探讨色纺纱生产技术难点与关键器材质量控制
生产色纺纱的技术难点和要点
生产色纺纱的技术难点和要点本文主要探讨了色纺纱的生产技术难点,以及生产色纺纱的技术要点,包括原棉染色、混棉、纺纱工艺和控制回料使用等。
指出了我国色纱纱生产与国际水平的差距及今后的努力方向。
生产色纺纱的技术难点及技术要点由于色纺纱用不同色泽与不同性能纤维原料互配混和纺纱,如何达到混和均匀、色泽鲜艳、色牢度好,且纱条粗细均匀、毛羽少、疵点少而小的要求,技术上是有难度的。
1 主要技术难点a)色纺纱批量小、品种多、变化大(混比系根据后加工的要求而变化),往往一个车间要同时生产不同混配比的多种色纺纱,翻改频繁,如稍有疏忽,批号混杂,就会产生大面积的疵品,故对车间现场管理,尤其是分批、分色管理提出了更高的要求;b)同一批号色纺纱(即同一混配比)在有色原料换批后要保持色泽色光一致,技术难度较大。
2 主要技术要点根据浙江省许多棉纺厂多年生产实践,要保持色纺纱的质量稳定,必须从原料选配开始精心设计,优化工艺、严细管理、道道把关。
2.1 搞好原棉染色根据近几年生产实践,目前纯棉色纺纱的线密度一般在14.6tex(40Ne)以下,多数为16.1tex(30Ne)左右,纺纱线密度适中。
为使染色后的原棉仍保持一定弹性,并使强力损失减小,故选用原棉纤度要适中(5400~5600Nm),成熟度要好(1.6—1.8),含杂率要少。
纤度细的棉花染色后在纺纱加工中易断裂与产生棉结。
同时在染料选配上既要提高染色牢度又要使染色后纤维保持一定的弹性与摩擦系数,故在原棉染色中要加入适量的助剂与油剂。
目前原棉染色有两种方法:一种是末经处理原棉先染色后再混和,另一种是原棉先经清、梳、精梳工艺处理后,采用棉条(网)染色,再在清梳工序中混和。
后者原棉通过二次清梳工序处理易增加短绒,会影响成纱毛羽与棉结增加,故一般用于纯棉色纺纱或半精梳色纺纱。
如作精梳纯棉彩色纱以采用第一种原棉染色方法为好。
2.2 混棉方法要科学色纺纱是用两种以上有色纤维混合纺纱,如何使一根纱线上段与段之间色泽一致,取决于混棉均匀性。
色纺纱的生产及质量控制措施
色纺纱的生产及质量控制措施谭宝莲;杜卫东;张春燕【摘要】The paper discusses the production process of colored spun yarn, including color mixing and proofing, main technical measures and parameters of different stages of the process, etc. It focuses on introducing the quality control during the production of colored spun yarn and also summed up the characteristics of the production, such as "more orders, small batch, diversified varieties, strong pertinence and higher labor-consuming".%文章探讨了色纺纱的生产工艺流程,包括混色打样、各工艺主要技术措施及参数等.着重介绍了在生产过程中色纺纱的质量控制措施.总结了色纺纱"订单多、批量小,品种多、翻改频次高、针对性强、用工多"的生产特点.【期刊名称】《纺织导报》【年(卷),期】2017(000)002【总页数】4页(P48,50-52)【关键词】色纺纱;混色;打样;色差;质量控制【作者】谭宝莲;杜卫东;张春燕【作者单位】新疆轻工职业技术学院;新疆自治区纤维检验局;新疆银河纺织有限责任公司【正文语种】中文【中图分类】TS114.2色纺纱具有独特的色彩风格及混色效果。
色纺工艺由于采用“先染色、后纺纱”的新工艺,相对于“先纺纱、后染色”的传统工艺,缩短了后道加工企业的生产流程、降低了生产成本,具有较高的附加值、清洁生产等优点。
色纺纱关键技术及器材选用探析

实现 色纺 纱生产 品质 最优 化 、效 能 最大化 。指 出 :色纺纱是 一种 具有 多 色彩 立体 朦胧 感风格 的新
型 纱 线 ;采 用 纤 维 先 染 色后 纺 纱 的 工 艺使 其 性 能 发 生 较 大 变 化 ,故 其 纺 纱 难 度 相 比 本 色 纱 大 ;因
其 紧跟 流行 趋 势且经 济效 益好 而成 为 国 内外 众 多名牌服 饰 企业制 作 中 高端 产 品的选 用 纱线 。
【 32 】 ·32·
识器l;}。
Textile Accessories
VOI.45 NO.1 Jan.2018
色 纺 纱 关 键 技 术 及 器 材 选 用 探 析
吕林 军 ,章友 鹤 ,赵 树 超 ,陈 碌 ,程 四新 。,赵 连 英
(1.香 港 中纺 国 际 集 团 南 通 中 纺 实 业 有 限 公 司 ,江 苏 南 通 226316;2.浙 江 省 新 型 纺 织 品研 发 重 点 实 验 室 ,杭 州 310023;3.百 隆 东 方 纺 织 有 限公 司 ,浙 江 宁 波 315206;4.浙 江 理 工 大学 ,杭 州 310018)
Textile Co.,Ltd.,Ningbo 315206,China;4.Zhejiang Sci—Tech University,Hangzhou 310018,China)
Abstract:To further enhance spinning quality and production efficiency of color spinning process,introduction is m ade to the 4 stages of the development of color spinning in China and the rapid developm ent.Analysis is done to the difference and difficulties in color spinning and grey spinning.It is proposed that production should start from the selection of raw m aterials for color m ixing and color harm onization.A ttention should be paid to the cotton blending and color blending in production.H ighlight should be given to carding process,spinning technology,and site m anagem ent,in order to gain production efficiency maximization and quality optimization of color spinning.It is pointed out that color spinning is 3 new yarn with m ultiple color stereo— scopic hazy sense.The fiber dyed before spinning changes greatly in perform ance,and the spin— ning difficulty com pared to grey yarn increases,yet m any brand-noted enterprises both at home and abroad purchase the colored fiber product for production of clothes for it closely follow s the trend with good benefits. Key W ords:color spinning yarn;flax grey yarn;m ulti fiber blend;dyeing defect;color dot;color blending and harm onization;cotton and color blending
色纺纱的成纱质量控制
市场竞争力, 色纺纱的生产规模及产能呈现快速增长的趋
势。 本文对 色纺 纱性 能及成 纱质量、 工 艺技 术要点进行 探讨
分析。
2 棉 花染 色
原棉 染色的工艺流 程 : 棉卷 一进缸・清 洗一染色一皂洗 匕 油 一出缸一 , 脱水一开松 一烘 干 一成包。 棉纤维 表面含有 蜡质、 糖分及其它杂 质, 对 染料在 纤维
1 染色原棉 选用
染色 原棉 最好 选用纤维 细 度偏 粗、 成 熟度 好、 含杂少 的 锯齿 棉。 纤 维过 细染 色过程 中易结块 , 在开清棉 工序 难以 开 松, 产生大 量的棉 结、 色点, 影响纱 线外观 质量 。 成 熟度好,
上 的 吸附 、 扩散、 固着有 着较 强的 阻碍 作用 , 会 影 响染 色深 度, 而采用煮 练去 除蜡 质又影 响可纺性 , 因此在 染色 时要尽 可能保 留原棉 上的 蜡质。 染深 色又无需漂 白时, 用热水 对原 棉 洗涤处 理, 洗去 纤维表 面的可溶性 杂质 , 疏松 分子 结构 , 利 于染料 扩散 ; 染色泽鲜 亮 的彩色时, 需 要先用碱 煮练纤 维 进行 漂 白。 棉花 染色用 的最广 的染料 是活性 染料 , 染料 色谱 齐全 , 色泽 鲜艳 , 对纤 维损伤小 , 色牢度也较 好, 价格 适 中; 其 它几 种染 料 由于染 色特 性使 用范 围较 小 : 直接 染料 染 色 后 色牢度差 ; 硫化 染料 适合染深 色, 但 染色后 纤维 损伤大 ;
应用技术 { 纺 S p 纱 i n n 技 i n 术 g T e c h n o l o g y
色纺纱的成纱质量控制
文 l 黄克华
摘 要 :文章 探讨 了色纺纱 生产环 节厩 量控 制 点及工艺技 术措施 ,通过 从染 色原料的 选用 、棉花染色 、混合 、 混 色方 式 、配色过程 、色纺 配棉 、各 工序工 艺及设 备的调 整和车 间生 产现场 的管理 等 多方 面采取措 施 ,保证
高支色纺纱织造难点分析及工艺改进
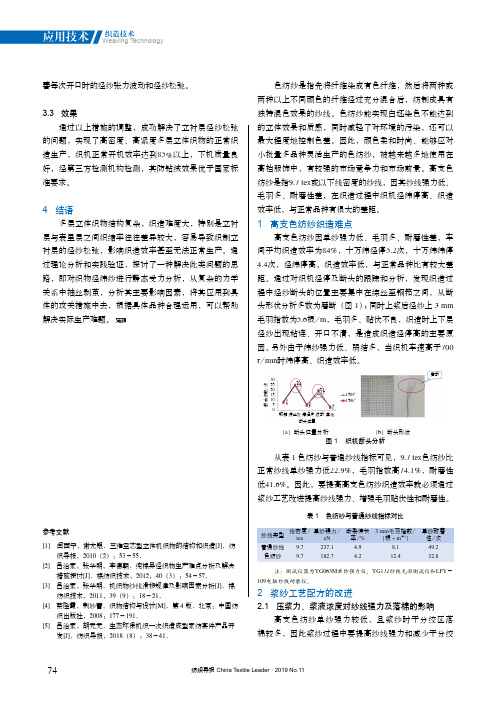
Abstract: Based on the analysis of yarn index and weaving difficulties of 9.7 tex high-count colored spun yarn, the paper pointed out that its difficulties were mainly due to poor yarn strength, hairiness and abrasion resistance, which caused several times of machine stoppage, as well as low weaving efficiency. Based on the characteristics of high-count colored spun yarn, the sizing index and the yarn quality of the loom beam are improved by the process improvement, including, the sizing pressure, the concentration of the sizing and the temperature, as well as the optimization of the sizing formula. By adjusting the parameters of washing of warp beam, humidification of weft yarn and weaving process, the problem of warp yarn breakage and frequent machine stoppage due to weft problems are solved, thus, improving weaving efficiency. Key words: high-count colored spun yarn; single yarn strength; hairiness index; sizing formula; wet dividing rod; loom tension
色纺纱的控制

色纺纱的控制色纺纱又称有色纤维纺纱。
由于纺纱前所用的纤维原料均通过染色或原液着色,故纺成纱后在后续加工中一般不需再经染色加工,既缩短了加工工序,又减少了对环境的污染。
故用色纺纱制成的纺织品在国外已十分流行,国内的消费群体也正在不断扩大,因此针织行业对色纺纱的需求呈逐年上升的发展趋势。
据初步估计,目前全国约有400多万锭生产各类色纺纱,并有50%以上出口欧美及日本等发达国家。
色纺纱已成为棉纺业有竞争力的特色产品与实现经济增长的亮点。
(1)色纺纱的大类品种目前生产的品种已形成纯棉精梳彩色纱(混色纤维在3种以上)、纯棉精梳麻灰纱(两种色泽纤维混合)、涤/棉(CVC)色纺纱、化纤色纺纱与多组分化纤色纺纱等五大类系列产品。
纯棉精梳彩色纱是色纺纱中的精品,主要用于生产高档品牌针织内外衣,技术要求较高,产品附加值也高,目前只有少数企业能生产这类纱线。
(2)色纺纱的生产特点品种多、批量小、变化大(混比系根据后加工的要求而变化),往往一个车间要同时生产不同混比的多种色纺纱,故对车间现场管理,尤其是分批、分色管理提出了更高要求。
(3)色纺纱技术的要点要保持色纺纱的质量稳定必须抓好以下4个环节。
一是搞好原棉染色与选好棉花。
目前色纺纱主要是作针织用纱,线密度在14.6tex(Ne40)以下,多数为19.1tex(Ne30)左右,纺纱线密度适当。
为使染色后棉纤维仍保持较好弹性,并使强力损失减少,故选择原棉纤度要适中(Nm5400~5600),成熟度要好(1.6~1.8),含杂率要小。
同时在染料选配上既要提高染色牢度(4级不沾色纤维素的生理功能)又要使染色后保持一定的弹性与摩擦系数,故在原棉染色中要加入适量的助剂与油剂。
目前染色方法有两种:一种是未经处理原棉先染色后混合,另一种是原棉先经清、梳、精工艺处理后用棉条(网)染色,应根据产品不同要求来选择染色方法。
二是混棉方法要科学。
色纺纱是两种以上有色纤维混合的纺纱,如何使一根纱线上段与段之间色泽、色光一致取决于混棉均匀性。
技术色纺纱的优势、技术问题及解决方案
技术色纺纱的优势、技术问题及解决方案色纺产品近年来越来越受到人们的青睐,许多色纺企业在大环境并非有利的情况下仍然保持良好的利润,那么色纺纱的优势到底在哪?色纺纱的生产技术与普通本色纺纱有多大区别呢?色纺的优势1、色彩独特色纺成纱的颜色是纤维混色风格,不同于本色纱或本色布的纯染色。
色纺纱原料中至少含一种有色纤维,由不同颜色的纤维,在纺纱过充分混和形成的。
所以,色纺纱构成的织物能呈现出“空间混合”的效果,并且有层次的变化。
2、低碳环保色纺颠倒了传统的先纺后染工艺流程,它是先纤维染色,再混和纺纱。
但是大部分色纺产品是不全用染色纤维的,色纺纱40%-50%的原料是本色纤维,只有部分染色。
所以相对更节能、环保。
本色纤维作为色纺原料有两个作用:一是作为一种颜色(白色);二是用于所有的色纺纱产品的深浅调节。
比如常见的浅色棉麻灰纱,一般染色棉仅占10%左右,也就是约90%的棉纤维是不染色的、是纯天然的。
特别说明一点,如果色纺产品中的有色纤维是化学纤维,那它的生产过程可以是完全没有污染排放的。
如一些彩色化纤,采用“原液着色”技术,在纺丝过程中添加色母粒,生产过程是无污染、零排放的。
3、染色优势传统的“先纺后染”工艺,因为化学特性的不同使纤维染色性能也不同,这给混纺之后的纱、面料的染色带来了麻烦。
色纺采用“先染色、后纺纱”的工艺,恰好化解了异性纤维混纺的套色难题。
因为染色环节提到纺纱之前,无论何种材质纤维:天然的、再生的、合成的;无论需要何种染色工艺:高温高压染色,或常温常压染色;无论何种染料:活性的、分散的、直接的、还原的……都可各个击破,分别染色后再进行完美结合。
因此,多原料混纺产品的染色不再困难。
4、产品开发优势本色纱线的产品开发主要是基于纤维材料和纺纱技术的变化,比如:新型功能性纤维原料:这类概念性新纤维有:竹纤维、大豆纤维、牛奶纤维、甲壳纤维;功能性有抗紫外线、抗菌防臭、吸湿排汗、防火阻然、防水、防油、易去污、远红外、抗静电、防电磁辐射,等等。
提高色纺纱质量的技术措施
提高色纺纱质量的技术措施
色纺纱是现代纺织工业中不可缺少的重要产品,色纺纱质量对现
代纺织工业很关键。
为了提高色纺纱质量,应该采取哪些技术措施呢?
首先,在搭设机器时应使用优质的金属零部件,这样可以使机器
具有良好的稳定性,确保机器运行稳定性和准确性,从而保证产品质量。
其次,应该使用最新的纱线和染料技术,确保产品颜色一致,光
泽度高。
再者,应采取必要的品质控制措施,不断改进和完善生产工艺过程,确保色纺纱能有效避免脱落现象、折痕现象及质量等差异。
最后,应选择优质的原料,避免使用低劣的原料,以保证最终产
品符合要求。
通过以上这些技术措施,可以有效提高色纺纱的质量,为现代纺
织工业发展提供更加可靠的支撑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Te x t . 1 e Ac c e s s o r i e s
VOI . 41 NO. 2 术 难 点 与关 键器 材 质 量 控 制
时 香
( 灌南宏益纺织有限公司 , 江苏 灌 南 2 2 2 5 0 O )
色黑棉 , 不 同之 处 是 对 黑 棉 的 混 合 比例 要 求 不 同 。 从 5 到7 0 不等 , 混 合 比例 不 同 色泽 不 同 , 有深、 中、 浅 三种 色别 , 是纯棉 色 纺纱 中的重 要类 型 。这 种
c o l o r y a r n i s p o p u l a r t h a n k s t o i t b r i g h t c o l o r a n d o f g o o d h a n d l e , c o n s e q u e n t l y, i t i s n e c e s s a r y t o d o f u r t h e r c o n t r o l o f t h e t e c h — D O C t U S a n d q u a l i t y o f k e y a c c e s s o r i e s . Ke y Wo r d s : c o l o r y a r n; t e c h — n o d u s ; c a r d i n g a c c e s s o r i e s ; c o t ; q u a l i t y c o n t r o l
进 行进 一步控 制 。
关
键
词: 色纺 纱 ; 技 术难 点 ; 梳 理 器材 ; 胶辊 ; 质 量 控 制
中图分 类号 : T S 1 0 3 . 3 4
文献标 志码 : B
文章 编号 : 1 0 0 1 — 9 6 3 4 ( 2 0 1 4 ) 0 2 — 0 0 3 6 — 0 2
Ab s t r a c t : I n t r o duc t i o n i s ma d e t o t he va r i e t i e s, a p pl i c a t i o n a nd t he t e c h— n o du s i n c o l or y a r n p r o— d uc t i o n i n c l u di ng t he c o nt r o l o f t he q u a l i t y o f r a w ma t e r i a l p l us t he de s c r i p t i o n o f t he qu a l i t y c on t r o l o f t he c a r di ng a c c e s s o r i e s a n d t he c o t i n c o l o r y a r n pr o du c t i on . Co nc l u s i on i s ma d e t ha t
摘要: 介 绍 了色纺纱 的品种 、 用途 及 色纺纱相 关 的生 产技 术 难 点 , 尤其 是 对 色纺纱 原棉 质 量把 关
要 点进 行 了论 述 , 最后 阐述 了色纺纱 生产 系统 中对梳 理 针 布 、 胶辊 的质 量控 制 。指 出 : 色纺 纱 因
其 具有 色彩 鲜 亮及 手感 柔和 等特 色而受到 用户 青睐 , 但 须对 相 关技 术 难 点及 关键 纺 织器材 质 量
色 纺纱 的工 艺 较 为简 单 , 原 料 为染 色 纤 维 或 者 原 液着 色纤 维 。纺 纱工 艺完 成 以后 , 形 成色纺 纱 , 不
彩 色纱 等几种 , 其 中每 种 色 纺 纱产 品 的生 产 工艺 都 有所 差异 。纯棉 精 梳 彩 色纱 、 纯棉 精 梳 色 纺纱 均 须 对棉 花染 色加 工 。混 色工 作一般 是 在开清 棉 和并条
需 要再 经过 染色加 工工 艺 , 大大减 少 了染色 的工 序 ,
相 当程度 上减 少 了环 境 污 染 , 是 较 为环 保 的布 料 生 产 工艺 r 1 ] 。色 纺纱 不仅 制作 工艺简 单 , 环 境污 染少 , 而 且 因为其具 有多 彩 色 和 柔 和 的手 感 , 深 受 大 众青 睐 。色纺 纱之 所 以具 有 这种 外 观 效 果 , 应 归 于其 原 原 料特性 使然 。不 同纤 维 经纺 纱 之 后 , 在 染 整 过程
Tec h — n od u s a n d Co n t r ol o f Key Ac c e s s or i e s i n Co l o r Ya r n Pr o du c t i o n
SH I Xi a n g
( Gu a n n a n Ho n g y i Te x t i l e C o r p o r a t i o n, Gu a n n a n 2 2 2 5 0 0, Ch i n a )
中, 各有 色纤维 之 间可 以不 同程度地 进行 收缩 , 进而
工序 中完 成 的。这种 色纺 纱一般 用作 中高 档针 织用
纱, 所 用 的工艺 是精 梳工 艺 , 有 时也会 由于特定 的原
因在 纯棉 色织布 中少 量使 用 ] 。 日常 生活 中我们 有 麻灰纱 这一 说法 , 其实 麻灰 纱就是 色纺 纱 的一种 , 也 是纯棉 精 梳色纺 纱 。纺纱 的主要 原料 是本 白棉 和染