纯气动控制实例
浅析半自动钻床纯气动控制系统的设计
浅析半自动钻床纯气动控制系统的设计随着现代化工业技术的发展,由液压技术、气动技术、传感器技术、PLC技术等学科的相互渗透而形成的机电一体化技术,已成为当今工业科技的重要组成部分。
笔者长期从事液压传动与气动技术的教学,教材中关于双缸行程控制回路设计的讲解中,有一部分学生在设计思路上不明确,对于障碍信号不知道如何消除,以至于不能正确理解教材中气路的工作原理。
下面笔者就以半自动钻床纯气动控制系统的设计来说明气路的设计方法与技巧。
在半自动钻床纯气动控制回路中,有两个气缸:一个是起夹紧工件作用的夹紧缸A,另一个是用来驱动钻床主轴的轴向运动,产生钻削进给运动的进给缸B。
该钻床要求:按下启动按钮后,两个气缸按照一定的顺序要求先后动作,完成一个工作循环。
即工作要求为:夹紧缸伸出夹紧工件→切削缸切削进给→切削缸退回→夹紧缸松开工件退回。
对半自动钻床的工作过程進行分析:在该半自动钻床的工作过程中,进给缸和夹紧缸在不同的工作阶段分别需要有不同的动作,因此,其回路的控制关键是在相应的阶段对两个气缸的主控元件发出适当的控制信号,以此来控制气缸按要求依次工作。
也就是说,当按下启动按钮后,需要夹紧缸伸出,当夹紧缸伸出到1/ 7位后,表示工件已经夹紧,此时需要发出一个位置信号,该信号用来控制切削缸的伸出;当切削缸伸出到位后,表明对工件已经切削加工完成,此时需要发出一个位置信号,该信号用来控制切削缸的退回;当切削缸退回到位后,需要发出一个位置信号,该信号用来控制夹紧缸的退回;当夹紧缸退回到位后,应该发出一个信号,表明一个工作循环结束。
当然,半自动钻床的两个气缸的初始状态必须是夹紧缸和切削缸都处于缩回状态。
经过以上对半自动钻床的气动控制系统的分析,整理出该控制气路需要以下气动元件:启动按钮,一个常开型的3/2阀;夹紧气缸A、切削气缸B,两个双作用气缸;控制A缸的主控元件FA、控制B缸的主控元件FB,两个双气控5/2阀;夹紧气缸A缩回和伸出时触发的行程阀A0、A1,切削气缸B缩回和伸出时触发的行程阀B0、B1,四个滚轮式常开型的3/2阀。
气动典型控制
气动典型控制
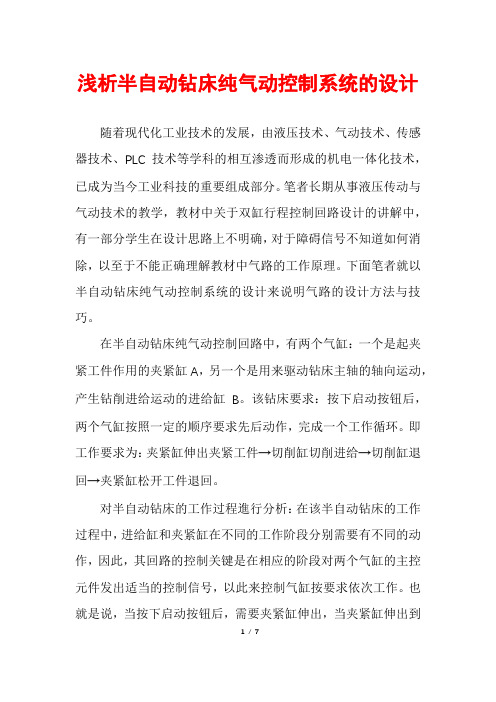
1、直接驱动:通过操作手动开关,控制直径25毫米的单行程气缸拉伸一个工件。
只要启动开关,工件即到拉伸位置。
初始状态工作状态
因为气缸是唯一的驱动部件,所以将气缸表注为1A1;将对应控制元件表注为1S1 2、通过启动手动按钮开关使大口径气缸活塞排出,松开开关活塞复位
3、双压阀控制
同时启动按钮开关和行程开关,双行程气缸活塞排出,松开任意一个开关(按钮开关或行程开关)时活塞复位。
4、梭阀控制
启动任意一个按钮开关可使气缸活塞排出
5、驱动阀和记忆效应
当启动一个开关,气缸活塞排出并在气缸末端停滞,直到启动第二个开关时活塞复位。
活塞进出的运动速度可调。
6、快速排气
通过安装快速排气阀。
减少出气端排气阻力提高活塞的运动速度。
纯气动控制技术在药柱压制中的应用

纯气动控制技术在药柱压制中的应用药柱压制生产属于我国工业的重要组成部分,在建设中发挥着不可替代的作用。
药柱的生产压制过程,对安全性要求较高,机电设备无法很好地满足安全需求。
文章就纯气动控制技术在药柱压制中的安全作用进行探讨,对于药柱的压制过程作出了详细的分析,并且对纯气动控制技术的应用作出了具体的阐述。
标签:药柱;压制;纯气动;控制技术1 概述压装法是药柱生产常用的一种方法,其工艺流程主要是把颗粒状的松散原料倒入模具或腔体,在压机上通过冲头加压成为一定形状和一定强度的药柱。
压装法是很古老的装药方法,因为使用的原料广,生产周期短,压装药柱的爆轰感度高等优点,迄今为止仍旧被广泛应用。
药柱压制属于危险工种,压药过程操作不当易发生爆炸事故,因此压药必须采取隔离操作,以减小安全隐患。
从发展的观点来看,压药应尽量采用自动化操作以减少人为因素的影响。
若采用传统的机电一体化设备,因机电设备中存在敏感的电气信号,无法从本质上解决设备的安全性。
采用纯气动控制技术,可以避免电气信号影响,有效提高药柱压制过程的安全性,同时兼顾提高了自动化程度和生产效率,具备很好的推广价值。
2 纯气动控制压药设备2.1 结构组成纯气动控制压药设备,主要由机械设备与气路控制系统组成。
机械设备由送料导轨、升降机构、夹紧装置、压机等组成,其中送料导轨、升降机构、夹紧装置均由气缸提供动力,压机一般采用独立动力的油压机。
气路控制系统主要由气源、气控阀门、排气节流阀、气动延时阀、气控信号灯等组成。
气路控制系统可以设计为连接一台或多台机械设备,以满足生产效率要求。
2.2 工作流程如上述所说,纯气动控制压药设备是由多种元件构成。
相应的,药柱压制工艺也是由多个工序构成。
概括来说,药柱压制工艺主要有送料、顶升、夹紧固定、压制、保压、退料、复位等工序。
(1)送料:压药模具位于初始位置,倒入原料后,按下启动按钮,送料气缸推动模具沿水平导轨移动到压机下方的升降机构平台上。
纯气动多气缸控制回路设计

机 电技术
2 0 1 4 年8 月
纯气 动 多气 缸控制 回路设计
兰 … 嵩 J
( 福建水 利电力职业技术学院 , 福建 永安 3 6 6 0 0 0 )
摘
要: 炸药压制成 型包括送料 、 顶升、 夹紧 、 压制 4 个工作步骤 。相较 于采用 电信号控制气动执行元件 动作 , 采用纯
行程 阀有气做为控制信号 , 每对行程 阀成为逻辑 变量的两个状态 , 4 X - , J " 行程阀组合起来共有2 种不
作之前插入 x , 在D 。 动作之前插入 x 。 。校正后得
D 1 D o C o B o A o ] 。
_ Al Bt c- 。, 。。 c 。 B。
阀, B缸 伸 出与 A缸 缩 回的控 制 信 号 相 同 、 c缸 伸
出与 B 缸缩 回的控制信号相 同、 D 缸伸伸 出与 c 缸
缩 回的控制 信号 相 同 , 所 以该 系统 为非标 准程
通过对炸药压制工作过程的观察 , 可以发现 : 完成一次压制过程 , 各个机构是按 照一定 的顺序 做动作 , 动作之间具有时序的要求 , 而且每个动作 的控制信号与上一动作的结束信号有关 , 不是随
机 的 。这 就要 求 : 设 计 时整 个 系 统 的输 出要 与 行制。
关键 词 : 纯气动 ; 程序设计 ; X - D图; 障碍
中图分类号 : T H1 3 8 文献标识码 : A 文章编 号 : 1 6 7 2 — 4 8 0 1 ( 2 0 1 4 ) 0 4 — 0 1 4 — 0 3
气动执行元件的动作可以采用气信号或电信 号进行控制 。在多气 缸回路控制设计 中 , 一般来
2 纯 气 控 回路 程 序 设 计
第四章 主机遥控系统实例第一节 气动主机遥控系统
第四章主机遥控系统实例在主机遥控系统中,驾驶台遥控主机必须是全自动的;集中控制室遥控主机可以是全自动的,也允许是半自动的。
根据发送遥控主机信号的不同性质,遥控系统大致分三类:第一类是气动遥控系统。
驾驶台发送的遥控信号是气动的,并经全自动的气动逻辑回路输出控制信号来操纵主机,集中控制室发送的气动遥控信号,可以与驾驶台共用一套气动逻辑回路,对主机进行全自动遥控。
而有些遥控系统,为简化集中控制室的遥控线路,取消了驾驶台遥控的某些功能,通过扳动操车手柄来实现,如重复起动、程序负荷等。
第二类是电一气结合的主机遥控系统。
其中,集中控制室均采用半自动气动遥控系统,而驾驶台是采用电动遥控系统,驾驶台发送的是电的遥控信号,经电动逻辑回路处理后,再经电/气转换器转换成气压信号并由集中控制室的气动逻辑回路来操纵主机。
驾驶台电动遥控系统有两种形式:一种是电动逻辑回路由继电器组成,称为电动有触点遥控系统;另一种是电动逻辑回路由电子器件,如逻辑门电路和运算放大器组成,称为电动无触点遥控系统。
它们与集中控制室气动逻辑回路合在一起,分别称为有触点电一气结合遥控系统和无触点电一气结合遥控系统。
第三类是用微型计算机组成的遥控系统。
集中控制室仍采用半自动气动遥控系统,驾驶台发送的也是电动遥控信号。
其实它也属于电一气结合的遥控形式,所不同的是,其逻辑回路不是由硬件电路组成的,而是由计算机软件程序实现的。
近年来,采用变距桨作为推进装置的船舶有所增加,特别是对于负荷变化较大的工作船及某些滚装船较多采用变距桨。
主机驱动定距桨和驱动变距桨的工作方式是完全不同的,因此,主机遥控系统的功能和组成差异较大。
第三章所介绍的各种逻辑回路,主要是对驱动定距桨主机而言的,有些是不适合于变距桨的。
限于篇幅,这里将不再介绍驱动变距桨的主机遥控系统。
在实际应用中,主机遥控系统的形式是多种多样的。
尽管它们的基本逻辑功能是相同的,但各种逻辑回路的组成方式、回路之间的连接方式,以及某些逻辑回路的实现方法等都各不相同,不可能以一概全。
PLC在气动控制系统中的应用案例

PLC在气动控制系统中的应用案例气动控制系统是一种广泛应用于工业自动化领域的控制系统,它通过气动元件的配合使用以及气动信号的传输来实现对机械设备的控制。
而在气动控制系统中,PLC(Programmable Logic Controller,可编程逻辑控制器)作为一种集中控制设备,发挥着重要的作用。
本文将通过介绍一个实际的案例,来说明PLC在气动控制系统中的应用。
案例描述:某工厂生产线上有一台气动装配机器,该机器用于将产品进行组装和包装处理。
在过去,操作员需要手动控制气动装配机器的运行,但这种方式存在人为疏忽和操作不稳定的风险。
为了提高生产效率和质量,并确保工作人员的安全,工厂决定引入PLC来实现气动控制系统的自动化。
PLC系统的设计:1. 输入模块:PLC系统首先需要能够读取来自气动装配机器的各个传感器信号,以便实时监测气动装配机器的运行状态。
通过安装传感器并将其与PLC的输入模块相连接,可以将气动装配机器的信号输入到PLC中。
2. 输出模块:PLC系统需要能够控制气动装配机器的运行,因此需要将PLC与气动装配机器的执行元件(如气缸、阀门等)相连接。
通过PLC的输出模块,可以向执行元件发送气压信号,从而实现对气动装配机器的控制。
3. PLC程序:通过PLC程序,可以实现对气动装配机器的自动化控制。
在这个案例中,PLC程序可以包括以下几个方面:- 确定气动装配机器的工作流程,包括组装和包装等环节;- 监测气动装配机器的传感器信号,如检测产品是否到位、是否有堵塞等;- 根据传感器信号的反馈,控制执行元件的动作,如控制气缸的伸出和缩回;- 实现对气动装配机器的启动、停止和故障报警等功能。
4. 人机界面:为了方便操作员对气动装配机器的监控和控制,PLC系统需要提供一个人机界面。
通过人机界面,操作员可以实时了解系统状态,并进行必要的设定和调整。
人机界面可以通过触摸屏或者操作面板等形式来实现,具体根据工厂的需求来确定。
多缸纯气动控制系统障碍信号消除原理分析
多缸纯气动控制系统障碍信号消除原理分析周钦河【摘要】Obstacle signal always exists in multi-cylinder sequential action pure pneumatic system. There were several shortcomings in time-delay valve pulse obstacle signal elimination method, such as poor pulse width applicability and time inaccuracy. Based on the analysis of obstacle signal elimination principle for multi-cylinder pure pneumatic control system, this paper presented a obstacle signal elimination method based on step control for pneumatic control system. Its internal structure was designed and applied to the multi-cylinder pure pneumatic control system. By using FluidSIM software, obstacle signal elimination method was simulated respectively based on step pulse method and delay-time pulse method. The results show that obstacle signal can be directly eliminated only by replacing common stroke valve with pneumatic stepping pulse stroke valve, without complex analysis or increasing memory elements, and it is suitable for pneumatic systems with different strokes and movement speeds. With this method, it is simple and fast to intuitively eliminate the obstacle signal with features such as simple structure and low cost, which simplifies the design of multi-cylinder pure pneumatic control system.%多缸顺序动作纯气动系统常常存在障碍信号,针对目前延时阀脉冲消障法存在的脉冲宽度难以调节、时间精度较差等不足,本文分析多缸纯气动控制系统障碍信号消除原理,利用步进控制思路,提出一种基于步进脉冲的气动控制系统障碍信号消除方法,并设计其内部结构,应用于多缸纯气动控制系统.通过FluidSIM软件,分别对采用步进脉冲法和延时脉冲法消除障碍信号进行仿真,仿真结果表明:只需采用气动步进脉冲行程阀代替普通行程阀,即可直接消除障碍信号,无需进行复杂分析或增加记忆元件,且适用于不同行程与运动速度的气动系统.采用该方法进行障碍信号消除快捷、直观、结构简单且成本较低,简化多缸纯气动控制系统设计.【期刊名称】《中国测试》【年(卷),期】2017(043)005【总页数】5页(P115-119)【关键词】纯气动系统;障碍信号;消除原理【作者】周钦河【作者单位】广东水利电力职业技术学院机械工程系,广东广州 510925【正文语种】中文多缸纯气动控制系统因具有防火、防爆、防潮能力,广泛应用于环境恶劣的场合[1-2]。
气动控制教程

PLC与气压控制一.基础气压二.PLC与气压基本控制三. PLC与气压过程控制一.基础气压1.气压系统基本架构2.气压源:工作压力4~7 bar ( 1 Kg / cm2 = 0.981 bar)3.三点组合(调理组):调压、滤水、润滑4.气压缸:单动缸、双动缸5. 方向阀:(1)口与位的观念一个方块代表一个作动位置方块内的箭头表示气流的方向( T 代表不通的口 )一个作动位置中进气与出气口的总和为口数例题: 3口2位 ( 3/2 阀 )(2)作动与复归方式按钮作动手炳作动踏板作动辊轮作动气压作动电磁作动电磁导引气压作动弹簧复归气压复归电磁复归电磁导引气压复归例题:3口2位按钮作动弹簧复归的方向阀CH1 PLC与气压控制6.基本气压回路二.以PLC控制气压系统例题1-1 : A为单动缸,以单边电磁阀控制当按钮开关PB ON,则气压缸前进A+当按钮开关PB OFF,则气压缸后退A-输入:PB=X0 输出:A+=Y0LD X0 OUT Y0END※按钮开关PB可以用训练器上方的仿真开关代替例题1-2 : A 为单动缸,以单边电磁阀控制 当按钮开关PB1 ON ,则气压缸前进A +,此时放开PB1(PB1 OFF )气压缸仍保持在前位状态(自保)当按钮开关PB2 ON ,则气压缸后退A -输入:PB1=X1 PB2=X2输出:A +=Y0※ 想想看,这个程序可以再简化!LD X1 ORM0 ANI X2 OUT M0 LD M0 OUT Y0END例题1-3 : A 为单动缸,以单边电磁阀控制,加上节流阀调整气缸运动速度 当按一下PB (Pulse ),则气压缸慢慢前进A +一直到气压缸触碰到前顶点a1,则气压缸慢慢后退A -输入:PB=X0 a1=X1 输出:A +=Y0LD X0 ORY0 ANI X1 OUT Y0END练习:A为单动缸,以单边电磁阀控制,加上节流阀调整气缸运动速度当按一下PB(Pulse),则气压缸慢慢前进A+当气压缸触碰到前顶点a1,气压缸静止不动3秒钟后,气压缸慢慢后退A-练习:A为单动缸,以单边电磁阀控制,加上节流阀调整气缸运动速度当按一下PB(Pulse),则气压缸A来回往复运动A+ A- A+ A-A+ A-……………….当按钮开关PB ON ,则气压缸前进A +当按钮开关PB OFF ,则气压缸后退A -输入:PB=X0 输出:A +=Y0LD X0 OUT Y0END当按钮开关PB1 ON(Pulse),则气压缸前进A+当按钮开关PB2 ON(Pulse),则气压缸后退A-输入:PB1=X1PB2=X2输出:A+=Y1A-=Y2LD X1OUT Y1LD X2OUT Y2END例题2-3:A为双动缸,以双边电磁阀控制,加上节流阀调整气缸运动速度当按一下PB(Pulse),则气压缸慢慢前进A+当气压缸触碰到前顶点a1,则气压缸慢慢后退A-输入:PB=X1a1=X2 输出:A+=Y1A-=Y2LD X1 OUT Y1 LD X2 OUT Y2END练习:A为双动缸,以双边电磁阀控制,加上节流阀调整气缸运动速度当按一下PB1(Pulse),则气压缸A来回往复运动A+ A- A+ A-……………….当按一下PB2(Pulse),则气压缸停止运动练习:A为双动缸,以双边电磁阀控制,加上节流阀调整气缸运动速度当按一下PB1(Pulse),则气压缸A来回往复运动5回后自动停止A+ A- A+ A-A+ A- A+ A- A+ A-LD X0 OR M0 ANI X2 OUT M0 LD M0 OUT Y1 LD X1 OUT Y2END动作顺序如图PB ON (Pulse) ,则系统激活 一次循环后自动停止输入:PB=X0 a1=X1b1=X2 输出:A +=Y1 B +=Y2LD X0 OUT Y0 LD X1 OUT Y1 LD X2 OUT Y2 OUT Y3END动作顺序如图PB ON (Pulse) ,则系统激活 一次循环后自动停止输入:PB=X0 a1=X1 b1=X2 输出:A +=Y0 A -=Y1 B +=Y2 B -=Y3动作顺序如图PB ON (Pulse) ,则系统激活一次循环后自动停止动作顺序如图PB ON (Pulse) ,则系统激活一次循环后自动停止动作顺序如图(循环动作)PB1 ON (Pulse) ,则系统激活PB2 ON (Pulse) ,则系统停止动作顺序如图(循环动作)PB1 ON (Pulse) ,则系统激活PB2 ON (Pulse) ,则系统停止三. PLC 与气压过程控制(一)单一流程例题4-1 : A 为双动缸,由双边电磁阀控制,当按下激活开关START ,则气压缸前进,当气压缸到达前顶点,则气压缸 后退,当气压缸到达后顶点时,则系统停止,并等待下一 个激活命令。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纯气动应用实例
7.1冲压印字机
如图7.1所示,阀体成品上需要冲印P 、A 、B 及R 等字母标志。
将阀体放置在一握器内。
气缸1.0冲印阀体上的字母。
气缸2.0(B)推送阀体自握器落入一筐篮内。
7.2 清洗池
某盘形工件在一清洗池内清洗。
一气缸推动盛满盘形工件的筐篮在清洗池内升降上下。
要求条件可采用二种程序完成清洗,第一种程序:操作者用手动完成容器的上、下运动;第二种程
序:操作者
手动产生起
动信号,经过一预先设定的时间后自行切断清洗操作。
其具体位移—步骤图如图7.4所示,动作顺序如表7.1所示。
在阀1.8切断前容器不停的进行上下摆动。
表7.1
顺序图
7.3 滚珠轴承的装配夹持器
在一装配在
线上装配滚珠轴
承。
滚珠轴承经零件装配后,利用一气压气缸1.0固定握住。
气缸2.0(B)操作黄油压床使滚珠轴承充满黄油。
因为在此装配在线需要装配不同尺寸的滚珠轴承,黄油压床的冲程速度须为可以调整。
控制顺序:
操作阀1.2(起动)使阀1.1在Z 接转。
气缸1.0(A)外伸,压紧滚珠轴承。
在气缸的外端点位置,操作阀1.12/2.2及因此通过梭动阀1.4使控制链1被自动保持。
在同时一个讯号
送入阀2.1的Z 。
使气缸2.0(B)外伸至前端点位置。
操作阀2.3后开始回行运动。
在阀1.9、阀2.3及1.7使回动阀1.5/2.6接转前,气缸2.0(B)继续产生摆动运动。
压缩空气进入作动组件2.1的Y 。
气缸2.0(B)回行至后端点位置。
空气进入阀1.5/2.6及阀1.3/l.6的Z,使阀1.1排放。
气缸1.0(A)再度回到后端点位置。
阀1.8及1.10联合成为一安全措施。
当气缸1.0(A)完全缩回时才能开始新的循环。
7.4 冲口器
夹持器在工件的孔端冲三个开口。
该设备的工作原理如图7.8所示。
用手将工件放在夹持器内。
起动讯号使气缸1.0(A)移送冲模进入长方形工件内。
自此以后,气缸2.0(D)、3.0(C)及4.0(D)一个接一个推动冲头在工件孔内冲开口。
在气缸4.0(D)的最后冲口操作完成后,所有三个冲糙气缸2.0(B )、3.0(C)及4.0(D)返回至它们的起始位置。
气缸1.0(A)从工件抽回冲模,完成最后的运动。
用手将已冲口工件从夹持器上拿出。
该设备的位移一步骤图如图7.9所示,动作顺序如表7.2所示。
冲口器的气动回路图如图7.10、7.11所示。
7.5 冰淇淋喷巧格力机
在冰淇淋表面喷涂一层巧格力作装饰。
气缸1.0(A )启喷枪阀。
在同时启动气缸2.0(B)及3.0(C)。
气缸2.0(B)推动冰淇淋块缓缓前进,气缸3.0(C )在舆纵向冲程成直角方向导引喷枪的摆转运动。
当气缸2.0(B )到达前端点位置时,气缸1.0(A
)关闭
喷枪阀以及气缸2.0(B)及3.0(C),返回至它们的起始位置。
该气动系统应具有自动及
手动操作功能,并且能对冰淇淋块进行记数。
冰淇淋喷涂机控制顺序如下:按下气动阀1.2,使阀0.1在Z 被接转。
因为压缩空
气进入管路1,作动组件1.1、2.1及3.1在Z 接转。
气缸l.0(A)开启喷枪,气缸2.0(B)推动冰淇淋缓缓向前以及气缸3.0(c)前后摆动喷枪。
当气缸2.0(B)到达前端点位置时,操作阀1.3/2.3,使回动阀0.1在Z 接转以及压缩空气进入管路2,同时使管路l 排放。
所有三个气缸皆回行到它们的端点位置。
此系统可以通过阀1.4从手动(MAN)接转至自动(AUT)。
一个记数器记录已经喷涂巧格力的冰淇淋块。
7.6 螺丝
塞的装配夹持器
将 O 型密封圈配装在阀的螺丝塞上。
螺丝塞系通过一振动器进给到夹持器来。
安装在气
缸 2.0(B)上的一个叉检起一个螺丝塞。
当起动讯号加入时,气缸(A)提升O 型密封圈向上,同时气缸2.0(B)连叉返回。
此时螺丝塞位在O 型密封圈上面。
气缸3.0(C )压螺丝塞入O 型密封圈。
然后气缸1.0(A )、2.0(B)及 3.0(C)返回至它们的起始位置。
气缸4.0(D)从夹持器提升工件。
由一吹气喷口5.0(E)吹入箱内。
螺丝塞的装配夹持器位移一步骤图如图8.15所示。
其动作顺序如表8.3所示,回路图如图8.16所示。
表7.3 螺丝塞的装配夹持器动作顺序表。