大深径比微细孔超声辅助电火花加工技术研究
电火花细微孔加工方法研究
电火花细微孔加工方法研究作者:李存震叶锦华来源:《科学与财富》2017年第12期摘要:相对于其他电火花加工操作而言,细微孔的特殊性对加工方法提出了较高的要求。
为了保证细微孔的加工质量,在实际加工处理过程中,应该严格控制各项参数,避免细微孔出现质量问题。
本文从电火花细微孔加工的特点入手,对电火花细微孔加工方法进行分析和研究。
关键词:电火花;细微孔;加工方法前言:随着工艺技术的不断发展,电火花细微孔加工技术的出现为机械钻削加工带来了新的生机。
就我国目前情况来看,虽然电火花细微孔加工的应用范畴较为广泛,但其加工过程很容易出现质量问题。
对于生产加工厂家而言,这种现象会从一定程度上增加加工过程所需的成本,进而影响最终获利情况。
为了避免出现上述状况,生产厂家应该严格要求加工人员,保证电火花细微孔加工方法、加工操作的准确性。
一、电火花细微孔加工的特点与常规的电火花加工方式相比,电火花细微孔加工的特点主要包含以下几种:(一)工具电极细微性特点电火花细微孔加工属于一种成型加工模式。
在实际加工过程中,工具电极的细微性特点增加了深径孔加工的难度。
如果加工对象孔的深径参数较大时,异常放电现象的出现可能会引发工具电极被烧毁,干扰电火花细微孔加工的顺利进行。
(二)被孔径细微性特点通常情况下,电火花细微孔的孔径参数处于0.1mm以下。
这种具有细微性特点的孔径参数要求电火花加工过程中每个脉冲的放电能量参数相对较小。
结合我国电火花细微孔的加工经验可知,当每个脉冲的放电能量处于10-6-10-7J范围内时,其所产生的电蚀量能够满足电火花细微孔的深度及电蚀坑直径要求(分别为小于0.1μm和小于1μm)[1]。
(三)被加工孔径细微性特点在电火花细微孔加工中,被加工孔径也具有明显的细微性特点。
为了满足这一加工要求,电极端面的放电间隙参数应该为1μm[2]。
随着加工孔深度参数的不断增加,加工放电区域工作也的循环难度也会发生相应增加。
在这种情况下,能够保持稳定状态的放电间隙范围相对较小,所得细微孔加工成果很容易受到相关因素的影响。
微细电火花加工关键技术及工艺研究
ZHANG Yo g bn,J a g,LI Gu n — i n —i IF n U a g r n,Z ANG a xn,W U Zh — u a H Lin— i iq n
( n tueo c iey Ma ua tr g T c n lg ,Min a gSc u n6 0 Isi t fMa hn r n fcui e h oo y t n a y n ih a 2 0,C ia 1 9 hn )
Absr c :I h pe ,a k n ir - lcrc ldic r e m a hnig s t m a e EDM 一 0 s e ta t n t e pa r i d ofm co ee tia s hag c i n ys e n m d o 5 i d - s rb d.Th pe lo prs nt co・n r y pule po r s p y wh e la tw it fpus a e c c ie e pa ras e e s mir e e g s we u pl os e s d h o le c n ra h n n s c n S m e s ca o e s s ae i to uc d s bs q e ty.Th r s ala tv ic agn ic i i a o e o d. o pe il pr c s e r n r d e u e u n l e e i l c ie ds h r ig cru t n t e p s w e u h ule po rs ppl whih c n r d et er sd lc ag o i pr v h c ii gq l y o u f c . y, c a e uc h e iua h r et m o e t e ma hn uai fs ra e n t Th pe il oc s sus f lt n r a et em a h n gpr cso n f ce y. rh r o e m ir -o le e s ca pr e si eu o ic e s h c i i e iin a d e n i inc Fu t em r , c o t o -
超声辅助等离子体中微细电火花加工技术研究

工特性发现,氮气等离子体加压缩空 气射流中微细电火花加工的质量更 好。有研究结果表明:等离子体射流 中微细电火花加工和气中微细电火 花加工相比,前者的放电间隙更大,
性能。因此,为改善等离子射流中微 细电火花加工存在的不足,本文提出 了采用超声振动辅助等离子体中微细 电火花加工的新方法,并通过工艺试 验对该方法的加工特性进行了研究。
试验及方法
1试验装置
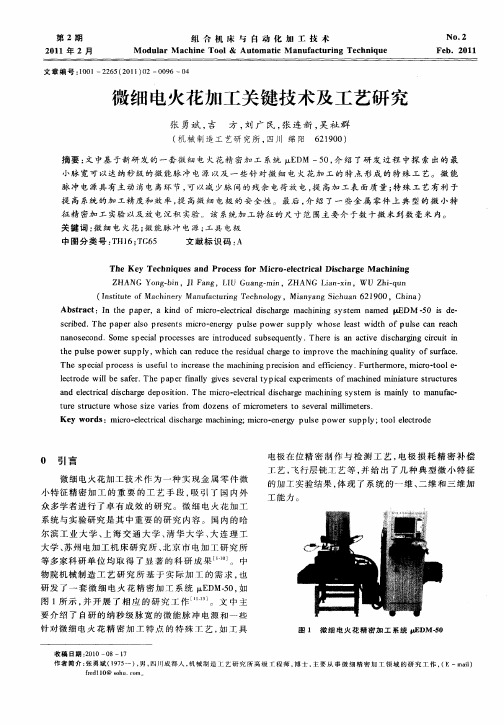
试验采用自主研制的超声振动 辅助等离子体中微细电火花加工机
床,如图1和2所示,分别为试验
装置示意图和实物图。该机床主要 由机床主体部分、伺服运动平
论坛FORUM
超声辅助等离子体中微细电火花
加工技术研究
张从阳,邹日貌,余祖元
(大连理工大学机械工程学院,大连116024)
[摘要]冷等离子体射流中微细电火花加工在一定程度上获得了比纯气体介质中更好的加工性能。然而由于放电 脉冲能量小,造成放电间隙小,使得电蚀产物排出困难,短路、拉弧等不正常放电现象仍然频繁发生,严重影响了加 工的质量和稳定性。为此,提出在工件上施加超声振动的方法以改善冷等离子体射流中微细电火花加工过程的稳 定性,并探究其加工特性。针对电火花加工的击穿距离、材料去除率、表面粗糙度以及工具电极相对损耗率等工艺 指标,进行了工艺试验。试验结果表明:工件施加超声振动以后,熔融的电蚀产物更容易从工件表面剥离;当以冷 等离子体和压缩空气混合射流为加工介质时,超声辅助等离子体中微细电火花加工性能得以明显改善,材料去除率
提高13%,表面粗糙度降低19%,电极相对损耗率降低13%。
2011年《电加工与模具》总目次

基 于 R 2 4的 电火 花 线 切 割 加 工 数 控 系 统 解 释 器 的 S7 设计与实现 ……… 陈成细, 学程 , 奚 徐 辉 , ( —8 等 2 )
杨晓冬 , 滕
庆( 6—7 )
一
76 一
信 息 ・ 态 动
基 于 IA总线 的电火花线切割机床接 口电路 的设计及研究 S
… … … … … … … …
第 十 二 届 中 国 国 际 机 床 展 览会 特种 加 工 机 床评 述 … … … …
… … … …
郭艳 玲 , 凯 译 , 宗生 , ( —2 ) 姜 辛 等 6 9
C MT 2 1 I 0 1特 种 加 工 机 床 评 述 专 家 组 ( —1 3 )
… … … … … … … … … …
《 电加工与 模具 21 年第6 》 01 期
重 掺 杂 硅 微 球 的脉 冲放 电法 制备 研 究 … … … … … … … … …
… … … … … … … …
钟孟辉 , 烈恩 , 郭 沈
川 ( —1 ) 2 2
一
洪
捐, 汪
炜 , 海娣 , ( —1 ) 冯 等 4 9
… … … … … … … … … …
李
龙, 叶
军 , 红 敏 , ( ~2 ) 朱 等 2 3
陈娟 烈 , 轧
刚, 常延 晓 ( 4—3 ) 0
毛 细 管 电 极 电液 束 加 工 微 小 孔试 验 研 究 … … … … … … … …
… … … … … … … …
有 限 元逆 算 法 在 汽 车 覆 盖 件 数 值 模 拟 成形 中 的 应用 … … …
… … … … … … … … … … … … … … … … …
超声电火花复合加工的研究进展(1) 航空精密制造技术
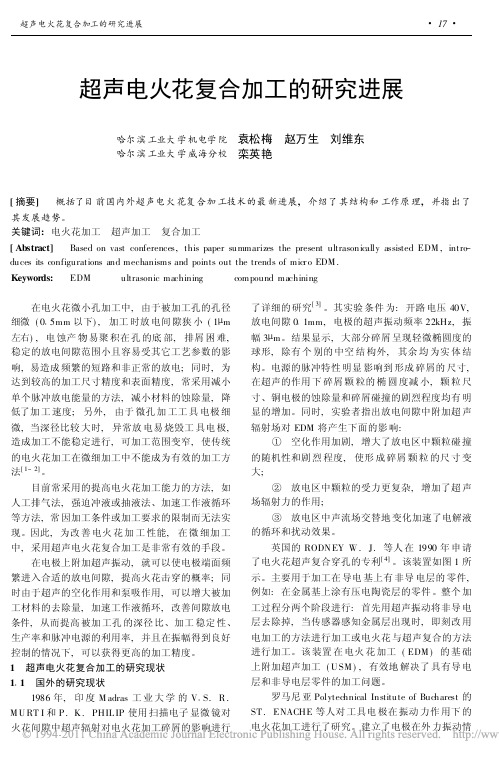
图1
超声电火花复合穿孔装置
形 下的数学模型 , 该外力来源于放电区的气化和空 化作用所形成的放电间隙中压力波的变动 , 通过这 种振动提高 了材料的去 除率及 加工 过程的 稳定 性。 虽然这种作用非超声附加的效果 , 但可直接预示超 声 - 电火花复合加工必将改善 EDM 的加工性能。 1989 年法国的 D. Kr emer, J. L . Lebr un, B. Hosari 和 A. M osisan 系 统地 研 究了 超声 振 动对 电 火花加 工 性能 影响 [ 5~ 6] 。图 2 是 D. K remer 等 人 自行设计的超声 复 合电 火 花 加工 装 置简 图。实 验 中 , 工 件 采 用 35NCD16 钢 ( C: 0 35% ; Ni: 3 5% ; Cr: 1 6% ; M o: 0 24% ; M n: 0 4% ; Si: 0 23% ) , 电极为石墨 , 工作液为 DEL- HEL D IM E82, 电流 密度 为 1~ 10A/ cm2, 脉 冲周 期 为 5 ~ 200 s, 上下冲油 , 振幅 分别 为 4 m 和 8 m 。结 果表明 , 超声 振 动提 高了 加 工速 度 , 粗 加 工提 高 10% , 精加工提高 400% , 使加 工过 程稳定 , 特别 是精加工时尤为突出 , 精加工时可稳定加工的面积 增大 , 电极损 耗增 加 10% ~ 15% , 振幅 为 85% ~ 15% , 振幅 为 4, D. K remer 等人 认为电 极的 超声 振动改善加工过程的主要原因是 : 电极表面的高 频振动加速了工作液的循环 , 使间隙充分消电离 ;
在电火花微小孔加工中 , 由于被加工孔的孔径 细微 ( 0 5mm 以下 ) , 加工 时放 电间 隙狭 小 ( 1 m 左右 ) , 电 蚀产 物 易聚 积在 孔 的底 部 , 排屑 困 难 , 稳定的放电间隙范围小且容易受其它工艺参数的影 响 , 易造成 频繁的短路和非正常的放电 ; 同时 , 为 达到较高的加工尺寸精度和表面精度 , 常采用减小 单个脉冲放电能量的方法 , 减小材料的蚀除量 , 降 低了加 工 速度 ; 另外 , 由于 微孔 加 工工 具 电极 细 微 , 当深径比较 大时 , 异常放 电易 烧毁工 具电 极 , 造成加工不能稳定进行 , 可加工范围变窄 , 使传统 的电火花加工在微细加工中不能成为有效的加工方 法 [ 1~ 2] 。 目前常采用的提高电火花加工能力的方法 , 如 人工排气法 , 强迫冲液或抽液法、加速工作液循环 等方法 , 常 因加工条件或加工要求的限制而无法实 现。因此 , 为改 善 电火 花 加 工 性能 , 在 微 细加 工 中 , 采用超声电火花复合加工是非常有效的手段。 在电极上附加超声振动 , 就可以使电极端面频 繁进入合适的放电间隙 , 提高火花击穿的概率 ; 同 时由于超声的空化作用和泵吸作用 , 可以增大被加 工材料的去除量 , 加速工作液循环 , 改善间隙放电 条件 , 从而提高 被加 工孔 的深径 比、加工 稳定 性、 生产率和脉冲电源的利用率 , 并且在振幅得到良好 控制的情况下 , 可以获得更高的加工精度。 1 超声电火花复合加工的研究现状 1 1 国外的研究现状 1986 年 , 印 度 M adras 工 业 大 学 的 V S. R .
超声辅助等离子体中微细电火花加工技术研究
超声辅助等离子体中微细电火花加工技术研究张从阳;邹日貌;余祖元【摘要】冷等离子体射流中微细电火花加工在一定程度上获得了比纯气体介质中更好的加工性能.然而由于放电脉冲能量小,造成放电间隙小,使得电蚀产物排出困难,短路、拉弧等不正常放电现象仍然频繁发生,严重影响了加工的质量和稳定性.为此,提出在工件上施加超声振动的方法以改善冷等离子体射流中微细电火花加工过程的稳定性,并探究其加工特性.针对电火花加工的击穿距离、材料去除率、表面粗糙度以及工具电极相对损耗率等工艺指标,进行了工艺试验.试验结果表明:工件施加超声振动以后,熔融的电蚀产物更容易从工件表面剥离;当以冷等离子体和压缩空气混合射流为加工介质时,超声辅助等离子体中微细电火花加工性能得以明显改善,材料去除率提高13%,表面粗糙度降低19%,电极相对损耗率降低13%.【期刊名称】《航空制造技术》【年(卷),期】2019(062)011【总页数】9页(P30-38)【关键词】超声振动;微细电火花加工;击穿距离;冷等离子体射流;混合射流【作者】张从阳;邹日貌;余祖元【作者单位】大连理工大学机械工程学院,大连116024;大连理工大学机械工程学院,大连116024;大连理工大学机械工程学院,大连116024【正文语种】中文放电介质作为电火花加工的关键因素,直接影响电火花加工的效率、精度和质量。
煤油因具有良好的绝缘性能,早期被广泛用作电火花加工放电介质,但煤油作为可燃物,在放电加工过程中存在火灾隐患;并且在加工过程中煤油受热还会产生一些对人和环境有害的气体。
国内外学者针对煤油存在的问题,对其他介质做了大量的研究。
通过对水基工作液电火花加工的研究试验,范广信等[1]验证了水基工作液在安全、经济、绿色以及加工速度和表面加工质量方面均优于煤油。
尽管如此,油基工作液和水基工作液作为放电介质进行电火花加工时,工具电极损耗皆非常严重,很大程度上限制了微细电火花加工所能达到的加工精度。
旋转超声辅助微细电火花加工机床研制及实验研究

旋转超声辅助微细电火花加工机床研制及实验研究
随着制造业的发展和技术的进步,对于微细加工的需求越来越迫切。
而电火花加工作为一种非接触式的加工方法,具有高精度、高表面质量等优点,被广泛应用于微细加工领域。
然而,在实际应用中,电火花加工也存在一些问题,如加工效率低、表面质量难以保证等。
为了解决这些问题,我们进行了旋转超声辅助微细电火花加工机床的研制及实验研究。
本研究基于传统的电火花加工机床,通过增加超声辅助装置和旋转工件的方式,提高了加工效率和表面质量。
首先,我们设计并制造了超声辅助装置,该装置能够通过超声波的振动将加工区域的金属屑排出,减少了电火花过程中的阻力,提高了加工效率。
其次,我们通过加装旋转装置,使工件可以旋转起来,从而实现了对加工区域的均匀磨损,提高了表面质量。
为了验证机床的性能,我们进行了一系列实验。
首先,我们选取了不同材料的工件,分别进行了传统电火花加工和旋转超声辅助微细电火花加工。
实验结果显示,相比传统电火花加工,旋转超声辅助微细电火花加工在加工效率和表面质量上均有显著提高。
其次,我们还对不同参数进行了优化,得到了最佳加工条件。
此外,我们还进行了实际应用的验证。
将该机床应用于微细零件的加工中,结果显示,旋转超声辅助微细电火花加工机床能够满足微细零件的加工需求,提高了加工效率和表面质量。
综上所述,通过旋转超声辅助微细电火花加工机床的研制及实验研究,我们成功提高了加工效率和表面质量。
该研究为微细加工领域的发展提供了一种新的解决方案,具有重要的应用价值和推广意义。
超声振动辅助电火花铣削加工技术与机理研究
超声振动辅助电火花铣削加工技术与机理研究就当前的现状来看,传统铣削加工手段已经无法满足当代社会可持续发展需求,因而在此基础上,为了打造良好的加工环境,应注重在实践加工活动开展过程中引入超声振动,从而实现对电火花加工过程的有效调节,即增大脉冲放电区间、减小电弧放电、增加材料去除率,达到最佳的工艺加工状态,提升整体加工水平。
本文从超声振动辅助电火花铣削加工机理分析入手,旨在引导当前加工工序开展过程中优化传统加工手段。
标签:超声;电火花;铣削加工技术;机理振动切削可以改善切削加工效果,振动车削、振动钻削、振动磨削等的研究较为广泛并已实际应用,但振动铣削的研究甚少。
本文就超声振动辅助电火花铣削加工技术与机理进行了简答的分析。
1 超声振动辅助电火花铣削加工机理超声振动辅助电火花铣削加工机理即融入快速原型制造技术、分层制造原理等,对产品进行分层加工处理,由此获取加工元件。
同时,在加工工序开展过程中为了满足元件加工要求,应于主轴头安置工具电极,且与脉冲电源两极相连,并将空气、氧气等介质置入到管状工具电极环境下,从而形成超声振动,同时通过对数控系统的操控分层扫描指定轨迹,并做好脉冲放电连续作业工作,推进电极工具伺服运动的展开,蚀除工件材料,达到工件加工目的。
即在超声振动辅助电火花铣削加工工序开展过程中对空气、氧气等介质的选择提出了更高的要求,为此,相关技术人员在实践操控过程中应提高对此问题的重视程度,同时注重采用内充液式空心管状电极,且结合底面放电方式,形成X、Y伺服运动,达到超声振动加工效果,并实现Z向的间接进给,规避电极损耗等问题的凸显,影响到铣削加工加工效果,满足加工条件。
2 超声振动辅助电火花铣削加工技术分析2.1 电火花銑削技术电火花铣削技术,即EDM,注重运用工具电极,对数控系统进行伺服操纵,同时结合加工轨迹,做好放电加工工作,且通过机械化作业方式,铣削加工元件,达到工件加工目的,提高柔性化加工特点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
随着 科 学技 术 和 工 业 生产 的发 展 , 小 孑 的应 微 L 用 1趋 广泛 , 5 1 出现 了越来 越多 带有微 4 的零件 , qL 如
燃 料 喷 油 嘴 、 气 静 力 轴 承 、 丝 板 、 印 机 喷 头 空 喷 打 等 ¨ , 类孔 一 般具 有 直径 小 、 这 深径 比大及 难加 工
钨
6 l± 0. l 7
l 8
电极 直 径 m
工 作 液 电 阻 率] lm MF c
电 极摇 动 半 径 m
电 极 摇 动 速度 / MI S ) ( F・ I
部分 膨胀 、 蒸发 , 一部 分又 重新凝 固 , 成为加 工 屑 。 隙外部 , 另 一 部 分 加 工 屑 微 粒 则 沉 积 到 间 隙 内 。 而 当沉积 的加 工屑 达 到一 定 程 度 时 , 件 和 电极 之 间 工
改 进 和提 高 传统 加 工方 法 的 同时 , 在不 断地 研 究 也
一
63 —
《 电加工与模具》 01 21 年第 6期
新 的加 工工 艺 和方 法 , 目前 大 约有 5 0余 种 加 工 方
法 , 括超 声波加 工 、 光加 工 、 包 激 电化学 加工 、 细 微 冲压 、 细 电火 花加 工 等 。微 细 电 火 花加 工 虽 然 加 微 工 速度 较低 , 但其 不仅 可加工 微细 孔 , 而且可 加工 复 杂 形状 的三 维结构 , 可加 工任何 导 电材料 , 不 还 也
l 5 3 0
4 9 4
这 些加 工屑 有 的随着工 作液 的流 动被排 出到 加工 间
超 声 波 振 动 频 率 ]Hz k 超 声 波振 幅 / t ma
就 会通过 一很 高 的短 路 电流 , 不 仅容 易 损 坏 放 电 它 电路 , 工 件和工 具 电极也会 产生 一 面质量 下 降 , 同时也增 大 了电
极 损耗 ] 。在 加工 微 细 深 孑 到一 定 深 度后 , 料 去 L 材 除速度会 明 显下 降 , 是 因 为深 孔 加 工 中工 具 电极 就
为 了证 明本 文 提 出 的新 方 法 的有 效 性 , 计 了 设
加工 参数 相 同的另外 3组试 验 : 传 统 的微 细 电火 ① 花加 工方 法—— 既 没有 超 声 波 振动 辅 助 , 没 有 电 也
细孔一 般深 径 比较大 , 且零 件材 料多 为高 强度 、 高硬
度 的难 加工 材料 , 耐热钢 、 如 不锈 钢 、 质合 金 、 硬 陶瓷 等 。为 了解 决 微孔 加 工 的技术 难 题 , 们 在 不 断 人
第 一 作 者 简 介 :张余 升 ,男 ,1 8 9 5年 生 , 程 师 。 工
S u y o i r l rli t i h As e tRa i y t d n M c o Ho e D il ng wih H g p c to b
M ir c o EDM d d wih Ulr s n c Vi r to Ai e t ta o i b a i n
极摇动 ; 只 有 电极 摇 动 、 ② 工件 上不 加 载 超 声 波 振 动的方 法 ; 只 在 工 件上 加 载 超 声 波 振 动 、 有 电 ③ 没 极摇 动的 方法 。每 组 试验 中 , 过 移 动工 作 台将 一 通 定直径 和 长度 的 电极 移 动到 工 件 表面 附近 , 工 件 在 和 电极两极 间加 载 1 直 流 电 压 , 测 工 件 表 面 , 0V 探 设置 加工起 点 ; 在异 于加工 点 的位 置设 置一 基准点 , 加工 前 后 两 次探 测 基 准 点得 到 的 Z 坐标 的差 异 即 为电极 的损耗 长度 。加工 结 束 后 , 超声 波 清理 器 用
b e rl d wih a v r g a t rof1 e n d il t n a e a e dime e e 20“m n s anls t e 04 wih a t c n s f3. i t i es s e l3 t hik e so 5 mm . Ke r y wo ds: g s e tr to mir o e m ir hi h a p c a i c o h l ; c o EDM ; lr s ni i r to u ta o cv b a i n
摘 要 : 细 电火花加 工 中电极 损耗 较 大 , 加 工 大深 径 比微 细 孔 时 , 微 在 工具 电极 和 工 件之 间的狭
窄 间隙 内流体 阻 力较 大 , 气泡及加 工屑不 易排 出, 易产 生频繁 的非 正 常放 电, 致 电极 损耗 进 一 步 导 增 大。针 对 大深 径 比微 细 孔加 工的 这一 难题 , 出采 用 电极 摇 动 同 时在 工件 上 加 载超 声 波振 动 的 提
q e c u r nc so b o ma s h r e nd r s li n e e sv lc r d a .Th sp p rp e e s u nto c r e e fa n r i c a g sa e u tng i xt n i eee to ewe r di i a e r s nt
收 稿 日期 : 0 1 8—3 2 1 —0 0 基 金 项 目 :国 家科 技 重 大 专项 (0 1 X 4 1 -3 ) 2 1Z 0 0 50 1
域 , 航空 、 天 、 事等 方面 的尖端零 件 和喷丝 板 、 如 航 军
医疗 器械 、 钟表 等 民用零 件 。由于孔 径极 小 , 类微 这
工 艺 ・ 备 装
《 电加工与模具》21 年第 6 01 期
大 深径 比微 细 孑 超 声 辅 助 电火 花 加 工技 术 研 究 L
张 余 升 荆 怀 靖 李 敏 明 唐 春 英 余 祖 元 , , , ,
(1 .上海 航天 设备 制造 总 厂 , 海 2 0 4 ; 上 0 2 5 2 .大连 理 工大学 现代 制造 技 术研究 所 , 辽宁 大连 1 6 2 1 0 4)
造 的关键 技 术 , 细 电火 花 加 工 也 因 此成 为此 类 微 微 细 深: a 工 的一 种重 要 方法 。 f i Ll
1 微 细 孔 电火 花 加 工 技 术
微 细孔 已被 广泛 应用 于生 产和生 活 中的各个 领
在 微 细 电火 花 加 工 中 电极 损 耗 较 大 , 在加 工 大 深径 比微 细孔 时 , 具 电极 和 工件 之 间 的狭 窄 间 隙 工
和工件之 间 的狭 窄 间 隙 内堆 积 了 大量 的加工 屑 , 易
导 致短路 等非 正 常放 电 , 阻碍 了加 工过 程 的顺 利进
行。
由于传 统 的周期性 抬起 工具 电极 等方法 增加 了 额 外运 动 所 需 的 时 间 , 材 料 去 除 速 度 大 大 下 降 。 使 为 了解 决这 一 问题 , 状 电极 、 管 卧式 加 工 、 电极 旋 转 等方 法被应 用于微 细 电火花 加工 中 。为 了进 一 步 提高微 细孔 电火 花 加 工 的性 能 , 声 波振 动 被 引 入 超 到深小 孔 加 工 中 , o和 赵 万 生 分 别 在 不 锈 钢 4 1 Ye 0
a n w t o fd i i g h g s e tr t c o h lsb e me h d o rl n i h a p c a i mir — oe y EDM ,i ih t e p a e a y mo e n f l o n wh c h l n t r v me to a lc r d ,wi n a c me tfo u t a n cv b a i n, r v d sa n v n y d srb t d g p f rt e n ee t o e t e h n e n r m lr  ̄ i i r t h o p o i e n u e e l i i u e a o h t d b i a d b b lst s a e fo t e d s h r e z n a i .M ir — o e t s e t r t f2 a e e r n u b e o e c p r m h ic a g o e e s y s l c o h ls wi a p c a i o 9 h v h o
新 方法 , 成功 地在 3 5mm 厚 的不锈 钢板 上加 工 出平 均直径 为 1 0 . 2 m 的通孔 , 径 比达 2 。 深 9
关键 词 : 大深 径 比微 细孔 ; 细 电火 花加 工 ; 声振 动 微 超 中图分 类号 : G 6 T 61 文献标 识码 : A 文章编 号 :0 9 7 X( 0 1 0 1 0 —2 9 2 1 )6—0 6 —0 03 4
Z a g Yu h n Jn a ig , iMimig , n h n ig , u u n h n s e g ,ig Hu in L n n Ta g C u yn YuZ y a j (1 h n h i rs aeEq ime t n fcu e , h n h i 0 2 5, ia .S a g a o p c up n sMa ua t rr S a g a 2 0 4 Chn ; Ae 2.Dain Unv ri fTe h oo y, l n 1 0 4, ia) l ie s yo c n lg Dai 6 2 Chn a t a 1
Ab ta t s r c :W h n a mir — o e i d i e e py b DM ,t ev s o s r s tn e i h a r w i— e c o h l rl d d e l y E s l h i u e i a c n t e n ro d s c s c a g a a s sd fiu t h e v l fd b i a d b b lsfo t ewo k n r a e d n o fe h r e g p c u e if l i t er mo a o e rs n u b e r m h r i g a e ,l i g t r — c y n a