样,才能保证焊点质量。
而- 1 -电极压力主要和钢筋直径有关,焊接钢筋直径大,电极压力也大,它们成正比关系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
17
左侧围总成二
C-010L
282047
X30-Z5515A
1、3
7.6
2.4
15
18
左侧围总成二
C-010L
282048
C30-ZA2207
2、4
7.8
2.0
15
19
右侧围总成一
C-010R
282058
X30-Z2408
1、3
7.8
3.0
10
20
右侧围总成一
C-010R
282058
编制:$[初始化签字]审核:$[审核]标准化:$[标准化]会签:$[东区工艺]批准:$[批准]
$[初始化签字.AppDate]$[审核.AppDate]$[标准化.AppDate]$[东区工艺.AppDate]$[批准.AppDate]
2016年8月
共12页
点焊焊接规范参数表
产品型号
工段名称
左侧围
7830-01
2、4
8.0
3.0
15
7
左侧围总成一
C-010L
282049
C30-ZA2207
1、3
7.6
3.4
15
8
左侧围总成一
C-010L
282050
C30-ZA2207
1、3
7.6
2.2
15
9
左侧围总成一
C-010L
282050
X30-Z2513B
1、3
8.3
2.7
15
10
左侧围总成一
C-010L
282051
10
28
右侧围总成一
C-010R
282059
C30-ZA2207
1、3
8.0
2.2
10
29
右侧围总成二
C-010R
282055
C30-ZA2207
1、3
8.4
1.6
10
30
右侧围总成二
C-010R
282054
C30-ZA2210
2、4
8.6
1.7
10
31
右侧围总成二
C-010R
282056
X30-Z5515A
1、3
9.2
2.2
10
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
$[初始化签字]
$[初始化签字.AppDate]
$[审核]
$[审核.AppDate]
$[标准化]
$[标准化.AppDate]
$[东区工艺]
$[东区工艺.AppDate]
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
点焊焊接规范参数表
1、3
11
3.8
12
46
后车架总成一
A-001
222101
C35-3303T
C30-Z2525C
2、4
8.0
2.2
15
11
左侧围总成一
C-010L
282052
X35-5526A
2、4
8.7
2.6
10
12
左侧围总成一
C-010L
282052
X30-Z2513B
1、3
8.0
3.2
15
13
左侧围总成二
C-010L
282045
X35-Z8025
2、4
9.1
2.8
8
15
左侧围总成二
C-010L
C30-ZA2207
2、4
7.8
2.2
10
21
右侧围总成一
CБайду номын сангаас010R
282060
X35-Z8025
1、3
8.9
1.8
10
22
右侧围总成一
C-010R
282061
ZPF36-C30-2610
2、4
8.1
2.4
10
23
右侧围总成一
C-010R
282056
X30-Z2513D
1、3
9.0
1.8
10
24
右侧围总成一
2、4
9.0
2.6
10
3
左侧围总成一
C-010L
282043
X34-Z11828
1、3
9.0
2.8
10
4
左侧围总成一
C-010L
282044
X30-Z2408
2、4
9.1
2.6
10
5
左侧围总成一
C-010L
282044
C30-ZA2207
1、3
9.1
2.0
10
6
左侧围总成一
C-010L
282049
X30-Z2408
产品型号
工段名称
右侧围、前车架
7830-01
产品名称
轻型客车
过程特殊特性
A
共11页
第3页
序号
工位名称
工位号
焊机编号
焊钳型号
焊接参数(允差±10%)
备注
程序
焊接电流 I(KA)
电极压力 (kN)
焊机周波 (CY)
32
右侧围总成二
C-010R
282057
C30-ZA2207
1、3
9.0
1.2
10
33
前车架总成一
C-010R
282056
X35-5526A
2、4
9.0
2.2
10
25
右侧围总成一
C-010R
282057
C30-Z2525C
2、4
9.4
2.0
8
26
右侧围总成一
C-010R
282057
C30-ZA2207
2、4
9.2
3.2
10
27
右侧围总成一
C-010R
282059
X30-Z2408
1、3
8.4
2.2
A-019
212141
C30-3617
1、3
13
2.8
16
34
前车架总成一
A-019
212141
X30-1707
2、4
13
2.8
16
35
前车架总成一
A-019
212144
C40-3110
1、3
11
3.6
12
36
前车架总成一
A-019
212144
X30-1707
2、4
13
2.8
16
37
前车架总成二
A-020
产品名称
轻型客车
过程特殊特性
A
共11页
第1页
序号
工位名称
工位号
焊机编号
焊钳型号
焊接参数(允差±10%)
备注
程序
焊接电流 I(KA)
电极压力 (kN)
焊机周波 (CY)
1
左侧围总成一
C-010L
282042
ZPF36-C30-2610
1、3
8.7
1.6
10
2
左侧围总成一
C-010L
282043
X40-Z3221A
212145
C40-3110
1、3
11.5
3.2
12
38
前车架总成二
A-020
212143
X30-1707
1、3
13
3
16
39
前车架总成二
A-020
212143
X40-3205EL
2、4
12
3
14
40
前车架总成二
A-020
212147
C40-3110
1、3
11.5
3
12
41
前车架总成二
A-020
212146
282046
C30-ZA2207
2、4
7.8
2.8
15
16
左侧围总成二
C-010L
282047
C30-ZA2210
2、4
7.8
1.6
15
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
$[初始化签字]
$[初始化签字.AppDate]
$[审核]
$[审核.AppDate]
$[标准化]
$[标准化.AppDate]
$[东区工艺]
$[东区工艺.AppDate]
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
点焊焊接规范参数表
产品型号
工段名称
左侧围、右侧围
7830-01
产品名称
轻型客车
过程特殊特性
A
共11页
第2页
序号
工位名称
工位号
焊机编号
焊钳型号
焊接参数(允差±10%)
备注
程序
焊接电流 I(KA)
电极压力 (kN)
X30-1707
1、3
13
3
16
42
前车架总成二
A-020
212146
X40-3205ER
2、4
12