点焊机焊接参数表
点焊工艺及全参数
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
钣金件点焊参数标准(DOC)

钣金件点焊参数标准核准:审核:会签:制定:付强红发布日期:2011/07/06海宁红狮宝盛科技有限公司发布1.目的:规范点焊过程参数不确定性及标准的不明确性,同时规范和明确焊接的使用,判定及检测方法,保证公司产品的焊接质量,并加以规定,以便检查工作的顺利进行和实施2.范围:适用部门:技术、生产部焊接及公司其它涉及焊接的车间;公司所生产的所有需点焊产品,但是有特殊要求的产品除外适用客户:公司所生产的所有需点焊产品,如 BE,WINCOR 及其他客户,但是有特殊要求的产品除外.3.引用标准:1.BE PS-01-01_03 Welding焊接标准2.国内点焊标准3.国内点焊接检测方法4.点焊参数规格及标准电阻点焊(resistance spot welding),简称点焊。
是焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。
点焊是一种高速、经济的重要连接方法,适用于制造可以采用搭接、接头不要求气密、厚度小于3mm的冲压、轧制的薄板构件。
当然,它也可焊接厚度达6mm或更厚的金属构件,但这时其综合技术经济指标将不如某些熔焊方法。
如下为焊接参数规格及标准参考表:1.点焊通常采用搭接接头或折边接头(图1).接头可以由两个或两个以上等厚度或不等厚度、相同材料或不相同材料的零件组成,焊点数量可为单点或多点.在电极可达性良好的条件下,接头主要尺寸设计可参见表1、表2和表3。
图12.焊前工件表面清理点焊、凸焊和缝焊前,均需对焊件表面进行清理,以除掉表面脏物与氧化膜,获得小而均匀一致的接触电阻,这是避免电极粘结、喷溅、保证点焊质量和高生产率的主要前提.对于重要焊接结构和铝合金焊件等,尚需每批抽测施加一定电极压力下的两电极间总电阻R,以评定清理效果,一般情况下可由清理工艺保证。
清理方法可有二类:机械法清理,主要有喷砂、刷光、抛光及磨光等;化学清理用溶液参见表5,也可查阅相关熔焊资料。
DN系列点焊机使用说明
DN系列点焊机使用说明一.用途DN 系列点焊机广泛用于金属箱柜制造、建筑机械修造、汽车零部件、自行车零部件、异形标准件、工艺品、电子元器件、仪器仪表、电气开关、电缆制造、过滤器、消声器、金属包装、化工容器、丝网、网筐等金属制品行业。
DN 系列点焊机可对中低碳钢板、不同厚度的金属板材、园钢与园钢、小直径线材、钢板与工件及各种有色金属异形件进行高质量、高效率的焊接。
●DN系列点焊机可根据客户需要配备点凸焊微机控制器。
它能准确控制焊接工艺过程中的“压紧”、“焊接”、“维持”、“休止”四个程序时间,焊接时间可在 0.02S--4S 之间任意调整,本控制器工作稳定,不受人为因素的影响,从而保证了每个焊点的质量稳定,使同批工件各焊点质量完全一致。
(详见控制器使用说明书)。
二.使用方法1、焊接时应先调节电极杆的位置,使电极刚好压到焊件时,电极臂保持互相平行。
2、电流调节开关级数的选择可按焊件厚度与材质而选定。
通电后电源指示灯应亮,电极压力大小可调整弹簧压力螺母,改变其压缩程度而获得。
3、在完成上述调整后,可先接通冷却水后再接通电源准备焊接。
焊接过程的程序:焊件置于两电极之间,踩下脚踏板,并使上电极与焊件接触并加压,在继续压下脚踏板时,电源触头开关接通,于是变压器开始工作次级回路通电使焊件加热。
当焊接一定时间后松开脚踏板时电极上升,借弹簧的拉力先切断电源而后恢复原状,单点焊接过程即告结束。
4、焊件准备及装配:钢焊件焊前须清除一切脏物、油污、氧化皮及铁锈,对热轧钢,最好把焊接处先经过酸洗、喷砂或用砂轮清除氧化皮。
未经清理的焊件虽能进行点焊,但是严重地降低电极的使用寿命,同时降低点焊的生产效率和质量。
对于有薄镀层的中低碳钢可以直接施焊。
技术数据:5、用户在使用时可参考下列工艺数据:1、焊接时间:在焊接中低碳钢时,本焊机可利用强规范焊接法(瞬时通电)或弱规范焊接法(长时通电)。
在大量生产时应采用强规范焊接法,它能提高生产效率,减少电能消耗及减轻工件变形。
钣金件点焊参数标准

钣金件点焊参数标准核准:审核:会签:制定:付强红发布日期:2011/07/06海宁红狮宝盛科技有限公司发布1.目的:规点焊过程参数不确定性及标准的不明确性,同时规和明确焊接的使用,判定及检测方法,保证公司产品的焊接质量,并加以规定,以便检查工作的顺利进行和实施2.围:适用部门:技术、生产部焊接及公司其它涉及焊接的车间;公司所生产的所有需点焊产品,但是有特殊要求的产品除外适用客户:公司所生产的所有需点焊产品,如 BE,WINCOR 及其他客户,但是有特殊要求的产品除外.3.引用标准:1.BE PS-01-01_03 Welding焊接标准2.国点焊标准3.国点焊接检测方法4.点焊参数规格及标准电阻点焊(resistance spot welding),简称点焊。
是焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。
点焊是一种高速、经济的重要连接方法,适用于制造可以采用搭接、接头不要求气密、厚度小于3mm的冲压、轧制的薄板构件。
当然,它也可焊接厚度达6mm或更厚的金属构件,但这时其综合技术经济指标将不如某些熔焊方法。
如下为焊接参数规格及标准参考表:1.点焊通常采用搭接接头或折边接头(图1).接头可以由两个或两个以上等厚度或不等厚度、相同材料或不相同材料的零件组成,焊点数量可为单点或多点.在电极可达性良好的条件下,接头主要尺寸设计可参见表1、表2和表3。
图12.焊前工件表面清理点焊、凸焊和缝焊前,均需对焊件表面进行清理,以除掉表面脏物与氧化膜,获得小而均匀一致的接触电阻,这是避免电极粘结、喷溅、保证点焊质量和高生产率的主要前提.对于重要焊接结构和铝合金焊件等,尚需每批抽测施加一定电极压力下的两电极间总电阻R,以评定清理效果,一般情况下可由清理工艺保证。
清理方法可有二类:机械法清理,主要有喷砂、刷光、抛光及磨光等;化学清理用溶液参见表5,也可查阅相关熔焊资料。
3、常用金属材料的点焊判断金属材料点焊焊接性的主要标志:①材料的导电性和导热性,即电阻率小而热导率大的金属材料,其焊接性较差;②材料的高温塑性及塑性温度围,即高温屈服强度大的材料(如耐热合金)、塑性温度区间较窄的材料(如铝合金),其焊接性较差;③材料对热循环的敏感性,即易生成与热循环作用有关缺陷(裂纹、淬硬组织等)的材料(如65Mn),其焊接性较差;④熔点高、线膨胀系数大、硬度高等金属材料,其焊接性一般也较差。
点焊参数
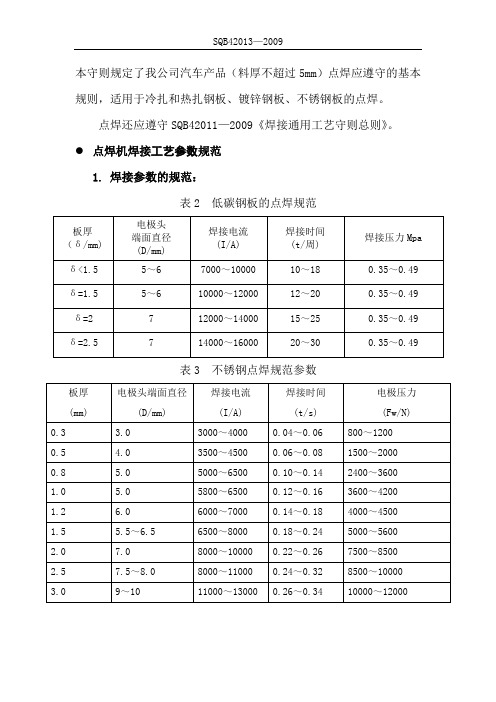
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
点焊机(017062)操作规程.doc
Q/WJL J 广东万家乐燃气具有限公司企业标准
Q/WJL J05.450-2014
点焊机(017062)操作指引
2014- 7 - 31 发布2014- 8 - 4 实施
广东万家乐燃气具有限公司
钣金项目部发布
1.准备工作,检查设备并确认处于可正常工作状态;
2.带防护手套和护目镜进行所有操作;
3.根据焊接时与上下电极接触的板料厚度按下表(表1、表2)调节焊机电流、时间参数;
4.调好电流、时间参数后,打磨电极进行试焊直至点焊焊点牢固、无烧穿、夹渣、飞溅等;
5.焊接时,确保焊接表面质量良好,焊点均匀,边焊边检;
6.工作结束后,注意关闭焊机电源开关及总电源开关;
表1
注:由于焊接质量除与焊接电流、时间相关外,还与焊极直径、焊接脚踩力度、焊接材质相关,实际生产中可能会与上表参数存在差异,以上表格参数仅作参考。
电阻点焊的主要技术参数.
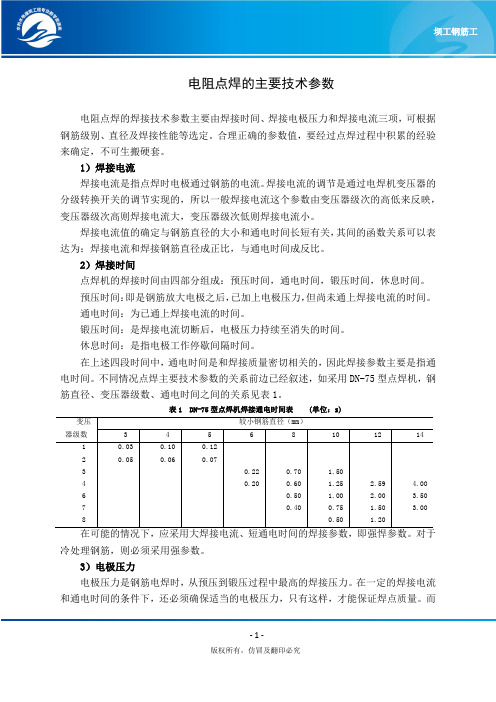
电阻点焊的主要技术参数电阻点焊的焊接技术参数主要由焊接时间、焊接电极压力和焊接电流三项,可根据钢筋级别、直径及焊接性能等选定。
合理正确的参数值,要经过点焊过程中积累的经验来确定,不可生搬硬套。
1)焊接电流焊接电流是指点焊时电极通过钢筋的电流。
焊接电流的调节是通过电焊机变压器的分级转换开关的调节实现的,所以一般焊接电流这个参数由变压器级次的高低来反映,变压器级次高则焊接电流大,变压器级次低则焊接电流小。
焊接电流值的确定与钢筋直径的大小和通电时间长短有关,其间的函数关系可以表达为:焊接电流和焊接钢筋直径成正比,与通电时间成反比。
2)焊接时间点焊机的焊接时间由四部分组成:预压时间,通电时间,锻压时间,休息时间。
预压时间:即是钢筋放大电极之后,已加上电极压力,但尚未通上焊接电流的时间。
通电时间:为已通上焊接电流的时间。
锻压时间:是焊接电流切断后,电极压力持续至消失的时间。
休息时间:是指电极工作停歇间隔时间。
在上述四段时间中,通电时间是和焊接质量密切相关的,因此焊接参数主要是指通电时间。
不同情况点焊主要技术参数的关系前边已经叙述,如采用DN-75型点焊机,钢筋直径、变压器级数、通电时间之间的关系见表1。
表1 DN-75型点焊机焊接通电时间表 (单位:s)变压器级数较小钢筋直径(mm)3 4 5 6 8 10 12 141 0.03 0.10 0.122 0.05 0.06 0.073 0.22 0.70 1.504 0.20 0.60 1.25 2.59 4.006 0.50 1.00 2.00 3.507 0.40 0.75 1.50 3.008 0.50 1.20冷处理钢筋,则必须采用强参数。
3)电极压力电极压力是钢筋电焊时,从预压到锻压过程中最高的焊接压力。
在一定的焊接电流和通电时间的条件下,还必须确保适当的电极压力,只有这样,才能保证焊点质量。
而- 1 -电极压力主要和钢筋直径有关,焊接钢筋直径大,电极压力也大,它们成正比关系。
DN小原系列座式点焊机使用说明书
Version 2.0D N(S S A N)系 列固定式点焊机使用说明书小原(上海)有限公司小原(南京)机电有限公司2005.10.17Ⅰ整机部分目录1.安全注意事项 (2)2.产品布局 (3)3.产品性能与特点 (4)4.主要规格及技术参数 (6)5.工作条件及环境 (7)6.固定式点焊机的安装 (8)7.固定式点焊机的调试 (9)8.维修与保养 (10)9.随机文件 (10)附:气路原理图水路原理图焊接条件参考表1.安全注意事项在使用本机之前,应务必通读本使用手册,以便正确使用。
1.1为了安全起见,必须由称职的技术人员或那些非常熟悉焊接机械的人员来进行设备的安装、技术保养;为了安全起见,必须由熟悉本手册内容和能进行必要的安全控制的熟练工人来操作本设备;丧失智力、残疾、服用麻醉剂者、使用心脏起搏器者、披肩长发者禁止使用本设备。
1.2除了二次回路外,切勿触摸其它带电部件。
在操作过程中应戴干燥或充分绝缘的手套。
切勿使用那些容量低于规定要求、损坏或导电部分裸露的电缆,焊接设备在打开盖板的时禁止使用。
维修保养时应在切断电源后至少5分钟再进行,切断电源后因为电容器仍带电,所以因在确保没有电压以后,才能操作。
1.3在焊接时,二次回路会产生较大的磁场,请不要将铁制物品或有关物件放在周围,以免被吸附或磁化。
1.4长时间焊接后,二次回路的铜制零件会出现很高的温度,此时,切勿用手触摸,以免烫伤。
1.5不要将人体部位(如手、手指、手臂等)放在电极之间,否则会造成严重的伤害甚至残废。
在焊接螺母时,建议使用我公司的螺母输送机,以保证安全并可提高效率。
1.6操作人员应按规定戴好防护器具,防止在操作过程中受飞溅物、溅出物的伤害。
接通电源、气源前应检查焊机周围是否安全。
1.7焊接过程中产生的飞溅物和溅出物及焊后工件温度很高,可能会引起火灾,所以请远离可燃物,在焊接现场应备有灭火器,以防不测。
注意:触电,会导致严重伤害,甚至死亡!接线前,请务必关闭电源!注意:点焊机电极间的压力可达1000公斤!操作时,请格外注意安全!严禁将手等物放入电极之间!2.产品布局简洁、合理、美观操作方便维修方便3.产品性能与特点3.1机身由优质钢板整体折弯并焊接而成,刚性好、强度高、结构合理、外形美观;后部设有2块盖板,具有快速装卸功能,方便检查和维修。