最新切削加工切削速度表
机械加工切削参数汇总
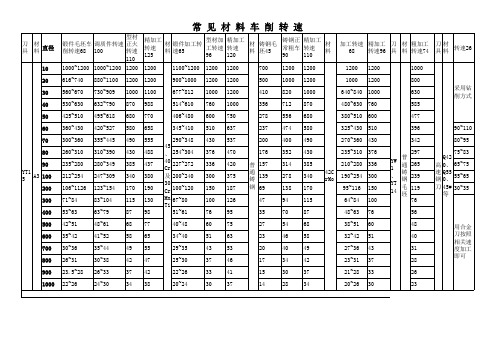
例外的切削速度
工件重量为300公斤时,n
带 <300转/分;公斤300<工
中 件重量<1000公斤时,n<
心 架
200转/分;公斤1000<工 件重量<3000公斤时,n< 100转/分;工件体积较大
切 或偏心量大时,切削时必须
削 再适当降低转速,务必结合
实际情况做好维稳加工。
带
车削细长轴类时,需用尾 顶,切削转速须根据实际情
800
30 560~670 730~909 1000 1100
677~812 1000 1200
410 820 1000
640~840 1000
630
40 530~630 632~790 870 988
514~610 760 1000
356 712 870
480~630 760
585
采用钻 削方式
50 425~510 495~618 680 770
直径
10
20
30
40
50
60
涂
70
层 80
硬 90
质 合
A3 100
金 200
刀
300
具
400
500
600
700
800
900
1000
型材
锻件毛坯车 调质件转速 加工
削转速77 120
转速
150
1200
1300
1300
1000
1200
1200
818
1200
1200
610
1000
1100
470
750
950
1200
1300
960
加工中心切削参数表

1450 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 S(转/min) 不提倡底刃切削 1750
7950 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 寿命(min) 不提倡底刃切削
60
60 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 金属去除率 不提倡底刃切削 1.087
1500 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 S(转/min) 不提倡底刃切削 5500
13000 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 寿命(min) 不提倡底刃切削
50
60 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 金属去除率 不提倡底刃切削 0.783
E12
高速涂层 4 S(转/min) 不提倡底刃切削 2000
E12
高速涂层 4 寿命(min) 不提倡底刃切削
60
E12
高速涂层 4 金属去除率 不提倡底刃切削 1.566
1450 6600 60 6.26
-0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削
4.35 -0.025--0.047 高速推荐侧刃切削
E12
高速涂层 4 aa(mm)
不提倡底刃切削 0.25-0.5
18 -0.032--0.059 高速推荐侧刃切削
E12
高速涂层 4 ar(mm)
不提倡底刃切削
切削速度对照表

切削速度对照表
切削速度对照表是数控加工中必不可少的参考工具。
切削速度直接影响到切削效率和加工质量,因此制定一份科学合理的切削速度对照表非常必要。
以下是本文的主要内容:
一、什么是切削速度对照表
切削速度对照表是指在不同材质、不同加工方式下,切削刀具所适用的切削速度范围。
它是在加工过程中确保安全、高效、精准加工的重要参考工具。
二、切削速度对照表的制定原则
1、根据不同材料与不同加工方式,设置不同的切削速度。
2、基于刀具的材质和刀具的类型,制定适当的切削参数。
3、根据加工和切削机床的性能,确定一定的加工速度和进给速度。
三、实际应用
1、选取适当的切削速度
在加工材料时,应首先了解该材料的硬度和其他物理性质等特征,以选择合适的切削速度。
一般而言,材料硬度越高,切削速度越低。
2、合理调整进给速度
在保证切削速度稳定的情况下,应根据加工尺寸的要求,调整相应的
进给速度。
进给速度应合理,过快容易导致加工表面粗糙,过慢则会
拖长加工时间。
3、切削参数实测
实际加工过程中,需要对切削速度对照表中的参数进行实测,确定最
终的切削参数。
此时需要根据加工对象,不断试验和探索,以逐步找
到最佳的切削参数组合。
总之,制定一份合理科学的切削速度对照表,需要同时考虑刀具材质、加工对象、工作条件以及加工精度等多方面因素。
希望本文可以对需
要设计或使用切削速度对照表的人员提供一些帮助。
(完整版)钻削切削用量选择参考表

钻削切削用量选择参考表一、钻中心孔的切削用量钻中心孔公称直径钻中心孔的切削进给量钻中心孔切削速度刀具名称(mm) (mm/r) v(m/min) 中心钻 1 0.02 8~15中心钻 1.6 0.02 8~15中心钻 2 0.04 8~15中心钻 2.5 0.05 8~15中心钻 3.15 0.06 8~15中心钻 4 0.08 8~15中心钻 5 0.1 8~15中心钻 6.3 0.12 8~15中心钻8 0.12 8~1560 °中心锪钻及带锥柄 60 °中心锪钻 1 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 1.6 0.01 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2 0.02 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 2.5 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 3.15 0.03 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 4 0.04 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 5 0.06 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻 6.3 0.08 12 ~2560 °中心锪钻及带锥柄 60 °中心锪钻8 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻 1 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 1.6 0.01 12 ~25不带护锥及带护锥的60 °复合中心钻 2 0.02 12 ~25不带护锥及带护锥的60 °复合中心钻 2.5 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 3.15 0.03 12 ~25不带护锥及带护锥的60 °复合中心钻 4 0.04 12 ~25不带护锥及带护锥的60 °复合中心钻 5 0.06 12 ~25不带护锥及带护锥的60 °复合中心钻 6.3 0.08 12 ~25不带护锥及带护锥的60 °复合中心钻8 0.08 12 ~25二、高速钢钻头切削用量选择表钻孔的进给量 (mm/r)钻头直径钢σ钢σb(MPa) 钢σ铸铁、铜及铝合铸铁、铜及铝合金do(mm) b(MPa)<800 800 ~ 1000 b(MPa)>1000 金 HB ≤200 HB>200 ≤2 0.05 ~ 0.06 0.04 ~ 0.05 0.03 ~ 0.04 0.09 ~ 0.11 0.05 ~0.072 ~ 4 0.08 ~ 0.10 0.06 ~ 0.08 0.04 ~ 0.06 0.18 ~ 0.22 0.11 ~0.134 ~ 6 0.14 ~ 0.18 0.10 ~ 0.12 0.08 ~ 0.10 0.27 ~ 0.33 0.18 ~0.226 ~ 8 0.18 ~ 0.22 0.13 ~ 0.15 0.11 ~ 0.13 0.36 ~ 0.44 0.22 ~0.268~ 10 0.22 ~ 0.28 0.17 ~ 0.21 0.13 ~ 0.17 0.47 ~ 0.57 0.28 ~0.3410 ~13 0.25 ~ 0.31 0.19 ~ 0.23 0.15 ~ 0.19 0.52 ~ 0.64 0.31 ~0.3913 ~16 0.31 ~ 0.37 0.22 ~ 0.28 0.18 ~ 0.22 0.61 ~ 0.75 0.37 ~0.4516 ~20 0.35 ~ 0.43 0.26 ~ 0.32 0.21 ~ 0.25 0.70 ~ 0.86 0.43 ~0.5320 ~25 0.39 ~ 0.47 0.29 ~ 0.35 0.23 ~ 0.29 0.78 ~ 0.96 0.47 ~0.5625 ~30 0.45 ~ 0.55 0.32 ~ 0.40 0.27 ~ 0.33 0.9 ~ 1.1 0.54 ~0.6630 ~50 0.60 ~ 0.70 0.40 ~ 0.50 0.30 ~ 0.40 1.0 ~ 1.2 0.70 ~0.80注 :1.表列数据适用于在大刚性零件上钻孔,精度在H12 ~H13 级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;1).在中等刚性零件上钻孔(箱体形状的薄壁零件、零件上薄的突出部分钻孔)时,乘系数0.75 ;2).钻孔后要用铰刀加工的精确孔,低刚性零件上钻孔,斜面上钻孔,钻孔后用丝锥攻螺纹的孔,乘系数 0.50 ;2.钻孔深度大于 3 倍直径时应乘修正系数。
机械加工切削全参数推荐表

常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则 (3)2 车削加工切削参数推荐表 (3)2.1 车削要素 (3)2.2 车削参数 (3)3 铣削加工切削参数推荐表 (11)3。
1 铣削要素 (11)3.2 铣削参数 (11)4 磨削加工切削参数推荐表 (20)4.1 磨削要素 (20)4。
2 平面磨削 (20)4。
3 外圆磨削 (21)4。
4 内圆磨削 (22)1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本.从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2 车削加工切削参数推荐表2。
1 车削要素切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度a p:垂直于进给运动方向测量的切削层横截面尺寸,单位为mm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm.d w :工件直径,单位为mm.切削速度与转速关系:m/minr/minv:切削速度,工件旋转的线速度,单位为m/min。
n:工件的转速,单位为r/min。
d:工件观察点直径,单位为mm。
2.2 车削参数45钢热轧状态(硬度:187HB)外圆车削45钢热轧状态(硬度:187HB)内圆车削45钢调质状态(硬度:28~32HRC)外圆车削45钢调质状态(硬度:28~32HRC)内圆车削40Cr钢热轧状态(硬度:212HB)外圆车削40Cr钢热轧状态(硬度:212HB)内圆车削40Cr钢调质状态(硬度:28~32HRC)外圆车削40Cr钢调质状态(硬度:28~32HRC)内圆车削H62硬化状态(硬度:164HB)外圆车削H62硬化状态(硬度:164HB)内圆车削2A12—T4固溶处理并时效状态(硬度:105HB)外圆车削2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削TC4固溶处理并时效状态(硬度:320~380HB)外圆车削TC4固溶处理并时效状态(硬度:320~380HB)内圆车削3 铣削加工切削参数推荐表3。
加工中心刀具切削用量表

线速度(米/分钟) 铝 高速钢铣刀 镀层硬质合金铣刀 硬质合金铣刀
加工中心刀具切削用量表
45# 60 100~300 100~300
淬硬钢 15~20
60
铸铁 15~20
30
15~20 60 30
S(转速)=线速度×1000/(直径×3.14) F(进给量)=刃数×每刃切削量×转速
每刃切削量 粗加 ~ 0.05
例:20MM硬质合金4刃铣刀精铣45#钢,线速度取60。每刃切0.05。则转速=60×1000/(20×3.14) =955,进给量=4×0.05×955=191。
以上是比较笼统的概括,适用于大多数铣刀、钻头、镗刀(不包括绞刀)加工工艺的计算。在实 际加工中还要针对不同实际情况做出调整。如:工件形状、余量大小、冷却条件、刀具磨损等。
每刃切削量参数的选择:如果太小小于0.02,那不是在切削,是在磨刀,如果太大大于0.2,那也 不是切削,是在撞击。所以并非转速越高,进给量越小越好切削,刀具必须处在一个合理的运动 状态下,才是均质、稳定的切削。
刀具加工中,对刀具寿命影响最大的是线速度,刀具商提供刀具的同时,应该会提供一份刀具针 对各种材料的线速度表,但刀具供应商的参数是在理想状态下得到的,在实际加工中,得打个 7~8折的。
机械加工工艺手册切削速度表

机械加工工艺手册切削速度表【实用版】目录1.引言:介绍机械加工工艺手册切削速度表的重要性2.切削速度表的定义和作用3.切削速度表的分类和内容4.如何正确使用切削速度表5.切削速度表在实际操作中的应用6.结论:总结切削速度表在机械加工工艺中的重要性正文1.引言在机械加工行业中,切削速度表是一种重要的参考工具,它可以为工程师和技术人员提供关于刀具切削速度、进给速度和刀具寿命等方面的实用信息。
正确地使用切削速度表可以提高生产效率,降低加工成本,同时保证产品的加工质量。
本文将详细介绍切削速度表的定义、分类、内容以及在实际操作中的应用。
2.切削速度表的定义和作用切削速度表是一种提供刀具切削速度、进给速度和刀具寿命等参数的表格或图表。
它的主要作用是:(1) 提供切削参数的参考:根据加工材料、刀具类型和加工方式的不同,切削速度表可以为工程师和技术人员提供合适的切削参数建议。
(2) 保证加工质量:合理的切削速度和进给速度可以保证产品的加工质量,降低废品率。
(3) 提高生产效率:通过选择合适的切削参数,可以提高机床的利用率,缩短加工周期,提高生产效率。
(4) 延长刀具寿命:正确的切削参数可以有效地延长刀具的使用寿命,降低刀具的更换频率。
3.切削速度表的分类和内容切削速度表根据加工材料的不同,可以分为以下几类:(1) 金属切削速度表:针对不同类型的金属材料,提供刀具切削速度、进给速度和刀具寿命等参数。
(2) 非金属切削速度表:针对不同类型的非金属材料,提供刀具切削速度、进给速度和刀具寿命等参数。
切削速度表的内容主要包括以下几方面:(1) 刀具类型:例如车刀、铣刀、钻头等。
(2) 加工材料:例如钢、铸铁、铝、铜等。
(3) 切削速度:以米/分钟或英寸/分钟表示。
(4) 进给速度:以米/分钟或英寸/分钟表示。
(5) 刀具寿命:以小时或件数表示。
4.如何正确使用切削速度表在使用切削速度表时,应注意以下几点:(1) 根据加工材料、刀具类型和加工方式选择合适的切削速度表。
(完整版)45号钢的最佳切削速度

45号钢的最佳切削速度1.切削速度的选取切削速度快慢直接影响切削效率。
若切削速度太快,虽然可以缩短切削时间,但不可避免刀具产生高热现象,影响刀具的寿命。
若切削速度过小,则切削时间会加长,效率低,刀具无法发挥其功能;决定切削速度的因素很多,概括起来有:(1)刀具材料。
刀具材料是影响切削速度的最主要因素。
刀具材料不同,允许的最高切削速度也不同。
高碳钢刀具的切削速度约为5m/min,高速钢刀具的切削速度约为20m/min,硬质合金刀具的切削速度约为80m/min,涂层硬质合金刀具的切削速度约为200m/min,陶瓷刀具的切削速度可高达1000m/min。
(2)工件材料。
工件材料硬度高低会影响刀具切削速度,同一刀具加工硬材料时切削速度应降低,而加工较软材料时,切削速度可以提高。
表4工件材料刀具材料硬度耐热度(℃)切削速度(m/min)45号钢高速钢HRC66~70 600~645 3硬质合金HRA90~92 800~1000 100~1502.切削深度的选取切削深度要根据机床、工件和刀具的刚度来决定,主要受机床刚度的制约。
在机床刚度允许的情况下,切削深度应尽可能大,如果不受加工精度的限制,可以使切削深度等于零件的加工余量。
这样可以减少走刀次数,提高生产效率。
为了保证加工表面质量,应根据加工余量确定,留少量精加工余量,一般粗加工时,一次进给应尽可能切除全部余量。
背吃刀量不均匀时,粗加工要分几次进给,并且应当把第一,二次进给时的切削深度尽量取得大一些;在中等功率的机床上,切削深度取为8~10mm。
半精加工时,切削深度选取为0.5~2mm。
精加工时,切削深度选取0.2~0.5mm。
总之,切削深度的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定。
3.进给量的选取进给量是数控机床切削用量中的重要参数,根据零件的表面粗糙度,零件的加工精度要求,及刀具材料、工件材料等因素来决定,可以参考切削用量手册选取。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬度
HB
切深
ap
(mm)
高速钢刀具
硬质合金刀具
陶瓷超硬材料刀具
未涂层
涂层
v
(m/min)
f
(m/r)
说明
v
(m/min)
f(m/r)
v(m/min)
f(m/r)
材料
v
(m/min)
f(m/r)
焊接式
可转位
易切材料
低碳
100~200
1
4
8
55~90
41~70
34~55
0.18~0.20
0.40
0.13
0.25
0.40
切削条件较好时可用冷压Al2O3陶瓷,切削条件较差时宜用Al2O3+TiC热压混合陶瓷
高碳
175~275
1
4
8
30~37
24~27
18~21
0.18
0.40
0.50
105~115
84~90
66~72
135~145
105~115
82~90
0.18
0.50
0.75
YT15
TY14
23~30
20~26
0.18
0.40
0.50
115~130
90~100
70~78
150~160
115~125
90~100
0.18
0.50
0.75
YT15
TY14
YT5
220~240
145~160
115~125
0.18
0.40
0.50
460~520
290~350
200~260
0.13
0.25
0.40
高碳
灰铸铁
160~260
1
4
8
26~43
17~27
14~23
0.18
0.40
0.50
84~135
69~110
60~90
100~165
81~125
66~100
0.18~0.25
0.40~0.50
0.50~0.75
YG8或者YW2
130~190
105~160
84~130
0.18
0.40
0.50
395~550
0.50
140~150
115~125
88~100
170~195
135~150
105~120
0.18
0.50
0.75
YT15
TY14
YT5
260~290
170~190
135~150
0.18
0.40
0.50
520~580
365~425
275~365
0.13
0.25
0.40
中碳
175~275
1
4
8
34~40
0.75
YT15
TY14
YT5
150~185
120~135
90~105
0.18
0.40
0.50
380~440
205~265
145~205
0.13
0.25
0.40
HB>300时,选用W12Cr4V5Co5以及W2Mo9Cr4VCo8
高速钢
200~275
1
4
8
15~24
12~20
9~15
0.13~0.18
90~185
0.13
0.25
0.4
HB>250时,选用W12Cr4V5Co5以及W2Mo9Cr4VCo8
245~365
185~275
0.13~0.25
0.25~0.40
0.40~0.50
加工材料
硬度
HB
切深
ap
(mm)
高速钢刀具
硬质合金刀具
陶瓷超硬材料刀具
未涂层
涂层
v
(m/min)
f
(m/r)
说明
v
(m/min)
f(m/r)
v(m/min)
f(m/r)
材料
v
(m/min)
f(m/r)
焊接式
可转位
不锈钢
中碳
175~225
1
4
8
52
40
30
0.20
0.40
0.50
165
125
100
200
150
120
0.18
0.50
0.75
YT15
TY14
YT5
305
200
160
0.18
0.40
0.50
520
395
305
0.13
0.25
0.40
碳钢
低碳
125~225
1
4
8
43~46
34~38
27~30
0.18
0.40
奥氏体
135~275
1
4
8
18~34
15~27
12~21
0.18
0.40
0.50
58~105
49~100
38~76
67~120
58~105
46~84
0.18
0.40
0.50
YG3.YW1
YG6.YW1
YG6.YW1
84~160
76~135
60~105
0.18
0.40
0.50
275~425
150~275
520~580
365~395
275~335
0.13
0.25
0.40
加工材料
硬度
HB
切深
ap
(mm)
高速钢刀具
硬质合金刀具
陶瓷超硬材料刀具
未涂层
涂层
v
(m/min)
f
(m/r)
说明
v
(m/min)
f(m/r)
v(m/min)
f(m/r)
材料
v
(m/min)
f(m/r)
焊接式
可转位
合金钢
中碳
175~225
1
4
8
34~41
26~32
20~24
0.18
0.40
0.50
105~115
85~90
67~78
130~150
105~120
82~95
0.18
0.40~0.50
0.50~0.75
YT15
TY14
YT5
175~200
135~160
84~120
0.18
0.40
0.50
460~520
280~360
220~265
0.50
185~240
135~185
110~145
220~275
160~215
130~170
0.18
0.50
0.75
YT15
YT14
YT5
320~410
215~275
170~220
0.18
0.40
0.50
550~700
425~580
335~490
0.13
0.25
0.40
切削条件较好时可用冷压Al2O3陶瓷,切削条件较差时宜用Al2O3+TiC热压混合陶瓷。
0.13
0.25
0.40
合金钢
低碳
125~225
1
4
8
41~46
32~37
24~27
0.18
0.40
0.50
135~150
105~120
84~95
170~185
135~145
105~115
0.18
0.50
0.75
YT15
TY14
YT5
220~235
175~190
135~145
0.18
0.40
0.50
0.25~0.40
0.40~0.50
76~105
60~84
46~64
95~125
60~100
53~76
0.18
0.50
0.75
YW1
YW2
YW3
115~160
90~130
69~100
0.18
0.40
0.50
420~460
250~275
190~215
0.13
0.25
0.40
加工W12Cr4V5Co5用W12Cr4VCo3及W2Mo9Cr4VCo3
175~275
1
4
8
30~37
24~27
18~21
0.18
0.40
0.50
115~130
88~95
69~76
140~155
105~120
84~95
0.18
0.50
0.75
YT15
TY14
YT5
215~230
145~150
115~120
0.18
0.40
0.50
460~520
275~335
185~245
YT5
175~190
135~150
105~120
0.18
0.40
0.50
460~520
275~335
215~245