W372电脑剥线机操作说明书
列全自动电脑剥线机使用说明书瑞安市赛威特电子设备厂
S W T系列全自动电脑剥线机使用说明书瑞安市赛威特电子设备厂网址:Email:raswtdz@适用范围本厂生产的SWT系列全自动电脑剥线机适用于单股、多股导线的切断、剥头、剥尾、中间剥的加工,加工最大截面积0.1-4.5mm 2,切断最大长度为9999mm,剥头35mm,剥尾15mm。
该机器主要适用于电子、电器、玩具、汽摩配等行业的线束加工。
重量:31KG外形尺寸:390mm×350mm×255mm功率:120 – 200W显示方式:LCD液晶显示屏切割长度:1mm – 9999mm切割公差:0.002×L以内(L =切割长度)剥离长度:0 – 35mm切割线芯截面积:0.1 – 4.5mm2导管最大直径:¢8中间剥皮:10处剥刀具材料:优质钨钢剥线速度:2000 – 80000根/小时驱动方式:两轮调节速度:0最慢,9最快安全使用注意事项首先非常感谢您购买SWT系列全自动电脑剥线机!为了确保您能安全与正确地使用该机器,请在使用之前详细阅读本使用说明书。
一、电源适配器:AC 220–250V,50–60HZ,为了使机器工作电压稳定,敬请用户选配电源稳压器,以避免电压过高而烧坏该机器。
二、使用时该机器应放置于平坦稳固的表面上操作,以免掉落损坏机器。
三、请勿在靠近电磁场较强的区域内使用该机器,以免对该机器产生干扰。
四、使用时不得在该机器上面放置任何物品,不得接近腐蚀性的化学物品,务必保持工作环境干燥、通风、无灰尘,工作室温:0–35℃。
五、使用时该机器如果出现不理想的剥线效果或不同程度的故障,敬请阅读本使用说明书中的故障及排除方法,如果仍无法解决,请拨打我们的技术服务电话咨询检修的方法,为了您的安全起见,请勿自行拆卸该机器进行检修。
注:依照中华人民共和国相关的法律法规之规定,本使用说明书上的相关内容的解释权属本厂所有,如有变化恕不另行通知!手册版本号:V2.0。
目录一、剥线机的主要结构二、快速操作方法三、机械部分工作原理四、面板操作与参数设定五、刀口位置调整六、参数名词说明七、售后服务承诺八、故障及排除方法二、快速操作方法与维护1、开机后按↑或↓移动光标选择一个程序。
剥线机操作规程
剥线机操作规程一、引言剥线机是一种常见的电工工具,用于将电线或电缆的外皮剥离,以便进行接线或维修工作。
本操作规程旨在确保剥线机的安全操作,提高工作效率,并保障操作人员的人身安全。
二、安全要求1. 操作人员必须熟悉剥线机的结构和工作原理,并经过相关培训。
2. 在操作剥线机之前,必须戴上个人防护装备,包括安全眼镜、手套和耳塞。
3. 在操作剥线机时,必须确保工作区域清洁整齐,防止绊倒或滑倒事故。
4. 在进行维修或清洁剥线机之前,必须先切断电源,并确保机器停止运转。
三、操作步骤1. 准备工作a. 确保剥线机处于稳定的工作台上,并与电源连接良好。
b. 检查剥线刀片是否锋利,并确保刀片固定牢固。
c. 检查剥线机的各个按钮、开关和安全装置是否正常工作。
d. 将待剥离的电线或电缆放置在剥线机的导线夹持装置中,并确保夹持牢固。
2. 调整剥线机a. 根据电线或电缆的直径,调整剥线机的夹持力,以确保夹持牢固但不会损坏导线。
b. 根据需要,调整剥线机的剥离长度,以确保剥离的外皮长度符合要求。
3. 进行剥线操作a. 按下启动按钮,使剥线机开始运转。
b. 将电线或电缆的一端插入剥线机的导线夹持装置中,确保插入深度适当。
c. 等待剥线机自动剥离外皮,注意观察剥离过程中的任何异常情况。
d. 当剥离完成时,剥离的外皮会自动被剥离机排出,此时可以取出剥离好的导线。
4. 操作注意事项a. 在剥线操作过程中,不要将手指或其他物体靠近剥线刀片,以免发生意外伤害。
b. 如果剥线机出现异常情况,如异常声音、异味或异常振动,应立即停止使用,并进行维修或更换配件。
c. 在剥离电缆时,应特别注意不要剥离到内部的绝缘层,以免影响电缆的正常使用。
四、维护保养1. 每日维护a. 每天使用结束后,应清洁剥线机的表面和刀片,确保机器干净。
b. 定期检查剥线刀片的磨损情况,如果发现刀片已经磨损,应及时更换。
c. 检查剥线机的电源线和插头是否正常,如有损坏应及时更换。
全自动电脑剥线机的说明书-元周机械
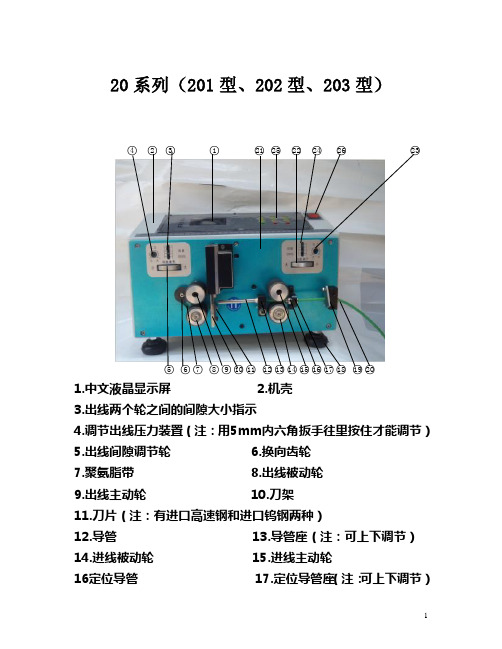
20系列(201型、202型、203型)○4○2○3○1○21○25○22○24○26○23○5○6○7○8○9○10○11○12○13○14○15○16○17○18○19○201.中文液晶显示屏2.机壳3.出线两个轮之间的间隙大小指示4.调节出线压力装置(注:用5mm内六角扳手往里按住才能调节)5.出线间隙调节轮6.换向齿轮7.聚氨脂带8.出线被动轮9.出线主动轮10.刀架11.刀片(注:有进口高速钢和进口钨钢两种)12.导管13.导管座(注:可上下调节)14.进线被动轮15.进线主动轮16定位导管17.定位导管座(注:可上下调节)18支撑脚(注:可上下调节)19.缺线检测片20.打结检测管21.铝质面板22.进线间隙调节轮23.调节进线压力装置(注:用5mm内六角扳手往里按住才能调节)24.进线两个轮之间的间隙大小指示25.操作面板26.电源总开关80系列(801型、802型、803型)○5○2○4○3○1○6○23○22○21○24○207○8○9○10○11○12○13○14○15○16○17○19○181.中文液晶显示屏2.机壳3.出线离合旋钮4.出线间隙调节轮5.出线两个轮之间的间隙大小指示6.铝制面板7.调节出线压力装置(注:用5mm内六角扳手往里按住才能调节)8.出线轮9.刀架总成。
10.刀片(注:有进口高速钢和进口钨钢两种)11.跳动导管12.跳动导管座。
(注:可上下调节)13.进线轮14.定位导管15定位导管座(注:可上下调节)16.支撑脚(注:可上下调节17.调节进线压力装置18.缺线检测片19.打结检测管20.进线两个轮之间的间隙大小指示21.进线间隙调节轮22.进线离合旋钮23.操作面板24.电源总开关50系列(501型、502型、503型)○18○16○17○15○6○14○10○1○2○3○4○5○7○9○8○13○12○111.刀架总成2.刀片(注:有进口高速钢和进口钨钢两种)3.导管4.导管座(注:可上下调节)5.输送轮6.定位导管7.定位导管座(注:可上下调节)8.支撑脚(注:可上下调节)9.调节输送轮压力装置10.调直系统11.铝制面板12.输送轮之间的间隙大小指示13.输送轮间隙调节轮14.输送轮离合旋钮15.操作面板16.中文液晶显示屏17.电源总开关18.机壳一、控制面板操作1.按钮部分按此键可以从前往后锁定所要设置的功能参数,锁定后字会反显。
剥线机操作规程
剥线机操作规程引言概述:剥线机是一种常见的电工工具,用于剥去电线绝缘层,以便进行电线连接或者维修工作。
正确的剥线机操作规程对保证工作安全和提高工作效率至关重要。
本文将详细介绍剥线机的操作规程,包括准备工作、操作步骤、注意事项等。
一、准备工作:1.1 检查剥线机的工作状态:确认剥线机处于正常工作状态,无损坏或者松动的部件。
1.2 准备工作区域:确保工作区域整洁、无杂物,并保持良好的照明条件。
1.3 穿戴个人防护装备:戴上安全眼镜、手套和工作服,以保护自己的安全。
二、操作步骤:2.1 调整剥线机:根据电线的直径和绝缘层厚度,调整剥线机的剥线深度和剥线刀的位置。
2.2 固定电线:将需要剥线的电线固定在剥线机的夹持装置上,确保电线稳定不会滑动。
2.3 进行剥线操作:按下剥线机的启动按钮,使剥线刀切割绝缘层并剥离,注意保持剥线机的平稳运行。
三、注意事项:3.1 注意安全:在操作剥线机时,要保持手部远离剥线刀和夹持装置,避免意外伤害。
3.2 注意电线质量:检查电线是否有损坏或者老化情况,避免剥线时导致电线断裂或者短路。
3.3 注意电源:在使用剥线机前,确认电源是否接地良好,并确保电源开关处于关闭状态,以防止电击或者其他意外事故。
四、维护保养:4.1 定期清洁剥线机:使用干净的布或者刷子清洁剥线机的表面和内部,以去除积尘和杂物。
4.2 润滑剥线机部件:根据剥线机的使用说明书,定期给剥线机的滑动部件添加适量的润滑油。
4.3 定期检查剥线机:定期检查剥线机的各个部件是否正常,如有损坏或者松动的部件,及时修理或者更换。
五、操作技巧:5.1 熟悉电线规格:在操作剥线机前,了解所使用电线的规格和绝缘层厚度,以便正确调整剥线机。
5.2 控制剥线深度:根据电线的绝缘层厚度,调整剥线机的剥线深度,以避免剥掉电线的金属导体。
5.3 练习与经验:通过练习和积累经验,逐渐掌握剥线机的使用技巧,提高剥线的准确性和效率。
总结:剥线机的操作规程是确保工作安全和提高工作效率的重要指导,正确的准备工作、操作步骤和注意事项能够保证剥线工作的顺利进行。
电脑剥线机设备操作说明书
设备名称 计算机剥线机 设备功能 数字剥线
第 1 頁 共2頁
文件编号
设备பைடு நூலகம்号
W371C
厂 商 浙江嘉陵 版 本
B0
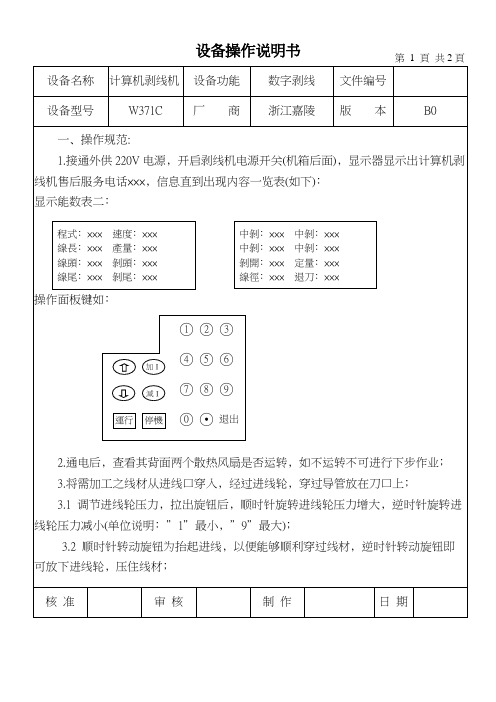
一﹑操作规范: 1.接通外供 220V 电源﹐开启剥线机电源开关(机箱后面)﹐显示器显示出计算机剥 线机售后服务电话×××﹐信息直到出现内容一览表(如下)﹕ 显示能数表二﹕
停機 键﹔ 2.在作业中机器内部常会出现鸣叫声﹐此为正常现象﹔ 3.每天开机前需往刀架孔内注入一定量的润滑油﹔ 4.不能用带腐湿性浓剂进行机身清洁﹐防止尖锐之物乱伤显示操作面板﹔ 5.如有异常现象﹐需及时通知相关人员处理。
核准
审核
制作
日期
核准
审核
制作
日期
设备名称
设备操作说明书
计算机剥线机 设备功能
数字剥线
第 2 頁 共2頁
文件编号
设备型号
W371C
厂 商 浙江嘉陵 版 本
B0
3.3 调节进线轮间隙旅钮﹐往上旋动间隙增大﹐往下旋动间隙减小﹔ 4.线材的切断﹑剥头和剥尾停机状态下﹐两上﹑下刀片需打开到最大﹐以使线材 顺利通过刀具﹔ 5.按下操作面板的 運行 键﹐便可进行剥线作用。 二﹑注意事项﹕ 1.剥线机内部程序参数已被设定好﹐操作人员在剥线作业时只需按 運行 键和
程式﹕××× 線長﹕××× 線頭﹕××× 線尾﹕×××
速度﹕××× 產量﹕××× 剝頭﹕××× 剝尾﹕×××
操作面板键如﹕
中剝﹕××× 中剝﹕××× 剝開﹕××× 線徑﹕×××
中剝﹕××× 中剝﹕××× 定量﹕××× 退刀﹕×××
○1 ○2 ○3
○4 ○5 ○6
加Ⅰ
減Ⅰ ○7 ○8 ○9 運行 停機 ○0 ○‧ 退出
全自动电脑剥线机使用说明与维护
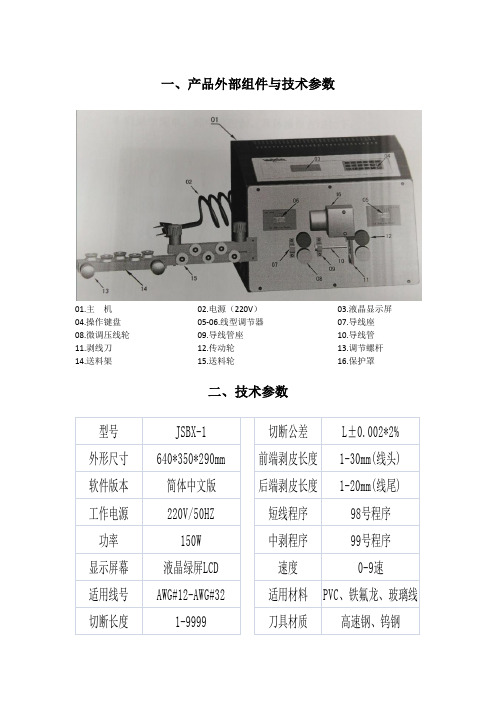
一、产品外部组件与技术参数01.主机02.电源(220V)03.液晶显示屏04.操作键盘05-06.线型调节器07.导线座08.微调压线轮09.导线管座10.导线管11.剥线刀12.传动轮13.调节螺杆14.送料架15.送料轮16.保护罩二、技术参数三、操作方法本机操作简单,纯电脑控制。
具体操作方法如下:操作键盘1.使用上(UP)、下(DOWN)键移动光标至所需位置,直接输入预设数值即可。
用“加1(lncrease)”、“减1(Reduce)”更正数值。
2.功能键,当光标移动到“线径”处,按下“功能”键即可对刀,调整参数、对刀、反复即可迅速完成线径相关参数设定,在停机时按此键,刚进行参数更正、功能屏。
3.退出键:是对中央处理器恢复至出厂设定,一般在电脑死机或显示异常时使用。
四、显示画面说明画面一:1.程序:是指被加工线材的规格(包括线长、线头、线尾、剥头、剥尾、线径、退刀、速度、定量、产量、延时等参数)。
A、程序00:调机专用程序,专供专业技术人员调整试机或低速剥线。
B、程序1-97:一般剥线使用,即前端剥皮、全长、后端剥皮。
C、程序98:专供节剥短线,即线长小于或等到于34mm时,必须使用98号程序进行加工,适用手加工电子工业连接线。
D、程序99:专供中间剥线程序,最多可切剥5段。
适用手灯饰、汽车、摩托车配线加工。
2.线径:是指线材芯的相对直径。
将此值调整至切刀切至线皮与线芯之间靠近铜线即可,线径越大所设值越大,反之刚小。
3.线长:是指所需加工线的全长4.线头:是指前端至剥皮处的长度,此时小数点出现,小数点分辨率为0.25mm。
5.剥头:是指前端剥皮所需剥开的长度,当剥头大大于或等于线头时为全剥。
6.线尾:是指线材后端至剥皮的长度,此时小数点出现,小数点分辨率为0.25mm。
7.剥尾:是指后端剥皮所需剥开的长度,当剥头大于或等于线头时为全剥,小于等于线头时为半剥。
画面二:1.速度:是指机器加工线材快慢,速度越快力矩越小,一般设定为7-8档,0档最慢,9档最快,视线材而定。
多功能电脑剥线机操作规程
多功能电脑剥线机操作规程多功能电脑剥线机操作规程第一章绪论1.概述多功能电脑剥线机是一种用于电线剥皮的设备。
它具有自动剥皮、剥线长度调节、剥线深度调节等多种功能,能有效提高电线剥皮的效率和质量,减少人工操作的劳动强度和出错率,广泛应用于电力、通信、机械制造等领域。
2.目的本规程的目的是为了确保多功能电脑剥线机的安全、稳定、高效运行,保证操作人员的人身安全和设备的正常使用,提高工作效率和产品质量。
第二章设备概述1.设备组成多功能电脑剥线机由主机、剥皮刀、剥皮模具、控制系统等组成。
2.设备特点多功能电脑剥线机具有自动剥皮、剥线长度调节、剥线深度调节等特点,能够适应不同规格和材质的电线。
第三章设备操作规程1.设备检查与准备1.1 检查电源,确保电源正常,电压稳定。
1.2 检查设备主机和剥皮刀的连接,确保连接牢固。
1.3 检查剥皮模具的选择情况,根据所需剥皮的电线规格选择合适的模具。
1.4 检查控制系统的设置,根据所需剥皮的电线规格进行相应的调整。
2.设备操作流程2.1 开机启动2.1.1 打开电源开关,确保设备主机正常运行。
2.1.2 打开控制系统,进入操作界面。
2.2 调节剥皮刀位置2.2.1 根据所需剥皮的电线规格,选择合适的剥皮模具并安装好。
2.2.2 在控制系统中设置剥皮刀的位置,确保剥皮刀与电线的接触点准确。
2.2.3 将电线放置在剥皮模具的切割槽中,确保电线与剥皮刀的对齐。
2.3 调节剥皮长度2.3.1 在控制系统中设置剥皮长度,根据所需剥皮长度进行调节。
2.3.2 进行试剥,确保剥皮长度的准确性。
2.3.3 如有需要,进行进一步的调节,直至满足要求。
2.4 开始剥皮2.4.1 将电线插入剥皮模具的切割槽中,确保电线与剥皮刀的对齐。
2.4.2 按下启动按钮,多功能电脑剥线机将自动进行剥皮操作。
2.4.3 在剥皮过程中,及时观察剥皮的效果,确保剥皮质量。
2.5 剥皮完成后的操作2.5.1 剥皮完成后,及时关闭电源开关,停止设备主机的运行。
电脑剥线机操作指导
示意图序作业步骤技术质量要求使用工具备注设 计 QN990.920.030/V1.0校 准 审 核标准化图1 安全警示:1. 电压太高会损坏机器。
2. 机器切剥电线时,滚轮处于旋转状态,勿将手及手指深入或触碰旋转的滚轮。
3. 触碰带电位置将带来危险!只有专业人员可以打开盖子进行修理。
4. 操作工在调整刀架或刀片时请关掉电源,不要把手或手指伸进刀片间。
1 操作步骤1.1 开机:将电源插入打开电源开关,此时LCD 显示屏变亮,排气扇开始运转。
内六角扳手1.2 电线导入:1.2.1 根据导线的粗细、软硬,参考图1确定导线较直方式;1.2.2 根据导线的粗细选择Φ2、Φ3、Φ4、Φ5、Φ6导线管中一种,应使管径大于导线直径0.5-1.0mm ,具体调换方法见说明书内配件更换章节;1.2.3 选择Φ4、Φ6、Φ8中适合的左导线套和Φ3.5、Φ5.5、Φ7.5中合适的进线导套; 1.2.4选择网状或橡塑滚轮,橡塑滚轮较适用加工细或导线表面要求较高的场所;1.2.5 调整滚轮间隙使略小于导线外径,以控制滚轮对导线最大压紧度,使导线得到保护;间隙通过左右间隙调节,向上间隙距增大,反之减小;1.2.6 调节压力调节旋钮以保证滚轮与导线的摩擦力;把压力调节旋钮水平向外拉出,旋转适当的角度后水平推入即可,机器左边旋钮逆时针旋转后摩擦力增大,右边反之;1.2.7 检查刀片使用情况后,将导线穿过较直器 进线导套 导线管 刀口; 1.2.8 按下参数设置键,开始数值输入;示意图序作业步骤技术质量要求使用工具备注设 计 QN990.920.030/V1.0校 准 审 核标准化1.3 数值输入:按【前端全剥】、【前端半剥】、【总长】、【后端半剥】、【后端全剥】、【进刀量】、【退刀量】、【总数】、【打捆束】键进入数值输入界面(如下图),运用数字键盘09和小数点输入各种要求的数据。
a 、前端全剥长度按【前端全剥】后输入所需数值,如前端剥线长5.5mm ,在操作面板上依次按数字键5.5,然后按确认键即可。
剥线机中文说明书
ss五、刀口位置调整Ⅰ、关机。
Ⅱ、转动刀架传动轴,使下刀口比铁圈V型内口低1毫米左右(见图1)。
Ⅲ、松开传动轴上的固定螺钉,转动扇形铁片,使扇形铁片的顶点停在光电感应槽的中间,然后拧紧固定螺钉(见图2)。
四、开机。
(如提示,请按退出键执行,机器自动检测复位。
)此方法之后,程序里的线径数值已改变,请重新调节!上刀片铁圈铁圈V型内口下刀片口(图1)扇形铁片顶点光电感应槽扇形铁片固定螺钉(图2)六、参数名词说明1、程序:程序是指线的规格和长短有多种,将每种规格和长短存储到指定的程序号中,程序号(01–99),(90–99为超短线),00程序为试机专用,没有记忆功能。
超短线线长限定为45mm 以下。
2、定量:是指所需要剥线的数量,生产到了所设定量后,给予报警并停机。
3、产量:检查生产情况,每到100根时电脑会自动报警,但是不会停机,在产量等于定量时,电脑会自动报警并停机。
4、线长:线长是指所需剥线的总长度,如图1和图2(包括线头、线尾长度)。
线头线长线尾(图1)线头剥头剥尾线尾(图2)5、线头:线头是指电线的首段需剥出的长度如图1和图2。
6、线尾:线尾是指电线的尾段需剥出的长度如图1和图2。
7、剥头:剥头是指电线的首段剥开的长度,如图2,如果剥头大于等于线头为全剥开,小于时为半剥开,(即剥头>=线头为全剥,剥头<线头为半剥),剥出的线皮须套住线头,以免在各工序中弄乱线芯。
8、剥尾:剥尾是指电线的尾段剥开的长度,如图2,如果剥尾大于等于线尾为全剥开,小于时为半剥开,(即剥尾>=线尾为全剥,剥尾<线尾为半剥),剥出的线皮须套住线头,以免在各工序中弄乱线芯。
9、线径:线径是指电线线芯的直径,显示的数据表示线径粗细的数值(并不是指线芯的直径大小),在机器运行中,如遇到线头剥不开,需调节线径值变小,如遇线头剥开将线芯切断数根,需调整线径值变大(一般为18–60,数值仅作为参考)。
10、速度:机器在运行中快慢,速度分为00–09档。
电脑剥线机操作说明书
全自动电脑剥线机控制板使用说明书
四、裁线范例 (1)、长线模式
1、 将线材放在置于滚轮中间,凋整滚轮间隙至刚刚接触到线 材后再往下调 2 大格;
2、 设、 设定前端剥皮长度:
⑶、 设置前半剥长度:
⑷、 设置总长度:
⑸、 设置后半剥长度:
⑹、 设置后端长度:
2、 设定尺寸: ⑴、 进入设置模式: 待机状态下按
⑵、 设定前端剥皮长度:
⑶、 退出剥线参数设置:
⑷、 设置多段模式:
按 设置到多段模式;
⑸、 进入多段设置:
按 设置到多段画面;
⑹、 设置第一段留皮长度:
⑺、 设置第一段剥皮:
⑻、 设置第二段留皮长度: 17
端长度,程序已经自动计算好并反白显示,所以设置总 长度、后端长度全部无任何意义;后端长度即为最后一 端的长度!也无需设置,
11
全自动电脑剥线机控制板使用说明书
功能设置画面:
在待机状态下,按下 键前进入本画面;在显示本画面,机器
不能启动工作,按下
计数倍数: 机器工作一次, 产量增加的数量
键可返回工作画面;
:在待机状态下,每短按一次,机器执行一单步,反复循环; 连继按下超过约 0.5 秒,机器将自动运行一循环;该按键 在调机时作用非常大;
:在待机状态下,按下此键,机器开始工作; :在工作状态下,按下此键,机器将完成本次工作后停机; :在待机状态下,按下此键,机器将执行复位动作;
在工作状态下,按下此键,机器先停机,后再执行复位 动作; :在数据输入状态下,按下此键,输入数字 0;在待机状态 下;按下此键,机器将进入剥线参数设置状态; :在数据输入状态下,按下此键,输入数字 1;在待机状态
参数设置中;按 键将闪烁参数前移一项;按
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
W372电脑剥线机操作说明书
生效日期
2013-10-28 编 号 SOP-EN-1649
版本/次
A/1
核准: 审核: 制定:梁恩超2013.10.25 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部,技术员及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作技方法:
5.1打开电源开关;
5.2将线材从进线口穿入,经过进线轮,穿过导管放在刀口上;
5.3调节进线轮压力调节钮(拉出后顺时针旋转,进线轮压力增大,逆时针旋转压力减小),
使其压紧线材;
5.4调节进线轮间隙调节钮(往左旋动间隙增大,往右旋动间隙减小)调节到两轮之间间
隙越小越好,但不能碰撞在一起;
5.5调节出线轮压力调节钮(拉出后逆时针旋转压力增大,顺时针旋转压力减小)使其压
紧线材;
5.6调节出线轮间隙调节钮(往左旋动间隙增大,往右旋动力间隙减小)调到指示灯在亮
和灭的临界状态时,再往MIN 方向旋60°即可;
5.7按需要选择程序(01-97程序为切剥线专用,00程序为试机专用,99程序为中间剥
线专用,98程序为短线专用1mm-32mm );
5.8按照需要设定线、速度、线头、剥头、线尾、剥尾、定量、线径、退刀等参数。
注:
退刀指刀具切破线皮之后,刀片退到一定的位置来剥开线皮(一般为00-10),一般线皮薄参数设定小,线皮厚参数设定大;
5.9待品保确认OK 后,方可按下运行键开始工作;
5.10剥好之线材应整理好以便下工站作业;
6. 注意事项:
6.1.调试机台非必要情况下,要关闭动力装置或者电源。
6.2.严禁两人同时操作。
6.3.必须取得上岗证才可以作业。